
आपको यह जानना होगा कि कैसे प्रेस ब्रेक बेंडिंग फोर्स और टन भार की गणना सुरक्षित और प्रभावी धातु मोड़ने को सुनिश्चित करने के लिए। नीचे दिए गए सूत्र धातु के काम में इनका आमतौर पर उपयोग किया जाता है:
| FORMULA | विवरण |
|---|---|
| P (पाउंड) = 2 × b × t² × Fy/W | प्रेस ब्रेक बेंडिंग फोर्स की गणना करने की यह मूल विधि है। |
| P (टन/फुट) = 0.012 × t² × Fy/W | प्रेस ब्रेक बेंडिंग टनेज की गणना करने का यह एक सीधा तरीका है। |
सही गणना करने से समस्याओं से बचा जा सकता है। यदि आप पर्याप्त बल नहीं लगाते हैं, तो मोड़ सटीक नहीं होंगे। इसके विपरीत, बहुत अधिक बल लगाने से आपकी सामग्री या मशीन को नुकसान हो सकता है।
| गलत अनुमानों का प्रभाव | परिणाम |
|---|---|
| अपर्याप्त बल | मोड़ सटीक नहीं हैं |
| अत्यधिक बल | सामग्री और मशीन को नुकसान हो सकता है |
उच्च गुणवत्ता वाले प्रेस ब्रेक टूलिंग, जैसे कि Nanjing Metal यह सुविधा हर बार एक समान परिणाम सुनिश्चित करती है। प्रेस ब्रेक बेंडिंग बल और टन भार की गणना करने के लिए, आपको सामग्री का प्रकार, शीट की मोटाई, बेंड की लंबाई, डाई की चौड़ाई और बनाने की विधि पर विचार करना होगा।
चाबी छीनना
- प्रेस ब्रेक बेंडिंग फोर्स को जानना बहुत महत्वपूर्ण है। यह धातु को सही आकार देने में सहायक होता है। अच्छे परिणामों के लिए सही फॉर्मूले का प्रयोग करें।
- धातु मोड़ने से पहले प्रेस ब्रेक की क्षमता का पता लगा लें। इससे नुकसान से बचा जा सकता है और सभी सुरक्षित रहते हैं। साथ ही, इससे आपका काम भी मजबूत बना रहता है।
- प्रत्येक पदार्थ को अलग-अलग मात्रा में बल की आवश्यकता होती है। हमेशा पदार्थ के प्रकार और उसकी विशेषताओं को ध्यान में रखें। अपने गणना कौशल को पदार्थ के अनुसार समायोजित करें।
- मोटी चादरों को मोड़ने के लिए अधिक बल की आवश्यकता होती है। मोटाई को ध्यानपूर्वक मापें। इससे आपको सही मात्रा चुनने में मदद मिलेगी।
- डाई के खुलने की चौड़ाई से आवश्यक बल बदल जाता है। सुनिश्चित करें कि डाई की चौड़ाई शीट की मोटाई के बराबर हो। इससे आपको सर्वोत्तम परिणाम मिलेंगे।
- अपने प्रोजेक्ट के लिए सबसे उपयुक्त निर्माण विधि चुनें। एयर बेंडिंग, बॉटम बेंडिंग और कॉइनिंग, इन सभी विधियों के लिए अलग-अलग बल की आवश्यकता होती है।
- अपनी गणना में हमेशा सुरक्षा मार्जिन जोड़ें। इससे आपकी प्रेस ब्रेक और उपकरण सुरक्षित रहेंगे।
- त्वरित जांच के लिए ऑनलाइन कैलकुलेटर का उपयोग करें। इससे समय की बचत होती है और गणना करने से पहले यह सुनिश्चित करने में मदद मिलती है कि आपकी गणना सही है।
प्रेस ब्रेक बेंडिंग फोर्स की मूल बातें
प्रेस ब्रेक बेंडिंग फोर्स क्या है?
धातु पर काम करने से पहले प्रेस ब्रेक बेंडिंग फोर्स के बारे में जानना ज़रूरी है। प्रेस ब्रेक बेंडिंग फोर्स वह बल है जो धातु की प्लेट को मोड़ने के लिए लगाया जाता है। यह बल धातु के आकार को बदलता है। इससे यह सुनिश्चित करने में भी मदद मिलती है कि अंतिम उत्पाद सही हो। कारखानों में, लोग इस बल को मापते हैं ताकि यह सुनिश्चित हो सके कि धातु सही तरीके से मुड़ रही है। वे चाहते हैं कि धातु उनकी ज़रूरतों के अनुरूप हो। यदि आप अच्छे प्रेस ब्रेक टूलिंग का उपयोग करते हैं, तो आपको हर बार एक जैसे परिणाम मिलते हैं। इससे धातु के गलत तरीके से मुड़ने या ठीक से न मुड़ने जैसी समस्याओं को रोकने में मदद मिलती है।
प्रेस ब्रेक टनेज की गणना क्यों करें?
बेंडिंग शुरू करने से पहले हमेशा प्रेस ब्रेक की टनेज का पता लगा लें। इससे आपका काम सुरक्षित रहता है और नुकसान से बचाव होता है। ऐसा करने के कुछ मुख्य कारण इस प्रकार हैं:
- भौतिक क्षति से बचाव: यदि आप पर्याप्त बल का प्रयोग नहीं करते हैं, तो धातु में दरार पड़ सकती है या वह गलत दिशा में मुड़ सकती है। अगर आप बहुत ज्यादा बल का प्रयोग करेंगे तो धातु बहुत ज्यादा मुड़ सकती है या क्षतिग्रस्त हो सकती है।
- सटीकता सुनिश्चित करना: सही टनेज आपको धातु को मनचाहे आकार में मोड़ने की सुविधा देता है। यह कारों या विमानों के निर्माण जैसे कार्यों में बहुत महत्वपूर्ण है, जहाँ प्रत्येक भाग का सटीक फिट होना आवश्यक है।
- टूलिंग की आयु बढ़ाएँ: सही टनेज का उपयोग करने से आपके प्रेस ब्रेक टूलिंग जल्दी घिसते नहीं हैं। इससे आपके टूल लंबे समय तक चलते हैं और उनकी मरम्मत पर होने वाला खर्च भी बचता है।
- सबसे अच्छी प्रेस ब्रेक मशीन और उसके औजारों का चुनाव करना सिर्फ पर्याप्त बल लगाने तक सीमित नहीं है। अगर आप गणना में गलती करते हैं, तो आपके औजार टूट सकते हैं या प्रेस ब्रेक मशीन को भी नुकसान पहुंच सकता है।
जब आप प्रेस ब्रेक की टनेज क्षमता का पता लगा लेते हैं, तो आपका काम अधिक सुरक्षित और तेज़ हो जाता है। इससे आपकी मशीनें भी सुरक्षित रहती हैं और आप बेहतर उत्पाद बना पाते हैं।
सामान्य गलतियां
कई लोग प्रेस ब्रेक बेंडिंग फोर्स को गलत तरीके से मापते हैं। इन गलतियों से गंभीर समस्याएं हो सकती हैं। नीचे दी गई तालिका में कुछ गलतियाँ और उनसे होने वाले परिणाम दर्शाए गए हैं:
| गलती | परिणाम |
|---|---|
| भौतिक गुणों की गलत व्याख्या करना | गलत टन भार का मतलब है कि बेंड्स ठीक नहीं हैं। |
| गलत मशीन सेटअप | मशीनें खराब हो सकती हैं और लोग घायल हो सकते हैं। |
| मशीन पर अधिक भार डालना | मशीन खराब हो सकती है और दुर्घटनाएं हो सकती हैं। |
| रखरखाव की उपेक्षा करना | मोड़ एकसमान नहीं हैं और मशीन ठीक से काम नहीं कर सकती है। |
सलाह: धातु मोड़ने से पहले हमेशा अपने गणित और मशीन सेटअप की जांच कर लें। अपने प्रेस ब्रेक और औजारों का नियमित रूप से ध्यान रखें। इससे आपको एक समान मोड़ प्राप्त करने और काम सुचारू रूप से चलाने में मदद मिलती है।
बुनियादी बातों को सीखकर, अच्छे प्रेस ब्रेक टूल का उपयोग करके और सही चरणों का पालन करके आप इन गलतियों से बच सकते हैं। इससे आपको हर बार सुरक्षित, सही और बढ़िया बेंड बनाने में मदद मिलेगी।
झुकने वाले बल चर

प्रेस ब्रेक के लिए आवश्यक बल की गणना करते समय, आपको कई महत्वपूर्ण कारकों पर ध्यान देना होगा। इनमें से प्रत्येक कारक बेंडिंग प्रक्रिया के दौरान आवश्यक बल की मात्रा को प्रभावित करता है। यदि आप इन कारकों को समझते हैं, तो आप बेहतर निर्णय ले सकते हैं और अधिक सटीक बेंड प्राप्त कर सकते हैं।
सामग्री का प्रकार
धातु के प्रकार के आधार पर मोड़ने की प्रक्रिया में लगने वाले बल में बदलाव आता है। कुछ धातुएँ नरम होती हैं और आसानी से मुड़ जाती हैं। वहीं, कुछ धातुएँ मजबूत होती हैं और उन्हें मोड़ने के लिए प्रेस ब्रेक से अधिक दबाव की आवश्यकता होती है। इसलिए, काम शुरू करने से पहले हमेशा धातु की जाँच अवश्य कर लें।
हल्का स्टील
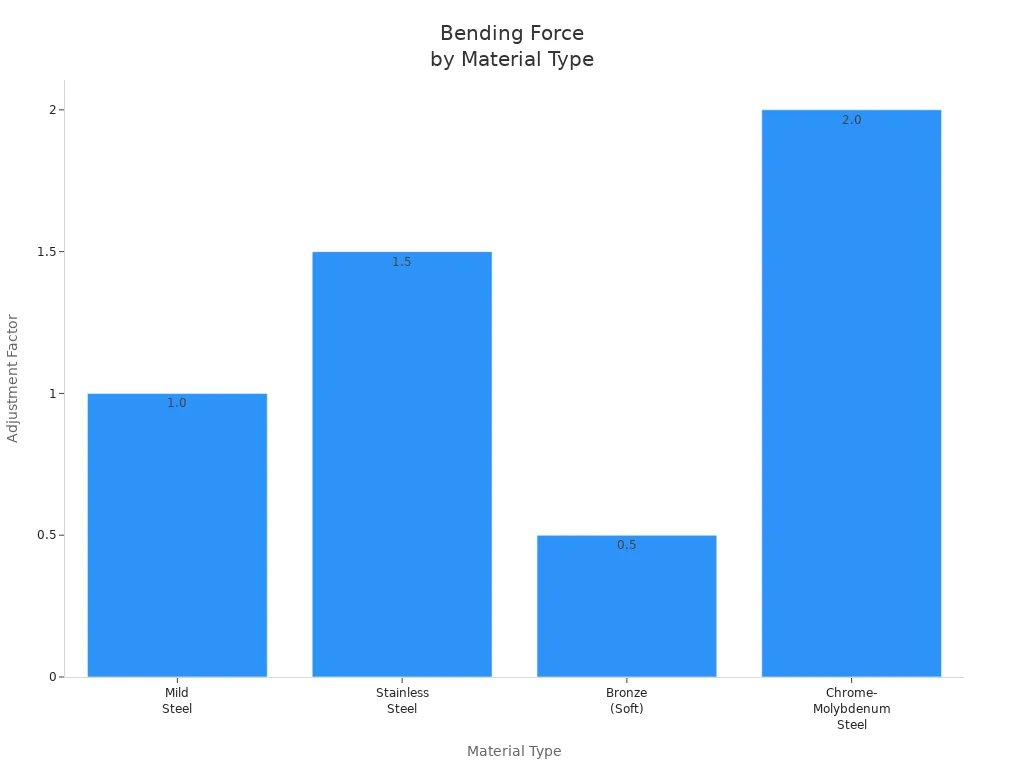
माइल्ड स्टील कई कारखानों में आसानी से मिल जाता है। यह आसानी से मुड़ जाता है और इसे मोड़ने के लिए अतिरिक्त बल की आवश्यकता नहीं होती। माइल्ड स्टील का उपयोग करते समय, प्रेस ब्रेक के लिए मानक सूत्र का प्रयोग किया जा सकता है। माइल्ड स्टील के लिए समायोजन कारक 1.0 है।
स्टेनलेस स्टील
स्टेनलेस स्टील, माइल्ड स्टील से कहीं अधिक मजबूत होता है। इसे मोड़ने की प्रक्रिया में अधिक बल की आवश्यकता होती है। यदि आप स्टेनलेस स्टील का उपयोग करते हैं, तो आपको अपने प्रेस ब्रेक की टनेज बढ़ानी होगी। स्टेनलेस स्टील के लिए समायोजन कारक 1.5 है। इसका अर्थ है कि आपको माइल्ड स्टील की तुलना में 50% अधिक बल की आवश्यकता होगी।
अल्युमीनियम
एल्युमिनियम स्टील से नरम होता है। इसे मोड़ने के लिए कम बल की आवश्यकता होती है। एल्युमिनियम के लिए समायोजन कारक 0.5 से 1.0 तक होता है। प्रेस ब्रेक लगाने से पहले आपको एल्युमिनियम के सटीक प्रकार की जांच अवश्य कर लेनी चाहिए।
यहां एक तालिका दी गई है जो विभिन्न सामग्रियों के लिए समायोजन कारकों को दर्शाती है:
| सामग्री का प्रकार | समायोजन कारक |
|---|---|
| हल्का स्टील | 1.0 |
| स्टेनलेस स्टील | 1.5 |
| अल्युमीनियम | 0.5 से 1.0 |
| कांस्य (नरम) | 0.5 |
| क्रोम-मोलिब्डेनम स्टील | 2.0 |
आप नीचे दिए गए चार्ट में भी इन अंतरों को देख सकते हैं:
सलाह: हमेशा अपनी सामग्री के लिए सही समायोजन कारक का उपयोग करें। इससे आपको मोड़ने की प्रक्रिया में होने वाली गलतियों से बचने में मदद मिलेगी।
शीट की मोटाई
शीट की मोटाई भी एक महत्वपूर्ण कारक है। मोटी शीटों को प्रेस ब्रेक से अधिक बल की आवश्यकता होती है। यदि आप कम बल से मोटी शीट को मोड़ने का प्रयास करते हैं, तो मोड़ नहीं बनेगा। यदि आप बहुत अधिक बल का प्रयोग करते हैं, तो आप अपने औजारों या प्रेस ब्रेक को नुकसान पहुंचा सकते हैं।
- मोटी शीट मेटल के लिए अधिक टन भार की आवश्यकता होती है।
- आपको बेंडिंग शीट की मोटाई के आधार पर सही टन भार का चयन करना होगा।
- उदाहरण के लिए, 1/2 इंच की शीट को मोड़ने के लिए 1/8 इंच की शीट की तुलना में कहीं अधिक बल की आवश्यकता होती है।
मोड़ की लंबाई
बेंड की लंबाई शीट पर वह दूरी है जहाँ आप मोड़ बनाना चाहते हैं। लंबे मोड़ों के लिए मोड़ने की प्रक्रिया में अधिक बल की आवश्यकता होती है। यदि आप बेंड की लंबाई दोगुनी कर देते हैं, तो प्रेस ब्रेक से आवश्यक बल भी दोगुना हो जाता है।
- शुरू करने से पहले मोड़ की लंबाई माप लें।
- अपनी गणनाओं में सही मान का प्रयोग करें।
- लंबे मोड़ों के लिए हमेशा अपने प्रेस ब्रेक की अधिकतम क्षमता की जांच करें।
नोट: उच्च गुणवत्ता वाले प्रेस ब्रेक टूलिंग का उपयोग करने से आपको सामग्री या मोटाई चाहे जो भी हो, एक समान परिणाम प्राप्त करने में मदद मिलती है।
डाई ओपनिंग चौड़ाई
डाई ओपनिंग की चौड़ाई, जिसे वी-डाई ओपनिंग भी कहा जाता है, प्रेस ब्रेक का उपयोग करते समय आवश्यक बल में महत्वपूर्ण भूमिका निभाती है। सर्वोत्तम परिणामों के लिए, डाई ओपनिंग की चौड़ाई को सामग्री की मोटाई के अनुरूप रखना आवश्यक है। गलत आकार का उपयोग करने से आपकी प्रेस ब्रेक मशीन क्षतिग्रस्त हो सकती है या बेंडिंग में त्रुटि आ सकती है।
यहां बताया गया है कि डाई ओपनिंग की चौड़ाई आवश्यक बल को कैसे प्रभावित करती है:
- डाई का संकरा छेद आवश्यक टनेज को बढ़ा देता है। बल एक छोटे से क्षेत्र में केंद्रित हो जाता है, इसलिए आपके प्रेस ब्रेक को अधिक मेहनत करनी पड़ती है।
- डाई का चौड़ा खुला भाग आवश्यक टन भार को कम करता है। बल समान रूप से वितरित हो जाता है, जिससे प्रेस ब्रेक मशीन के लिए धातु को मोड़ना आसान हो जाता है।
- छोटा V-आकार का छिद्र कम त्रिज्या वाला मोड़ बनाता है, लेकिन इसके लिए अधिक बल की आवश्यकता होती है। बड़ा V-आकार का छिद्र अधिक आंतरिक त्रिज्या वाला मोड़ बनाता है और कम बल का उपयोग करता है।
- आप जिस प्रकार के औजारों का उपयोग करते हैं, वह भी आपकी प्रेस ब्रेक मशीन के प्रदर्शन और भार वहन क्षमता को प्रभावित करता है।
सलाह: हमेशा यह सुनिश्चित करें कि आपकी डाई की चौड़ाई आपके मटेरियल की मोटाई से मेल खाती हो। इससे आपको सटीक मोड़ प्राप्त करने में मदद मिलती है और आपके प्रेस ब्रेक टूलिंग की सुरक्षा भी होती है।
आप अपनी निचली डाई में बने V-आकार के खांचे को देखकर डाई के खुलने की चौड़ाई माप सकते हैं। अधिकांश कारखाने शीट मेटल की मोटाई से 8 गुना चौड़ी डाई का उपयोग करते हैं। उदाहरण के लिए, यदि आपके पास 2 मिमी मोटी शीट है, तो आपको 16 मिमी चौड़ी डाई का उपयोग करना चाहिए।
निर्माण विधि
आप जिस निर्माण विधि का चयन करते हैं, उससे प्रेस ब्रेक मशीन को आवश्यक बल की मात्रा बदल जाती है। मुख्य रूप से तीन विधियाँ हैं: वायु झुकाव, तल झुकाव और सिक्का निर्माण। प्रत्येक विधि में प्रेस ब्रेक मशीन का उपयोग अलग-अलग तरीके से होता है।
| झुकने की विधि | आवश्यक बल (सापेक्ष) |
|---|---|
| वायु झुकाव | 1.0 |
| नीचे झुकना | 5.0+ |
| गढ़ने | 10.0+ |
- एयर बेंडिंग में सबसे कम बल लगता है। पंच शीट को डाई में पूरी तरह से नहीं दबाता है। इस विधि में थोड़ा सा स्प्रिंगबैक होता है, जिससे आप बेंडिंग के बाद कोण को समायोजित कर सकते हैं।
- बॉटम बेंडिंग में एयर बेंडिंग की तुलना में अधिक बल की आवश्यकता होती है। पंच शीट को डाई के निचले हिस्से तक धकेलता है, जिससे बेंड अधिक सटीक होता है और स्प्रिंगबैक कम होता है।
- सिक्का बनाने की प्रक्रिया में सबसे अधिक बल लगता है। पंच शीट को डाई में पूरी तरह से दबाता है, जिससे लगभग बिना किसी अतिरिक्त खिंचाव के एक बहुत ही तीक्ष्ण और सटीक मोड़ बनता है।
ध्यान दें: प्रेस ब्रेक मशीन को हमेशा उस निर्माण विधि के अनुसार सेट करें जिसका आप उपयोग करने की योजना बना रहे हैं। गलत बल का प्रयोग करने से आपके उपकरण या प्रेस ब्रेक को नुकसान हो सकता है।
सही निर्माण विधि और डाई ओपनिंग की चौड़ाई का चयन करने से आपको अपनी प्रेस ब्रेक मशीन से सर्वोत्तम परिणाम प्राप्त करने में मदद मिलती है। इससे आप सटीक बेंड बना पाएंगे, अपनी प्रेस ब्रेक मशीन की सुरक्षा कर पाएंगे और अपने टूलिंग का जीवनकाल बढ़ा पाएंगे।
प्रेस ब्रेक बेंडिंग फोर्स और टनेज की गणना कैसे करें
मुख्य सूत्र
सूत्र और चर का विश्लेषण
प्रेस ब्रेक की बेंडिंग फोर्स और टनेज की गणना करने का तरीका जानने के लिए, आपको मुख्य सूत्र से शुरुआत करनी होगी। यह सूत्र किसी भी कार्य के लिए बेंडिंग फोर्स की गणना करने में आपकी मदद करता है। इसका उपयोग यह सुनिश्चित करने के लिए किया जाता है कि आपका प्रेस ब्रेक कार्य को संभालने में सक्षम है और आपके टूलिंग की सुरक्षा सुनिश्चित करता है।
प्रेस ब्रेक बेंडिंग फोर्स का मानक सूत्र यहाँ दिया गया है:
F = (k × L × T²) / (8 × V)
आइए सूत्र के प्रत्येक भाग को विस्तार से समझते हैं ताकि आप प्रेस ब्रेक बेंडिंग बल और टन भार की गणना करना समझ सकें:
| चर | विवरण |
|---|---|
| एफ (टन भार बल) | झुकने के लिए आवश्यक कुल बल (टन में) |
| k (भौतिक कारक) | सामग्री की तन्यता शक्ति पर आधारित एक कारक |
| L (मोड़ की लंबाई) | मोड़ की कुल लंबाई (मिमी या इंच में) |
| टी (सामग्री की मोटाई) | मोड़ने योग्य सामग्री की मोटाई (मिमी या इंच में) |
| V (डाई की चौड़ाई का उद्घाटन) | बेंडिंग प्रक्रिया में प्रयुक्त डाई की चौड़ाई (मिमी या इंच में) |
- F आपको वह टन भार बल बताता है जो आपके प्रेस ब्रेक को प्रदान करना होगा।
- k का मान आपके द्वारा उपयोग की जाने वाली सामग्री के आधार पर बदलता है।
- L मोड़ रेखा की लंबाई है।
- T आपकी शीट मेटल की मोटाई है।
- V डाई के खुलने की चौड़ाई है।
सभी मापों के लिए एक ही इकाई का प्रयोग करें। यदि आप एक माप के लिए मिलीमीटर का प्रयोग करते हैं, तो सभी मापों के लिए मिलीमीटर का ही प्रयोग करें।
सलाह: हमेशा अपने प्रेस ब्रेक टूलिंग और ब्लेड के आकार की जांच करें। यदि आपको कस्टम ब्लेड की आवश्यकता है, तो आप अधिक जानकारी प्राप्त कर सकते हैं। यहां कस्टम ब्लेड उपलब्ध हैं.
उदाहरण गणना
आइए एक उदाहरण के माध्यम से समझते हैं कि प्रेस ब्रेक बेंडिंग फोर्स और टनेज की गणना चरण दर चरण कैसे की जाती है।
मान लीजिए आप माइल्ड स्टील के एक टुकड़े को मोड़ना चाहते हैं। आपके मान इस प्रकार हैं:
- सामग्री: माइल्ड स्टील (k = 1)
- मोड़ की लंबाई (L): 1000 मिमी
- सामग्री की मोटाई (T): 2 मिमी
- डाई की चौड़ाई (V) का खुला भाग: 16 मिमी
इन संख्याओं को सूत्र में डालें:
F = (1 × 1000 × 2²) / (8 × 16) F = (1 × 1000 × 4) / 128 F = 4000 / 128 F ≈ 31.25 टन
इस मोड़ को बनाने के लिए लगभग 31.25 टन बल की आवश्यकता होती है। इस प्रकार आप अपने प्रेस ब्रेक के लिए बेंडिंग बल की गणना करते हैं। यदि आप किसी भिन्न सामग्री या मोटाई का उपयोग करते हैं, तो आपको सूत्र में मानों को बदलना होगा।
सामग्री कारक
सामान्य सामग्री कारक तालिका
टन भार बल की गणना करते समय पदार्थ कारक (k) बहुत महत्वपूर्ण होता है। विभिन्न धातुओं को अलग-अलग मात्रा में बल की आवश्यकता होती है। कश्मीर कारक यह आपको बताता है कि सामग्री कितनी मजबूत है और आपको कितने बल की आवश्यकता है।
प्रेस ब्रेक के काम के लिए सामान्य सामग्री कारकों की तालिका यहाँ दी गई है:
| सामग्री का प्रकार | के-कारक रेंज |
|---|---|
| हल्का स्टील | 1.0 |
| स्टेनलेस स्टील | 1.5 |
| अल्युमीनियम | 0.5 – 1.0 |
| कांस्य (नरम) | 0.5 |
| क्रोम-मोली स्टील | 2.0 |
| सामान्य Metals | 0.3 – 0.5 |
| डिफ़ॉल्ट मान | 0.446 |
- अपनी सामग्री के लिए सही k-कारक का उपयोग करें। यदि आप गलत k-कारक का उपयोग करते हैं, तो आपकी गणना सही नहीं होगी।
- अधिकांश कार्यों के लिए, माइल्ड स्टील का के-फैक्टर 1 होता है। स्टेनलेस स्टील को अधिक बल की आवश्यकता होती है, इसलिए 1.5 का के-फैक्टर उपयोग करें। एल्युमीनियम नरम होता है, इसलिए कम के-फैक्टर का उपयोग करें।
बेंडिंग फोर्स की गणना करने से पहले हमेशा सामग्री की जांच अवश्य करें। इससे गलतियों से बचने और प्रेस ब्रेक को सुरक्षित रखने में मदद मिलती है।
विधि कारक
निर्माण विधि का प्रभाव
आपके द्वारा चुनी गई निर्माण विधि से प्रेस ब्रेक बेंडिंग बल और टन भार की गणना करने का तरीका भी बदल जाता है। विधि कारक आपको बताता है कि विभिन्न बेंडिंग शैलियों के लिए आपको कितने अतिरिक्त बल की आवश्यकता है।
- एयर बेंडिंग में प्रेस ब्रेक टनेज के लिए मानक सूत्र का उपयोग किया जाता है। आपको k-फैक्टर को बदलने की आवश्यकता नहीं है।
- नीचे तक पहुँचने के लिए वायु के मुड़ने की तुलना में लगभग 1.5 गुना अधिक बल की आवश्यकता होती है। आपको अपने उत्तर को 1.5 से गुणा करना होगा।
- हवा को मोड़ने की तुलना में सिक्का बनाने के लिए लगभग 5 गुना अधिक बल की आवश्यकता होती है। आपको अपने उत्तर को 5 से गुणा करना होगा।
निर्माण विधि के अनुसार k-कारक भी बदलता है। धातु में उदासीन अक्ष की स्थिति उपयोग की जाने वाली विधि के आधार पर बदलती है। इससे बेंडिंग बल की गणना और धातु के मुड़ने के तरीके पर प्रभाव पड़ता है।
- के-फैक्टर एक गुणक है जो दर्शाता है कि झुकने के बाद तटस्थ अक्ष कहाँ स्थानांतरित होता है।
- यह प्रत्येक सामग्री और निर्माण विधि के लिए अलग-अलग होता है।
- तटस्थ अक्ष सामग्री की मोटाई के 50% से आगे कभी नहीं जाता है।
नोट: अपनी गणना को हमेशा निर्माण विधि के आधार पर समायोजित करें। इससे आपका प्रेस ब्रेक और उपकरण सुरक्षित रहते हैं और आपको सर्वोत्तम परिणाम मिलते हैं।
इकाइयाँ और रूपांतरण
सामान्य इकाई रूपांतरण
प्रेस ब्रेक का उपयोग करते समय, आपको बल की इकाइयों का ज्ञान होना आवश्यक है। संयुक्त राज्य अमेरिका में, अधिकांश कारखाने प्रेस ब्रेक के टन भार को मापने के लिए शॉर्ट टन का उपयोग करते हैं। अन्य देशों में मीट्रिक टन का उपयोग किया जाता है, जिसे टन भी कहा जाता है। कभी-कभी, आपको बल न्यूटन प्रति वर्ग मिलीमीटर या किलोग्राम प्रति वर्ग मिलीमीटर में भी दिखाई देगा।
कुछ आसान नियमों का पालन करके आप इन यूनिटों के बीच अदला-बदली कर सकते हैं:
| इकाई | रूपांतरण विधि |
|---|---|
| शॉर्ट टन (यूएस) | 1 शॉर्ट टन = 2,000 पाउंड |
| मीट्रिक टन (टन) | 1 मीट्रिक टन = 2,204.62 पाउंड |
| न्यूटन (एन) | 1 N = 0.10197 kg |
| N/mm² को kg/mm² में परिवर्तित करें | मान को 10 से भाग दें |
यदि आपके पास न्यूटन प्रति वर्ग मिलीमीटर है, तो उसे 10 से भाग दें ताकि आपको किलोग्राम प्रति वर्ग मिलीमीटर मिल जाए। इससे प्रेस ब्रेक टनेज की गणना करते समय इकाइयों को बदलना आसान हो जाता है।
सलाह: काम शुरू करने से पहले हमेशा यह देख लें कि आपकी प्रेस ब्रेक किस यूनिट का उपयोग करती है। इससे गलतियों से बचने और सही उत्तर प्राप्त करने में मदद मिलेगी।
नोट्स
आपको अपनी सभी गणनाओं में एक ही इकाई का प्रयोग करना होगा। इकाइयों में गड़बड़ी होने पर गलत उत्तर मिल सकता है। उदाहरण के लिए, मोटाई के लिए मिलीमीटर और डाई के खुलने की चौड़ाई के लिए इंच का प्रयोग एक ही सूत्र में न करें। एक ही प्रणाली चुनें और उसी का प्रयोग सभी गणनाओं में करें।
किसी भी धातु को मोड़ने से पहले अपने माप की जाँच कर लें। गलती होने पर, प्रेस ब्रेक का टनेज गलत हो सकता है। इससे धातु मोड़ने का काम बिगड़ सकता है या मशीन भी खराब हो सकती है।
आपको यह भी पता होना चाहिए कि आपकी प्रेस ब्रेक मशीन कितना बल सहन कर सकती है। हर मशीन की एक अधिकतम बल क्षमता होती है। यदि आपके गणना से पता चलता है कि बल आपकी मशीन की सीमा से अधिक है, तो आपको अपना सेटअप बदलना होगा या किसी दूसरी प्रेस ब्रेक मशीन का उपयोग करना होगा।
ध्यान दें: अपने प्रेस ब्रेक की टनेज लिमिट के अनुसार अपने उत्तर की हमेशा जांच करें। इससे आपकी मशीन सुरक्षित रहेगी और आपको महंगे मरम्मत कार्यों से बचने में मदद मिलेगी।
ऑनलाइन कैलकुलेटर का उपयोग करना
आप बेंडिंग कैलकुलेटर का उपयोग कर सकते हैं। कई वेबसाइटों पर मुफ्त टूल उपलब्ध हैं जो आपको प्रेस ब्रेक के लिए आवश्यक बल बताते हैं। इन कैलकुलेटर में आप सामग्री, मोटाई, बेंड की लंबाई और डाई ओपनिंग की चौड़ाई दर्ज कर सकते हैं। इसके बाद कैलकुलेटर आपको आवश्यक प्रेस ब्रेक टनेज बताता है।
यहां कुछ लोकप्रिय ऑनलाइन कैलकुलेटर दिए गए हैं:
- अमेरिकन मशीन टूल्स प्रेस ब्रेक बेंडिंग फोर्स कैलकुलेटर
- इंजीनियर्स एज प्रेस ब्रेक टनेज कैलकुलेटर
- मशीन निर्माण प्रेस ब्रेक टन भार कैलकुलेटर
कैलकुलेटर का उपयोग करते समय, हमेशा यह सुनिश्चित करें कि इकाइयाँ आपकी कार्यशाला में उपयोग की जाने वाली इकाइयों से मेल खाती हों। सामग्री और मोटाई के लिए सही संख्याएँ दर्ज करना सुनिश्चित करें। यदि आप गलत इकाइयों का उपयोग करते हैं, तो कैलकुलेटर आपको ऐसा उत्तर दे सकता है जो आपके प्रेस ब्रेक के लिए उपयुक्त न हो।
सलाह: ऑनलाइन कैलकुलेटर समय बचाते हैं और गलतियाँ कम करने में मदद करते हैं। त्वरित जाँच के लिए इनका उपयोग करें, लेकिन गणना शुरू करने से पहले उत्तर को हमेशा दोबारा जांच लें।
झुकने वाले बल की गणना चरण-दर-चरण करें

प्रेस ब्रेक की टनेज निर्धारित करने के लिए, आपको सटीक डेटा की आवश्यकता होती है। सही बल प्राप्त करने के लिए आपको प्रत्येक चरण का पालन करना होगा। इससे त्रुटियों से बचने और सुरक्षित बेंडिंग सुनिश्चित करने में मदद मिलती है।
डेटा एकत्र करें
शुरू करने से पहले, आपको जितनी भी जानकारी चाहिए, सब इकट्ठा कर लें। हर एक कारक से आवश्यक बल की मात्रा बदल जाती है।
सामग्री के प्रकार की पहचान करें
आपको यह पता होना चाहिए कि आप किस धातु को मोड़ना चाहते हैं। प्रत्येक धातु को अलग-अलग बल की आवश्यकता होती है। माइल्ड स्टील, स्टेनलेस स्टील और एल्युमीनियम सभी अलग-अलग होते हैं। धातु का मिलान करने के लिए अपने टनेज चार्ट को देखें।
शीट की मोटाई मापें
शीट की मोटाई मापने के लिए कैलिपर या माइक्रोमीटर का उपयोग करें। माप को मिलीमीटर या इंच में लिख लें। मोटी शीटों को मापने के लिए अधिक बल की आवश्यकता होती है, इसलिए सावधानीपूर्वक मापें।
मोड़ की लंबाई निर्धारित करें
मोड़ की रेखा की लंबाई ज्ञात कीजिए। यही वह दूरी है जितनी आपको शीट को मोड़ना है। अधिक मोड़ के लिए अधिक बल की आवश्यकता होती है।
डाई ओपनिंग की चौड़ाई चुनें
अपने टूलिंग में डाई ओपनिंग की चौड़ाई की जांच करें। अधिकांश वर्कशॉप शीट की मोटाई से आठ गुना चौड़ी डाई ओपनिंग का उपयोग करते हैं। उदाहरण के लिए, 3 मिमी की शीट के लिए 24 मिमी की डाई ओपनिंग की आवश्यकता होती है।
निर्माण विधि का चयन करें
आप जिस निर्माण विधि का उपयोग करेंगे उसे चुनें। आप एयर बेंडिंग, बॉटम बेंडिंग या कॉइनिंग में से कोई भी चुन सकते हैं। एयर बेंडिंग में कम बल की आवश्यकता होती है। कॉइनिंग में बहुत अधिक बल की आवश्यकता होती है। विधि के अनुसार आवश्यक बल की मात्रा बदल जाती है।
सलाह: डेटा एकत्र करते समय हमेशा सुरक्षा मार्जिन शामिल करें। इससे आपकी मशीन और उपकरण सुरक्षित रहेंगे।
सूत्र में मान डालें
माप प्राप्त करने के बाद, आप गणना शुरू कर सकते हैं। अपने आंकड़ों को मानक सूत्र में डालें।
मानक सूत्र
प्रेस ब्रेक टनेज के लिए सबसे अधिक उपयोग किया जाने वाला सूत्र है:
F = (650 × S × t² × L) / V
- F वह बल है जिसकी आपको टन में आवश्यकता है।
- S उपज सामर्थ्य है जिसे N/mm² में मापा जाता है।
- t शीट की मोटाई मिलीमीटर में है।
- L मिलीमीटर में मोड़ की लंबाई है।
- V, मिलीमीटर में डाई ओपनिंग की चौड़ाई है।
एकत्रित डेटा को प्रतिस्थापित करें
मान लीजिए आपके पास इन संख्याओं वाला माइल्ड स्टील है:
- उपज सामर्थ्य (S): 240 N/mm²
- मोटाई (टी): 3 मिमी
- मोड़ की लंबाई (L): 1000 मिमी
- डाई ओपनिंग की चौड़ाई (V): 20 मिमी
इन संख्याओं को सूत्र में डालें:
F = (650 × 240 × 3² × 1000) / 20 F = (650 × 240 × 9 × 1000) / 20 F = (650 × 2160 × 1000) / 20 F = (1,404,000,000) / 20 F = 70,200,000
टन प्राप्त करने के लिए इसे 1,000,000 से भाग दें:
F = 70.2 टन
ध्यान दें: मोड़ने से पहले हमेशा अपने उपकरण की जांच कर लें। सुनिश्चित करें कि आपका प्रेस ब्रेक बल को सहन कर सकता है।
परिणाम की गणना करें
अब आपको अपने काम के लिए आवश्यक बल का पता चल गया है। घर्षण और प्लास्टिक विरूपण के बारे में सोचकर आप अपने उत्तर की जाँच कर सकते हैं। बेहतर परिणामों के लिए, झुकने की प्रक्रिया को ध्यान से देखें और आवश्यकतानुसार बदलाव करें।
माइल्ड स्टील के लिए उदाहरण गणना
यहां माइल्ड स्टील के लिए नमूना गणना वाली एक तालिका दी गई है:
| चर | विवरण | कीमत |
|---|---|---|
| पी | दबाव (किलोमीटर में) | 975 किलोटन |
| एस | मोटाई (मिमी में) | 6 मिमी |
| एल | लंबाई (मीटर में) | 2 मीटर |
| वी | डाई ओपनिंग की चौड़ाई मिलीमीटर में | 48 मिमी |
इन संख्याओं के लिए बल ज्ञात करने हेतु सूत्र का प्रयोग करें। गणना करने से पहले हमेशा अपनी इकाइयों की जाँच कर लें।
स्टेनलेस स्टील और एल्यूमीनियम के लिए समायोजन
अलग-अलग धातुओं को अलग-अलग बल की आवश्यकता होती है। स्टेनलेस स्टील अधिक मजबूत होता है, इसलिए उसे अधिक बल की आवश्यकता होती है। एल्युमीनियम नरम होता है और उसे कम बल की आवश्यकता होती है। अपने सूत्र में सही धातु कारक का उपयोग करें।
| कारक | विवरण |
|---|---|
| द्रव्य का गाढ़ापन | मोटी धातु के लिए अधिक बल की आवश्यकता होती है और इससे मोड़ने का सूत्र बदल जाता है। |
| मुड़ी हुई बहिः प्रकोष्ठिका | कम त्रिज्या से अधिक तीक्ष्ण मोड़ बनता है और इसके लिए अधिक बल की आवश्यकता होती है। |
| मोड़ कोण | बड़े कोणों में अधिक धातु का उपयोग होता है, इसलिए आपको सावधानीपूर्वक गणना करने की आवश्यकता है। |
| अनाज की दिशा | लकड़ी के रेशों के विपरीत दिशा में मोड़ने से दरारें पड़ सकती हैं, इसलिए अपनी गणना में बदलाव करें। |
सलाह: मोड़ने से पहले हमेशा लकड़ी के रेशों की दिशा जांच लें। इससे दरारें पड़ने और कमजोर मोड़ बनने से रोकने में मदद मिलती है।
विभिन्न मोटाई के लिए समायोजन
यदि आप शीट की मोटाई बदलते हैं, तो आपको बल की गणना दोबारा करनी होगी। मोटी शीटों के लिए बहुत अधिक बल की आवश्यकता होती है। यदि आप मोटाई को दोगुना कर देते हैं, तो बल चार गुना बढ़ जाता है क्योंकि सूत्र में मोटाई का वर्ग शामिल होता है।
- पतली चादरों को कम बल की आवश्यकता होती है।
- मोटी चादरों को अधिक बल की आवश्यकता होती है।
- अपने फॉर्मूले में हमेशा सही गाढ़ापन का इस्तेमाल करें।
नोट: प्रेस ब्रेक टनेज के लिए सही डेटा का उपयोग करने से गलतियों से बचा जा सकता है और आपकी मशीन सुरक्षित रहती है। प्रत्येक कार्य के लिए इन चरणों का पालन करें।
प्रेस ब्रेक टनेज की गणना: व्यावहारिक उदाहरण

माइल्ड स्टील का उदाहरण
कुछ आसान चरणों का पालन करके आप माइल्ड स्टील के लिए प्रेस ब्रेक बेंडिंग बल और टनेज की गणना कर सकते हैं। सबसे पहले, अपनी सामग्री चुनें। इस उदाहरण में, 1.45 के मटेरियल कांस्टेंट K वाले लो-कार्बन माइल्ड स्टील का उपयोग करें। इसके बाद, बेंड की लंबाई मापें। मान लीजिए आपको 1000 मिमी लंबी शीट को मोड़ना है। फिर, शीट की मोटाई जांचें। मान लीजिए यह 4 मिमी मोटी है। इसके बाद, V-डाई ओपनिंग की चौड़ाई ज्ञात करें। 32 मिमी ओपनिंग वाली डाई का उपयोग करें। साथ ही, मीट्रिक इकाइयों के लिए कांस्टेंट C का उपयोग करें, जो 2.5 है। इन संख्याओं को सूत्र में डालने पर आपको आवश्यक टनेज प्राप्त हो जाएगा। 290 टनइससे आपको प्रेस ब्रेक को सही तरीके से सेट करने और गलतियों से बचने में मदद मिलेगी। आप देख सकते हैं कि प्रत्येक भाग अंतिम परिणाम को कैसे प्रभावित करता है। मोड़ने से पहले हमेशा अपने माप की जांच कर लें।
सलाह: सही प्रेस ब्रेक टूलिंग, जैसे कि वी-पंच या कस्टम डाई, आपको अच्छे मोड़ बनाने में मदद करती है और आपके उपकरण को सुरक्षित रखती है।
स्टेनलेस स्टील का उदाहरण
स्टेनलेस स्टील को मोड़ने के लिए माइल्ड स्टील की तुलना में अधिक बल की आवश्यकता होती है क्योंकि इसे मोड़ना कठिन होता है। प्रेस ब्रेक बेंडिंग बल और टनेज की गणना करते समय आपको सामग्री के प्रकार और मोटाई पर विचार करना चाहिए। नीचे दी गई तालिका माइल्ड स्टील और स्टेनलेस स्टील में अंतर दर्शाती है:
| सामग्री का प्रकार | नम्य होने की क्षमता | आवश्यक टन भार | झुकने का प्रतिरोध |
|---|---|---|---|
| स्टेनलेस स्टील | उच्च | उच्च | अधिक प्रतिरोधी |
| हल्का स्टील | निचला | निचला | कम प्रतिरोधी |
स्टेनलेस स्टील के लिए आवश्यक टनेज कई कारकों पर निर्भर करता है। मोटी शीटों के लिए अधिक बल की आवश्यकता होती है। स्टेनलेस स्टील की उच्च मजबूती के कारण अधिक टनेज की आवश्यकता होती है। सही डाई का आकार और कोण स्टेनलेस स्टील को बिना नुकसान पहुंचाए मोड़ने में सहायक होते हैं। स्टेनलेस स्टील के लिए उच्च मटेरियल फैक्टर का उपयोग करना आवश्यक है। इससे यह सुनिश्चित होता है कि प्रेस ब्रेक साफ मोड़ के लिए पर्याप्त बल प्रदान करे। कठोर सामग्रियों के साथ काम करने से पहले हमेशा अपने टूलिंग और मशीन की मजबूती की जांच कर लें।
टूलिंग के लिए समायोजन
प्रेस ब्रेक बेंडिंग के लिए आवश्यक बल और टनेज के लिए आपके द्वारा चुने गए टूलिंग का चुनाव बहुत महत्वपूर्ण है। आपको अपने टूलिंग को सामग्री और वांछित बेंड के अनुरूप चुनना होगा। प्रेस ब्रेक टूलिंग का चुनाव करते समय इन बातों का ध्यान रखें: टूलिंग का चुनाव प्रत्येक सामग्री के लिए आवश्यक बल को बदल देता है। अच्छी बेंडिंग के लिए विभिन्न सामग्रियों के लिए विशेष डाई आकार और कोणों की आवश्यकता होती है। डाई का V-आकार का खुला भाग बेंड त्रिज्या और आवश्यक टनेज को बदल देता है। यदि आंतरिक बेंड त्रिज्या सामग्री की मोटाई से कम है, तो आपको साइड बल्ज जैसी समस्याएं दिखाई दे सकती हैं। आपको कई प्रकार के प्रेस ब्रेक टूलिंग मिल सकते हैं, जैसे V-पंच, गूजनेक पंच और कस्टम डाई। नानजिंग Metal के पास कई कार्यों के लिए मजबूत टूलिंग उपलब्ध हैं, जो आपको हर बार एक जैसे परिणाम प्राप्त करने में मदद करते हैं। हमेशा ऐसी टूलिंग चुनें जो आपकी सामग्री और बेंड की आवश्यकताओं के अनुरूप हो। इससे आपको सर्वोत्तम गुणवत्ता प्राप्त करने और बेंडिंग के दौरान होने वाली परेशानियों से बचने में मदद मिलती है।
सलाह: हर काम से पहले अपने औजारों की जांच कर लें। सही औजार आपको प्रेस ब्रेक बेंडिंग बल और भार को नियंत्रित करने में मदद करते हैं, जिससे आपके बेंड अधिक सुरक्षित और सटीक बनते हैं।
प्रेस ब्रेक टूलिंग और सुरक्षा

उपकरण चयन
सही प्रेस ब्रेक टूलिंग का चुनाव सुरक्षित बेंडिंग के लिए बेहद महत्वपूर्ण है। आपको ऐसी टूलिंग चुननी चाहिए जो आपके मटेरियल के प्रकार, मोटाई और इच्छित आकार से मेल खाती हो। गलत टूल का इस्तेमाल करने से बेंडिंग सही नहीं हो पाएगी। इससे आपके प्रेस ब्रेक को भी नुकसान पहुंच सकता है।
यहां एक तालिका दी गई है जो आपको सर्वोत्तम उपकरण चुनने में मदद करेगी:
| उपकरण का प्रकार | द्रव्य का गाढ़ापन | आवेदन |
|---|---|---|
| वी-डाई (संकीर्ण वी) | पतली सामग्री | सामान्य झुकाव |
| वी-डाई (चौड़ा वी) | मोटी सामग्री | भारी-भरकम झुकना |
| हंस की गर्दन मर जाती है | जटिल आकृतियाँ | जटिल मोड़ |
| एक्यूट एंगल डाइज़ | पतली सामग्री | तीखे मोड़ |
| त्रिज्या उपकरण | विभिन्न | विशेष झुकने की आवश्यकताएँ |
| हेमिंग उपकरण | विभिन्न | किनारे की तह |
उपकरण चुनते समय इन बातों का ध्यान रखें: आप किस पदार्थ को मोड़ रहे हैं? उसकी मोटाई कितनी है? क्या उपकरण पर्याप्त मजबूत है? आप मोड़ने के लिए कौन सी विधि का उपयोग करेंगे? क्या आपके पदार्थ को किसी विशेष चीज की आवश्यकता है?
अच्छे उपकरण हर बार एक जैसे परिणाम देते हैं। साथ ही, ये आपके उपकरणों को सुरक्षित रखते हैं। अच्छे उपकरण प्रेस ब्रेक के झुकने के बल और भार को नियंत्रित करने में मदद करते हैं।
सुरक्षा मार्जिन
प्रेस ब्रेक की बेंडिंग फोर्स और टनेज की गणना करते समय हमेशा सुरक्षा मार्जिन जरूर जोड़ें। यह अतिरिक्त मार्जिन मशीन को सुरक्षित रखने में मदद करता है, चाहे सामग्री में कोई बदलाव हो या आपका टूल घिस जाए।
यहां सुरक्षा मार्जिन संबंधी सुझावों वाली एक तालिका दी गई है:
| स्रोत | सुरक्षा मार्जिन अनुशंसा |
|---|---|
| दुर्मार्क मशीनरी | सामग्री में बदलाव, औजारों की टूट-फूट और अप्रत्याशित स्थितियों के लिए कुछ अतिरिक्त राशि शामिल करें। |
| एसएसएचएल मशीनरी | मशीन की लंबी आयु के लिए लगभग 20% अतिरिक्त टन भार जोड़ें। |
| निर्माता | वास्तविक अनुप्रयोगों के लिए प्रति मीटर या फुट टन भार पर विचार करें। |
सुरक्षा मार्जिन का मतलब है कि आप प्रेस ब्रेक को उसकी अधिकतम शक्ति तक न धकेलें। इससे आपकी मशीन की उम्र बढ़ती है। साथ ही, दुर्घटनाओं की संभावना भी कम हो जाती है। हमेशा अपने अनुमानों की जाँच करें और सुरक्षा के लिए थोड़ा अतिरिक्त भार जोड़ें।
सलाह: सुरक्षा मार्जिन रखना समझदारी है। इससे बड़ी गलतियों से बचने में मदद मिलती है और आपका कारोबार सुचारू रूप से चलता रहता है।
मशीन की सीमाएँ
हर प्रेस ब्रेक की एक अधिकतम भार क्षमता होती है। बेंडिंग शुरू करने से पहले आपको अपनी मशीन की सीमा जान लेनी चाहिए। अगर आप ज़रूरत से ज़्यादा बल लगाते हैं, तो आपका प्रेस ब्रेक टूट सकता है या स्थिति असुरक्षित हो सकती है।
इन बातों को याद रखें: टन भार वह बल है जिसका उपयोग प्रेस ब्रेक धातु को मोड़ने के लिए करता है।अलग-अलग सामग्रियों और मोटाई के लिए अलग-अलग बल की आवश्यकता होती है। सही बल ज्ञात करने के लिए प्रेस ब्रेक टनेज कैलकुलेटर का उपयोग करें। बहुत अधिक टनेज से पैसा बर्बाद होता है और मशीन जल्दी खराब हो जाती है। कम टनेज से गलत मोड़ आ सकते हैं या आपके औजार टूट सकते हैं।
अपनी मशीन की टनेज रेटिंग के लिए हमेशा उसका मैनुअल देखें। इस सीमा से अधिक बल का प्रयोग कभी न करें। यदि आपको मशीन की क्षमता से अधिक बल की आवश्यकता है, तो किसी अन्य प्रेस ब्रेक का उपयोग करें या अपना सेटअप बदलें।
इन चरणों का पालन करके आप प्रेस ब्रेक के बेंडिंग बल और भार को सुरक्षित रूप से नियंत्रित कर सकते हैं। इससे आपके उपकरण सुरक्षित रहेंगे और हर बार बेहतरीन बेंडिंग हो पाएगी।
शुरुआती लोगों के लिए त्वरित सुझाव

संदर्भ तालिकाएँ
संदर्भ सारणियाँ आपको प्रेस ब्रेक के लिए सही बल तुरंत ज्ञात करने में मदद करती हैं। धातु को मोड़ते समय आपको हर बार जटिल गणना करने की आवश्यकता नहीं है। ये सारणियाँ विभिन्न शीट आकारों के लिए आवश्यक दबाव दर्शाती हैं। आप अपनी सामग्री का प्रकार देखकर गणना के लिए सही संख्या का उपयोग कर सकते हैं। उदाहरण के लिए, स्टेनलेस स्टील के लिए 1.5 और माइल्ड स्टील के लिए 1.0 बल की आवश्यकता होती है। आवश्यक बल जानने के लिए अपनी सामग्री और मोटाई को चार्ट से मिलाएँ।
- झुकने वाले बल के चार्ट कई कार्यों के लिए त्वरित उत्तर प्रदान करते हैं।
- आपको माइल्ड स्टील, स्टेनलेस स्टील और एल्युमीनियम के लिए टेबल मिल सकती हैं।
- इसका उत्तर सामग्री की मजबूती और आपके द्वारा उपयोग की जाने वाली संख्या पर निर्भर करता है।
- इन तालिकाओं में दिए गए उदाहरण विभिन्न सामग्रियों के लिए परिवर्तन करने का तरीका दर्शाते हैं।
सलाह: हमेशा अपनी सामग्री के लिए सही संख्या का उपयोग करें। इससे गलतियों से बचने और मोड़ों को सही रखने में मदद मिलती है।
ऑनलाइन कैलकुलेटर
ऑनलाइन कैलकुलेटर आपको प्रेस ब्रेक बल और टनेज की गणना शीघ्रता से करने में मदद करते हैं। आप सामग्री, मोटाई, बेंड की लंबाई और डाई ओपनिंग की चौड़ाई दर्ज करते हैं। कैलकुलेटर कुछ ही सेकंड में आपको आवश्यक बल बता देता है। कई प्रेस ब्रेक मशीनों में चार्ट या कैलकुलेटर अंतर्निहित होते हैं। आप टनेज चार्ट की सहायता से स्वयं गणना करके अपने उत्तर की जाँच कर सकते हैं।
- मोड़ने से पहले त्वरित जांच के लिए ऑनलाइन कैलकुलेटर का उपयोग करें।
- सही उत्तर पाने के लिए अपने सभी नंबर ध्यानपूर्वक टाइप करें।
- कैलकुलेटर के उत्तर की तुलना अपनी मशीन द्वारा मापे गए बल से करें।
- अधिक सटीक जानकारी के लिए अपने प्रेस ब्रेक निर्माता से टन भार चार्ट देखें।
नोट: ऑनलाइन कैलकुलेटर समय बचाते हैं और गलतियों से बचने में मदद करते हैं। धातु को मोड़ने से पहले हमेशा अपने मापों की जांच कर लें।
परामर्श विशेषज्ञ
प्रेस ब्रेक के बारे में अच्छी जानकारी रखने वाले लोगों से बात करके आप बहुत कुछ सीख सकते हैं। वे जानते हैं कि हर काम के लिए सही बल कैसे लगाया जाए। वे आपको गलतियों से बचने और अपनी मशीन को सुरक्षित रखने में मदद कर सकते हैं। आपको सामग्री की मोटाई, मोड़ने का कोण और अपने प्रेस ब्रेक की क्षमता के बारे में पूछना चाहिए।
| मुख्य विचार | विवरण |
|---|---|
| सामग्री की मोटाई और प्रकार | सही टन भार और बेंडिंग बल का पता लगाना आवश्यक था। |
| झुकाव कोण और त्रिज्या | अच्छे मोड़ के लिए आवश्यक बल को बदलता है |
| मशीन की टन भार क्षमता | मशीन को टूटने से बचाने के लिए आवश्यक बल के बराबर बल लगाना चाहिए। |
- विशेषज्ञ आपको कैलकुलेटर और अंतर्निहित चार्ट का उपयोग करना सिखा सकते हैं।
- वे टन भार चार्ट की मदद से आपके गणित की जांच करने में आपकी सहायता कर सकते हैं।
- आप विशेष सामग्रियों या जटिल मोड़ों के लिए सहायता मांग सकते हैं।
सलाह: यदि आपके कोई प्रश्न हैं, तो अनुभवी ऑपरेटरों या विश्वसनीय आपूर्तिकर्ताओं से पूछें। वे प्रेस ब्रेक बेंडिंग बल और टनेज के साथ सर्वोत्तम परिणाम प्राप्त करने में आपकी मदद कर सकते हैं।
आप इन चरणों का पालन करके प्रेस ब्रेक बेंडिंग फोर्स और टनेज का पता लगा सकते हैं:
- पता लगाएं कि आपके पास किस प्रकार की धातु है, उसकी मोटाई कितनी है और वह कितनी मजबूत है।
- पदार्थ गुणनखंड प्राप्त करने के लिए सही सूत्र का प्रयोग करें।
- धातु को मोड़ने के लिए आप जिस प्रकार का तरीका अपनाना चाहते हैं, उसके अनुसार विधि कारक का चयन करें।
- फॉर्मिंग टनेज प्राप्त करने के लिए अपने सभी नंबरों को फॉर्मूले में डालें।
अपनी फोर्स सेटिंग्स को हमेशा दो बार जांचें और विभिन्न धातुओं के लिए K-फैक्टर का चार्ट बनाकर रखें। गणितीय गणना का अभ्यास करें और अपने प्रेस ब्रेक का ध्यान रखें ताकि यह सुरक्षित रूप से काम करे और अच्छे परिणाम दे। यदि आपको सहायता की आवश्यकता हो, तो आप हमारे बिक्री इंजीनियरों से संपर्क कर सकते हैं। यहाँ.
सामान्य प्रश्न
एयर बेंडिंग और बॉटम बेंडिंग में क्या अंतर है?
एयर बेंडिंग में कम बल लगता है और कोणों को नियंत्रित करने में अधिक लचीलापन मिलता है। बॉटम बेंडिंग में अधिक बल लगता है और इससे तीखा मोड़ बनता है। आपको अपनी परियोजना की आवश्यकताओं के आधार पर विधि का चुनाव करना चाहिए।
आप डाई के खुलने की सही चौड़ाई कैसे चुनते हैं?
आपको डाई के खुलने की चौड़ाई को अपनी सामग्री की मोटाई के अनुसार रखना चाहिए। एक सामान्य नियम यह है कि डाई का खुलने का आकार शीट मेटल की मोटाई से लगभग आठ गुना होना चाहिए।
पदार्थ का प्रकार झुकने वाले बल को क्यों प्रभावित करता है?
विभिन्न धातुओं की मजबूती अलग-अलग होती है। स्टेनलेस स्टील जैसी कठोर धातुओं को मोड़ने के लिए अधिक बल की आवश्यकता होती है। एल्युमीनियम जैसी नरम धातुओं को मोड़ने के लिए कम बल की आवश्यकता होती है। काम शुरू करने से पहले हमेशा अपनी सामग्री की जांच कर लें।
क्या आप सभी सामग्रियों के लिए एक ही प्रकार के उपकरण का उपयोग कर सकते हैं?
नहीं। आपको अपने मटेरियल के प्रकार और मोटाई के अनुसार उपयुक्त टूलिंग का चयन करना होगा। गलत टूलिंग का उपयोग करने से आपकी प्रेस ब्रेक को नुकसान हो सकता है या आपको खराब परिणाम मिल सकते हैं।
प्रेस ब्रेक के टन भार की गणना सुरक्षित रूप से कैसे की जाती है?
सबसे पहले, अपनी सामग्री का प्रकार, मोटाई, मोड़ की लंबाई और डाई की चौड़ाई की जानकारी एकत्र करें। मानक सूत्र का उपयोग करें। अपनी मशीन और उपकरणों की सुरक्षा के लिए हमेशा अतिरिक्त मार्जिन जोड़ें।
अगर आप बहुत ज्यादा बल का प्रयोग करते हैं तो क्या होता है?
अत्यधिक बल लगाने से आपकी प्रेस ब्रेक, टूलिंग या धातु को नुकसान हो सकता है। हमेशा अपनी गणनाओं की जाँच करें और अपनी मशीन की अधिकतम क्षमता से अधिक बल न लगाएं।
क्या आपको अलग-अलग मोड़ की लंबाई के लिए समायोजन करने की आवश्यकता है?
जी हां। लंबे मोड़ों के लिए अधिक बल की आवश्यकता होती है। सटीक परिणामों के लिए हमेशा मोड़ की लंबाई मापें और गणना में इसका उपयोग करें।
यह भी देखें
स्टेनलेस स्टील के लिए सर्वश्रेष्ठ प्रेस ब्रेक टूलिंग का चयन
यूरोपीय बनाम अमेरिकी शैली प्रेस ब्रेक टूलिंग: आपके दुकान के लिए कौन सा सही है?
एयर बेंडिंग बनाम बॉटमिंग: अपने प्रोजेक्ट के लिए सही प्रेस ब्रेक टूलिंग का चयन
प्रेस ब्रेक टूलिंग में महारत हासिल करना: पंच और डाई वियर की पहचान कैसे करें और उसे कैसे ठीक करें
प्रेस ब्रेक टूलिंग का जीवनकाल बढ़ाने और स्थायित्व को अधिकतम करने के लिए 5 आवश्यक सुझाव
एक प्रतिक्रिया
आपका दृष्टिकोण मुझे बहुत अच्छा लगा और दिलचस्प भी। धन्यवाद। मेरा आपसे एक प्रश्न है।