ストランドカット vs 水リング式造粒:材質と TCO(総保有コスト)による選定
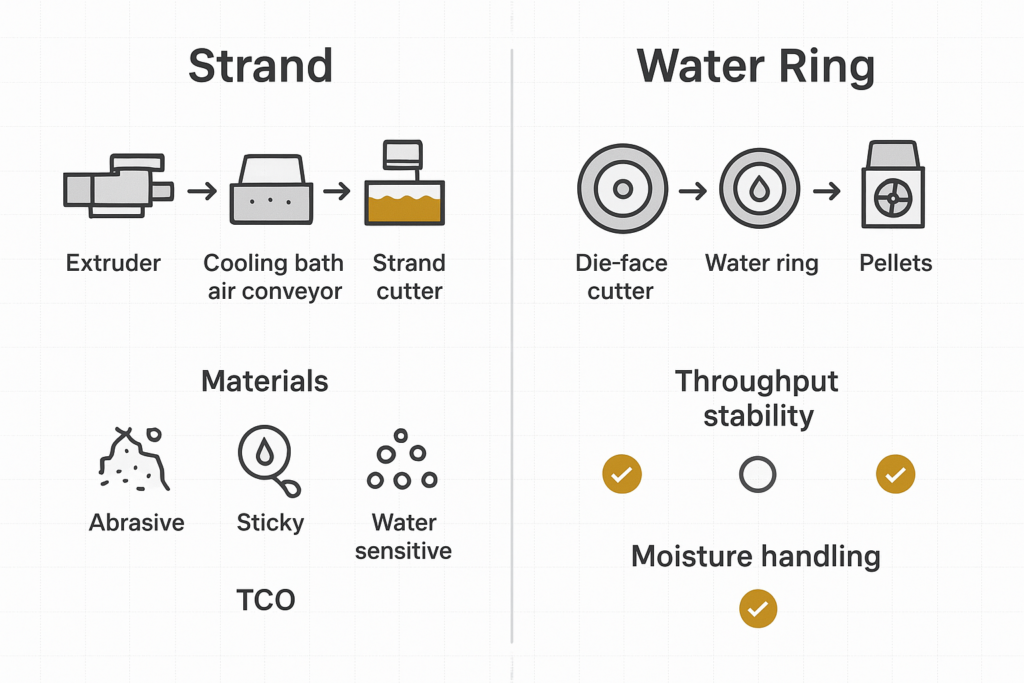
Choosing between strand pelletising and water ring pelletising isn’t just a preference for “wet” or “dry” cutting. It changes what controls pellet quality, what fails first during a disruption, and where your real cost-per-tonne sits (wear parts, drying, changeovers, and scrap). In UK compounding and recycling—especially when you’re running high-fill, glass fibre, mineral-loaded, or high-recycled-content streams—the wrong selection can show up as fines, tails, unstable throughput, and a maintenance plan that never quite matches reality. In this guide you’ll learn how material behaviour maps to each process, what “stable throughput” really means day-to-day, how pellet quality levers work (die–knife pairing, gap control, drying), and a practical TCO model you can […]
ストランドライン用**造粒機ローターのオーバーホール(再整備)**のベストプラクティス

By Tommy Tang, Senior Sales Engineer, Nanjing METAL Industrial (12 years in industrial cutting tools and refurbishment supply programs; certifications: CSE, CME, Six Sigma Green Belt, PMP). Last updated: 2026-04-02. Revision history Why trust this guide This best-practices checklist is based on common failure modes and QA controls used in pelletizing and industrial cutting applications. MAXTOR METAL operates under ISO 9001 quality management, uses calibrated/traceable measuring equipment (including third-party calibration where applicable), and applies incoming, in-process, and final inspection gates to reduce variability in critical cutting components. Key takeaways Scope and limitations This guide is written for strand pelletizer rotors where refurbishment outcomes depend on controlled geometry, fits, and balance. […]
ライン速度とペレット長に応じたロータリーカッターの刃数(歯数)
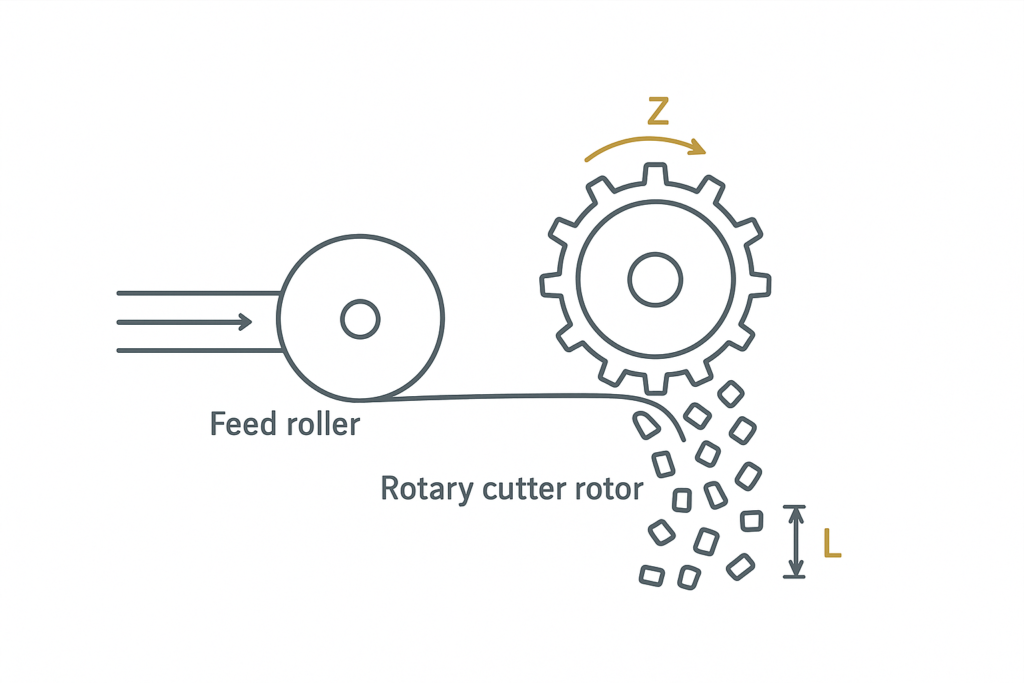
Rotary cutter tooth count (how many knives/teeth are on the rotor) is one of the fastest levers you have for stabilising pellet length on a strand pelletiser — and it’s the cleanest way to stay within a realistic cutter RPM ceiling. Get it wrong and you’ll see it immediately: long/short variation, tails, more fines, and a higher chance of nuisance trips because the cutting station is working outside its stable window. The link is pure kinematics. Pellet length is set by how far the strand advances between cuts, and the cut frequency is set by cutter RPM multiplied by tooth count. As MAXTOR METAL summarises in its rotary-cutter guide, pellet length […]
造粒機ロータリーカッター交換時の安全チェックリスト

This checklist is for strand pelletisers (pull‑strand / strand-cut systems) — not underwater pelletising. If you’re looking for a strand pelletiser changeover sequence your team can run the same way every time, start here. Scope & responsibility (read first): This checklist is written for strand pelletisers and focuses on the rotary cutter / knife changeover. It does not replace your OEM manual, site risk assessment, or local legal requirements. Document control: Last updated 2026-01-29 · Next review 2027-01-29 · Document owner MAXTOR METAL · Document ID RC-PEL-LOTO · Version v3.0 Revision triggers: review immediately after any near-miss, guarding/interlock change, OEM procedure update, or cutter/knife design change. It focuses on the rotary cutter / knife changeover and the settings that typically cause injuries, pellet defects, or costly rework. In the UK, a […]
カスタムロータリーカッターの交換で旧型機械を復活させる

Last updated: 2026-03-30 Safety & compliance note (UK): This article provides general best-practice guidance for rotary cutter replacements. It does not replace your site risk assessment, OEM documentation, or competent engineering judgement. Always verify guarding clearances, runout limits, and safe systems of work under PUWER before returning equipment to service. Disclosure: This article references MAXTOR METAL products and capabilities. The author is affiliated with Nanjing METAL Industrial. Scope & assumptions Legacy production lines rarely fail all at once. They fail one consumable at a time—until the part you can’t buy becomes the part that stops the entire line. The usual reasons are predictable: If you’re running a line where uptime and pellet quality are […]
ロータリーカッター:水冷ストランドカット(造粒)の究極ガイド

This guide is for compounding leaders running water‑strand pelletising lines who need dependable cut quality with fewer changeovers and predictable costs. You’ll learn the technical requirements that stabilise pellet length and shape, how to vet a China rotary‑cutter/knife factory with confidence, what to ask for in QC documentation, and how to model landed cost and lifecycle economics without surprises. Throughout, we prioritise reliability, QC traceability, OEM fit, and cost per tonne under high recycled‑content, variable‑feed scenarios. If you are comparing options for a rotary cutter for water-strand pelletizing, use this as your evaluation baseline. Key takeaways Water-Strand Line Requirements Pellet Length and Speed Control Pellet length is set by the […]
**造粒時の微粉(ファイン)**を削減する:5つの現場タクティクス

Fines and dust rise on water‑strand pelletising lines when three things overlap: unstable cutting mechanics, strands entering the cutter with residual surface water that promotes slippage, and die‑face wear that encourages tails and chipping. Mixed regrind with moisture fluctuation makes each of these more likely: brittle particles within the melt favour micro‑fracture at the cut, moisture spikes cause hydroplaning on the bed knife, and contamination accelerates wear. “Reducing pelletising fines” isn’t just a housekeeping win; it’s a cost‑per‑tonne lever. Less dust means lower dryer and filter load, steadier downstream feeding, fewer customer complaints over pellet appearance, and reduced rework. On a 1‑tonne‑per‑hour line, cutting fines from 1.2% to 0.6% preserves […]
片持ち式(カンチレバー)造粒機ローター:迅速な色替えガイド

A cantilevered pelletizer rotor on a water‑strand line uses a swing‑open or slide‑open cutting chamber so the rotor, bed knife, and feed area are exposed in seconds, without dismantling the front bearing set. Fewer fasteners and components stand between you and the cutting zone, which means faster cleaning, quicker knife swaps, and less time for coloured residues to bleed into the next run. In short, it helps you get from colour A to colour B sooner, with a lower risk of streaks, tails, and fines. In this guide you’ll learn how a cantilevered access design saves time, what to look for when selecting one, how to set gaps and maintain […]
ペレットの均一性を実現する方法 — 水冷ストランドカットのセットアップ

Injection moulding needs pellets that feed cleanly, melt uniformly, and meter consistently shot after shot. That means tight pellet length control, minimal fines and tails, and low variability in pellet weight and rheology. Strand lines vary because several stations—melt delivery and die, water bath, dewatering, and the cutter—each add their own tolerances and drift. Stabilising pellet uniformity is therefore a system job, not a single-parameter tweak. In this tutorial, you will tune the levers that matter most on a water strand pelletising setup for PP/PE with roughly 60% CaCO3 and higher recycled content. You’ll use simple equations and quick checks to set length, size the bath, condition the strands before […]
究極のガイド:水冷ストランドカット用挿入式ブレードロータリーカッター

Water‑strand pelletising is a workhorse in UK compounding and recycling. Yet in abrasive, high‑fill and recycled formulations, solid rotary knives wear fast, changeovers drag on, and pellet quality drifts—fines and tails creep up, and operators chase clearances. Inserted blade rotary cutter designs attack the root causes by letting you index or replace edges in situ, rather than removing and regrinding a monolithic rotor. This guide focuses on UK plants running Maag/Automatik PRIMO/PRIMOplus and Scheer/SGS‑style strand pelletisers. It addresses baseline issues—rapid wear, long changeovers, fines/tails, and pellet variance—and explains how inserted/indexable systems can cut maintenance effort, compress changeovers into controlled, repeatable routines, and stabilise quality when backed by good cooling and […]