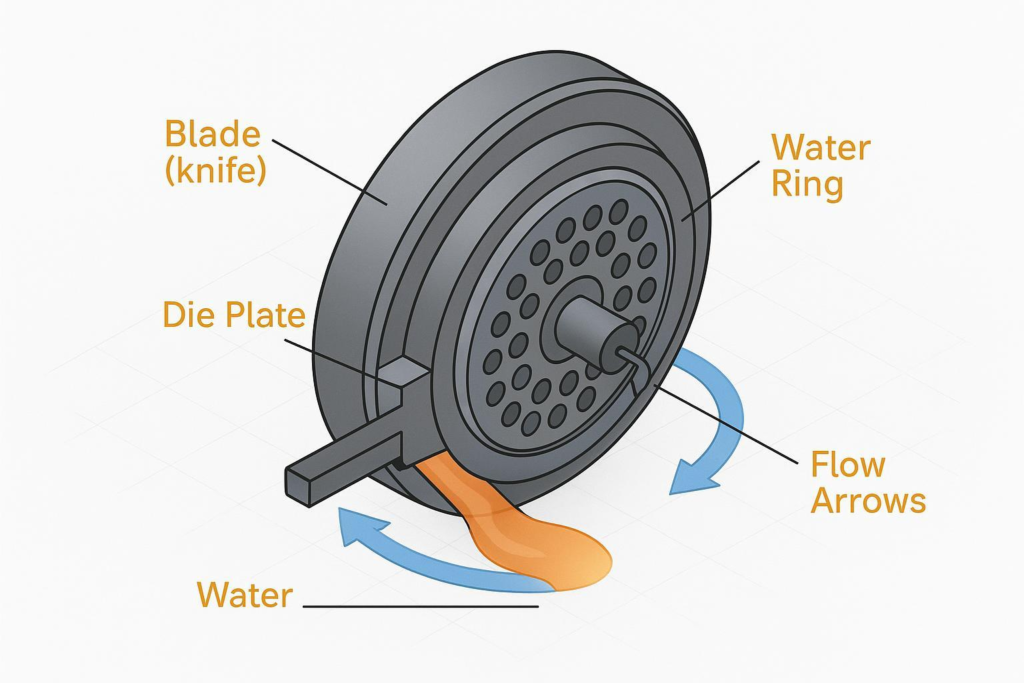
تُحدد جودة الحبيبات، ووقت التشغيل، والتكلفة الإجمالية للطن الواحد، مدى كفاءة خط إنتاج الحبيبات بتقنية القطع الساخن (ذات حلقة الماء). في خدمة البولي إيثيلين/البولي بروبيلين، تتفاعل مادة الشفرة، وطلاءها، وشكل حافتها، ودقة أبعادها مع حالة سطح القالب، واستقرار حلقة الماء، وسرعة الشفرة. أي خلل في هذه العوامل سيؤدي إلى ظهور بقايا الحبيبات، وغبارها، وعدم انتظام طول القطع، أو توقفات غير ضرورية.
يوضح هذا الدليل كيفية اختيار شفرات كريات حلقة الماء لخطوط PE/PP بثقة: معايير اختيار واضحة للمواد والطلاءات، وإرشادات عملية حول الهندسة والتحميل المسبق، وإجراءات التشغيل القياسية لبدء التشغيل والإيقاف، وتفاوتات ملاءمة الشركة المصنعة الأصلية ووثائق مراقبة الجودة التي يمكن طلبها، ونصائح التشغيل اليومية، ونموذج بسيط لتكلفة الطن الواحد.
أهم النقاط
- ابدأ بالوصفة ودورة العمل: يفضل استخدام البولي إيثيلين/البولي بروبيلين النظيف ذي الحشو المنخفض D2 أو PM-HSS؛ تدفعك المواد الكاشطة أو عمليات التشغيل الطويلة نحو الكربيد أو الحواف المصممة هندسيًا.
- أعط الأولوية لسطح القالب الأملس والمسطح والتحميل المسبق المتحكم فيه؛ فالعديد من "مشاكل الشفرة" هي في الواقع مشاكل تتعلق بالتلامس/الموضع أو سطح القالب.
- تعامل مع درجة حرارة الماء وتدفقه وترشيحه كمتغيرات عملية تساوي سرعة السكين؛ فالاستقرار أفضل من مطاردة نقاط الضبط.
- اشترِ دائمًا واعمل وفقًا للرسومات ذات التفاوتات المقاسة ومراقبة الجودة القابلة للتتبع: الصلابة، والتسطيح، والانحراف، والسمك، ومواصفات الطلاء، ومعرفات الدفعات.
- تتبع الساعات/الأطنان بين عمليات الشحذ، وإعادة الشحذ قبل أن تصبح الحواف باهتة تمامًا، ونمذجة التكلفة لكل طن مع الشفرات، وإعادة الشحذ، ووقت التوقف، والعمالة، والخردة.
هندسة المواد والأسطح

يُعد اختيار مادة الشفرة العامل الأهم في اختيار شفرات مُحَبِّبات حلقات الماء لخطوط إنتاج البولي إيثيلين/البولي بروبيلين. والهدف هو الحصول على حافة حادة وثابتة تقاوم التآكل الناتج عن الالتصاق، والتشقق الدقيق، والتآكل في بيئة رطبة وساخنة، مع ضمان توافقها مع القالب والحامل.
خيارات فولاذ الأدوات لـ PE/PP
للبولي أوليفينات ذات نسبة التعبئة المنخفضة والخام في الغالب:
- يوفر فولاذ الأدوات D2 مقاومة عالية للتآكل الناتج عن كربيدات الكروم عند صلابة نموذجية تتراوح بين 58 و62 HRC مع متانة متوسطة. وهو خيار اقتصادي مناسب لإنتاج البولي إيثيلين/البولي بروبيلين النظيف عند الحفاظ على نعومة أسطح القوالب والتحكم في التركيب الكيميائي للماء، كما هو موضح في كتيبات فولاذ الأدوات وملاحظات المواد من مصادر صناعية مثل كتيب Alro لفولاذ الأدوات والتقارير المقارنة حول أداء D2 مقابل M2.ألرو - دليل فولاذ الأدوات, مقارنة أداء فولاذ FCS - D2 مقابل M2 (2025)
- توفر سبائك الصلب عالي السرعة المُعالجة بالبوليمر (مثل أنواع M2/PM) صلابة مماثلة أو أعلى مع متانة أكبر بفضل التوزيع الدقيق للكربيدات وصلابة أفضل عند درجات الحرارة العالية، مما يُساعد أثناء تقلبات السرعة ودرجة الحرارة. تُعد هذه السبائك خيارًا مثاليًا عند الحاجة إلى نطاق تشغيل أوسع أو عند التعرض للمواد الكاشطة بشكل متقطع. راجع أدلة عامة مثل دليل فولاذ M2 للاطلاع على نطاقات الخصائص العامة.رابيد بروتوس - دليل فولاذي M2
مقارنة بين الكربيد والفولاذ عالي السرعة المُصنّع بتقنية PM-HSS في وصفات الطعام المحشوة
في تيارات التعبئة العالية أو المعاد تدويرها، تعمل المواد الكاشطة على تسريع التآكل، وقد ينهار عمر الشفرة بدون حافة أكثر صلابة:
- يُوفر كربيد التنجستن (الصلب أو ذو الأطراف المدببة) مقاومة استثنائية للتآكل (≈92 روكويل A، >70 HRC) وقدرة فائقة على الحفاظ على حدة الحواف، ولكن على حساب انخفاض المتانة. ويُظهر أداءً متميزًا في البولي بروبيلين المُدعّم بكربونات الكالسيوم عالية التعبئة أو البولي بروبيلين المُدعّم بالألياف الزجاجية، وفي عمليات الإنتاج الطويلة، شريطة أن يكون الحامل صلبًا وأن تبقى أسطح القوالب خالية من العيوب لتجنب التكسر. للحصول على معلومات أساسية حول التصميم، يُرجى مراجعة المراجع المعتمدة مثل دليل المصمم لكربيد التنجستن.جنرال كاربايد - دليل المصمم لكربيد التنجستن
- تظل تقنية الطحن بالبلازما عالية السرعة (PM-HSS) ذات أهمية بالغة في ظل التباين الكبير في الأداء، إذ تتحمل الصدمات العرضية أو عيوب سطح القالب بشكل أفضل من الكربيد، مع أنها لا تضاهي الكربيد في عمر التآكل في ظروف الاحتكاك الشديد. وتلجأ العديد من المصانع إلى دمج تقنية الطحن بالبلازما عالية السرعة مع جداول إعادة طحن منتظمة للتحكم في التكلفة الإجمالية للملكية.
الطلاءات والمعالجات المستخدمة في القطع الرطب
يمكن لهندسة الأسطح أن تغير "ملمس" الحافة عند ملامستها لسطح القالب الرطب:
- تعمل طبقات الترسيب الفيزيائي للبخار (PVD) من نوعي TiN وTiCN على زيادة صلابة السطح وتقليل الاحتكاك، مما يساعد على تقليل تآكل المواد اللاصقة والتصاق الراتنج في عمليات القطع الرطبة؛ وعادةً ما يوفر TiCN احتكاكًا أقل ومقاومة أفضل للتآكل مقارنةً بـ TiN. وتلخص أدلة الطلاء الصناعية هذه التأثيرات في مختلف تطبيقات القطع.TGW - فهم خيارات طلاء الشفرات الصناعية, إيكوجيو - دليل خيارات طلاء الشفرات الصناعية
- يُضفي الكربون الشبيه بالماس (DLC) احتكاكًا منخفضًا للغاية وحاجزًا للتآكل؛ وتُشير الدراسات إلى فوائده في مقاومة التآكل في البيئات الرطبة، مما يجعله مناسبًا للاستخدام في بيئات ذات حلقات مائية. يُنصح باستخدامه عندما تكون كيمياء الماء أو خطر التآكل مرتفعًا.NIH/PMC — دليل تآكل طبقة DLC
- يمكن أن تُطيل عملية التغطية بالكربيد (التصليد السطحي) للحواف أو الأسطح الأمامية عمر الخدمة بشكل ملحوظ في البيئات الكاشطة، شريطة أن تحافظ عملية التشكيل اللاحقة على السماكة والتسطيح ضمن مواصفات الرسم. للاطلاع على نظرة عامة عملية حول الحالات التي تُفيد فيها عملية التغطية بالكربيد، يُرجى مراجعة الشروحات الصناعية.ماكستور ميتال - فوائد الكربيد للشفرات
يُعدّ التآكل في القطع باستخدام حلقات الماء مزيجًا من التآكل الالتصاقي (الذوبان + الماء)، والتآكل الدقيق (المواد المالئة، والملوثات)، وتقريب الحواف الناتج عن التآكل. اختر المادة الأساسية أولًا لتناسب المهمة، ثم قم بتطبيق طبقات من الطلاءات أو الأسطح الصلبة لضبط الاحتكاك ومقاومة التآكل.
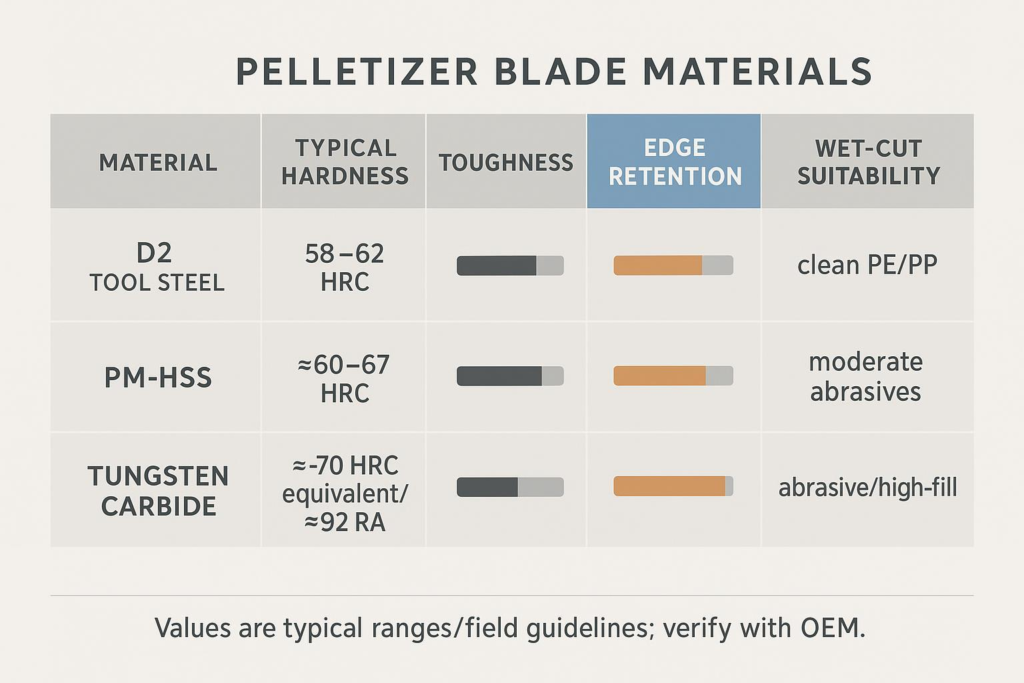
| مادة | الصلابة النموذجية | صلابة | الاحتفاظ بالحواف | مدى ملاءمة القطع الرطب | حالة استخدام نموذجية للبولي إيثيلين/البولي بروبيلين |
|---|---|---|---|---|---|
| أداة الفولاذ D2 | 58-62 HRC | معتدل | جيد | جيد مع التركيب الكيميائي المناسب للماء | بولي إيثيلين/بولي بروبيلين نظيف ومنخفض التعبئة مع صيانة دقيقة للقوالب |
| PM-HSS (M2/PM) | ≈60–67 HRC | عالي | جيد جدًا | جيد جداً؛ صلابة جيدة عند التسخين | نوافذ تشغيل أوسع؛ مواد كاشطة خفيفة؛ ظروف متغيرة |
| كربيد التنغستن | >70 مكافئ HRC (≈92 RA) | قليل | استثنائي | حالة ممتازة؛ خطر تكسر الساعة | مواد كاشطة عالية الكثافة؛ عمليات تشغيل طويلة؛ محتوى معاد تدويره مع ملوثات |
ملاحظة: القيم هي نطاقات نموذجية وإرشادات ميدانية؛ تحقق من ذلك مع الشركة المصنعة الأصلية ومورد الشفرات.
دراسة حالة (توضيحية، دليل ميداني - غير معتمدة من العميل): تم تحويل خط إنتاج بولي إيثيلين متوسط الحجم (بولي إيثيلين خام، تلوث نموذجي بكربونات الكالسيوم بنسبة 3%) من D2 إلى PM-HSS مع ترسيب فيزيائي للبخار TiCN. على مدار 12 أسبوعًا من التشغيل، حققت مجموعة PM-HSS عمرًا أطول بنحو 1.8 مرة (من حوالي 200 إلى حوالي 360 ساعة إنتاج بين عمليات إعادة الطحن)، وانخفض معدل المخلفات/الشوائب الدقيقة من حوالي 1.8% إلى حوالي 0.9%، وانخفض وقت التوقف أثناء عملية التحويل بنحو 20%. انخفضت التكلفة التقديرية للطن بشكل طفيف عند احتساب عدد أقل من عمليات إعادة الطحن ونسبة الخردة (بيانات المصنع المستخدمة للتوضيح فقط). تحقق من صحة هذه النطاقات من خلال تجارب ميدانية وفحص أولي من قبل المورد.
الهندسة والإعداد

لا تعتمد هندسة الشفرة المستخدمة في قطع سطح القالب على زوايا ثابتة وموحدة بقدر ما تعتمد على الحفاظ على تلامس حاد ومتحكم به مع سطح القالب الخالي من العيوب. على عكس عملية التحبيب اللاحقة حيث تُنشر جداول الزوايا، تعتمد عملية تحبيب سطح القالب على سلامة الحواف ومحاذاتها والتحكم في التلامس.
تجهيز الحواف وزوايا التخفيف
استهدف الحصول على حافة حادة وخالية من العيوب باستخدام أداة شحذ دقيقة أو شطف دقيق يمنع التكسر الفوري دون زيادة قوى القطع بشكل مفرط. جداول الشركات المصنعة الأصلية العامة لزوايا التخفيف في عملية تحبيب سطح القالب نادرة؛ لذا تعامل مع الزوايا الرقمية على أنها خاصة بكل شركة مصنعة. ركز على الأساسيات المدعومة بالأدلة: الحواف الحادة وسطح القالب الأملس يقللان من اضطرابات التدفق وعيوب الحبيبات، بينما تخلق الأسطح المحززة أو المستديرة ذيولًا وجزيئات دقيقة.تكنولوجيا البلاستيك - قوالب أكثر دقة وعمليات بثق أكثر سلاسة, تكنولوجيا البلاستيك - استكشاف أخطاء عملية تكوير البلاستيك تحت الماء وإصلاحها
التحكم في التحميل المسبق والامتثال
يجب أن يكون ضغط السكين مرتفعًا بما يكفي لإنتاج قص نظيف، ومنخفضًا بما يكفي لتجنب تآكل القالب المتسارع. تستخدم العديد من الأنظمة الحديثة آليات زنبركية أو هوائية أو مؤازرة مع تعويض تلقائي للحفاظ على التلامس مع الأجزاء أثناء تسخينها وتآكلها. على سبيل المثال، توفر آلات تكوير الحبيبات Gala EAC من MAAG تحديدًا تلقائيًا لموضع الشفرة ومراقبتها لإطالة عمر الشفرة وسطح القالب - وهذا مؤشر على المبدأ، وليس وصفة لنقاط الضبط.MAAG - كتيب مُحَبِّب Gala EAC
إرشادات ميدانية: تحقق من التلامس بفحص أسطح قطع الكريات والاستماع إلى أي صوت اهتزاز؛ سجل التعديلات بناءً على عيوب الكريات. إذا ظهر على سطح القالب أي نمط خدش أو أخدود، فتوقف وأعد تسوية السطح قبل ضبط معايير التشكيل.
إجراءات التشغيل القياسية لبدء التشغيل والإيقاف
يمنع التسلسل المنضبط تلف سطح النرد وتقلبات الجودة.
- بدء
- قم بتشغيل دائرة الماء واجعلها مستقرة أولاً؛ تحقق من درجة الحرارة والتدفق، ثم ابدأ تشغيل القاطع بسرعة دوران منخفضة.
- تأكد من نظافة سطح القالب وحالته؛ إذا كانت الأخاديد مرئية، فأعد تسوية السطح قبل الإنتاج.GLKnife - إعادة تسوية سطح القالب تحت الماء
- قم بتشغيل عملية الذوبان تدريجياً مع وجود مناطق عند درجة الحرارة المطلوبة؛ وقم بزيادة سرعة القطع لتتناسب مع معدل الإنتاج.
- اغلق
- أوقف تغذية البوليمر ونظف المادة؛ حافظ على تشغيل الماء والقاطع لفترة وجيزة لتجنب التجمد.
- قم بخفض قاطع المنحدر، وأوقف تدفق الماء، ثم جفف المكونات لمنع التآكل؛ ونظف فتحات القالب استعدادًا للتشغيل التالي. تنطبق هنا أيضًا ممارسات الإيقاف المساعدة العامة المستخدمة في عمليات البثق.عملية بثق كاوين - التشغيل والاحتياطات
التفاوتات وملاءمة المعدات الأصلية
يُعدّ التحكم في الأبعاد وتوثيقها أساس جودة الكريات المتسقة. فالشفرة التي "تكاد تكون مناسبة" غالباً ما تتسبب في الاهتزاز والضوضاء وعدم انتظام طول الكريات.
نطاقات الأبعاد المهمة
العمل وفقًا للرسم والتحقق منه:
- السماكة وتفاوت السماكة بعد الطحن (حدد الحد الأدنى للسماكة قبل الاستبدال).
- التسطيح وانحراف السطح عبر نطاق القطع (تم التحقق منه بواسطة جهاز قياس الإحداثيات).
- أقطار الثقوب، ودائرة البراغي، وتباعد/خطوة الفتحات، ومجاري المفاتيح، والمركزية مع حافة القطع.
- تشطيب السطح عند أسطح القطع والتثبيت؛ سمك الطلاء والتحجيم بعد الطلاء.
نظراً لندرة جداول التفاوتات العامة للمصنعين الأصليين، حدد هذه الجداول بشكل صريح في أمر الشراء الخاص بك واطلب فحص العينة الأولى قبل التوريد التسلسلي.
للحصول على معلومات حول التفاوتات الخاصة بالشركة المصنعة الأصلية، وآليات تحديد موضع الشفرات، ومجموعات النماذج، يرجى الرجوع إلى نظرة عامة على أجهزة تحبيب الكريات تحت الماء لعام 2026 من MAAG (حفل توزيع الجوائز); اعتبر الدليل الرسمي لجهازك هو المرجع الأساسي للحدود والإعدادات الدقيقة.
وثائق مراقبة الجودة وإمكانية التتبع حسب الطلب
اطلب من البائعين تقديم طرد قابل للتتبع:
- شهادة المواد مع بيانات الحرارة/الدفعة، وسجلات المعالجة الحرارية، ونتائج اختبار الصلابة (الطريقة وخطة أخذ العينات).
- الفحص البُعدي باستخدام جهاز قياس الإحداثيات: السماكة، والتسطيح، والانحراف، وأبعاد الثقوب/الفتحات، وموقع الحافة.
- مواصفات السطح: التشطيب (Ra)، نوع الطلاء وسمكه، وتأكيد التحجيم بعد الطلاء.
- سجلات التتبع التسلسلي وسجلات الفحص المرتبطة بالدفعة؛ تقرير فحص العينة الأولى (FAI).
الإفصاح: ماكستور ميتال هذا منتجنا. في المشاريع التي تركز على مراقبة الجودة، تستطيع شركة MAXTOR METAL التصنيع وفقًا للرسومات وتوفير فحص المنتج الأولي والتحقق من الأبعاد لقطع الغيار المتوافقة مع مُصنّعي المعدات الأصلية. حافظ على حيادية طلباتك تجاه الموردين من خلال تحديد القياسات وأخذ العينات ومعايير القبول في طلب الشراء.
مخاطر التوافق وطرق التخفيف منها
تشمل المشاكل الشائعة عدم تطابق نمط الثقوب، وتفاوت التراكم الذي يؤدي إلى تغيير موضع الشفرة، وانحراف السماكة بعد عمليات إعادة الشحذ المتعددة، والطلاءات التي تُغير التحميل المسبق الفعال. يمكن التخفيف من هذه المشاكل عن طريق:
- الحصول على الرسم المرجعي من الشركة المصنعة الأصلية أو إجراء الهندسة العكسية باستخدام بيانات آلة قياس الإحداثيات ثلاثية الأبعاد.
- تحديد الحد الأدنى للسمك قبل الاستبدال وعدد عمليات إعادة الطحن المسموح بها.
- تحديد مدى تفاوت سمك الطلاء وما إذا كان يتم تحديد الحجم قبل الطلاء أو بعده.
- يتطلب ذلك أجزاءً مرقمة تسلسلياً وسجلات على مستوى الدفعة لتتبع الأداء.
العمليات واستكشاف الأخطاء وإصلاحها

حتى أفضل الشفرات تفشل في العمليات غير المستقرة. تعامل مع الماء، وثبات الذوبان، وسرعة السكين كنظام واحد.
معايير نظام المياه
لا توجد درجة حرارة أو معدل تدفق "صحيح" واحد، فالهدف هو تحقيق الاستقرار والنظافة. في سياق إعادة تدوير البولي أوليفين، عادةً ما يستخدم المشغلون ماء البولي بروبيلين عند درجة حرارة تتراوح بين 50 و55 درجة مئوية؛ قد يختلف ذلك باختلاف الشركة المصنعة الأصلية والعملية، ولكن يبقى المبدأ ثابتًا: ضمان التجميع الفوري والتبريد الكافي والتجفيف المتسق لتجنب التكتل ومشاكل الرطوبة.الآلات الشهيرة - ماء تحبيب البولي بروبيلين/البولي إيثيلين عند درجة حرارة حوالي 55 درجة مئوية, سيكوبلاست - أنظمة التكوير وحلقات التجفيف
حافظ على فلترة الحلقة وراقب أداء المجفف؛ تستهدف العديد من المتاجر انخفاض نسبة الرطوبة النهائية بعد التجفيف بالطرد المركزي للحفاظ على تدفق الحبيبات بحرية.ريتك - عملية تحويل البلاستيك إلى حبيبات وتجفيفها
استقرار الذوبان وسرعة الشفرة
يجب مزامنة سرعة دوران السكين مع معدل تدفق البوليمر وسرعة البثق عبر القالب للحفاظ على طول قطع ثابت. وتُعد إدارة الحرارة عند سطح القالب واستقرار الإنتاج - عبر مضخات الصهر أو التحكم الدقيق في سرعة البرغي - أمرًا أساسيًا لتجنب تجمد الثقوب وتكوين حبيبات غير منتظمة.جرانول - حل مشاكل التكوير تحت الماء الشائعة, تكنولوجيا البلاستيك - استكشاف أخطاء عملية تكوير البلاستيك تحت الماء وإصلاحها
أسباب الأعطال والحلول السريعة
- الذيل: غالباً ما يكون ذو حواف غير حادة، أو تلامس غير كافٍ، أو سطح قالب محزز. يُصلح ذلك بشفرة حادة/مستبدلة، وضبط التحميل المسبق، وإعادة تسوية سطح القالب عند الحاجة.سكين GL - إعادة تسوية سطح القالب
- الغبار/الشوائب: تلف الحواف أو زيادة مفاجئة في معدل الإنتاج. استعادة جودة الحواف، وتثبيت التغذية، وتنظيف/إزالة الثقوب والمرشحات.تكنولوجيا البلاستيك - استكشاف أخطاء عملية تكوير البلاستيك تحت الماء وإصلاحها
- التكتل: تبريد غير كافٍ أو ماء/مادة ذائبة ساخنة جدًا. حسّن درجة حرارة الماء/تدفقه وثبّت درجات حرارة المادة الذائبة.فاينينجر - شرح جهاز تحبيب الحلقات المائية
- حبيبات بيضاوية أو غير متناسقة: سرعة قطع متغيرة أو تجميد جزئي. ثبّت سرعة الدوران بما يتناسب مع الإنتاجية، ونظّف فتحات القالب، وتحقق من توازن درجة حرارة القالب.تكنولوجيا البلاستيك — اتبع إرشادات نظام التكوير
الصيانة والتكلفة الإجمالية للملكية
نادراً ما تكون الشفرة الأرخص هي الأقل تكلفة للطن. لذا، خطط لعمليات إعادة شحذ مضبوطة، وعمليات تغيير منتظمة، واستراتيجيات قطع غيار تعتمد على البيانات.
استراتيجية إعادة الطحن وإعادة الطلاء
تتمثل الممارسة العملية في إعادة شحذ شفرات قوالب القطع قبل أن تصبح حوافها بالية تمامًا لتجنب تراكم الرواسب والشوائب الدقيقة، وغالبًا ما يتم السماح بعدة دورات لكل شفرة حتى الوصول إلى الحد الأدنى الآمن للسماكة. يختلف عدد الدورات وحدود السماكة الدقيقة باختلاف التصميم؛ لذا يجب تحديدها في الرسم وتتبع ساعات/أطنان التشغيل لبدء الخدمة. في البيئات الرطبة أو المسببة للتآكل، يمكن للطلاءات مثل TiN/TiCN أو DLC، وخيارات أخرى مثل الكربيد، أن تطيل عمر الخدمة - تأكد من أن عملية التحجيم بعد الطلاء تحافظ على التفاوت المسموح به.إنرجي كلير - نصائح صيانة لقطع البلاستيك
مجموعات احتياطية وتخطيط التغيير
احتفظ بمجموعات احتياطية متطابقة جاهزة للتركيب. قم بتدوير المجموعات لتوزيع التآكل بالتساوي، وسجل عدد الأطنان المتبقية للوصول إلى الحد الأدنى للتنبؤ بعمليات التغيير. ضع في اعتبارك تأثير وقت التوقف: قد يؤدي استخدام شفرة ذات تكلفة أعلى قليلاً، ولكنها تضاعف عمرها أو تقلل من وتيرة تغييرها، إلى خفض التكلفة لكل طن عندما يكون وقت التوقف مكلفًا.
نمذجة التكلفة لكل طن
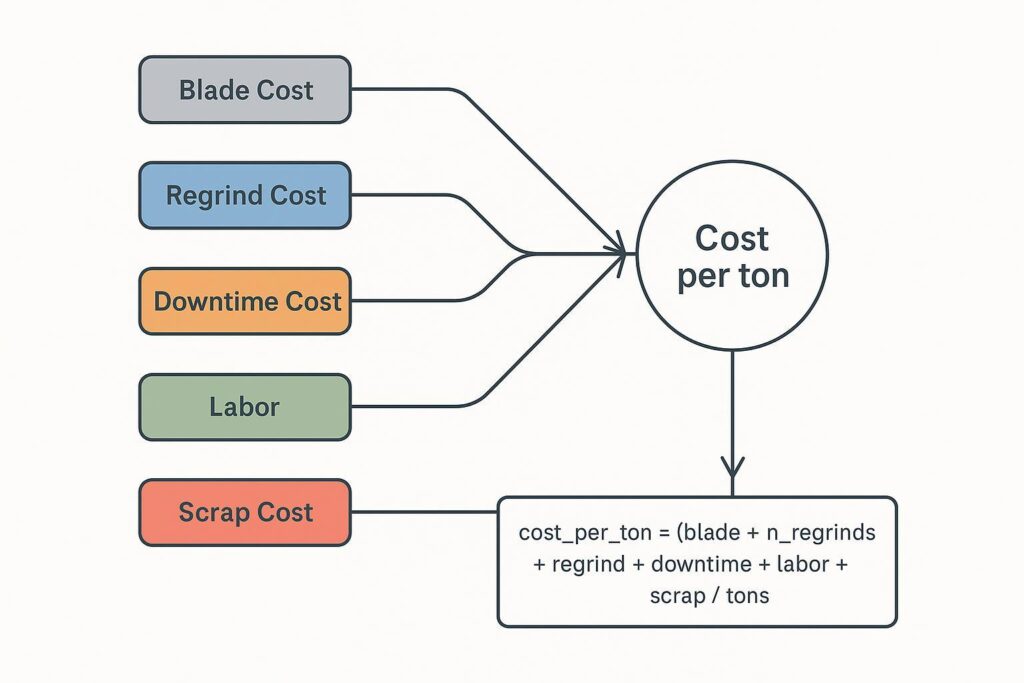
يساعد نموذج بسيط في مقارنة الخيارات بموضوعية:
تكلفة الطن = (تكلفة الشفرة + عدد عمليات إعادة الطحن × تكلفة إعادة الطحن + تكلفة وقت التوقف + تكلفة العمالة + تكلفة الخردة) ÷ عدد الأطنان المنتجة
قم بتعبئة المتغيرات بأرقام مصنعك وسجل النتائج الحقيقية على مدار عدة عمليات تشغيل لمقارنة المواد/الطلاءات وفترات إعادة الطحن.
دراسة حالة (مثال توضيحي): قام خط إنتاج بولي إيثيلين متوسط الحجم بتجربة استراتيجيتين على مدار 12 أسبوعًا. أ (الأساسي): شفرات D2، إعادة طحن 2 لكل مجموعة، 8 عمليات تغيير، 0.91 طن من الخردة. ب (الترقية): PM-HSS + TiCN، إعادة طحن 1 لكل مجموعة، 4 عمليات تغيير، 0.51 طن من الخردة. باستخدام معدلات المصنع (تكلفة الشفرة 600 طن/مجموعة؛ إعادة الطحن 80 طن؛ تكلفة التوقف لكل تغيير 1200 طن؛ الإنتاجية 120 طن/أسبوع)، انخفضت التكلفة لكل طن من حوالي 6.25 طن إلى حوالي 4.30 طن (انخفاض ≈31 طن). مصدر البيانات: تقارير حالة المورد وملاحظات التجربة الداخلية؛ تختلف النتائج باختلاف المصنع ويجب التحقق منها في الموقع.
خاتمة
عند اختيار شفرات مُحَبِّبة حلقة الماء لخطوط إنتاج البولي إيثيلين/البولي بروبيلين، ابدأ بتحديد تركيبة المنتج وطول دورة التشغيل لاختيار المادة الأساسية (D2 أو PM-HSS للبولي أوليفينات النظيفة؛ والكربيد للمواد الكاشطة أو دورات التشغيل الطويلة)، ثم أضف طبقات طلاء للتحكم في الاحتكاك والتآكل، وحماية سطح القالب. تحكم في التلامس من خلال ضبط التحميل المسبق، وراقب حلقة الماء كمتغير أساسي في العملية. اشترِ الشفرات وشغّلها وفقًا للرسومات ذات التفاوتات المقاسة ومراقبة الجودة القابلة للتتبع. عمليًا، تحقق من الرسومات مقابل نموذج الشركة المصنعة الأصلية، واضبط التحميل المسبق وسجله، وتتبع الأطنان حتى الوصول إلى عتبة إعادة الطحن، وقارن تكلفة الطن الواحد بين المواد والطلاءات المختلفة عبر دورات تشغيل متعددة. هكذا تُحوّل اختيارات الشفرات إلى حبيبات مستقرة، ووقت تشغيل عالٍ، ومنحنى تكلفة يتحرك في الاتجاه الصحيح.