Bei der Auswahl von Perforierklingenmessern ist die Geometrie von Perforationsklingen spielt eine entscheidende Rolle. Faktoren wie Kantenwinkel, Zahnprofil, Dicke und Materialverträglichkeit beeinflussen die Perforationsleistung der Klinge. Die Anpassung der Klingengeometrie an Ihre spezifische Anwendung ermöglicht schnelleres Schneiden und sauberere Perforationen. Die folgende Tabelle zeigt, dass Eine Mehrwinkel-Perforationsklingengeometrie reduziert die Schneidzeit um fast die Hälfte und erzeugt weniger Hitzeschäden im Vergleich zu herkömmlichen Klingen.
| Parameter | Mehrwinkelklinge | Konventionelle Klinge | Statistische Signifikanz |
|---|---|---|---|
| Schnittzeit (Sekunden) | 46,0 ± 3,4 | 86,6 ± 17,3 | p < 0,001 |
| Max. Knochentemperatur (°C) | 32,3 ± 2,2 | 39,5 ± 4,1 | p < 0,001 |
Optimale Ergebnisse erzielen Sie durch die Verwendung der passenden Perforierklingengeometrie für Ihre Schneidaufgaben und die regelmäßige Wartung Ihrer Perforierklingenmesser.
Die wichtigsten Erkenntnisse
- Durch die Wahl der richtigen Klingenform, des richtigen Kantenwinkels, der richtigen Zahnform, der richtigen Dicke und des richtigen Materials schneiden Sie schneller und sauberer. Außerdem werden Ihre Schnitte gleichmäßiger.
- Für bestimmte Materialien und Arbeiten eignen sich verschiedene Klingentypen wie gerade, rotierende, gezahnte und kreisförmige Klingen am besten. Dies führt zu besseren Ergebnissen und verlängert die Lebensdauer der Klingen.
- Klingenmaterialien wie Hartmetall, Edelstahl und Werkzeugstahl beeinflussen die Stärke, Schärfe und Langlebigkeit einer Klinge. Wählen Sie das Material, das zu Ihren Schneidanforderungen passt.
- Mit speziell auf Ihr Material und Ihre Maschine abgestimmten Klingen erzielen Sie bessere Schnittergebnisse. Sie sparen außerdem Zeit und Geld.
- Durch Ändern der Klingenform und der Einstellungen wie Nutbreite, Perforationsradius und Kantenwinkel können die Klingen besser funktionieren und länger halten.
- Durch die Pflege der Klingen, indem Sie diese reinigen, auf Beschädigungen prüfen und rechtzeitig austauschen, bleiben die Schnitte präzise und die Maschinen sicher.
- Durch geschicktes Schneiden und sorgfältiges Beobachten der Werkzeuge halten die Klingen länger. Außerdem verringert sich der Kraftaufwand beim Schneiden, und die Arbeit wird stabiler.
- Wenn Sie bei der Auswahl und Pflege Ihrer Klingen die richtigen Regeln beachten, erzielen Sie bessere Schnitte und eine längere Lebensdauer der Klinge. Dies trägt dazu bei, dass Sie insgesamt besser arbeiten können.
Geometrie von Perforationsklingen

Kenntnisse über die Geometrie von Perforierklingen helfen Ihnen, besser zu schneiden. Sie helfen Ihnen auch, jedes Mal die gleichen guten Ergebnisse zu erzielen. Bei der Auswahl von Perforierklingenmessern sollten Sie auf einige wichtige Dinge achten. Diese Dinge sind Kantenwinkel, Zahnprofil, Dicke und Materialverträglichkeit. Jeder dieser Punkte verändert die Art und Weise, wie die Klinge mit Ihrem Material arbeitet. Sie entscheiden auch darüber, wie gut die endgültige Perforation aussieht.
Schlüsselfaktoren
Kantenwinkel
Der Kantenwinkel zeigt, wie scharf und robust Ihre Perforierklinge ist. Ein schärferer Kantenwinkel ermöglicht das Schneiden weicher Materialien und das Bohren kleiner Löcher. Wenn Sie zähe Materialien schneiden müssen, verlängert ein größerer Kantenwinkel die Lebensdauer der Klinge. Überlegen Sie, wie hart Ihr Material ist und wie tief Sie schneiden möchten. Denken Sie auch daran, was Sie schneiden. Wenn Sie den Abschrägungswinkel beispielsweise um 5° verkleinern, wird die Klinge 38% schärfer. Sie hält aber auch nicht so lange und verliert 45% ihrer Schärfe. Für einen besseren Anschnitt können Sie eine schärfere Schneide wählen. Für eine längere Lebensdauer der Klinge benötigen Sie jedoch möglicherweise eine weniger scharfe Schneide.
Zahnprofil
Das Zahnprofil bezeichnet die Form, den Abstand und die Anordnung der Zähne auf dem Sägeblatt. Dadurch verändern sich das Lochbild und die Reißfestigkeit des Materials. Fein gezackte Zähne reduzieren das Reißen der Oberfläche um 43%. Sägeblätter mit groben Hakenzähnen schneiden Gummi 15% schneller und halten 20% länger. Wählen Sie das Zahnprofil, das zu den gewünschten Löchern und der Materialstärke passt. Benutzerdefinierte Profile helfen Ihnen, das optimale Sägeblatt für spezielle Arbeiten zu finden. Das Schneiden wird schneller und gleichmäßiger.
Dicke
Die Sägeblattdicke beeinflusst die Steifigkeit des Sägeblatts und die Qualität der Löcher. Dünne Sägeblätter (0,4 mm) schneiden mit 180 m/min schnell, können aber mehr Material verschwenden und längere Ausfallzeiten verursachen. Dicke Sägeblätter schneiden langsamer, verschwenden aber weniger Material und müssen seltener angehalten werden. So bleibt Ihr Werkstück stabil. Verwenden Sie dünne Sägeblätter für saubere Schnitte in leichten Materialien. Verwenden Sie dicke Sägeblätter für schwere oder große Arbeiten. Die verwendete Maschine und die erforderliche Schnittgenauigkeit spielen bei der Wahl der Sägeblattdicke ebenfalls eine Rolle.
Material
Das Material Ihrer Perforierklingenmesser bestimmt ihre Stärke und Lebensdauer. Es bestimmt auch, welche Materialien Sie schneiden können. Werkzeugstahl, Schnellarbeitsstahl (HSS), Edelstahl und Hartmetall sind gängige Materialien. Wählen Sie Schnellarbeitsstahl oder Hartmetall für Arbeiten, bei denen die Klinge schnell verschleißt. Wählen Sie Edelstahl, wenn Sie Rost vermeiden müssen, z. B. in der Lebensmittel- oder Medizinbranche. Wo, wie oft und wie rau das Material ist, spielen eine Rolle. Die Wahl des richtigen Klingenmaterials trägt dazu bei, dass Ihre Klinge gut funktioniert und länger hält.
Auswirkungen auf die Leistung
Sie können überprüfen, wie gut Ihre Perforationsklingengeometrie funktioniert, indem Sie sich einige ansehen Leistungszahlen. Diese Zahlen zeigen, wie gut, schnell und gleichmäßig Ihre Schnitte sind. Die folgende Tabelle listet die am häufigsten verwendeten geometrischen Parameter bei der Klingenkonstruktion auf:
| Geometrische Parameter | Beschreibung |
|---|---|
| Tragflächendatenpunkte | 2D-Punkte, die die Querschnittsform des Tragflügels zeigen |
| Twist | Winkel zwischen der Tragflächenbasis und einem Kreis in der Rotorebene |
| Rechen | Wie weit bewegen sich die Blattabschnitte entlang der Rotorachse? |
| Schiefe | Wie weit bewegen sich die Blattabschnitte seitlich von der Rotorachse? |
| Kegelverteilung | Wie sich die Klinge entlang ihrer Länge biegt oder verjüngt |
| Vorderkante | Die Vorderkante des Tragflügels, wichtig für die Luftleistung |
| Hinterkante | Die Hinterkante des Tragflügels, normalerweise scharf |
| B-Spline-Kurven und -Flächen | Mathematische Formen für die exakte Modellierung von Schaufeloberflächen |
Kleine Änderungen in der Klingengeometrie führen zu gleichmäßigeren Perforationen. Die folgende Tabelle zeigt, wie sich Kantenwinkel, Zahnprofil, Dicke und Materialverträglichkeit auf die Perforationsqualität auswirken:
| Blattgeometriefaktor | Quantitativer Einfluss auf die Perforationskonsistenz | Erläuterung |
|---|---|---|
| Kantenwinkel | 5° kleinerer Abschrägungswinkel macht die Klinge 38% schärfer, aber 45% weniger haltbar | Scharfe Kanten schneiden zunächst besser, nutzen sich aber schneller ab, sodass die Schnitte mit der Zeit ungleichmäßiger werden |
| Zahnprofil und Teilung | Feine gezackte Zähne schneiden die Oberfläche um 43%; grobe Hakenzahnklingen schneiden Gummi 15% schneller und halten 20% länger | Die Zahnform verändert die Art und Weise, wie das Sägeblatt das Material greift, wodurch weniger Fehler und schnellere, längere Schnitte möglich werden. |
| Klingenstärke | Dünne Klingen (0,4 mm) schneiden mit 180 m/min, verschwenden aber 1,8% mehr Material und verursachen jede Woche 2 Stunden Ausfallzeit; dicke Klingen schneiden langsamer, verschwenden aber weniger Material und müssen weniger oft anhalten. | Die Dicke verändert die Geschwindigkeit und Schnittqualität, was sich auf den Abfall und die Stabilität Ihrer Arbeit auswirkt |
| Materialverträglichkeit | Kunststoffe: große Teilung, hoher Abschrägungswinkel, um Reibung und Schmelzen zu verhindern; Metals: dicke Hartmetallklingen mit steilen Abschrägungen für mehr Festigkeit | Die auf das Material abgestimmte Klingengeometrie verhindert Reibung und Verschleiß und ermöglicht präzisere Schnitte |
Sie können auch anhand von Leistungszahlen erkennen, wie gut Ihre Perforierklingenmesser funktionieren:
| Leistungsmetrik | Beschreibung / Auswirkung |
|---|---|
| Energieverbrauch | Scharfe Bohrlöcher verbrauchen 30–40% Energie und Klingen 60–70%, beides beeinträchtigt die Schneidleistung. |
| Volumenstrom | Anzahl und Größe der Bohrungen verändern die Durchflussrate; ein höherer Durchfluss bedeutet weniger Wärme. |
| Schärfe der Klingen und Bohrungen | Dies sind wichtige Gründe für den Energieverbrauch und die Produktqualität. |
| Temperaturanstieg beim Schneiden | Bei Lochplatten-Messer-Sets niedriger als bei reinen Messer-Sets, da hier weniger Reibungswärme entsteht. |
| Übersetzungsverhältnis von Lochplatten | Das beste Verhältnis für eine gute Mischung und kleinere Stücke ist 1:6–1:4. |
| Strukturelle und sensorische Produkteigenschaften | Wird anhand der Messergeometrie und der Art und Weise, wie Sie die Klinge verwenden, überprüft. |
| Echtzeit-Überwachungsparameter | Beinhaltet Verschleiß, Schnittkraft und Materialwiderstand mithilfe intelligenter Sensoren (neue Messmethoden). |
Nanjing MetalDie Perforierklingenmesser von erfüllen hohe Ansprüche an Präzision und Robustheit. Ihre Klingen ermöglichen gleichmäßige Schnitte und sind langlebig. Sie profitieren von einem besseren Klingendesign, strengen Kontrollen und maßgeschneiderten Klingen für Ihre Bedürfnisse.
Sie sehen, dass sorgfältige Klingenherstellung und eine gute Klingengeometrie die Lebensdauer der Klingen verlängern. Sie bleiben außerdem länger scharf und wackeln weniger. Diese Änderungen helfen Ihnen, besser zu schneiden, bessere Produkte herzustellen und Geld zu sparen.
Hinweis: Wenn Sie Perforierklingenmesser mit der richtigen Geometrie auswählen, arbeiten Sie schneller und behalten stets die gleiche Produktqualität bei.
Arten von Perforierklingenmessern
Perforierklingen gibt es in verschiedenen Ausführungen. Jede Ausführung ist für eine bestimmte Aufgabe und Maschine geeignet. Wählen Sie die passende Klinge für Ihr Material und Ihre Anforderungen. Die gängigsten Ausführungen sind gerade, rotierende, gezahnte und kreisförmige Klingen. Für spezielle Aufgaben gibt es auch Sonderanfertigungen.
Gerade und drehbar
Gerade Perforierklingen
Gerade Perforierklingen haben eine flache Schneide. Sie eignen sich für gerade Schnitte. Sie eignen sich am besten für Verpackungen, Papier und Folien. Sie erzeugen saubere, gerade Linien. Gerade Klingen schneiden dicke Materialien wie Bleche und Bewehrungsstahl. Sie eignen sich für präzise Schnitte.
| Besonderheit | Gerade Klingen | Rotationsklingen |
|---|---|---|
| Klingendesign | Flache Kante; gut für dicke Materialien | Rund, dreht sich; am besten für dünne Materialien |
| Schneidmechanismus | Ein gerader Schnitt | Dreht sich für schnelles, wiederholtes Schneiden |
| Schnittgeschwindigkeit und Effizienz | Langsamer; besser für dicke oder kleine Aufträge | Schneller; gut für viele Schnitte |
| Anwendung | Metal Bleche, Betonstahl, dicke Platten | Dünne Metalle, Folien, Streifen, Filme, Papier |
| Verschleiß und Wartung | Ungleichmäßiger Verschleiß; muss häufiger geschärft werden | Gleichmäßiger Verschleiß; weniger Schärfen erforderlich |
| Haltbarkeit und Langlebigkeit | Ändert sich mit dem, was Sie schneiden | Hält länger mit Wärmebehandlungen |
| Schnittqualität | Saubere, exakte Schnitte bei dicken Gegenständen | Sauberere Schnitte, weniger Abfall bei dünnen Dingen |
Gerade Klingen ermöglichen gute Schnitte. Sie müssen häufig geschärft werden, da sie sich ungleichmäßig abnutzen. Sie eignen sich am besten für kleine Arbeiten oder dicke Gegenstände.
Rotierende Perforationsklingen
Rotationsperforationsklingen drehen sich auf einer Welle. Sie eignen sich für schnelles, unterbrechungsfreies Schneiden. Diese Klingen passen in Maschinen, die selbstständig arbeiten. Rotationsklingen eignen sich am besten für dünne Materialien wie Folie, Filme und Papier. Sie schneiden schneller und sparen Zeit. Rotationsklingen halten länger, da sie wärmebehandelt sind. Sie müssen sie seltener reparieren und erzeugen sauberere Schnitte mit weniger Abfall.
Gezahnt und kreisförmig
Gezahnte Klingen
Gezahnte Perforierklingen haben gezackte Kanten. Sie werden zum Schneiden kleiner Schnitte oder Löcher verwendet. Mit diesen Klingen lassen sich leicht reißbare Linien erzeugen. Man findet sie beispielsweise in Tickets, Etiketten und Verpackungen. Gezahnte Klingen eignen sich gut, wenn Dinge leicht reißbar sein sollen. Sie können zwischen feinen und großen Zähnen wählen. Feine Zähne verhindern, dass die Oberfläche reißt. Große Zähne schneiden Gummi schneller und halten länger.
- Gezahnte Klingen erzeugen saubere Perforationsmuster.
- Sie wählen die Zahnform passend zu Ihrem Material und Ihrer Verarbeitung.
- Das richtige Zahndesign ermöglicht Ihnen schnelleres Schneiden und weniger Ausfallzeiten.
Kreissägeblätter
Kreisperforierklingen sind rund. Sie werden für Drehschnitte und Perforationen verwendet. Kreisklingen können glatt oder gezahnt sein. Sie werden überall dort eingesetzt, wo schnelle, kontinuierliche Schnitte erforderlich sind. Kreisklingen eignen sich gut für Textilien, Verpackungen und Etiketten. Sie ermöglichen eine gleichmäßige Perforation und hohe Leistung.
- Kreissägeblätter passen zu Maschinen, die sich drehen.
- Wählen Sie glatte Kanten für saubere Schnitte oder gezahnte für einfaches Reißen.
- Kreissägeblätter helfen Ihnen, ein gleichmäßiges Arbeitstempo beizubehalten.
Benutzerdefinierte Optionen
OEM/ODM-Anpassung
Sie erhalten maßgeschneiderte Perforierklingen für Ihre Bedürfnisse. Nanjing Metal fertigt maßgeschneiderte Klingen. Sie wählen Klingenform, Zahntyp und Lochmuster. Maßgefertigte Klingen eignen sich optimal für Ihr Material, Ihre Maschine und Ihre Geschwindigkeit. Spezialmaschinen wie CNC-Maschinen und Schleifmaschinen sorgen für scharfe und präzise Klingen.
Maßgefertigte Klingen schneiden besser und halten länger. Sie erhalten Klingen, die genau zu Ihren Maschinen passen. Spezielle Beschichtungen wie Titannitrid oder diamantähnlicher Kohlenstoff machen die Klingen härter und glatter. Sie sparen Zeit beim Klingenwechsel und erzielen stabile Ergebnisse.
| Aspekt | Details |
|---|---|
| Materialien | Schnellarbeitsstahl, Hartmetall, Edelstahl, Keramik |
| Beschichtungen | Titannitrid, diamantähnlicher Kohlenstoff, Chrom |
| Merkmale | Sorgfältig hergestellt, bleibt scharf, glatte Oberfläche |
| Haltbarkeit | Besser gegen Verschleiß und Hitze |
| Kompatibilität | Kann für viele Maschinen und Materialien hergestellt werden |
| Anwendungsvorteile | Mehr Arbeit erledigt, weniger Unterbrechungen, spart Geld |
| Umweltauswirkungen | Klingen halten länger, also weniger Abfall |
Materialoptionen
Sie können aus vielen Materialien für Ihre Klingen wählen. Die am häufigsten verwendeten sind Edelstahl und WolframkarbidDiese Werkstoffe sind beliebt, weil sie robust sind und gut schneiden. Für anspruchsvolle Aufgaben eignen sich D2-Stahl, M2-Stahl, CPM-10V-Stahl, Vollhartmetall, hochkohlenstoffhaltiger Stahl, Edelstahl, legierter Stahl oder Keramik.
| Material | Wichtigste Eigenschaften und Eignung für Umgebungen mit hoher Beanspruchung |
|---|---|
| D2 Stahl | Sehr hart, langlebig, widerstandsfähig, verschleiß- und rostbeständig |
| M2 Stahl | Hervorragend verschleißfest, behält seine Form auch bei Hitze |
| CPM-10V Stahl | Ideal für Abnutzung und harte Stöße |
| Vollhartmetall | Extrem robust, langlebig, weniger Ausfälle |
| Kohlenstoffstahl | Robust, bleibt scharf, nicht so hart für schwere Arbeiten |
| Edelstahl | Stoppt Rost, gut für Lebensmittel und medizinische Zwecke |
| Legierter Stahl | Hart und widerstandsfähig, hervorragend gegen Abnutzung. |
| Keramik | Sehr robust, bleibt scharf, kann aber bei harten Schlägen brechen. |
Das Klingenmaterial wird dem jeweiligen Anwendungsbereich angepasst. Edelstahl eignet sich gut für Lebensmittel- und Medizinanwendungen. Wolframcarbid und Vollhartmetall sind optimal für anspruchsvolle und stark beanspruchte Arbeiten. D2- und M2-Stahl bieten sowohl Festigkeit als auch lange Lebensdauer. Benutzerdefinierte Klinge Durch spezielle Formen und Beschichtungen funktionieren die Klingen noch besser.
Tipp: Die besten Ergebnisse erzielen Sie, wenn Sie Perforationsklingen mit der richtigen Form, dem richtigen Material und den passenden individuellen Eigenschaften für Ihren Auftrag auswählen.
Verbessern Sie die Schneideffizienz
Die Schnittqualität lässt sich durch die Wahl der Klingenform und des Materials verbessern. Wenn Sie die Klingenform und das Material ändern, ... Nutbreite, Perforationsradius und KantenwinkelJeder Schnitt wird dadurch schneller und präziser. Das verlängert außerdem die Lebensdauer der Klingen und sorgt für saubere Arbeitsergebnisse bei praktischen Anwendungen.
Geometrieoptimierung
Einstellung der Nutbreite
Die Nutbreite ist entscheidend für die Schnittleistung der Sägeblätter. Durch Verkleinerung der Hauptnut und Anpassung der zweiten Nut wird die Harzverteilung und der Materialtransport verbessert. Dies erhöht den Schermodul und beschleunigt den Arbeitsprozess. Das Ergebnis sind sauberere Schnitte und ein schnelleres Arbeiten. Kruskal-Wallis-Test zeigt, dass eine Änderung der Nutbreite die Schnittkraft verringert und die Effizienz steigert.
| Parameter | Auswirkung auf die Schneidleistung |
|---|---|
| Nutbreite | Kleinere Rillen erleichtern die Lastverteilung, erhöhen den Schermodul und verbessern die Schneidleistung. |
Auswahl des Perforationsradius
Der Perforationsradius beeinflusst die Belastungs- und Lastverteilung des Sägeblatts. Ein größerer Radius verbessert die Lastverteilung und erhöht die Leistung. Dadurch wird die Spannung gleichmäßiger verteilt und ein punktueller Druckaufbau verhindert. Das Ergebnis sind glattere Schnitte und präzisere Ergebnisse. Mit dem richtigen Perforationsradius erzielen Sie stets gleichbleibend gute Ergebnisse.
| Parameter | Auswirkungen auf die Schneidleistung |
|---|---|
| Perforationsradius | Ein größerer Radius erleichtert die Lastverteilung, reduziert die Belastung und verbessert das Schneidergebnis. |
Kantenwinkel-Einstellung
Der Schneidenwinkel gibt Aufschluss über die Schärfe und Härte Ihrer Klinge. Ein steilerer Winkel bedeutet weniger Reibung und leichteres Schneiden, wodurch Sie schneller arbeiten. Allerdings kann die Klinge dadurch schneller verschleißen. Sie müssen für Ihr Material zwischen Schärfe und Härte abwägen. Ein Schneidenwinkel von 65° maximiert den Schermodul und optimiert die Schneidleistung. Sie erzielen präzisere Schnitte und die Klingen halten länger.
| Parameter | Auswirkungen auf die Schneidleistung |
|---|---|
| Kantenwinkel | Schärfere Winkel erleichtern das Schneiden; der optimale Winkel verlängert die Lebensdauer der Klingen. |
Tipp: Durch die richtige Anpassung der Klingenform wird das Schneiden schneller und präziser. Sie benötigen weniger Kraft und erzielen bessere Ergebnisse.
Materialauswahl
Klingenmaterialarten
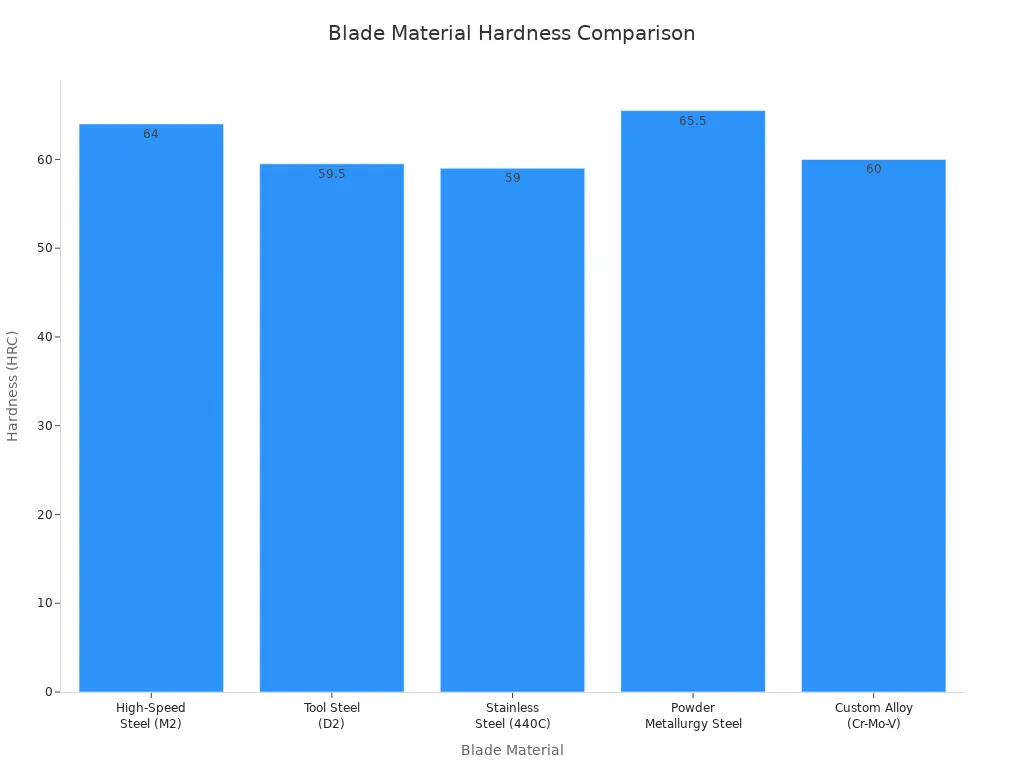
Die Wahl des richtigen Klingenmaterials ist entscheidend für gute Schnittergebnisse und eine lange Lebensdauer der Klinge. Zur Auswahl stehen Werkzeugstahl, Schnellarbeitsstahl (HSS), Edelstahl, Hartmetall oder pulvermetallurgischer Stahl. Jedes Material unterscheidet sich in Härte, Festigkeit und Verschleißfestigkeit. Hartmetallklingen halten bis zu zehnmal länger als manche Stahlsorten. Pulvermetallurgische Stähle zeichnen sich durch eine gleichmäßige Struktur aus und sind leichter zu bearbeiten.
| Klingenmaterial | Härte (HRC) | Stärke | Korrosionsbeständigkeit | Typische Anwendungen |
|---|---|---|---|---|
| Schnellarbeitsstahl (M2) | 62–66 | Gut | Niedrig | Papier, Textilien |
| Werkzeugstahl (D2) | 58–61 | Exzellent | Mäßig | Kunststoff, Gummi |
| Edelstahl (440C) | 58–60 | Gut | Hoch | Lebensmittel, Pharmazeutika |
| Pulver Metallurgy Stahl | 64–67 | Extrem | Niedrig bis mittel | Schleifmittel, Metalle |
| Speziallegierung (Cr-Mo-V) | 60+ | Abstimmbar | Mittel–Hoch | Wertstoffe, Materialgemische |
Überlegungen zur Verschleißfestigkeit
Verschleißfestigkeit ist bei großen Schneidarbeiten entscheidend. Werkzeugstähle wie D2 und A2 sind zäh und verschleißfest. Schnellarbeitsstahl bleibt auch bei hohen Temperaturen scharf. Hartmetallklingen sind am verschleißfestesten, aber weniger zäh. Edelstahl ist verschleißfest und sehr rostbeständig.
| Material | Härte (Rockwell) | Verschleißfestigkeit | Zusätzliche Hinweise |
|---|---|---|---|
| Edelstahl | Mäßig bis hoch | Okay, am besten geeignet für Rost | Wird in Lebensmittel- und medizinischen Einrichtungen verwendet |
| Werkzeugstahl (D2/A2) | 54-62 | Sehr gut, D2 ist am besten | Gut geeignet für lange Läufe |
| Hochgeschwindigkeitsstahl | 62-65 | Super, funktioniert auch bei Hitze einwandfrei. | Gut geeignet für schnelles Schneiden |
| Hartmetall | Über HSS | Optimal, bleibt auch bei über 1000 °C hart. | Am besten geeignet für raue Materialien |
Anwendungsspezifische Auswahlmöglichkeiten
Du musst Passen Sie das Klingenmaterial dem zu schneidenden Material an.Legierte Werkzeugstähle eignen sich gut für Metall und Kunststoff. Wolframkarbid ist optimal für harte und raue Materialien. Martensitischer Edelstahl ist gut für Lebensmittel und Chemikalien geeignet. Pulvermetallurgischer Stahl ist ideal für anspruchsvolle Aufgaben. In der Praxis beheben maßgefertigte Klingen und Materialien Probleme wie Klingenbruch und lange Ausfallzeiten. Beispielsweise nutzte ein Reifenschredderbetrieb maßgefertigte Klingen aus A8-Stahl und erzielte damit eine viermal längere Lebensdauer, reduzierte die Ausfallzeiten um 701 TP4T und senkte die jährlichen Kosten um 601 TP4T.
Durchsatz und saubere Schnitte
Maximierung der Produktionsgeschwindigkeit
Durch die Wahl der richtigen Klingenform und hochwertiger Materialien arbeiten Sie schneller. Schärfere Winkel und glatte Kanten reduzieren die Reibung und erleichtern das Schneiden. Polierte oder beschichtete Klingen bleiben länger scharf und müssen seltener nachgeschärft werden. Robuste Materialien wie Edelstahl, Kobaltlegierungen und Schnellarbeitsstahl sorgen für eine lange Lebensdauer der Klingen und schützen vor Hitze. So arbeiten Sie schnell und schneiden präzise.
| Faktor | Beschreibung | Auswirkungen auf Produktionsgeschwindigkeit und -effizienz |
|---|---|---|
| Klingenwinkel | Schärfere Winkel erleichtern und beschleunigen das Schneiden. | Schnellere Arbeit und mehr hergestellte Produkte. |
| Kantendesign | Glatte oder gezackte Kanten passen zu unterschiedlichen Materialien. | Höhere Genauigkeit und schnellere Arbeitsgeschwindigkeit. |
| Oberflächenfinish | Polierte oder beschichtete Klingen verringern Reibung und Verschleiß. | Die Klingen halten länger und arbeiten schneller. |
| Materialauswahl | Robuste Materialien tragen dazu bei, dass Klingen scharf und langlebig bleiben. | Die Klingen funktionieren weiterhin einwandfrei und bleiben robust. |
Hinweis: Eine Verbesserung der Klingenform und des Materials kann die Arbeit um 1,2% bis 10% beschleunigenSie schneiden schneller und machen weniger Pausen.
Gleichbleibende Schnittqualität erzielen
Durch die Kontrolle von Eintrittswinkel, Vorschubgeschwindigkeit und optimierten Werkzeugwegen erzielen Sie die gleichen guten Schnittergebnisse. Eintrittswinkel von mindestens 45° reduzieren die Belastung durch 30%. Trochoidales Fräsen minimiert die Schnittkräfte und die Werkzeugverbiegung. Der Einsatz eines Zahnes im Arbeitsgang verhindert Vibrationen und ungleichmäßige Schnitte. Gute Spanabfuhr und optimierte Werkzeugwege sorgen für glatte Oberflächen. Halten Sie das Werkstück nah am Fräskopf, um Vibrationen zu vermeiden.
- Der Eintrittswinkel trägt zur Langlebigkeit der Klingen bei und sorgt für einen gleichmäßigen Schnitt.
- Trochoidales Fräsen hält Kräfte und Biegungen gering.
- Eine gleichmäßige Spindelbelastung beendet das Vibrieren.
- Eine gute Vorschubgeschwindigkeit sorgt für ein ausgewogenes Verhältnis zwischen Spangröße und Werkzeugbelastung.
- Intelligente CAM-Software passt die Werkzeugwege an die Form und das Material der Klinge an.
Reduzierung von Schnittkraft und Verschleiß
Durch die Aufteilung des Schnitts in Schrupp- und Schlichtschnitte reduzieren Sie die Schnittkraft und den Sägeblattverschleiß. Vibrationssensoren erkennen Vibrationen und passen die Vorschubgeschwindigkeit entsprechend an. Achten Sie auf den Zustand des Sägeblatts und wechseln Sie es, sobald es 801 µT seiner Lebensdauer erreicht hat. Dies minimiert den Ausschuss und sorgt für eine gleichbleibend gute Schnittqualität. Verwenden Sie starkes Kühlmittel oder Druckluft, um die Sägeblätter kühl und sauber zu halten.
- Die Schnitte werden in Grobschnitte (70%) und Feinschnitte (30%) unterteilt.
- Für gleichmäßiges Arbeiten Vibrationssensoren verwenden.
- Wechseln Sie die Klingen aus, bevor sie verschleißen.
- Verwenden Sie ein starkes Kühlmittel zur Späneentfernung.
Tipp: Wenn Sie auf die Form des Sägeblatts und das Material achten, schneiden Sie präziser und erzielen stets gute Ergebnisse. Diese Schritte helfen Ihnen, schneller zu arbeiten und weniger Pausen einzulegen.
Leistung in Anwendungen
Verpackung
Die Geometrie der Perforationsklinge ist beim Verpacken entscheidend. Das sieht man beispielsweise beim Öffnen einer Chipstüte. Auch das Abreißen von Etikettenstreifen gelingt dank guter Perforation leichter. Die richtige Klingenform sorgt für sauberes und sicheres Öffnen der Verpackung. Dadurch werden raue Kanten vermieden und Material gespart. In der Verpackungsindustrie kommen häufig gerade oder rotierende Perforationsklingen zum Einsatz. Diese Klingen erzeugen präzise Abreißkanten in Folien und Papier. Sie können Zahnform und Kantenwinkel individuell an Ihre Verpackung anpassen. So erzielen Sie stets saubere Schnitte und arbeiten schneller.
Nanjing Metal fertigt maßgeschneiderte Perforationsmesser für Verpackungen. Sie können Messerstärke und Material individuell an Ihre Bedürfnisse anpassen. Edelstahlmesser rosten auch in feuchten Umgebungen nicht. Messer aus Hochgeschwindigkeitsstahl zeichnen sich durch ihre lange Lebensdauer in stark frequentierten Verpackungslinien aus. Sie erhalten Messer, die optimal zu Ihren Maschinen passen und einen reibungslosen Produktionsablauf gewährleisten.
Tipp: Speziell angefertigte Perforationsklingen helfen Ihnen, Verzögerungen zu vermeiden und die Verpackung zu optimieren. Ihre Produkte sehen ordentlich aus und lassen sich problemlos öffnen.
Lebensmittelindustrie
In der Lebensmittelindustrie gelten strenge Regeln für sauberes und sorgfältiges Arbeiten. Perforationsmesser sind unerlässlich zum Schneiden, Trimmen und Würfeln von Lebensmitteln. Sie benötigen Messer, die sauber schneiden, ohne zu quetschen oder zu reißen. Die richtige Messerform ermöglicht das präzise Schneiden von Brot, Fleisch, Käse und Snacks. Sie können gerade, runde oder gezahnte Perforationsmesser verwenden. Jede Messerform eignet sich am besten für unterschiedliche Lebensmittel.
Maßgefertigte Klingen optimieren Ihre Lebensmittelverarbeitung. Sie können Klingenform, -stärke und Schneide individuell an Ihre Lebensmittel anpassen. Wellenschliffklingen schneiden Brot schonend, ohne es zu zerdrücken. Runde Klingen schneiden Teig oder Gebäck mit minimalem Abfall. Nanjing Metal verwendet CAD-Software und hochwertige Materialien für die Klingenherstellung. So erhalten Sie lebensmittelechte Klingen, die stets optimale Ergebnisse liefern.
- Spezielle Perforationsklingen helfen Ihnen dabei:
- Schneiden Sie gleichmäßige Scheiben und Stücke.
- Weniger Lebensmittel verschwenden
- Halten Sie alles sauber und sicher.
- Schneller und besser arbeiten
Textilien
Für Textilarbeiten werden Klingen für die unterschiedlichsten Materialien benötigt. Perforationsklingen dienen zum Schneiden, Schlitzen oder Stanzen von Löchern in Stoff und Fasern. Die richtige Klingenform sorgt für glatte Kanten und verhindert Ausfransen. Je nach Textilarbeit stehen gezahnte, gerade oder gebogene Klingen zur Auswahl.
Mit individuell anpassbaren Klingen können Sie die Klinge optimal auf Ihren Stoff und Ihre Maschine abstimmen. Sie können Schneidenwinkel und Zahnformen wählen, um den Stoff optimal zu schonen. So erhalten Sie Klingen, die lange scharf bleiben, eine lange Lebensdauer haben und gleichmäßige Ergebnisse liefern.
- Mit den richtigen Perforationsklingen können Sie:
- Schneller und präziser schneiden.
- Wechseln Sie die Klingen seltener
- Saubere, wiederholbare Löcher oder Schnitte erhalten
- Arbeiten mit vielen verschiedenen Textilien und Oberflächenbehandlungen
Herstellung
In der Fertigung benötigen Sie präzise und zuverlässige Schneidwerkzeuge. Die Geometrie des Perforationsmessers ist entscheidend für den reibungslosen Ablauf Ihrer Produktionslinie. Die Wahl des richtigen Messers ermöglicht schnelleres Arbeiten, weniger Materialverlust und gleichbleibende Produktqualität. Das Messerdesign spielt eine wichtige Rolle in Bereichen wie der Herstellung von Autoteilen, Elektronik und Verpackungen.
Sie benötigen Sägeblätter, die viele Materialien wie Kunststoffe, Metalle, Gummi und Verbundwerkstoffe schneiden können. Jedes Material verhält sich beim Schneiden anders. Dünne Kunststofffolien erfordern beispielsweise ein scharfes Schneidkantenprofil und kleine Zähne. Dicke Gummiplatten hingegen benötigen ein robustes Sägeblatt mit größerem Zahnabstand. Bei falscher Sägeblattgeometrie kann es zu unsauberen Schnitten, Materialresten am Sägeblatt oder häufigem Sägeblattwechsel kommen. Diese Probleme verlangsamen Ihre Arbeit und verursachen höhere Kosten.
Sie können zwischen geraden, rotierenden, gezahnten oder kreisförmigen Sägeblättern wählen. Jeder Sägeblatttyp eignet sich am besten für bestimmte Maschinen und Anwendungen. Sie können außerdem Sägeblattdicke, Schneidenwinkel und Zahnform an Ihre Bedürfnisse anpassen. So finden Sie das passende Sägeblatt für Ihre Anwendung. Das Ergebnis: bessere Ergebnisse und langlebigere Sägeblätter.
Stellen Sie sich eine Fabrik vor, die Dämmplatten herstellt. Die Arbeiter verwenden rotierende Perforationsmesser mit Spezialverzahnung. Diese Vorrichtung erzeugt jedes Mal saubere Löcher in Glasfaserplatten. Die Arbeit geht schneller vonstatten und es gibt weniger Stillstände. In einem anderen Fall verwendet ein Unternehmen, das Autodichtungen herstellt, HSS-Sägeblätter mit einem speziellen Schneidwinkel. Diese Sägeblätter schneiden zähe Verbundwerkstoffe ohne raue Kanten. Die Produkte sehen besser aus und es gibt weniger Fehler.
Sie können auch neue Werkstoffe wie Hartmetall oder pulvermetallurgischen Stahl verwenden. Diese Werkstoffe verschleißen nicht so schnell und bleiben länger scharf. Mit diesen Klingen verbringen Sie weniger Zeit mit deren Reparatur und mehr Zeit mit der eigentlichen Arbeit.
Tipp: Prüfen Sie vor der Auswahl einer Klinge immer, was und wie Sie schneiden möchten. Die richtige Klingenform und das passende Material helfen Ihnen, besser zu arbeiten und Ihre Ziele zu erreichen.
Mit den richtigen Perforationsmessern lassen sich viele Fertigungsaufgaben erledigen. Sie erzielen glattere Schnitte, schnellere Arbeitsabläufe und gleichmäßigere Ergebnisse.
Anwendungsauswahl
Die Wahl der richtigen Perforationsklingengeometrie und des passenden Messertyps trägt zu optimalen Ergebnissen bei. Berücksichtigen Sie dabei das zu schneidende Material, das gewünschte Lochmuster und alle spezifischen Anforderungen Ihres Projekts.
Materialverträglichkeit
Sie müssen Ihr Perforationsmesser an das zu schneidende Material anpassen. Jedes Material, wie Textilien, Folie, Stahl oder Stein, erfordert eine bestimmte Messergeometrie und Zahnform. Härtere Materialien benötigen robustere und härtere Messer. Weichere Materialien lassen sich besser mit schärferen Kanten und kleineren Zähnen bearbeiten. Die folgende Tabelle listet wichtige Punkte auf, die Sie bei der Auswahl der Messergeometrie beachten sollten:
| Kriterien für die Auswahl der Geometrie des Perforationsmessers | Erläuterung |
|---|---|
| Materialhärte und Zähigkeit | Wählen Sie Klingenmaterialien, die sowohl hart als auch zäh sind, um Schärfe und lange Lebensdauer zu gewährleisten. |
| Art des zu verarbeitenden Materials | Wählen Sie die Klingenform und Zahnform passend zu Ihrem Material, z. B. Textilien oder Stahl. |
| Gewünschte Schnittqualität | Passen Sie Schneide und Zahnform des Sägeblatts an Ihr Material an, um saubere Löcher zu erhalten. |
| Schaufelgeometrie und Zahnkonfiguration | Zur Auswahl stehen unter anderem eckige Kanten, einfache oder doppelte Fasen, gezahnte, gewellte Kanten und verschiedene Zahnformen. |
| Anpassung und technischer Support | Durch Reverse Engineering lassen sich die optimale Zahnform und Klingenhärte für den jeweiligen Anwendungsfall ermitteln. |
Sie können mit Ingenieuren zusammenarbeiten, um Ihre aktuellen Sägeblätter zu begutachten. Diese können die Größe und die Materialart der Sägeblätter prüfen und messen. Dies hilft Ihnen bei der Auswahl oder Optimierung der Sägeblätter für Ihre Materialien.
Perforationsmuster
Das gewählte Perforationsmuster beeinflusst Aussehen und Funktion Ihres Produkts. Sie können zwischen runden, quadratischen, schlitzförmigen, sechseckigen oder dekorativen Löchern wählen. Jede Form hat ihre Vorteile:
- Runde Löcher sind nützlich und kostengünstig, gut geeignet für Heizungs-, Lüftungs- und Klimatechnik sowie für Bauarbeiten.
- Quadratische Löcher sind robust und gut durchsichtig, ideal für die Sicherheit.
- Schlitze ermöglichen den Materialfluss in eine Richtung und eignen sich daher perfekt zum Sortieren von Materialien.
- Sechseckige Muster verteilen die Spannung, daher sind sie stark, aber leicht.
- Ausgefallene und individuelle Muster sehen schön aus und funktionieren trotzdem gut.
Auch die Anordnung des Musters ist wichtig. Gerade Linien wirken gleichmäßig, während versetzte Muster stabiler sind und mehr Luft durchlassen. Achten Sie auf ein ausgewogenes Verhältnis von Lochgröße, Lochabstand und offener Fläche, um die richtige Luftzirkulation, Stabilität und Optik zu erzielen. Eine größere offene Fläche lässt zwar mehr Luft durch, kann aber die Stabilität beeinträchtigen. Die Materialstärke sollte zum Muster passen, um Qualität und Festigkeit zu gewährleisten.
Anpassungsbedarf
Für viele Anwendungen werden maßgefertigte Perforationsklingen benötigt, um spezielle Anforderungen zu erfüllen. Sie können Klingenmaterialien, -formen und Zahnformen entsprechend Ihren Bedürfnissen auswählen. Die folgende Tabelle zeigt gängige Anpassungsmöglichkeiten:
| Anpassungsaspekt | Details / Beispiele |
|---|---|
| Klingenmaterialien | Zur Auswahl stehen unter anderem Stahl 52100, Vollhartmetall und andere Spezialstähle. |
| Klingendesigns | Wählen Sie aus Rundklingen, Trennklingen und mehr. |
| Zahnkonfigurationen | Wählen Sie zwischen High-Low-V-Style, Standard-V-Style, Scalloped-Style, Pin-Style oder Slant Tooth. |
| Schnitt- und Bindemaße | Ändern Sie die Schnittlänge und den Abstand zwischen den Schnitten, um das Abreißen und die Handhabung zu erleichtern. |
| Anwendungen | Wird in der Verpackungsindustrie, bei Papier-, Lebensmittel- und Medizinverpackungen verwendet. |
| Funktionale Zwecke | Für einfaches Öffnen, Luftzirkulation, Sicherheitsdichtungen und einfaches Aufreißen. |
| Anpassungstreiber | Abhängig von Material, Lochmuster und Auftragsart. |
| Vorteile des Klingenmaterials | Vollhartmetall eignet sich gut für lange Arbeiten; 52100-Stahl ist stark und hart. |
| Schneidemethoden | Guillotine, Swing-Schnitt und andere Schnitttechniken. |
| Vorteile des Zahndesigns | Tiefe und hoch-niedrige Zähne erleichtern das Schneiden und verringern die Belastung des Materials. |
Sie können alte Klingen durch Reverse Engineering optimieren lassen. Dadurch schneiden Ihre Klingen sauberer, lassen sich leichter abreißen und halten länger. Maßgefertigte Klingen helfen Ihnen, strenge Vorschriften zu erfüllen und Ihre Arbeit zu beschleunigen.
Tipp: Prüfen Sie vor der Auswahl eines Perforierblatts immer Ihr Material, das gewünschte Lochmuster und eventuelle Sonderanforderungen. Das richtige Blatt sorgt für bessere Ergebnisse und weniger Probleme.
Wartung
Verschleiß und Austausch
Beim Einsatz von Lochmessern in Fabriken können Verschleiß und Austauschprobleme auftreten. Eine stumpfe oder abgenutzte Schneide schneidet nicht mehr sauber und die Löcher werden ungleichmäßig. Beschädigte oder verbogene Klingen können laute Geräusche oder Vibrationen verursachen und Maschinen beschädigen. Kerben, Ausbrüche oder Risse bedeuten, dass die Klinge nicht mehr sicher verwendet werden darf. Mit stumpfen Klingen müssen Maschinen mehr leisten und Energie verbrauchen. Verklemmende oder überhitzte Klingen können die Arbeit häufig unterbrechen. Raue Kanten oder längere Schnittzeiten deuten darauf hin, dass die Klingen repariert oder ausgetauscht werden müssen. Beschädigte Klingen können sogar brechen und Sicherheitsrisiken bergen.
Tabelle mit häufigen Verschleiß- und Austauschproblemen
| Ausgabe | Auswirkungen auf die Leistung |
|---|---|
| Stumpfe Kanten | Schlechte Schnitte, ungleichmäßige Perforation |
| Abgebrochene oder verbogene Klingen | Vibrationen, Lärm, Maschinenbelastung |
| Sichtbare Risse oder Kerben | Klingenintegrität beeinträchtigt |
| Erhöhter Energieverbrauch | Höhere Betriebskosten |
| Häufige Ausfallzeiten | Geringere Produktivität |
| Uneinheitliche Schnittqualität | Raue Kanten, unebene Oberflächen |
| Überhitzungsgeräte | Sicherheitsrisiken, Beschädigung der Klinge |
Überprüfen Sie Ihre Lochmesser regelmäßig. Tauschen Sie sie aus, wenn Sie eines dieser Probleme feststellen. Das trägt zu sicheren und reibungslosen Arbeitsabläufen bei.
Fehlerbehebung
Die Fehlersuche hilft Ihnen, Probleme mit Perforationsmessern schnell zu beheben. Überprüfen Sie zunächst den Messerdruck, um Beschädigungen am Material zu vermeiden. Kontrollieren Sie alle beweglichen Teile auf Spiel. Wackeln kann zu unsauberen Löchern führen. Schärfen oder tauschen Sie die Gegenmesser aus, um die Klingen scharf zu halten. Reinigen Sie die Maschinenteile regelmäßig, damit alles reibungslos funktioniert. Verwenden Sie bei Bedarf einwandfreie Ersatzteile. Testen Sie die gestanzten Löcher auf ihre Qualität. Notieren Sie sich die Einstellungen Ihrer Maschine, damit Sie diese beim nächsten Mal wieder genau reproduzieren können.
Befolgen Sie diese Schritte, um Probleme zu beheben:
- Prüfen Sie den Klingendruck und ändern Sie ihn gegebenenfalls.
- Achten Sie auf Wackeln oder Teile, die nicht passgenau sind.
- Schärfen oder ersetzen Sie die Küchenmesser, sobald sie stumpf werden.
- Walzen, Riemen und Maschinenteile regelmäßig reinigen.
- Verwenden Sie für Ersatzteile ausschließlich hochwertige, zertifizierte Teile.
- Prüfen Sie die Löcher, um sicherzustellen, dass sie gleichmäßig und korrekt sind.
- Notieren Sie sich, was funktioniert, um es später erneut verwenden zu können.
- Achten Sie darauf, dass sich Walzen und Materialzufuhr synchron bewegen.
- Die Materialvorschubgeschwindigkeit muss konstant bleiben.
- Ändern Sie den Walzendruck und die Spannung, um ein Verrutschen oder Dehnen zu verhindern.
Ungleichmäßige Löcher lassen sich vermeiden, indem Sie Ihre Maschine sauber halten und korrekt ausrichten. Durch regelmäßige Fehlerbehebung bleiben Ihre Sägeblätter in einwandfreiem Zustand und lange Ausfallzeiten werden verhindert.
Vorsorge
Vorbeugende Pflege verlängert die Lebensdauer Ihrer Perforationsmesser und sorgt für bessere Schnittergebnisse. Planen Sie regelmäßige Kontrollen und Wartungsarbeiten an Ihren Messern ein. Reinigen Sie Messer und Maschinenteile, um Ablagerungen zu vermeiden. Ölen Sie bewegliche Teile, um Reibung und Verschleiß zu reduzieren. Tauschen Sie die Messer aus, bevor sie stumpf oder gebrochen sind. Überprüfen Sie den Zustand der Messer mithilfe von Sensoren oder durch Sichtprüfung. Schulen Sie Ihre Mitarbeiter darin, ungleichmäßige Löcher oder Messerverschleiß zu erkennen.
Nanjing Metal sorgt mit strengen Qualitätskontrollen für die optimale Funktion Ihrer Klingen. Dabei werden sowohl die ersten Klingen als auch neue Materialien und die Klingen während und nach der Fertigung geprüft. Spezielle Wärmebehandlungen und Kaltverfahren machen die Klingen robuster und langlebiger. ISO-Zertifizierung Das bedeutet, dass Sie jedes Mal die gleiche gute Qualität erhalten.
Tipp: Regelmäßige Pflege und schnelle Problembehebung sorgen für optimale Leistung Ihrer Perforationsmesser. So bleiben Ihre Produkte in einwandfreiem Zustand, lange Ausfallzeiten werden vermieden und Ihre Arbeit wird sicherer.
Bewährte Methoden
Auswahlkriterien
Bei der Auswahl von Lochmessern gibt es einige wichtige Punkte zu beachten. Die Klingen sollten zum Material und zum jeweiligen Projekt passen. Das sorgt für saubere Schnitte, verlängert die Lebensdauer der Klingen und gewährleistet einen sicheren Stand. Achten Sie auf den Klingentyp, das Material, die Schneidenform, eventuelle Beschichtungen, die Erfahrung des Herstellers und ob Qualitätskontrollen durchgeführt werden.
| Aspekt | Wichtige Überlegungen |
|---|---|
| Klingentyp | Perforationsmesser sind spezielle Klingen, die Löcher in Materialien stechen und immer wieder geschnitten werden können. |
| Klingenmaterialien | Sie benötigen Klingen, die hart, aber nicht zu bruchempfindlich sind. Geeignete Materialien sind beispielsweise Hartmetall, Kohlenstoffstahl, Edelstahl, Werkzeugstahl und Keramik. |
| Kantendesign | Wählen Sie die benötigte Schneidenform: gerade, gezahnt, gewellt, abgeschrägt oder geriffelt. Die richtige Schneidenform beschleunigt Ihr Arbeiten. |
| Beschichtungen | Verwenden Sie Beschichtungen wie Titannitrid, Teflon, Hartchrom, DLC oder PTFE, um die Klingen vor Anhaften, Rost und Verschleiß zu schützen. |
| Herstellerkompetenz | Wählen Sie Hersteller, die sich mit Verpackungen, Textilien und Lebensmitteln auskennen. Sie helfen Ihnen, die beste Klinge auszuwählen. |
| Qualitätssicherung | Gute Hersteller prüfen ihre Klingen sorgfältig, damit sie lange halten und einwandfrei funktionieren. |
Tipp: Verwenden Sie immer Lochmesser, die für Ihr Material und Ihren Auftrag geeignet sind. So vermeiden Sie Probleme und sorgen für einen reibungslosen Arbeitsablauf.
Kurzübersicht
Anhand dieser Schritte können Sie Ihre Lochmesser auswählen und pflegen. Diese Anleitung hilft Ihnen, die optimale Funktion Ihrer Klingen zu erhalten und stets gleichbleibend gute Ergebnisse zu erzielen.
- Überprüfen Sie die Klingen regelmäßig auf Rost, Risse, Absplitterungen oder stumpfe Stellen. Verwenden Sie eine Lupe und helles Licht, um dies besser zu erkennen.
- Erstellen Sie einen Plan zur Überprüfung der Klingen. Tun Sie dies täglich, wöchentlich oder monatlich, je nachdem, wie häufig Sie sie benutzen. Reinigen Sie die Klingen nach jedem Gebrauch, um Rost und Schmutz zu entfernen.
- Wenn die Schnitte ungleichmäßig aussehen, überprüfen Sie die Schneidkanten, die Schnitttiefe, die Schnittkraft, die Geschwindigkeit und die Klingenform. Stellen Sie sicher, dass die Klinge zu Ihrem Material passt.
- Führen Sie Probeschnitte durch und prüfen Sie mithilfe von Werkzeugen, ob die Schnitte gleichmäßig sind. Wiederholen Sie die Tests zur Sicherheit.
- Weisen Sie die Arbeiter in die Reinigung, Sicherheitsprüfung, das Ölen und die Einstellung der Klingen ein. Eine gute Schulung beugt Problemen vor und verlängert die Lebensdauer der Klingen.
- Besorgen Sie sich neue oder maßgefertigte Sägeblätter, wenn Sie präzisere Schnitte benötigen oder eine längere Lebensdauer wünschen. Maßgefertigte Sägeblätter sind ideal für neue Aufgaben.
- Notieren Sie sich Ihre Arbeitsschritte und verwenden Sie Checklisten für die Pflege und die Behebung von Problemen. So behalten Sie jeden Schritt im Blick und vergessen nichts.
Hinweis: Wenn Sie diese bewährten Methoden zum Perforieren von Klingenmessern befolgen, erzielen Sie bessere Schnittergebnisse, verlängern die Lebensdauer der Klingen und reduzieren Arbeitsunterbrechungen. Sie erhalten optimale Ergebnisse und arbeiten reibungslos.
Um mit der Geometrie des Perforationsmessers optimale Ergebnisse zu erzielen, sollten Sie Folgendes beachten:
- Wählen Sie eine Klingenstärke und -steifigkeit, die zu Ihrem Material passt. Das hilft Ihnen, mit der richtigen Geschwindigkeit zu schneiden und weniger Material zu verwerfen.
- Verwenden Sie für Ihre Arbeit Klingenmaterialien wie Hartmetall, Edelstahl oder Werkzeugstahl.
- Wählen Sie die richtige Zahngröße und -form für saubere Löcher und einfaches Abreißen.
- Verwenden Sie beschichtete Klingen, damit diese länger scharf bleiben und längere Pausen vermieden werden.
- Testen und ändern Sie die Messereinstellungen, bevor Sie viele Schnitte ausführen.
- Entwerfen Sie Klingen, die zu Ihren Maschinen und Materialien passen.
- Beobachten Sie die Funktionsweise der Klingen und nehmen Sie gegebenenfalls Anpassungen vor.
Wenn Sie Ihre Klingen pflegen und sinnvolle Anpassungen vornehmen, bleiben Ihre Schnitte sauber und Ihre Arbeit verläuft reibungslos. Falls Sie Hilfe oder spezielle Klingen benötigen, wenden Sie sich an Die Vertriebsingenieure von Nanjing Metal.
Häufig gestellte Fragen
Welche Geometrie hat ein Perforationsmesser?
Die Geometrie eines Perforationsmessers umfasst dessen Form, Winkel, Dicke und Zahnprofil. Diese Geometrie beeinflusst den Schnittvorgang, die Sauberkeit der Löcher und die Standzeit des Messers.
Wie wähle ich die richtige Perforationsklingengeometrie für mein Material aus?
Passen Sie Schneidwinkel, Zahnprofil und Dicke des Sägeblatts an Ihr Material an. Verwenden Sie spitzere Winkel und feine Zähne für weiche Materialien. Wählen Sie dickere Sägeblätter und robustere Zahnprofile für harte Materialien.
Warum spielt das Klingenmaterial bei Lochmessern eine Rolle?
Das Material der Klinge bestimmt ihre Festigkeit und Zähigkeit. Es beeinflusst auch ihre Lebensdauer und die Schnittmöglichkeiten. Edelstahl verhindert Rost. Hartmetall bietet bei harten Arbeiten eine längere Lebensdauer.
Wie oft sollte ich meine Lochmesser austauschen oder schärfen?
Überprüfen Sie Ihre Klingen regelmäßig. Tauschen Sie sie aus oder schärfen Sie sie, wenn sie stumpf werden, unsaubere Schnitte erzeugen oder mehr Kraftaufwand erfordern. Durch die regelmäßige Überprüfung der Klingen erzielen Sie saubere Schnitte und vermeiden lange Pausen.
Kann ich eine kundenspezifische Perforationsklingengeometrie für spezielle Anwendungen erhalten?
Ja, Sie können bei Nanjing Metal eine individuelle Sägeblattgeometrie anfragen. Sie wählen Form, Zahnteilung und Material. Maßgefertigte Sägeblätter helfen Ihnen, spezielle Schneidprobleme zu lösen und schneller zu arbeiten.
Welche Wartungsmaßnahmen gewährleisten die optimale Leistung von Lochmessern?
Reinigen Sie die Klingen nach Gebrauch. Achten Sie auf Ausbrüche oder stumpfe Stellen. Ölen Sie bewegliche Teile. Wechseln Sie abgenutzte Klingen umgehend aus. Regelmäßige Pflege sorgt für saubere Schnitte und verlängert die Lebensdauer der Klingen.
Wie beeinflusst die Geometrie der Perforationsklinge die Produktionsgeschwindigkeit?
Eine optimierte Sägeblattgeometrie reduziert Schnittkraft und Wärmeentwicklung. Sie arbeiten schneller, erzielen sauberere Schnitte und haben weniger Unterbrechungen. Die richtige Geometrie trägt zu gleichmäßigem Arbeiten und gleichbleibend hoher Qualität bei.
Siehe auch
Warum Verpackungsperforationsmesser in der Verpackungsindustrie weit verbreitet sind