
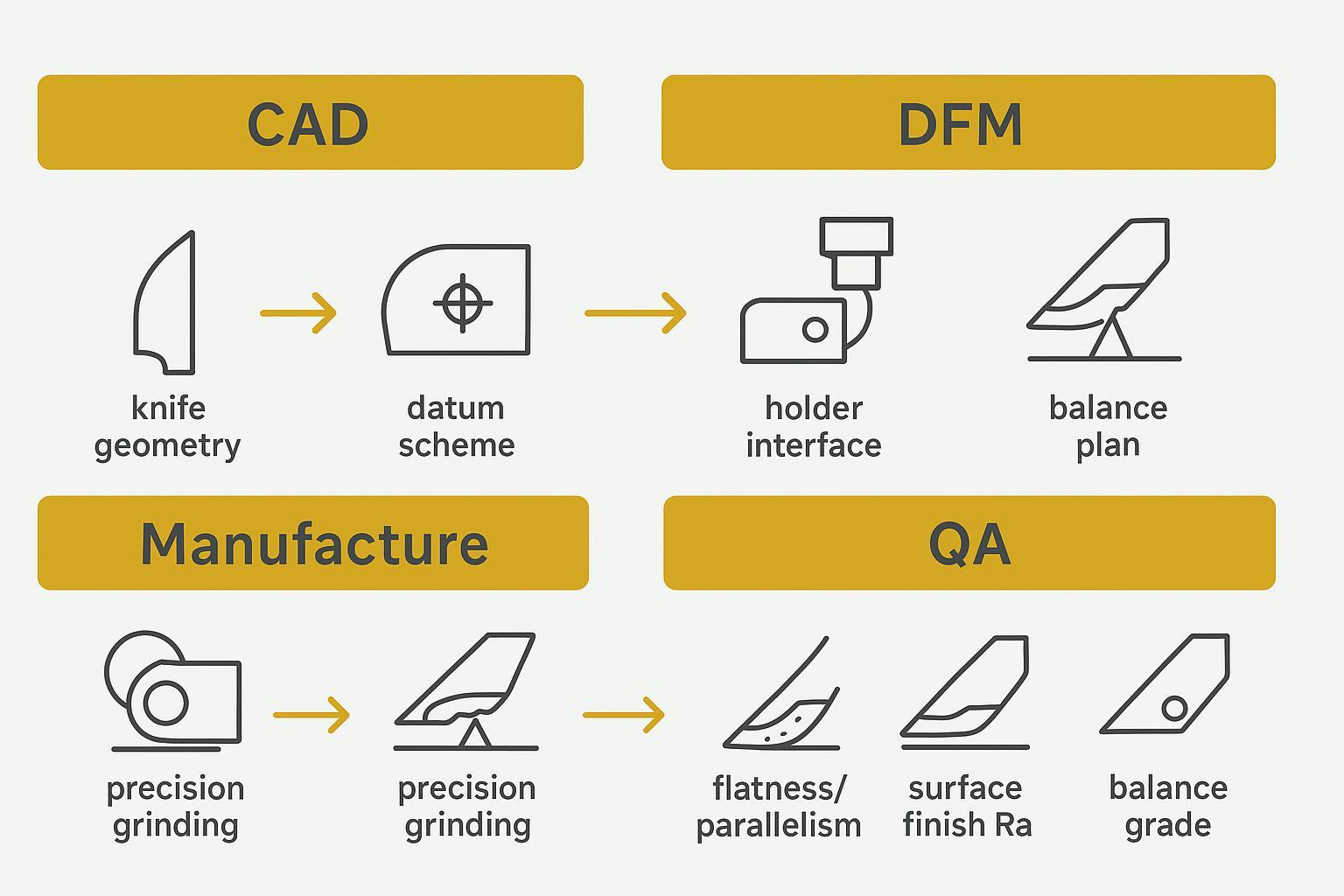
لا تصبح شفرات آلات التكوير المخصصة للقطع تحت الماء (حلقة الماء/سطح القالب) جاهزة للإنتاج صدفةً، بل من خلال سلسلة منهجية دقيقة: من التصميم بمساعدة الحاسوب (CAD) إلى تطبيق التصميم للتصنيع (DFM) وصولاً إلى التصنيع الخاضع للرقابة، ثم ضمان الجودة القابل للتدقيق، وأخيراً التحقق من التشغيل التجريبي على خط الإنتاج. في هذا الدليل، ستتعرف على كيفية تضافر الهندسة والمواد والطحن الدقيق والتوثيق لتقليل وقت التشغيل التجريبي وإطالة عمر الخدمة، وهما عاملان أساسيان يساهمان بشكل مباشر في زيادة وقت التشغيل وتقليل التوقفات غير المخطط لها.
ستتعلم:
- ما الذي يجب تصويره في برنامج التصميم بمساعدة الحاسوب (CAD) حتى تقطع السكين بشكل نظيف عند سطح القالب.
- كيفية ترجمة الرسومات إلى DFM مع الحفاظ على سلامة الحواف والتوافق.
- ما هي المواد وطرق الربط والطلاءات المناسبة لإعادة تدوير البولي إيثيلين/البولي بروبيلين المملوء؟
- القياسات المهمة: التسطيح، والتوازي، وعرض حافة الأرض، وتشطيب السطح، والتوازن.
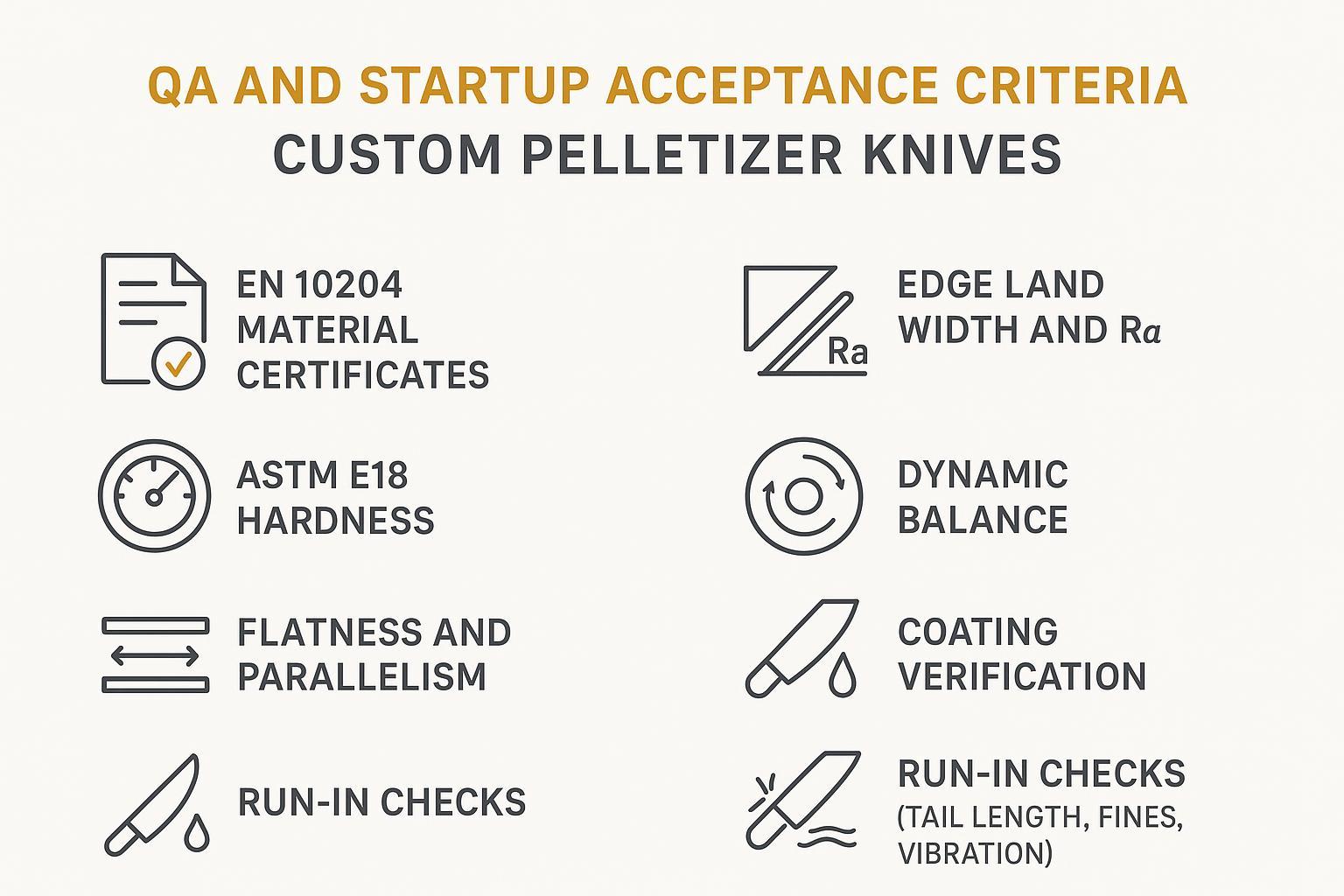
- ما الذي يجب تضمينه في حزمة ضمان الجودة وكيفية إثبات الجاهزية عند بدء التشغيل.
وهذا يساعد فرق المصنع والإنتاج والصيانة والمشتريات الذين يحتاجون إلى حبيبات يمكن التنبؤ بها، وعدد أقل من المخلفات والشوائب، وشفرات تستقر بسرعة وتبقى ضمن المواصفات لفترة أطول.
أهم النقاط
- إعطاء الأولوية لوقت التشغيل: تصميم السكاكين والتحقق منها لتقليل وقت التشغيل الأولي وتمديد الفترات الزمنية بين عمليات التغيير.
- ربط المواصفات بالقياس: تحديد التسطيح، والتوازي، وعرض حافة الأرض، وتشطيب السطح (Ra)، والموازنة باستخدام طرق قابلة للتتبع.
- تثبيت القص عند وجه القالب: الحفاظ على هندسة اتصال موحدة وقوة زنبركية/قوة مضبوطة بحيث يكون سلوك السكين بالنسبة للقالب متسقًا.
- اختر المواد والطلاءات حسب الاستخدام: قم بمطابقة الفولاذ الأساسي أو الكربيد والطبقات العلوية مع خصائص الحرارة والتآكل للمواد المعاد تدويرها/المملوءة من البولي إيثيلين/البولي بروبيلين.
- يتطلب الأمر حزمة ضمان جودة كاملة: شهادات المواد، والصلابة، وفحوصات الطلاء، وتقارير الأبعاد/التوازن، بالإضافة إلى قائمة فحص التشغيل.
- تحقق من ذلك على خط الإنتاج الخاص بك: استخدم معايير القبول (الشوائب، والشوائب الدقيقة، والاهتزاز) للتأكد من جاهزية الإنتاج قبل التشغيل على نطاق واسع.
أساسيات التحويل من التصميم بمساعدة الحاسوب إلى التصميم للتصنيع تحت الماء

أساسيات الهندسة التي تعمل على تثبيت القص عند سطح القالب
يعتمد القص النظيف والمتكرر على سطح القالب على هندسة متسقة عبر مجموعة السكاكين بأكملها. في برنامج التصميم بمساعدة الحاسوب (CAD)، حدد مخططًا مرجعيًا واضحًا لتجنب أي لبس في مراجع التجليخ لاحقًا. سجّل هندسة حافة القطع (زاوية الميل الكلية/الخلوص و"سطح الحافة" الجزئي) كميزات منفصلة قابلة للفحص. حافظ على استقامة حافة القطع وتسطيحها مرتبطين بسطح مرجعي أساسي لضمان تلامس منتظم بين السكين والقالب عند تحميل أداة القطع.
نظرًا لاختلاف الأهداف الرقمية العامة والخاصة بالشركات المصنعة الأصلية، تعامل مع الأمثلة الرقمية كأمثلة نموذجية وركز على المنهجية. حدد التسطيح والتوازي كضوابط هندسية (وفقًا لمعايير ASME Y14.5 / ISO 1101) مرتبطة بنقاط مرجعية وظيفية. يتيح لك ذلك التحقق من استقرار السكين وحركتها بشكل متساوٍ، مما يقلل من النقاط المرتفعة الموضعية التي تسبب التلامس المتقطع والحرارة والتآكل المبكر. يجب أن يكون ملمس السطح (وفقًا لمعايير ASME B46.1 / ISO 21920) عند حافة القطع منخفضًا بما يكفي لتجنب التمزقات الدقيقة والجسيمات الدقيقة.
من الناحية الوظيفية، يتمثل الهدف في واجهة دقيقة ومُحكمة بين السكين والقالب، تحافظ على استقرارها مع تغير الظروف الحرارية. وتساعد الأنظمة التي تُطبق قوة زنبركية ثابتة أو قوة مرنة على القاطع في الحفاظ على سلوك التلامس متسقًا مع تمدد أو انكماش المكونات بتغير درجة الحرارة، مما يدعم إنتاج حبيبات أكثر استقرارًا وتقليل الانحرافات، كما هو موضح في وثائق الشركات المصنعة الأصلية لأنظمة تحبيب المواد تحت الماء من منظور النظام (انظر موجزات MAAG حول الماء المُعتدل وتحبيب المواد تحت الماء لمزيد من المعلومات).
واجهة الحامل، والتوازن، والتجهيز التحديثي
يجب أن يتطابق تصميمك بمساعدة الحاسوب (CAD) مع نظام تحديد موقع الحامل وتثبيته - نمط الثقوب، وأعماق التجويف، والتجاويف، وأي دبابيس أو درجات - حتى لا يؤدي تراكم القطع إلى تحريك الحافة في غير موضعها المقصود. صمم نموذجًا لمركز الكتلة المجمع وحدد التفاوتات المسموح بها، وخطط للموازنة الديناميكية لمجموعة القطع الدوارة. استعن بممارسات الموازنة باستخدام مفاهيم الدرجة ISO 21940-11 (مثلًا، أهداف الفئة G2.5-G6.3 حسب السرعة/الصلابة) وحدد التحقق في مستوى واحد أو مستويين حسب الاقتضاء.
لتحديث أنظمة Gala/MAAG، احرص على تحديد الأبعاد الأساسية التي تحافظ على إزاحات الشركة المصنعة الأصلية ونطاق المسح. قد يؤدي خطأ بسيط في موضع سطح التثبيت إلى خطأ كبير في موضع الحافة عند نصف القطر. تجنب تراكم التفاوتات باستخدام نقاط مرجعية واضحة وضوابط التعامد.
ضبط القوى وعوامل مياه التبريد للتحكم في الذيل
تُقلل قوة الضغط الثابتة على أداة القطع، ضمن النطاق المُصمم للآلة، من الاهتزازات وتكسر الحواف وتكوّن المخلفات. تستخدم العديد من الأنظمة تحت الماء آليات تُحافظ على قوة ثابتة على أداة القطع، ما يُجنّب المشغلين عناء البحث المستمر عن نقطة التلامس. كما يؤثر تدفق مياه التبريد ودرجة حرارتها على المخلفات والجسيمات الدقيقة من خلال التأثير على تصلب الحبيبات ونقلها. تُوضح وثائق MAAG حول أنظمة المياه المُعتدلة كيف يُساهم التدفق ذو الحلقة المغلقة ودرجات الحرارة المُعتدلة في استقرار العملية، ما يُسهم بشكل غير مباشر في الحصول على قطع أنظف وعيوب أقل.
تربط وثائق الشركة المصنعة الأصلية هذه المعايير بالنتائج: دوائر مياه مغلقة تحافظ على نقطة ضبط معتدلة وتضمن تدفقًا كافيًا وموحدًا، مما يُثبّت تصلب الحبيبات ونقلها، ويقلل من المخلفات والشوائب الدقيقة. تم توضيح منطق التحكم هذا في ملخص أنظمة المياه المقسى من MAAG وتم تعزيزه في نظرة عامة على نظام المياه المعتدلة EWT من ECON، والذي يصف تنظيم نقطة ضبط درجة الحرارة وتوزيع التدفق للحفاظ على استقرار ظروف القطع عند وجه القالب.
المواد، والمعالجة الحرارية، والوصلات، والطلاءات

مقارنة بين الفولاذ الأساسي وحواف الكربيد للبولي إيثيلين/البولي بروبيلين المعاد تدويره والمملوء
اختر مادة الحافة المناسبة للغرض المطلوب. يُعدّ الفولاذ D2 معيارًا شائعًا للمواد البلاستيكية الحرارية العامة. في عمليات التشغيل ذات درجات الحرارة العالية أو التي تتعرض لتآكل أكبر، توفر الفولاذات عالية السرعة (مثل M2) أو فولاذات الأدوات عالية الفاناديوم المصنعة بتقنية المساحيق صلابةً محسّنةً عند درجات الحرارة العالية ومقاومةً أفضل للتآكل. في تيارات الإنتاج التي تحتوي على حشوات زجاجية/معدنية أو ملوثات نموذجية للبولي إيثيلين/البولي بروبيلين المعاد تدويره، تحافظ الحواف ذات الرؤوس الكربيدية أو المصنوعة بالكامل من الكربيد على حدة الأدوات لفترة أطول وتساعد على إطالة الفترات بين عمليات تغيير الأدوات. تُبرز منشورات الشركات المصنعة الأصلية والموردين الموثوقين حول أدوات التكوير تحت الماء دور الكربيد في الحالات التي يكون فيها التآكل هو العامل المهيمن.
المعالجة الحرارية بالتفريغ، واللحام بالنحاس، والضغط المتساوي الساخن لزيادة قوة الترابط
تُحافظ المعالجة الحرارية بالتفريغ على نظافة الأسطح وتقلل من الأكسدة، مما يُحسّن التحكم في الأبعاد وجودة الحواف. عند وصل الكربيد بجسم فولاذي، استخدم عمليات لحام معتمدة (في بيئة مفرغة أو مُتحكّم بها) مع اختيار مواد الحشو المناسبة وتصميم الوصلة، وفكّر في استخدام الضغط المتساوي الساخن (HIP) لزيادة كثافة الأسطح البينية أو ركائز المعادن المسحوقة وتحسين متانة الوصلة. توفر مصادر خارجية تشرح اللحام بالتفريغ والضغط المتساوي الساخن الأساس المنطقي للعملية؛ ويجب أن تُراعي إجراءات ضمان الجودة نظافة الوصلة، ومواصفات مواد الحشو، والفحص بعد اللحام.
اختيار الطلاء والطبقة العلوية غير اللاصقة حسب الاستخدام والحرارة
يمكن للطلاءات الصلبة بتقنية الترسيب الفيزيائي للبخار/الترسيب الكيميائي للبخار، مثل طلاء نيتريد التيتانيوم أو الكربون الشبيه بالماس، أن تزيد من صلابة السطح وتقلل الاحتكاك في الأماكن التي قد يؤدي فيها الاستخدام في بيئات كاشطة أو درجات حرارة عالية إلى تسريع التآكل. في تيارات إعادة التدوير اللزجة، يمكن لطبقة علوية غير لاصقة (مثل طلاء PTFE) على الأسطح غير الحساسة أن تقلل من الالتصاق وتسهل التنظيف. اختر طلاءات تتحمل الظروف الحرارية المحيطة ولا تتقشر عند الحواف أثناء التشغيل الأولي.
مثال محايد لسير عمل مخصص مدعوم بضمان الجودة: ماكستور ميتال تدعم الشركة التصنيع وفقًا لرسومات أو عينات العملاء مع خيارات اختيار المواد (مثل فولاذ D2/M2/PM، وتصاميم ذات رؤوس من الكربيد)، ووصلات ملحومة بالتفريغ عبر شركاء، وطلاءات صلبة وغير لاصقة اختيارية، مع سجلات فحص للتسطيح/التوازي، وتشطيب السطح، والصلابة. إفصاح: MAXTOR METAL هو منتجنا. للاطلاع على معلومات أساسية حول التفاوتات وممارسات ضمان الجودة، يُرجى مراجعة موارد MAXTOR على دليل التفاوت المسموح به لشفرات الشفرات الصناعية و أ نظرة عامة على الجودة والتفتيش.
الطحن الدقيق والتحكم في الأبعاد

أهداف التسطيح والتوازي لتحقيق اتصال متسق
يضمن استواء السطح وتوازيه تثبيت أسطح عمل السكين بشكل صحيح، مما يسمح للحافة بمسح القالب بشكل منتظم. حدد الاستواء كعنصر تحكم في الشكل بالنسبة لسطح مرجعي أساسي، والتوازي لمحاذاة الأسطح الثانوية. يمكن التحقق من ذلك باستخدام لوحة جرانيتية ورسم خرائط مؤشر قياس، أو آلات قياس إحداثيات ثلاثية الأبعاد (CMM) جسرية/ذراع (معتمدة وفقًا لمعايير ISO 10360)، أو أنظمة بصرية. نظرًا لندرة البيانات العامة الخاصة بآلات التكوير، تستخدم العديد من المصانع نطاقات "نموذجية" بناءً على الوظيفة ودقة الجهاز؛ والأهم هو تسجيل الطريقة والجهاز ومستوى عدم اليقين في تقرير الفحص. للاطلاع على مفاهيم الاستواء وطرق القياس، راجع كتيبات القياس من مصنعي الأجهزة.
عرض حافة الأرض وتشطيب السطح لتقليل المواد الناعمة
تُعدّ حافة القطع هي البنية المجهرية التي تُثبّت القطع. فإذا كانت واسعة جدًا، ستؤدي إلى الضغط والحرارة؛ وإذا كانت ضيقة جدًا، ستؤدي إلى التكسر وتناثر الجزيئات الدقيقة. لذا، يجب التعامل مع عرض حافة القطع وملمس السطح كخصائص قابلة للفحص. يُمكن قياس عرض حافة القطع وقيمة Ra باستخدام قياسات التضاريس البصرية أو التلامسية. ينبغي أن تُنتج عملية التجليخ حافة قطع حادة ذات قيمة Ra منخفضة، مما يُقلل من التمزقات الدقيقة دون التأثير على قوة القطع. توفر صفحات المعرفة من موردي أدوات القطع حول معايير توليد السطح والتشطيب مبادئ قابلة للتطبيق لتحقيق قيمة Ra منخفضة عند الحواف.
تشير أدلة من مصادر خارجية إلى وجود صلة بين الشكل الهندسي الدقيق للحواف وتكوّن النتوءات/الجسيمات الدقيقة عبر آلية الحراثة مقابل القص نفسها التي نوقشت هنا. في دراسة تجمع بين المحاكاة والتجربة، أدى نصف قطر طرف الأداة الأكبر إلى زيادة النتوءات الخارجة، وذلك لأن كمية أكبر من المادة دُفعت (حُرثت) بدلاً من قصها بشكل نظيف، كما هو موضح في دراسة MDPI لعام 2023 حول تكوين النتوءات في الآلات الدقيقةوبالمثل، عندما يقترب سمك الرقاقة غير المشوهة من نصف قطر الحافة، تسود عملية الحراثة وتزداد النتوءات والخشونة، وفقًا لـ دراسة كوبرنيكوس لعام 2021 حول الطحن الدقيق باستخدام الطحن النهائيعلى الرغم من أن هذه الاختبارات تُجرى على المعادن على المستوى الميكروسكوبي، إلا أن آليات التشوه تُشابه قص البوليمر عند سطح القالب: فالحافة الضيقة والحادة (والتشطيب ذو خشونة سطحية منخفضة Ra) تُحافظ على نظام القص السائد وتُساعد على كبح الجزيئات الدقيقة؛ بينما الحافة العريضة جدًا أو المستديرة تُؤدي إلى زيادة التخريش وتُزيد من توليد الجزيئات الدقيقة. سجّل عرض الحافة وقيمة Ra في خطة الفحص الخاصة بك لضمان التحكم في الهندسة الميكروسكوبية التي تُحكم هذه الآلية من دفعة إلى أخرى.
مخططات الإسناد والتفاوتات المتوافقة مع Gala/MAAG
حدد نقاط مرجعية تُحاكي كيفية تجميع السكين مع الحامل والمحور. استخدم الموضع والتعامد للتحكم في أنماط الثقوب والأسطح التي تُحدد مستوى حركة السكين. أضف متطلبات موازنة لمجموعة القطع الدوارة مع التحقق من مطابقتها للمواصفات وفقًا لمعيار ISO 21940-11، مع الإشارة إلى السرعة وعدد مستويات التصحيح. عند التحديث إلى أنظمة Gala/MAAG، أضف الواجهات والإزاحات الأساسية في الرسم حتى يتمكن قسم التصنيع وقسم فحص الاستلام من التحقق من الملاءمة قبل الشحن.
توثيق ضمان الجودة والتحقق من التشغيل

شهادات المواد، والصلابة، والتحقق من الطلاء
يجب أن تتضمن حزمة ضمان الجودة شهادات المواد (عادةً ما تكون EN 1024 3.1 للمنتجات المعدنية) التي توضح المعالجة الحرارية والتركيب الكيميائي، بالإضافة إلى نتائج قياس الصلابة والإبلاغ عنها وفقًا لمعايير ASTM E18 باستخدام كتل اختبار قابلة للتتبع من قِبل المعهد الوطني للمعايير والتكنولوجيا (NIST). عند استخدام الطلاءات، يجب توثيق نوعها ونطاق سمكها وطريقة التحقق من الالتصاق. في حال وجود وصلات لحام، يجب تدوين مواصفات الحشو وأي فحوصات بصرية/غير متلفة تم إجراؤها.
تقرير فحص الأبعاد باستخدام أدوات قابلة للتتبع
يجب أن يتضمن تقرير الأبعاد قائمةً بكل خاصية مُتحكَّم بها - كالتسطيح، والتوازي، وعرض حافة السطح، ومواقع الثقوب - مع ذكر طريقة القياس، والجهاز المستخدم، وحالة المعايرة. في حال استخدام آلة قياس إحداثيات ثلاثية الأبعاد (CMM)، يجب تضمين مرجع التحقق من الآلة (وفقًا لمعايير ISO 10360)، ونوع المجس، والظروف البيئية. بالنسبة لنسيج السطح، يجب تسجيل معايير قياس خشونة السطح (Ra). يُنصح بتقليل عدد الروابط، مع التأكد من أن التقرير يتضمن تفاصيل كافية تُمكّن مختبرًا آخر من إعادة القياسات.
لتسريع عملية التبني وجعل الحزمة قابلة للتنفيذ الفوري، أضف موارد قابلة لإعادة الاستخدام: قائمة تدقيق فحص ضمان الجودة مع التحكم في الإصدارات، ونموذج تقرير فحص الأبعاد (CSV/PDF) يعكسان الميزات المذكورة أعلاه. يمكنك الوصول إلى نماذجنا المنزلية والاطلاع على كيفية التحقق من الصلابة (ASTM E18)، وملمس السطح (Ra)، وإمكانية التتبع باستخدام آلة قياس الإحداثيات ثلاثية الأبعاد (CMM) في نظرة عامة على الجودة والتفتيش.
قائمة التحقق من التشغيل ومعايير القبول عند بدء التشغيل
قبل بدء الإنتاج بكامل طاقته، تأكد من جاهزية خط الإنتاج من خلال تشغيل تجريبي منظم. تحقق من تلامس السكين مع القالب، وكفاءة آلية قوة القطع، وضبط نظام المياه (التدفق ودرجة الحرارة) وفقًا لإجراءات التشغيل الخاصة بالماكينة. خذ عينات من الحبيبات لتحليل توزيع طول الذيل ونسبة المواد الناعمة بعد فترة استقرار قصيرة؛ وسجل الاهتزازات عند غلاف القطع كمؤشر على التوازن والملاءمة. حدد معايير قبول تتناسب مع منتجك وتوقعات عملائك (مثل: وجود الذيل ضمن نطاق محدد من الأجزاء في المليون أو النسبة المئوية، ونسبة المواد الناعمة أقل من حد معين)، وسجل النتائج في تقرير بدء التشغيل.
أنماط الأعطال وإجراءات التشغيل القياسية الوقائية
تشكيل أخاديد في لوحة القالب وتسريع تخفيف التآكل
قد يؤدي الاحتكاك المستمر للسكين تحت ضغط موضعي عالٍ إلى حدوث أخاديد في صفيحة القالب، مما يُقلل من جودة القطع ويُسبب ارتفاع درجة الحرارة وظهور نتوءات. وللحد من ذلك، يُنصح بضمان هندسة تلامس منتظمة، والتحقق من آليات قوة القطع، وإعادة تسوية أسطح القالب وفقًا لجدول زمني مرتبط بالتآكل الملحوظ. كما تُشير منشورات الشركات المصنعة الأصلية لأنظمة التكوير تحت الماء إلى أهمية التدابير الوقائية والطلاءات على أسطح القالب؛ لذا يُنصح باستخدامها عند الحاجة ومراقبة عمق الأخاديد أثناء التوقفات المخطط لها.
التحكم في تشقق الحواف والاهتزاز وتراكم التفاوتات
يشير تشقق الحواف عادةً إلى عدم استقرار نمط التلامس أو اهتزاز ناتج عن عدم التوازن أو عدم التطابق. تحكم في التراكم باستخدام بيانات مرجعية دقيقة، وتحقق من التوازن الديناميكي للمجموعة الدوارة، وافحص مواقع الثقوب وأسطح التثبيت. إذا لاحظت اهتزازًا أو ضوضاء متزايدة في الغلاف، فاعتبرها مؤشرًا مبكرًا وقم بتصحيحها قبل أن تتلف الحواف.
التحكم في تراكم الراتنج في تيارات إعادة التدوير اللزجة
بالنسبة للتيارات المعاد تدويرها الأكثر لزوجة، احرص على منع الالتصاق على أسطح الشفرات غير الحساسة باستخدام طبقة علوية مناسبة مانعة للالتصاق، وحافظ على درجة حرارة الماء وتدفقه ضمن النطاق الموصى به للجهاز. ضع إجراءً تشغيليًا قياسيًا للتنظيف يزيل التراكمات دون تقريب حواف الشفرات؛ وتحقق من ذلك بفحص بصري سريع قبل إعادة التشغيل.
دراسة حالة مصغرة (تجربة ميدانية مجهولة المصدر): اختبرت شركة لإعادة تدوير البلاستيك في أمريكا الشمالية، تستخدم مُحَبِّبًا تحت الماء متوافقًا مع نظام Gala، ترقيةً في التفاوتات والمواد (ضوابط أكثر دقةً للتسطيح والتوازي، وحواف ذات رؤوس من الكربيد، وإجراءات تشغيل قياسية مُدققة). الوضع الأساسي: فترة تشغيل من 6 إلى 8 ساعات، وتغييرات كل 72 ساعة، ونسبة مخلفات/غبار حوالي 1.8% بالوزن، وذروة اهتزاز الهيكل حوالي 4.5 مم/ث. بعد التطبيق (تجربة لمدة 6 أسابيع): انخفضت فترة التشغيل إلى 1-2 ساعة، وامتدت فترات التغيير إلى 160 ساعة، وانخفضت نسبة المخلفات/الغبار إلى حوالي 0.5%، وانخفضت ذروة الاهتزاز إلى حوالي 2.0 مم/ث. طلب العميل تقارير مجهولة المصدر؛ البيانات المعروضة مأخوذة من سجلات إنتاج مُدققة من قِبل المورد.
خاتمة
لا يتعلق الأمر بتحديد مواصفات سكاكين التكوير المخصصة والتحقق من صحتها بالتخمين، بل بترجمة تصميمات CAD إلى حافة قابلة للتصنيع، والحفاظ على استواء وتوازي ودقة الأبعاد الدقيقة من خلال عملية طحن دقيقة، وإثبات ذلك من خلال ضمان الجودة القابل للتتبع، ثم التأكد من تشغيل المجموعة بسلاسة على خط الإنتاج. عند دمج هذه الخطوات معًا، تتقلص أوقات التشغيل التجريبي وتطول فترات تغيير الشفرات، مما يزيد من وقت التشغيل ويقلل من التوقفات غير المخطط لها.
الخطوات التالية: تثبيت نظام الإسناد وطرق القياس على الرسم؛ توحيد حزمة ضمان الجودة المطلوبة من أي مورد؛ التحقق من الأبعاد الحرجة للتحديث وفقًا لنظام Gala/MAAG الخاص بك؛ واستخدام قائمة مراجعة بدء التشغيل بمعايير قبول محددة للتحقق من جاهزية الإنتاج. لمزيد من المعلومات حول التفاوتات وممارسات الفحص في تصنيع الشفرات، راجع الموارد الداخلية المذكورة أعلاه ووثائق الشركة المصنعة الأصلية/النظام المتعلقة بتكوير الرقائق تحت الماء وأنظمة المياه المُقسّاة.
المراجع ومصادر القراءة الإضافية (مختارات وصفية):
- يمكن الاطلاع على سياق أنظمة الشركات المصنعة الأصلية المتعلقة بتكوير الحبيبات تحت الماء وأنظمة المياه المعتدلة في ملخصات MAAG حول أنظمة التكوير تحت الماء و أنظمة المياه المعتدلة.
- أطر التسامح الهندسي ونسيج السطح: انظر بوابة ASME لعائلات Y14.5 و B46.1 ومؤشر المنظمة الدولية للمعايير (ISO) لـ مواصفات المنتج الهندسي.
- شرح علم القياس للتسطيح والخشونة: شرح تسطيح كيانس; نظرة عامة على خشونة سطح العين من شركة Keyence.
- الموازنة بين الممارسات وسياق الدرجات: آلات موازنة Schenck HM وخلفية من الدرجة ISO 21940-11 عبر مؤشر ISO.
- معايير توثيق ضمان الجودة لشهادات الصلابة والمواد: صلابة روكويل ASTM E18 وأنواع شهادات EN 10204 عبر نظرة عامة على BSI.