
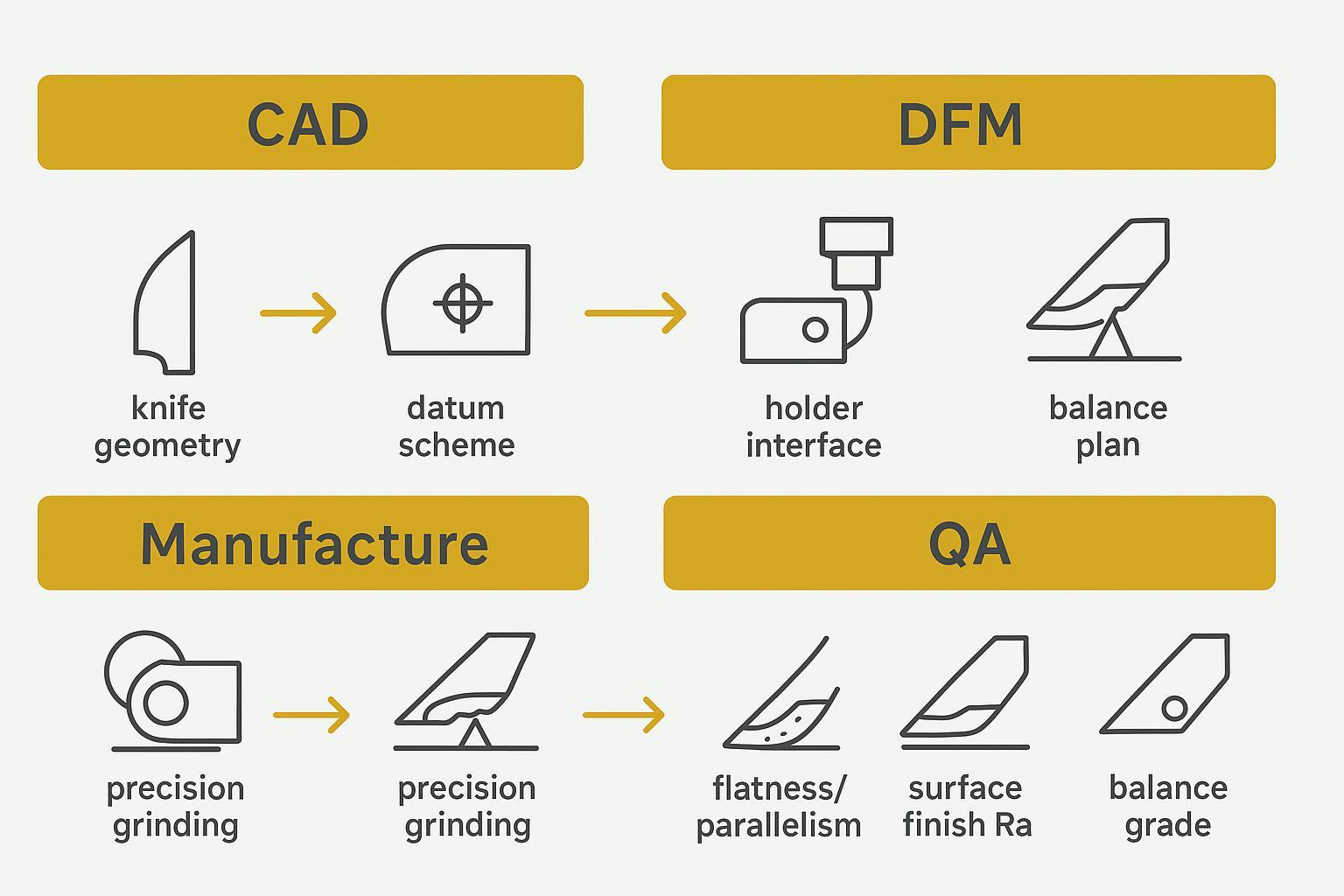
Speziell angefertigte Pelletiermesser für das Unterwasserschneiden (Wasserring-/Düsenflächenschneiden) werden nicht zufällig serienreif. Ihr Weg dorthin führt über eine strukturierte Prozesskette: CAD-Planung → DFM-Umsetzung → kontrollierte Fertigung → auditierbare Qualitätssicherung → Einlaufvalidierung an Ihrer Produktionslinie. In diesem Leitfaden erfahren Sie, wie Geometrie, Materialien, Präzisionsschleifen und Dokumentation zusammenwirken, um die Einlaufzeit zu verkürzen und die Lebensdauer zu verlängern – zwei Hebel, die die Anlagenverfügbarkeit direkt erhöhen und ungeplante Stillstände reduzieren.
Sie werden lernen:
- Was muss in CAD erfasst werden, damit das Messer sauber an der Matrizenfläche abschneidet?.
- Wie man Zeichnungen in DFM umsetzt, wobei die Kantenstabilität und Passgenauigkeit erhalten bleiben.
- Welche Materialien, Verbindungsmethoden und Beschichtungen eignen sich für recyceltes und gefülltes PE/PP?.
- Die relevanten Messkriterien: Ebenheit, Parallelität, Kantenbreite, Oberflächengüte und Auswuchtung.
- Was gehört in das QA-Paket und wie lässt sich die Einsatzbereitschaft beim Start nachweisen?.
Dies hilft den Teams in den Bereichen Anlagenbau, Produktion, Instandhaltung und Einkauf, die auf vorhersehbare Pellets, weniger Abfall und Feinanteile sowie auf Messer angewiesen sind, die sich schnell absetzen und länger innerhalb der Spezifikationen bleiben.
Wichtigste Erkenntnisse
- Priorität hat die Maschinenverfügbarkeit: Messer müssen so konstruiert und geprüft werden, dass die Einlaufzeit verkürzt und die Intervalle zwischen den Umrüstungen verlängert werden.
- Verknüpfen Sie Spezifikationen mit Messungen: Definieren Sie Ebenheit, Parallelität, Kantenbreite, Oberflächengüte (Ra) und Auswuchtung mit nachvollziehbaren Methoden.
- Scherkräfte an der Werkzeugoberfläche stabilisieren: Gleichmäßige Kontaktgeometrie und kontrollierte Federkraft gewährleisten, damit das Verhalten des Messers gegenüber der Matrize konsistent ist.
- Materialien und Beschichtungen nach Einsatzgebiet auswählen: Grundstahl oder Hartmetall und Decklacke auf das Hitze- und Abriebprofil von recyceltem/gefülltem PE/PP abstimmen.
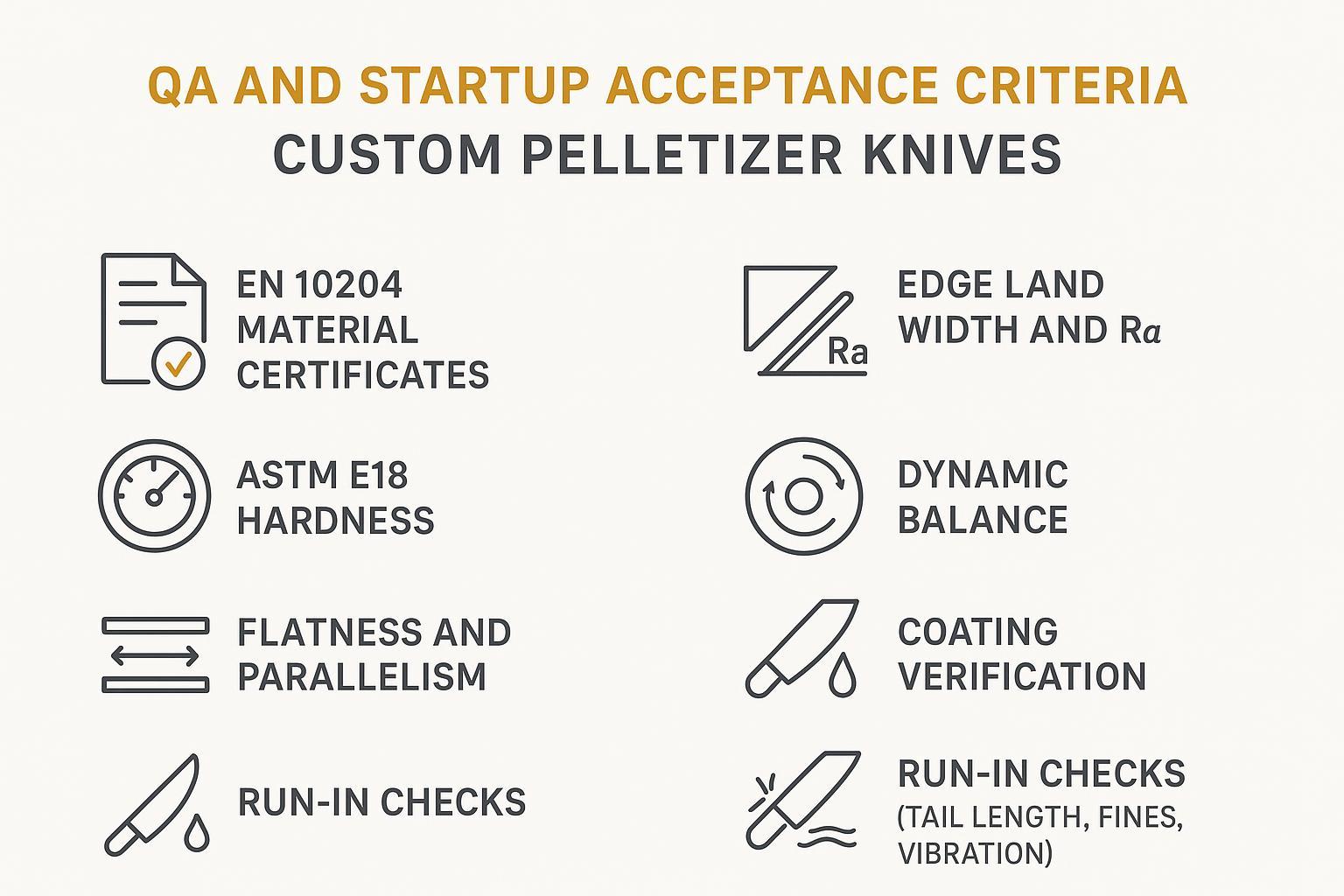
- Sie benötigen ein vollständiges QA-Paket: Materialzertifikate, Härteprüfungen, Beschichtungsprüfungen, Maß-/Wuchtungsberichte sowie eine Einlaufcheckliste.
- Validieren Sie direkt an Ihrer Produktionslinie: Verwenden Sie Akzeptanzkriterien (Rückstände, Feinanteile, Vibrationen), um die Produktionsbereitschaft vor der Serienfertigung zu bestätigen.
Grundlagen der CAD-zu-DFM-Konvertierung für das Unterwasserschneiden

Geometrische Grundlagen zur Stabilisierung der Scherung an der Werkzeugoberfläche
Sauberes, wiederholbares Scheren an der Werkzeugfläche erfordert eine konsistente Geometrie des gesamten Messersatzes. Definieren Sie in CAD ein eindeutiges Bezugssystem, um spätere Schleifreferenzen eindeutig zu gestalten. Erfassen Sie die Geometrie der Arbeitsschneide (Makro-Spanwinkel/Schneidspiel und Mikro-Schneidkante) als separate, prüfbare Merkmale. Stellen Sie sicher, dass die Geradheit und Planarität der Schneide mit einer primären Bezugsfläche korreliert ist, um einen gleichmäßigen Kontakt zwischen Messer und Werkzeug unter Belastung zu gewährleisten.
Da die öffentlichen und OEM-spezifischen numerischen Zielvorgaben variieren, sollten numerische Beispiele als typisch betrachtet und der Fokus auf der Methode gelegt werden. Ebenheit und Parallelität sind als GD&T-Kontrollen (ASME Y14.5 / ISO 1101-Familien) in Verbindung mit funktionalen Bezugspunkten festzulegen. Dadurch lässt sich überprüfen, ob das Messer gleichmäßig aufliegt und überstreicht, wodurch lokale Erhebungen minimiert werden, die zu intermittierendem Kontakt, Wärmeentwicklung und vorzeitigem Verschleiß führen können. Die Oberflächenbeschaffenheit (ASME B46.1 / ISO 21920-Reihe) an der Schneidkante sollte so gering sein, dass Mikrorisse und Feinanteile vermieden werden.
Funktional gesehen ist das Ziel eine minimale, kontrollierte Schnittstelle zwischen Messer und Matrize, die auch bei wechselnden thermischen Bedingungen stabil bleibt. Systeme, die eine konstante Feder- oder Nachgiebigkeitskraft am Schneidwerkzeug ausüben, tragen dazu bei, dass das Kontaktverhalten bei temperaturabhängiger Ausdehnung oder Schrumpfung der Bauteile gleich bleibt. Dies ermöglicht gleichmäßigere Pellets und reduziert Abweichungen, wie OEM-Dokumente zu Unterwassergranulieranlagen aus Systemperspektive beschreiben (siehe dazu die MAAG-Kurzberichte zu Temperierwasser und Unterwassergranulierung).
Halterungsschnittstelle, Auswuchtung und Nachrüstmontage
Ihre CAD-Konstruktion muss mit dem Positionierungs- und Spannsystem des Halters – Lochmuster, Senkbohrungstiefen, Aussparungen und etwaigen Stiften oder Stufen – übereinstimmen, damit sich die Kante beim Materialaufbau nicht an unerwünschten Stellen verschiebt. Modellieren und tolerieren Sie den Massenschwerpunkt der montierten Einheit und planen Sie die dynamische Auswuchtung der rotierenden Schneideinheit. Orientieren Sie sich an den Auswuchtverfahren gemäß ISO 21940-11 (z. B. Klassen G2.5–G6.3 nach Drehzahl/Steifigkeit) und legen Sie gegebenenfalls die Überprüfung in einer oder zwei Ebenen fest.
Für die Nachrüstung in Gala/MAAG-Systeme müssen kritische Maße erfasst werden, die die OEM-Offsets und den Sweep-Bereich beibehalten. Eine geringfügige Abweichung an der Montagefläche kann zu einem großen Kantenpositionsfehler im Radius führen. Vermeiden Sie Toleranzüberschneidungen durch klare Bezugspunkte und Kontrollen der Rechtwinkligkeit.
Einstellkräfte und Kühlwasserfaktoren zur Steuerung der Rückstände
Eine gleichmäßige und innerhalb des vorgesehenen Maschinenbereichs liegende Schneidkraft reduziert Rattern, Kantenausbrüche und Materialrückstände. Viele Unterwassersysteme nutzen Mechanismen, die eine konstante Kraft auf den Schneidkopf ausüben, sodass die Bediener nicht ständig den Kontaktpunkt nachjustieren müssen. Kühlwasserdurchfluss und -temperatur beeinflussen ebenfalls Materialrückstände und Feinanteile, indem sie die Pelletverfestigung und den Transport beeinflussen. Die MAAG-Dokumente zu temperierten Wassersystemen erläutern, wie ein geschlossener Kreislauf und moderate Temperaturen den Prozess stabilisieren und so indirekt zu saubereren Schnitten und weniger Defekten beitragen.
Die OEM-Dokumentation stellt einen Zusammenhang zwischen diesen Parametern und den Ergebnissen her: Geschlossene Wasserkreisläufe, die einen moderierten Sollwert halten und einen ausreichenden, gleichmäßigen Durchfluss gewährleisten, stabilisieren die Pelletverfestigung und den Transport, wodurch Rückstände und Feinanteile reduziert werden. Diese Regelungslogik wird im Folgenden beschrieben. Kurzfassung zu temperierten Wassersystemen von MAAG und verstärkt in Überblick über das EWT-Temperierwassersystem von ECON, das die Temperatur-Sollwertregelung und die Durchflussverteilung beschreibt, um die Schnittbedingungen an der Werkzeugoberfläche konstant zu halten.
Werkstoffe, Wärmebehandlung, Fügen und Beschichtungen

Grundstähle vs. Hartmetallschneiden für recyceltes und gefülltes PE/PP
Das Schneidkantenmaterial sollte der jeweiligen Beanspruchung angepasst werden. D2 ist ein gängiger Standard für Thermoplaste im allgemeinen Einsatz. Bei höheren Temperaturen oder stärkerem Abrieb bieten Schnellarbeitsstähle (z. B. M2) oder PM-Werkzeugstähle mit hohem Vanadiumgehalt eine verbesserte Warmhärte und Verschleißfestigkeit. In Materialströmen mit Glas-/Mineralfüllstoffen oder Verunreinigungen, wie sie typischerweise bei recyceltem PE/PP vorkommen, sorgen Hartmetall- oder Vollhartmetall-Schneidkanten für längere Schärfe und verlängern die Wechselintervalle. Die Literatur von Erstausrüstern und renommierten Zulieferern zu Unterwassergranulierwerkzeugen hebt die Bedeutung von Hartmetall bei hohem Abrieb hervor.
Vakuumwärmebehandlung, Hartlöten und HIP zur Erhöhung der Haftfestigkeit
Die Vakuumwärmebehandlung hält die Oberflächen sauber und reduziert die Oxidation, was die Maßhaltigkeit und Kantenqualität verbessert. Beim Verbinden von Hartmetall mit einem Stahlkörper sollten qualifizierte Lötverfahren (im Vakuum oder unter Schutzgasatmosphäre) mit geeigneter Lötmittelwahl und Nahtgestaltung angewendet werden. Zur Verdichtung der Grenzflächen oder der PM-Substrate und zur Verbesserung der Haftfestigkeit kann Heißisostatisches Pressen (HIP) in Betracht gezogen werden. Informationen zu Vakuumlöten und HIP liefern die Prozessgrundlagen. Ihre Qualitätssicherung sollte die Reinheit der Lötstelle, die Spezifikation des Lötmittels und die Prüfung nach dem Löten umfassen.
Auswahl von Beschichtungen und Antihaft-Deckschichten nach Beanspruchung und Hitze
Harte PVD/CVD-Beschichtungen wie TiN oder DLC erhöhen die Oberflächenhärte und verringern die Reibung, insbesondere dort, wo abrasive oder hochtemperierte Bedingungen den Verschleiß sonst beschleunigen würden. Bei klebrigen Recyclingströmen kann eine Antihaft-Deckschicht (z. B. vom Typ PTFE) auf unkritischen Flächen die Anhaftung reduzieren und die Reinigung erleichtern. Wählen Sie Beschichtungen, die den thermischen Belastungen standhalten und während der Einlaufphase nicht an den Kanten abplatzen.
Ein neutrales Beispiel für einen QA-gestützten, maßgeschneiderten Workflow: MAXTOR METAL Wir unterstützen die Fertigung nach Kundenzeichnungen oder -mustern mit verschiedenen Materialauswahlmöglichkeiten (z. B. D2/M2/PM-Stähle, Hartmetallspitzen), Vakuumlötverbindungen über unsere Partner sowie optionalen Hart- und Antihaftbeschichtungen. Die Lieferung erfolgt inklusive Prüfprotokollen zu Ebenheit/Parallelität, Oberflächenbeschaffenheit und Härte. Hinweis: MAXTOR METAL ist unser Produkt. Weitere Informationen zu Toleranzen und Qualitätssicherungsverfahren finden Sie in den Ressourcen von MAXTOR. Toleranzleitfaden für Industrieklingen und ein Qualitäts- und Inspektionsübersicht.
Präzisionsschleifen und Maßkontrolle

Ziele für Flachheit und Parallelität für einen konsistenten Kontakt
Ebenheit und Parallelität gewährleisten den korrekten Sitz der Arbeitsflächen des Messers, sodass die Schneide gleichmäßig über die Matrize gleitet. Die Ebenheit wird als Formkontrolle relativ zu einer primären Bezugsfläche und die Parallelität zur Ausrichtung sekundärer Flächen spezifiziert. Die Überprüfung kann mittels Granitplatte und Messuhr, Brücken-/Arm-Koordinatenmessgeräten (validiert nach ISO 10360) oder optischen Systemen erfolgen. Da öffentlich zugängliche, herstellerspezifische Werte selten sind, verwenden viele Betriebe “typische” Bereiche, die sich aus der Funktion und der Auflösung des Messgeräts ergeben. Wichtig ist, die Methode, das Messgerät und die Messunsicherheit im Prüfbericht zu dokumentieren. Weiterführende Informationen zu Ebenheitskonzepten und Messmethoden finden Sie in den Einführungen der Messgerätehersteller.
Randbreite und Oberflächenbeschaffenheit für niedrige Feinanteile
Die Schneidkante ist die Mikrogeometrie, die den Schnitt stabilisiert. Ist sie zu breit, entstehen Druck und Hitze; ist sie zu schmal, kommt es zu Ausbrüchen und Feinmaterialverlust. Schneidkantenbreite und Oberflächenstruktur sollten als Prüfmerkmale betrachtet werden. Optische oder taktile Profilometrie ermöglicht die Quantifizierung von Schneidkantenbreite und Oberflächenrauheit (Ra). Das Schleifen sollte eine scharfe Schneidkante mit niedriger Oberflächenrauheit (Ra) erzeugen, die Mikrorisse reduziert, ohne die Schneidleistung zu beeinträchtigen. Informationsseiten von Werkzeugherstellern zu Oberflächenerzeugung und Bearbeitungsparametern liefern übertragbare Prinzipien zur Erzielung niedriger Ra-Werte an Schneidkanten.
Unabhängige Studien belegen einen Zusammenhang zwischen der Mikrogeometrie der Schneidkante und der Bildung von Graten/Feinanteilen über denselben Pflug- versus Schermechanismus, der hier diskutiert wird. In einer kombinierten Simulations- und Experimentstudie führte ein größerer Werkzeugspitzenradius zu vermehrten Austrittsgraten, da mehr Material verdrängt (verdrängt) statt sauber abgeschert wurde, wie in [Referenz einfügen] gezeigt wurde. MDPIs Studie zur Gratbildung bei Micromachines 2023. Ebenso führt die Annäherung der Spandicke an den Kantenradius zu einer Überlagerung, wodurch Grate und Rauheit zunehmen. Copernicus' Studie zum Mikro-Schaftfräsen in den mechanischen Wissenschaften aus dem Jahr 2021. Obwohl diese Prüfungen an Metallen im Mikrobereich durchgeführt werden, lassen sich die Verformungsmechanismen auf die Scherung von Polymeren an der Düsenoberfläche übertragen: Eine schmalere, scharfkantige Führungsfläche (und eine Oberflächenrauheit mit niedrigem Ra-Wert) begünstigt die Scherung und reduziert Feinkornanteile; eine zu breite Führungsfläche oder eine abgerundete Kante begünstigt das Pflügen und erhöht die Feinkornbildung. Dokumentieren Sie die Führungsflächenbreite und den Ra-Wert in Ihrem Prüfplan, um die Mikrogeometrie, die diesen Mechanismus bestimmt, chargenübergreifend zu kontrollieren.
Datumsschemata und Gala/MAAG-kompatible Toleranzen
Definieren Sie Bezugspunkte, die die Montage des Messers an Halterung und Nabe widerspiegeln. Nutzen Sie Position und Rechtwinkligkeit, um Lochmuster und Flächen zu steuern, die die Schnittebene des Messers festlegen. Fügen Sie eine Auswuchtanforderung für die rotierende Schneideinheit mit Nachweis gemäß ISO 21940-11 hinzu und geben Sie dabei die Drehzahl und die Anzahl der Korrekturebenen an. Für die Nachrüstung in Gala/MAAG-Systeme müssen die kritischen Schnittstellen und Versätze in der Zeichnung enthalten sein, damit Fertigung und Wareneingangsprüfung die Passgenauigkeit vor dem Versand überprüfen können.
QA-Dokumentation und Laufzeitvalidierung

Materialzertifikate, Härteprüfung und Beschichtungsprüfung
Ihr Qualitätssicherungspaket sollte Materialzertifikate (üblicherweise EN 1024 3.1 für metallische Produkte) enthalten, die die Schmelze und die chemische Zusammensetzung sowie die Härtewerte gemäß ASTM E18 mit NIST-rückführbaren Prüfblöcken dokumentieren. Bei Verwendung von Beschichtungen sind Art, Schichtdicke und Haftungsprüfungsmethode anzugeben. Bei Lötverbindungen sind die Spezifikationen des Füllstoffs und durchgeführte Sicht- und zerstörungsfreie Prüfungen zu vermerken.
Maßprüfbericht mit rückführbaren Messgeräten
Der Maßbericht sollte alle geprüften Merkmale – Ebenheit, Parallelität, Kantenbreite, Bohrungspositionen – mit Messmethode, Messgerät und Kalibrierungsstatus auflisten. Bei Verwendung eines Koordinatenmessgeräts (KMG) sind die Referenz für die Maschinenverifizierung (ISO 10360-Familien), der Tastkopftyp und die Umgebungsbedingungen anzugeben. Für die Oberflächenrauheit sind die Ra-Messparameter zu erfassen. Die Linkdichte sollte gering gehalten werden, der Bericht jedoch so detailliert sein, dass ein anderes Labor die Messungen wiederholen kann.
Um die Akzeptanz zu beschleunigen und die sofortige Einsatzbereitschaft zu gewährleisten, stellen wir wiederverwendbare Elemente bereit: eine versionskontrollierte Checkliste für die Qualitätssicherung und eine Vorlage für einen Maßprüfbericht (CSV/PDF), die die oben genannten Funktionen widerspiegeln. Sie können auf unsere internen Vorlagen zugreifen und sehen, wie wir Härte (ASTM E18), Oberflächenbeschaffenheit (Ra) und die Rückverfolgbarkeit von Koordinatenmessgeräten überprüfen. Qualitäts- und Inspektionsübersicht.
Checkliste für die Einlaufphase und Akzeptanzkriterien beim Start
Vor der Serienproduktion sollten Sie die Betriebsbereitschaft Ihrer Anlage mit einem strukturierten Einlaufprozess nachweisen. Überprüfen Sie den Kontakt zwischen Messer und Düse, die Funktion des Schneidkraftmechanismus und die Sollwerte des Wassersystems (Durchfluss und Temperatur) gemäß der Maschinenvorgabe. Entnehmen Sie nach einer kurzen Stabilisierungsphase Proben des Pellets, um die Verteilung der Restlänge und den Feinanteil zu bestimmen. Messen Sie die Vibrationen am Schneidgehäuse als Indikator für Auswuchtung und Passung. Definieren Sie Akzeptanzkriterien, die Ihrem Produkt und den Kundenerwartungen entsprechen (z. B. Restlängen innerhalb eines definierten ppm- oder Prozentbereichs, Feinanteil unterhalb eines Schwellenwerts), und dokumentieren Sie die Ergebnisse in einem Anlaufbericht.
Fehlermodi und präventive Standardarbeitsanweisungen
Nutenbildung in der Werkzeugplatte und beschleunigte Verschleißminderung
Dauerhafter Messerkontakt unter hohem lokalem Druck kann Riefen in der Düsenplatte verursachen, die Schnittqualität mindern und zu Hitzeentwicklung und Materialrückständen führen. Dem kann durch eine gleichmäßige Kontaktgeometrie, die Überprüfung der Schneidkraftmechanismen und das regelmäßige Nachbearbeiten der Düsenflächen, abhängig vom beobachteten Verschleiß, entgegengewirkt werden. Die Herstellerdokumentation zu Unterwassergranulieranlagen weist ebenfalls auf Schutzmaßnahmen und Beschichtungen der Düsenflächen hin; diese sollten gegebenenfalls eingesetzt und die Riefentiefe während geplanter Stillstände überwacht werden.
Kantenausbrüche, Vibrationen und Toleranzstapelkontrolle
Absplitterungen an der Kante deuten in der Regel auf ein instabiles Kontaktmuster oder Vibrationen aufgrund von Unwucht oder Passungenauigkeit hin. Kontrollieren Sie die Auflagefläche durch konsequente Verwendung von Bezugspunkten, überprüfen Sie die dynamische Auswuchtung der rotierenden Baugruppe und kontrollieren Sie die Positionen der Bohrungen und die Montageflächen. Wenn Sie zunehmende Vibrationen oder Geräusche am Gehäuse feststellen, sollten Sie dies als Frühindikator betrachten und beheben, bevor die Kante beschädigt wird.
Harzablagerungskontrolle bei klebrigen Recyclingströmen
Bei klebrigeren, recycelten Materialströmen sollte durch eine geeignete Antihaftbeschichtung das Anhaften an nicht kritischen Messerflächen verhindert und Wassertemperatur/-durchfluss innerhalb der empfohlenen Parameter der Maschine gehalten werden. Es ist ein Reinigungsplan (SOP) zu erstellen, der Ablagerungen entfernt, ohne die Kanten zu verrunden; vor dem Neustart ist eine kurze optische Kontrolle durchzuführen.
Mikro-Fallstudie (anonymisierter Feldversuch): Ein nordamerikanischer Kunststoffrecycler, der einen Gala-kompatiblen Unterwassergranulator betreibt, testete eine Verbesserung der Toleranzen und Materialien (verbesserte Kontrollen von Planheit und Parallelität, Hartmetall-bestückte Schneidkanten und verifizierte Standardarbeitsanweisungen für den Einlauf). Ausgangswert: 6–8 Stunden Einlaufzeit, Umrüstungen alle 72 Stunden, Rest-/Feinanteil ca. 1,81 TP7T (Gew.-%) und maximale Gehäusevibrationen ca. 4,5 mm/s. Nach der Implementierung (6-wöchiger Test): Die Einlaufzeit verkürzte sich auf 1–2 Stunden, die Umrüstungsintervalle verlängerten sich auf 160 Stunden, der Rest-/Feinanteil sank auf ca. 0,51 TP7T und die maximale Vibration reduzierte sich auf ca. 2,0 mm/s. Der Kunde wünschte einen anonymisierten Bericht; die dargestellten Daten stammen aus vom Lieferanten verifizierten Produktionsprotokollen.
Fazit
Die Spezifizierung und Validierung von kundenspezifischen Pelletiermessern ist keine Frage des Ratens. Es geht darum, die CAD-Vorgaben in eine fertigungsgerechte Schneide umzusetzen, Ebenheit, Parallelität und Mikrogeometrie durch Präzisionsschleifen zu gewährleisten und dies mit nachvollziehbarer Qualitätssicherung nachzuweisen – und anschließend den reibungslosen Betrieb der Anlage zu bestätigen. Durch die Kombination dieser Schritte verkürzen sich die Einlaufzeiten und verlängern die Umrüstintervalle, was die Anlagenverfügbarkeit erhöht und ungeplante Stillstände reduziert.
Nächste Schritte: Legen Sie Ihr Bezugssystem und Ihre Messmethoden in der Zeichnung fest; standardisieren Sie das von jedem Lieferanten benötigte Qualitätssicherungspaket; bestätigen Sie die für die Nachrüstung kritischen Maße anhand Ihres Gala/MAAG-Systems; und verwenden Sie eine Checkliste mit definierten Akzeptanzkriterien, um die Produktionsbereitschaft zu validieren. Weiterführende Informationen zu Toleranzen und Prüfverfahren in der Rotorblattfertigung finden Sie in den oben genannten internen Ressourcen sowie in OEM-/Systemdokumenten zu Unterwassergranulierung und Temperierwassersystemen.
Referenzen und weiterführende Literatur (ausgewählte, beschreibende Ankerpunkte):
- OEM-Systemkontext zu Unterwassergranulier- und Temperierwassersystemen finden Sie in den MAAG-Kurzberichten zu diesem Thema. Unterwasser-Pelletiersysteme und die Temperierte Wassersysteme.
- Rahmenwerke für geometrische Tolerierung und Oberflächentextur: siehe die ASME-Portal für die Familien Y14.5 und B46.1 und der ISO-Index für geometrische Produktspezifikationen.
- Metrologische Erläuterungen zu Ebenheit und Rauheit: Keyence-Flachheits-Erklärung; Keyence-Übersicht zur optischen Rauheit.
- Ausgewogener Kontext für Praxis und Benotung: Schenck HM Auswuchtmaschinen und Hintergrundinformationen zur ISO 21940-11-Klassifizierung über die ISO-Index.
- QA-Dokumentationsnormen für Härte- und Materialzertifikate: ASTM E18 Rockwell-Härte und EN 10204-Zertifizierungsarten über BSI-Übersicht.