Choosing between strand pelletising and water ring pelletising isn’t just a preference for “wet” or “dry” cutting. It changes what controls pellet quality, what fails first during a disruption, and where your real cost-per-tonne sits (wear parts, drying, changeovers, and scrap).
In UK compounding and recycling—especially when you’re running high-fill, glass fibre, mineral-loaded, or high-recycled-content streams—the wrong selection can show up as fines, tails, unstable throughput, and a maintenance plan that never quite matches reality.
In this guide you’ll learn how material behaviour maps to each process, what “stable throughput” really means day-to-day, how pellet quality levers work (die–knife pairing, gap control, drying), and a practical TCO model you can put straight into a spreadsheet.
This is written for equipment, production, process, and procurement leads who need a clear way to compare options without locking into any specific OEM brand.
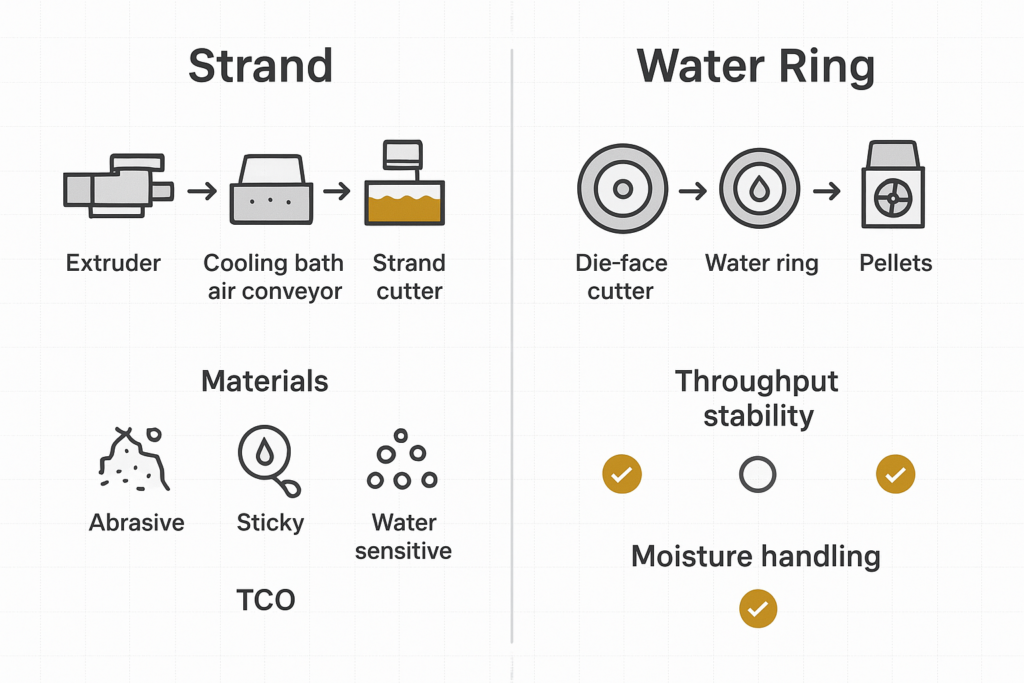
Material fit at a glance
Material fit is where most selection mistakes start. The same line can look “fine” on a data sheet but behave very differently once you add fillers, contamination, or a narrower process window.
Brittle, abrasive, high-fill
Abrasive, brittle, and high-fill compounds tend to punish whatever is closest to the cut.
- Strand pelletising often gives you more ways to manage that wear progressively: you can change how you cool the strand, how you support it into the cutter, and how you maintain knife sharpness without exposing the cut to circulating water at the die face.
- Water ring pelletising can run well on many mainstream materials, but abrasive blends can accelerate edge wear and change the cut behaviour faster than operators expect—especially if the melt filtration allows hard contamination through.
What to watch on abrasive/high-fill:
- micro-chipping on knife edges
- groove formation and “drag marks” on the die face
- rising fines rate over a run, even if pellet length looks “OK” at first glance
Sticky or elastomeric melts
Sticky melts and elastomeric blends are less forgiving when you try to cut too early or cool too aggressively.
- Strand pelletising is usually easier to stabilise for sticky materials because you can tune the strand’s surface condition and stiffness before it hits the cutter. If the strand is still tacky, you’ll see strand-to-strand adhesion and uneven feeding, which is easier to spot and correct upstream.
- Water ring pelletising can struggle if pellets stick in the water ring, smear at the die face, or build up on the cutter. When that happens, you can get rapid shifts in pellet shape and higher cleaning frequency.
A practical check: if your operators often fight “stringing”, smearing, or build-up at the die face, your material may be telling you it wants more controlled solidification before cutting.
Water-sensitive polymers
Some polymers (and many recycled blends) are sensitive to moisture—either because they absorb it, degrade with it, or suffer downstream processing issues when pellets carry moisture.
- Strand pelletising can be configured to minimise water exposure (or manage water contact in a controlled bath with robust drying). That can reduce the risk of moisture carryover into storage and transport.
- Water ring pelletising inherently introduces water at the cut, so your dewatering and drying stage becomes a first-class quality control step, not an afterthought.
If your plant’s quality issues include splay, bubbles, or inconsistent melt behaviour downstream, moisture management in pelletising is often part of the root cause—even when the pelletiser itself looks mechanically “fine”.
Throughput window and stability

Throughput is rarely limited by the nameplate extruder output alone. It’s limited by the most sensitive part of the pelletising chain: strand handling, die-face condition, dewatering/drying capacity, or how quickly you can recover after an interruption.
Start-up behaviour and interruptions
Start-up and interruptions are where differences become obvious.
وفق Plastics Technology’s selection guidelines (2019), strand pelletising can be more labour-intensive at start-up (including strand handling), while die-face systems can offer more automated start/stop behaviour—at the cost of tighter dependence on stable melt conditions.
In practice:
- Strand systems often fail “visibly” first: dropped strands, uneven cooling, or pellet length drift.
- Water ring systems can fail “at the die face” first: build-up, cut inconsistency, or dewatering overload, sometimes with less warning until quality shifts.
نصيحة احترافية: If your line is interruption-prone (screen changes, frequent grade swaps, variable feedstock), weigh “time to recover” more heavily than theoretical peak throughput.
Cooling, drying, and moisture targets
Both systems depend on cooling and drying, but they place the risk in different places.
How to record trial data (so moisture and attrition are comparable):
- Define your sampling point(s): at pelletiser discharge, after dewatering/drying, and after a fixed storage time (e.g., 24 h) if storage performance matters.
- Moisture method: document the method and lab conditions. ASTM D6869 describes determining moisture content in plastics using Karl Fischer techniques (coulometric/volumetric). If you use a different method (loss-on-drying, in-line sensors), note it explicitly and keep it consistent across both options.
- Handling/attrition notes: log conveying distance, bends, blower settings, and any observed clumping; a “fines event” may come from handling damage, not the cutter.
- Report results as a small table per trial run: material family, throughput, drying capacity setting, moisture at each sampling point, and any downstream defects observed.
This turns “moisture targets” into auditable numbers that can be compared across strand vs water ring configurations.
- في strand pelletising, you’re stabilising the strand before cutting. Cooling issues show up as strand deformation, poor cutting behaviour, and pellet geometry drift.
- في water ring pelletising, you’re cutting immediately and then relying on separation and drying to hit your moisture targets. If separation/drying falls behind, the pellets can leave the system “looking right” but carrying enough water to create storage, conveying, or downstream quality problems.
From a cost perspective, drying isn’t just utilities. It’s also:
- filter cleaning and water quality management
- time spent chasing moisture-related defects
- the scrap and rework that follows a “wet pellet” event
Capacity envelopes by polymer family
The chart below is intentionally illustrative. It’s meant to help you ask better OEM questions and size the rest of the system (especially drying and filtration), not to replace trials.
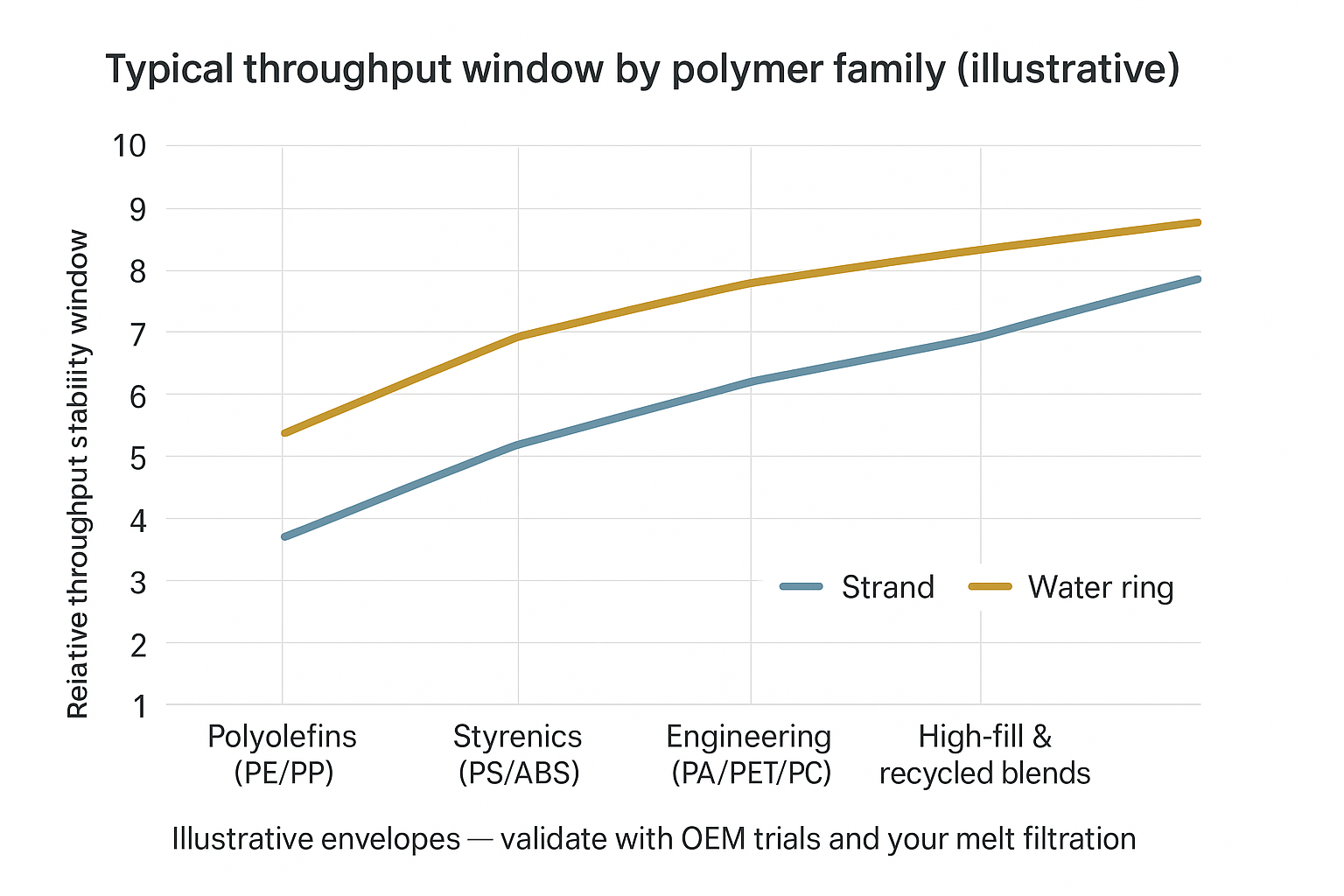
Illustrative only: use your own trials to define the real envelope for each material family. Record at minimum the material family, screen pack/filtration setup, die temperature stability, drying capacity setting, and the moisture/fines test method used.
A useful way to interpret “envelopes”:
- Wider window means you can tolerate more variation in melt temperature/pressure, filler fluctuations, and minor upsets without quality collapse.
- Narrower window means you’ll run fine—until you don’t—then the recovery time and scrap cost dominate.
Pellet quality and fines control

Most pellet quality complaints can be traced back to three levers: the condition of the die face, the condition of the knife edge, and how consistently the cut is executed (gap/pressure, alignment, and temperature stability).
Die–knife pairing and hardness
The die face and knife edge operate as a pair. If the pairing is wrong for the material (abrasive filler, contamination, or very tough polymer), wear accelerates in a way that changes the cut geometry.
Typical symptoms of an unhappy pairing:
- rising fines and “pepper” over time
- tails and angel hair increasing after regrind cycles
- pellet size spread widening even when RPM looks stable
A practical approach is to treat die condition و knife condition as one maintenance KPI. Don’t only log knife changes; log die resurfacing and its effect on pellet defects.
Gap control and regrind cadence
Gap (or effective cutting pressure) is where good pelletising becomes repeatable—or not.
QC method note (fines): If fines are a key KPI in your trials, document how you measure it. For example, ASTM D7486 describes a lab method for quantifying fines and dust adhered to plastic pellets/granules (wet wash + filtration) for particle fractions below 500 μm. Using a consistent method prevents “better pelletiser” decisions that are actually just “different measurement” decisions.
For pellet size distribution, ASTM D1921 covers particle size (sieve analysis) of plastic materials in powdered, granular, or pelleted forms. Its abbreviated approach is noted as useful for materials like pellets/cubes that may not follow a normal distribution—helpful when you need a simple “% retained / % passing” spec for procurement and trial acceptance.
Also keep your charts and envelopes honest: if you publish throughput “windows” as illustrative, add a short line on what data you captured during trials (material family, screen pack, die temperature stability, drying capacity, and fines/moisture checks).
- Too tight, and you can drive heat, chatter, and accelerated wear.
- Too loose, and you’ll see incomplete cutting, tails, and a sharp rise in fines.
For abrasive and recycled blends, the best “gap” is often not a single number—it’s a range plus a verification method (pellet inspection frequency, fines measurement method, and a trigger point for regrind/change).
If you’re running a strand cutter, MAXTOR METAL’s own guide on rotary cutter setup for water‑strand pelletising is a useful checklist-style reference for what to log and verify during set-up.
Drying quality and fines generation
Drying doesn’t just control moisture. It can also influence fines in two indirect ways:
- Handling stress: wet pellets can clump, then break apart in conveying—creating fines that look like “cutting dust” but are actually downstream handling damage.
- Surface condition: inconsistent drying can leave pellets with a tacky surface (or variable friction), which affects flow and attrition.
- MAXTOR METAL note (verifiable, non-promotional): When you’re sourcing pelletiser knives, it’s reasonable to request QC evidence such as first article inspection, incoming material inspection, materials certification, in-process inspection, and final inspection—as described in the MAXTOR METAL pelletizer knife overview.
Wear parts, maintenance, and uptime

A pelletising line rarely loses money because of one catastrophic failure. It loses money because of repeated small stops: blade changes, die touch-ups, cleaning events, and quality-driven slow-downs.
Knife life, regrinds, and changeovers
Knife life is not just “hours until blunt”. It’s the time until your pellet quality KPIs drift outside spec.
To make knife life a procurement-grade KPI:
- log regrinds as a count و as a reason (fines up, tails up, pellet length drift)
- record changeover minutes (lock-off to restart) and any quality recovery scrap
- track which materials accelerate edge damage (high-fill, glass fibre, contaminated regrind)
For readers who want a deeper primer on knife material choice and maintenance logic, MAXTOR METAL’s article on how to select pelletizer knives is a helpful neutral reference.
Die plate wear and resurfacing
Die plate condition is often the hidden driver of pellet size spread and fines.
If you only react when quality complaints appear, you’ll likely resurface too late. A more stable approach is to tie resurfacing to:
- total tonnes processed on abrasive blends
- observed groove formation and die-face marks
- fines trend line (not just absolute fines)
Planned vs unplanned stops
UK plants often underestimate how much “stop behaviour” affects compliance as well as cost.
The Health and Safety Executive’s PUWER guidance emphasises maintaining work equipment in efficient working order and good repair, alongside inspection, guarding, and operator competence. In practice, planned maintenance is usually the safer and cheaper option than repeated unplanned interventions.
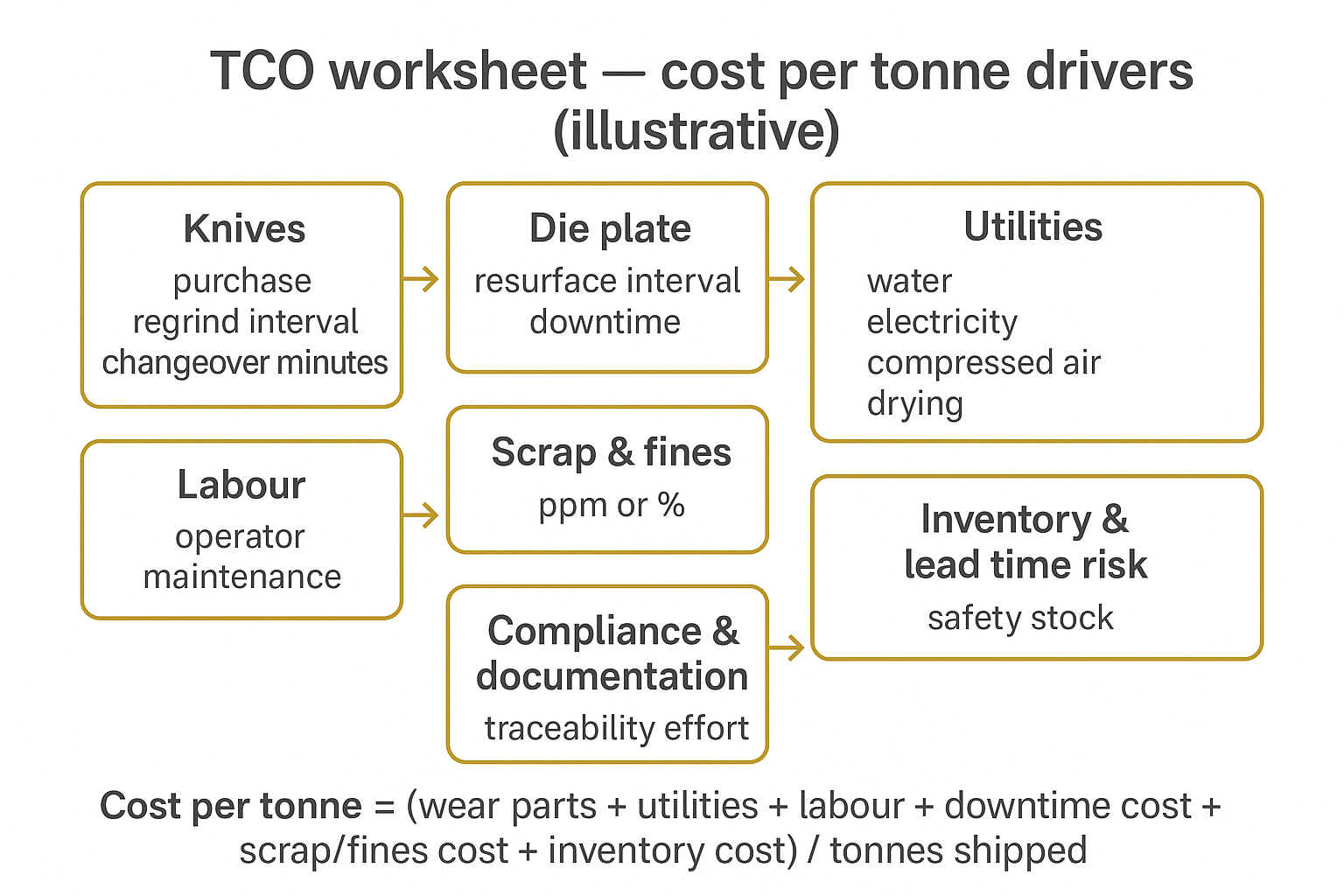
TCO model and selection matrix
TCO only works if it’s specific enough to capture your real losses, but simple enough that someone can actually maintain it.
Cost drivers and assumptions
A practical cost-per-tonne model for pelletising can be built from seven input blocks:
To make this model spreadsheet-ready, use the fields below (keep units consistent across both options):
- Wear parts: knife set cost (£/set), expected life (tonnes/set), regrind cost (£/regrind), regrinds per set (count), die plate resurfacing cost (£/event), resurfacing interval (tonnes/event)
- Labour: operator time for start-up (min/run), grade changeover (min/change), knife change (min/event), cleaning (min/event), hourly labour rate (£/hour)
- وقت التوقف: planned downtime (min/week), unplanned downtime (min/week), lost margin or contribution (£/tonne) أو opportunity cost (£/hour)
- Utilities: electricity (kWh/tonne), water (m³/tonne), compressed air (Nm³/tonne), drying energy (kWh/tonne), unit prices (e.g., £/kWh)
- Scrap & rework: scrap rate (%), rework rate (%), scrap value (£/tonne), quality hold events (count/month)
- Water system consumables (if applicable): filtration media (£/month), water treatment chemicals (£/month), separator maintenance (£/month)
- Inventory & lead-time risk: knife safety stock (sets), die plate safety stock (count), lead time (weeks), expedited freight probability (%/year), expedited cost (£/event)
A minimal structure is:
- Cost/tonne = wear parts + labour + downtime + utilities + scrap/rework + consumables + inventory risk
The key is consistency: define how you measure “fines”, define what counts as downtime, and keep the same method across both options.
Decision matrix by material and goals
Use this as a directional matrix—not a substitute for trials.
- If your priority is maximum flexibility across materials and frequent changes, strand pelletising often gives you more controllable levers and simpler failure visibility.
- If your priority is compact layout and more automated operation on compatible materials, water ring pelletising can be attractive—but only if drying and water management are sized as part of the core system.
Selection at scale: strand vs water ring pelletising
The most common scaling mistake is to scale only the pelletiser, not the system around it.
- ل strand systems, scaling demands stable strand cooling/handling and a cutter maintenance plan that prevents drift.
- ل water ring systems, scaling demands robust separation/drying and water quality control so the cut remains consistent and pellets leave at target moisture.
Illustrative only: treat this as a checklist of cost drivers. Populate it with your measured trial data (downtime minutes, kWh/tonne, scrap kg, fines results and test method) before comparing options.
UK procurement and compliance
Even at Awareness stage, procurement and compliance are worth addressing early—because the “right” process on paper can still be the wrong choice if documentation, lead times, or compatibility risk aren’t controlled.
Import duty, VAT, and cash flow
For UK buyers, landed cost is often shaped as much by cash flow timing as by unit price.
A practical approach is to model:
- VAT timing and reclaim cycle (your finance team will know the real working-capital effect)
- safety stock levels required to protect uptime
- the cost of expediting (air freight, short-notice changeovers)
Documentation and traceability
For wear parts that can affect quality and safety, “documentation” is not bureaucracy—it’s risk control.
Common documents UK teams ask for include:
- material certification
- inspection records (first article + final inspection)
- traceability identifiers (batch/lot, revision control)
Keep this aligned with how you manage process change control internally (material changes, coating changes, geometry revisions).
Lead times, compatibility, and risk
Compatibility risk shows up in two places:
- fit and geometry risk (will it mount correctly and hold the intended gap?)
- process risk (will it behave the same under your material and contamination profile?)
For pelletising, risk reduction often looks like:
- one controlled pilot run per material family
- pre-defined acceptance checks (pellet size spread, fines measurement method, moisture check)
- clear escalation triggers (what defect rate forces a stop?)
A practical selection workflow (trial-ready)

Use this 5-step flow to turn the comparison into a procurement-grade decision:
A simple way to keep trials comparable is to use one run log template and fill it out for both options.
| مجال | الوحدة / التنسيق | ملحوظات |
|---|---|---|
| Run ID | text | One ID per start-up → steady state → interruption → recovery sequence |
| Material family | text | e.g., glass-filled, mineral-filled, elastomeric, recycled with contamination risk |
| Throughput (steady state) | kg/h | Record the stable range, not only peak |
| Pelletiser type | text | Strand / water ring |
| Die temperature stability | °C or qualitative | e.g., ±2 °C band, or “stable/unstable” with notes |
| Screen pack / filtration | mesh / description | Include screen change timing |
| Knife RPM / cut setting | rpm / text | Note gap/pressure setting method |
| Drying / separation setting | text | Dewatering/drying capacity setting used |
| Moisture @ discharge | % or ppm | Define sampling point |
| Moisture @ post-drying | % or ppm | Define sampling point |
| Moisture @ 24 h storage (optional) | % or ppm | Only if storage matters |
| Fines method | text | e.g., ASTM D7486 (or your internal method) |
| Fines result | ppm or % | Keep method consistent |
| Interruption type | text | e.g., screen change, controlled stop, feed variation |
| Time to recover | min | From stop to stable-in-spec again |
| Scrap / rework generated | kg or % | Include recovery scrap |
If you keep these fields consistent, you can compare strand vs water ring on evidence—not anecdotes.
- Classify the material family (brittle/abrasive high-fill, sticky/elastomeric, moisture-sensitive, recycled with contamination risk).
- Define the primary instability risk (strand handling/cooling vs die-face build-up vs drying bottleneck vs filtration/screen change interruptions).
- Design a trial that includes disruptions (start-up, one controlled interruption, one grade change) rather than only steady-state output.
- Agree acceptance metrics upfront:
- pellet size spread / shape consistency
- fines measurement method and limit
- pellet moisture target at discharge and after storage
- time to recover after interruption (minutes) and scrap generated (kg)
- stable throughput range (kg/h) without quality drift
- Translate results into the TCO sheet (use the same definitions and measurement method for both options).
خاتمة
Strand vs water ring pelletising isn’t a “better vs worse” debate. Each wins under different material behaviours and different definitions of stability.
Author & editorial note
مؤلف: Tommy Tang — Senior Sales Engineer, Nanjing METAL Industrial. 12 years in polymer compounding and recycling applications.
Credentials: CSE, CME, Six Sigma Green Belt, PMP.
Editorial note (transparency): This guide is written to help compare pelletising options using practical operations and total cost of ownership (TCO) considerations. It does not endorse any specific OEM brand. Always validate short-listed configurations with trials under your own material and contamination profile.
Test methods referenced (for consistent trial acceptance)
- ASTM D7486 — Measurement of fines and dust adhered to plastic pellets/granules (wet wash + filtration; useful for particle fractions below 500 μm).
- ASTM D1921 — Particle size (sieve analysis) for plastic materials in powdered, granular, or pelleted forms (useful for “% retained / % passing” acceptance checks).
- ASTM D6869 — Moisture content determination in plastics using Karl Fischer techniques (coulometric/volumetric), to document moisture method consistency across trials.
If you’re running abrasive, high-fill, or variable recycled blends, strand systems often give you more controllable levers and clearer early-warning failure modes. If you’re running compatible polymers and you can size and maintain the water and drying system properly, water ring pelletising can deliver a compact, automated route—but it shifts quality risk into die-face condition and dewatering performance.
Next steps are straightforward: build your site-specific TCO worksheet (minutes, kWh, kg scrap, fines trend), then validate your short-listed configuration with a pilot run that includes start-up, an interruption, and a controlled changeover. That’s where the real cost-per-tonne story shows up.