Выбор между гранулированием ленточным методом и гранулированием с использованием водяного кольца — это не просто предпочтение «влажной» или «сухой» резки. Он влияет на факторы, определяющие качество гранул, на то, что выходит из строя первым во время сбоя, и на то, каковы ваши реальные затраты на тонну (износ деталей, сушка, переналадка и брак).
В Великобритании при компаундировании и переработке отходов, особенно при работе с материалами с высоким содержанием наполнителей, стекловолокна, минеральных добавок или высоким содержанием переработанного сырья, неправильный выбор может привести к образованию мелких фракций, отходов, нестабильной производительности и плану технического обслуживания, который никогда не будет соответствовать реальности.
В этом руководстве вы узнаете, как поведение материала соотносится с каждым процессом, что на самом деле означает «стабильная производительность» изо дня в день, как работают рычаги контроля качества гранул (сочетание матрицы и ножа, контроль зазоров, сушка), а также практическую модель совокупной стоимости владения, которую вы можете сразу же внести в электронную таблицу.
Этот документ предназначен для руководителей отделов оборудования, производства, технологических процессов и закупок, которым необходим понятный способ сравнения вариантов без привязки к какой-либо конкретной марке производителя.
Материал и посадка с первого взгляда
Наиболее распространенная ошибка при выборе материала начинается именно с подгонки. Одна и та же линия может выглядеть «хорошо» в технической документации, но вести себя совершенно иначе, если добавить наполнители, примеси или сузить технологическое окно.
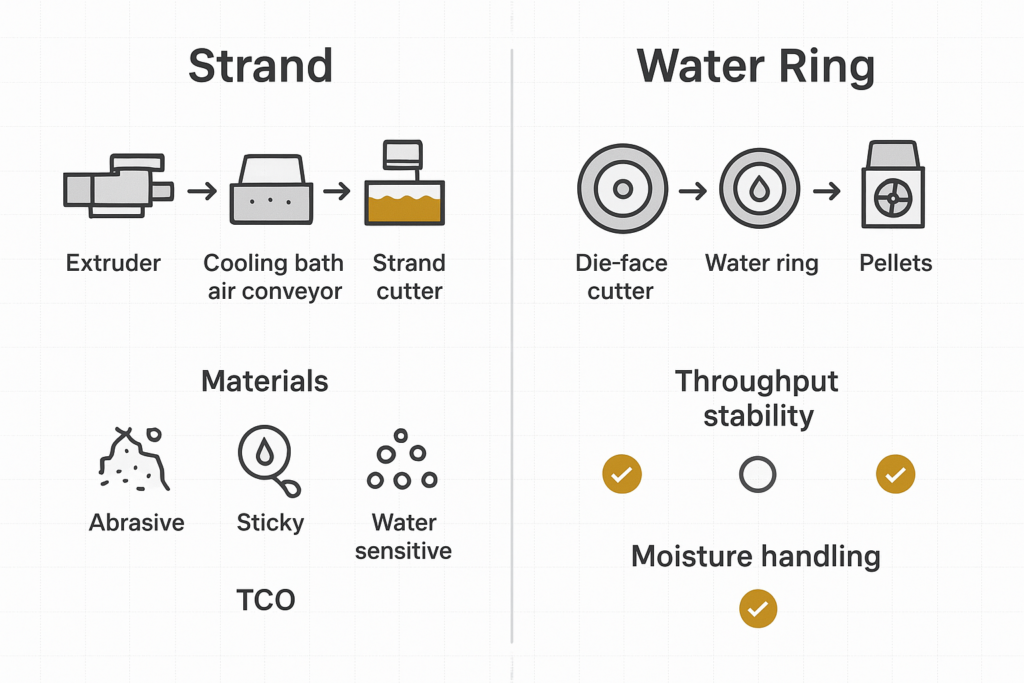
Хрупкий, абразивный, с высоким содержанием наполнителя.
Абразивные, хрупкие и высоконаполненные составы, как правило, сильно повреждают поверхность, расположенную ближе всего к месту разреза.
- гранулирование нитевидных кристаллов Часто это дает больше возможностей для постепенного уменьшения износа: можно изменить способ охлаждения нити, способ ее фиксации в режущем инструменте и способ поддержания остроты ножа, не подвергая зону резки воздействию циркулирующей воды на поверхности матрицы.
- гранулирование методом водяного кольца Они хорошо работают со многими распространенными материалами, но абразивные смеси могут ускорять износ кромок и изменять характеристики резки быстрее, чем ожидают операторы, особенно если фильтрация расплава пропускает твердые загрязнения.
На что следует обратить внимание при работе с абразивными материалами/наполнителями:
- микросколы на лезвиях ножей
- Образование борозд и «следы трения» на поверхности матрицы.
- Увеличение количества мелких частиц в процессе эксплуатации, даже если длина гранул на первый взгляд кажется «нормальной», приводит к росту их количества.
Липкие или эластомерные расплавы
Липкие расплавленные материалы и эластомерные смеси хуже поддаются обработке, если пытаться разрезать их слишком рано или охлаждать слишком интенсивно.
- гранулирование нитевидных кристаллов Обычно стабилизировать липкие материалы проще, поскольку можно регулировать состояние поверхности и жесткость волокна до того, как оно попадет в режущий инструмент. Если волокно все еще липкое, вы увидите слипание волокон и неравномерную подачу, что легче обнаружить и исправить на более раннем этапе.
- гранулирование методом водяного кольца Проблемы могут возникнуть, если гранулы застревают в водяном кольце, размазываются по поверхности матрицы или накапливаются на режущем элементе. В таких случаях может происходить быстрое изменение формы гранул и требовать более частой очистки.
Практическая проверка: если ваши операторы часто сталкиваются с образованием «нитей», размазыванием или налипанием материала на поверхности матрицы, это может указывать на необходимость более контролируемого затвердевания материала перед резкой.
Водочувствительные полимеры
Некоторые полимеры (и многие смеси, полученные из переработанных материалов) являются чувствительный к влаге—либо потому, что они поглощают влагу, либо разлагаются вместе с ней, либо сталкиваются с проблемами последующей обработки, когда гранулы содержат влагу.
- гранулирование нитевидных кристаллов Система может быть сконфигурирована таким образом, чтобы минимизировать воздействие воды (или контролировать контакт с водой в контролируемой ванне с помощью интенсивной сушки). Это может снизить риск попадания влаги в места хранения и транспортировки.
- гранулирование методом водяного кольца Это неизбежно приводит к попаданию воды в зону среза, поэтому этап обезвоживания и сушки становится первоклассным этапом контроля качества, а не второстепенным делом.
Если проблемы с качеством на вашем предприятии включают разбрызгивание, образование пузырьков или нестабильное поведение расплава на последующих этапах, то управление влажностью в процессе гранулирования часто является одной из основных причин — даже если сам гранулятор выглядит механически «идеальным».
Диапазон пропускной способности и стабильность

Производительность редко ограничивается только номинальной мощностью экструдера. Она ограничивается наиболее чувствительным звеном в цепочке гранулирования: обработкой нитей, состоянием поверхности фильеры, производительностью обезвоживания/сушки или скоростью восстановления после сбоя.
Поведение при запуске и сбои
Различия становятся очевидными в периоды запуска и прерывания работы системы.
Согласно Руководство по отбору продукции компании Plastics Technology (2019)Гранулирование нитевидных кристаллов может быть более трудоемким на начальном этапе (включая обработку нитевидных кристаллов), в то время как системы, расположенные непосредственно на фильере, могут обеспечить более автоматизированный запуск/остановку — за счет большей зависимости от стабильных условий расплава.
На практике:
- Системы нитей Чаще всего первыми проявляются «видимые» признаки неисправности: выпадение волокон, неравномерное охлаждение или изменение длины гранул.
- Водокольцевые системы Сначала может произойти сбой «на поверхности матрицы»: накопление материала, неравномерность резки или перегрузка при обезвоживании, иногда с меньшим предупреждением, пока не произойдет изменение качества.
Совет профессионалаЕсли ваша линия подвержена перебоям (замена сит, частая смена сортов сырья, переменная концентрация сырья), уделяйте больше внимания «времени восстановления», чем теоретической пиковой производительности.
Целевые показатели охлаждения, сушки и влажности
Обе системы основаны на охлаждении и осушении, но риски в них распределены по-разному.
Как регистрировать данные испытаний (чтобы влажность и износ были сопоставимы):
- Укажите точку(и) отбора проб: на выходе из гранулятора, после обезвоживания/сушки и после фиксированного времени хранения (например, 24 ч), если важны характеристики хранения.
- Метод определения влажности: Опишите метод и лабораторные условия. ASTM D6869 описывает определение содержания влаги в пластмассах с помощью Карл Фишер методы (кулонометрический/объемный). Если вы используете другой метод (потеря при сушке, встроенные датчики), укажите это явно и используйте одинаковые методы для обоих вариантов.
- Примечания по обработке/износу: Расстояние транспортировки брёвен, изгибы, настройки воздуходувки и любое наблюдаемое слипание; «штрафные санкции» могут возникнуть из-за повреждений при транспортировке, а не из-за неисправности режущего инструмента.
- Результаты по каждому запуску эксперимента представляются в виде небольшой таблицы: семейство материалов, производительность, настройка мощности сушки, влажность в каждой точке отбора проб, а также любые обнаруженные дефекты на последующих этапах обработки.
Это преобразует «целевые показатели влажности» в поддающиеся проверке числовые значения, которые можно сравнивать между конфигурациями с использованием тросов и водяных колец.
- В гранулирование нитейВы стабилизируете нить перед резкой. Проблемы с охлаждением проявляются в виде деформации нити, ухудшения качества резки и смещения геометрии гранул.
- В гранулирование с помощью водяного кольцаВ этом случае вы сразу же начинаете разделять гранулы, а затем полагаетесь на сепарацию и сушку для достижения целевых показателей влажности. Если сепарация/сушка не справляются, гранулы могут создать видимость нормального состояния системы, но при этом содержать достаточное количество влаги, чтобы вызвать проблемы с хранением, транспортировкой или качеством на последующих этапах.
С точки зрения затрат, сушка — это не только коммунальные услуги. Это также:
- Очистка фильтров и контроль качества воды
- время, затраченное на устранение дефектов, связанных с влажностью
- брак и переделка, которые следуют за событием с «мокрыми гранулами».
Емкостные диапазоны по семействам полимеров
Приведенная ниже диаграмма представлена намеренно. иллюстративныйЭто призвано помочь вам задавать более качественные вопросы производителям оборудования и правильно подобрать размеры остальной части системы (особенно для осушения и фильтрации), а не заменить пробные запуски.
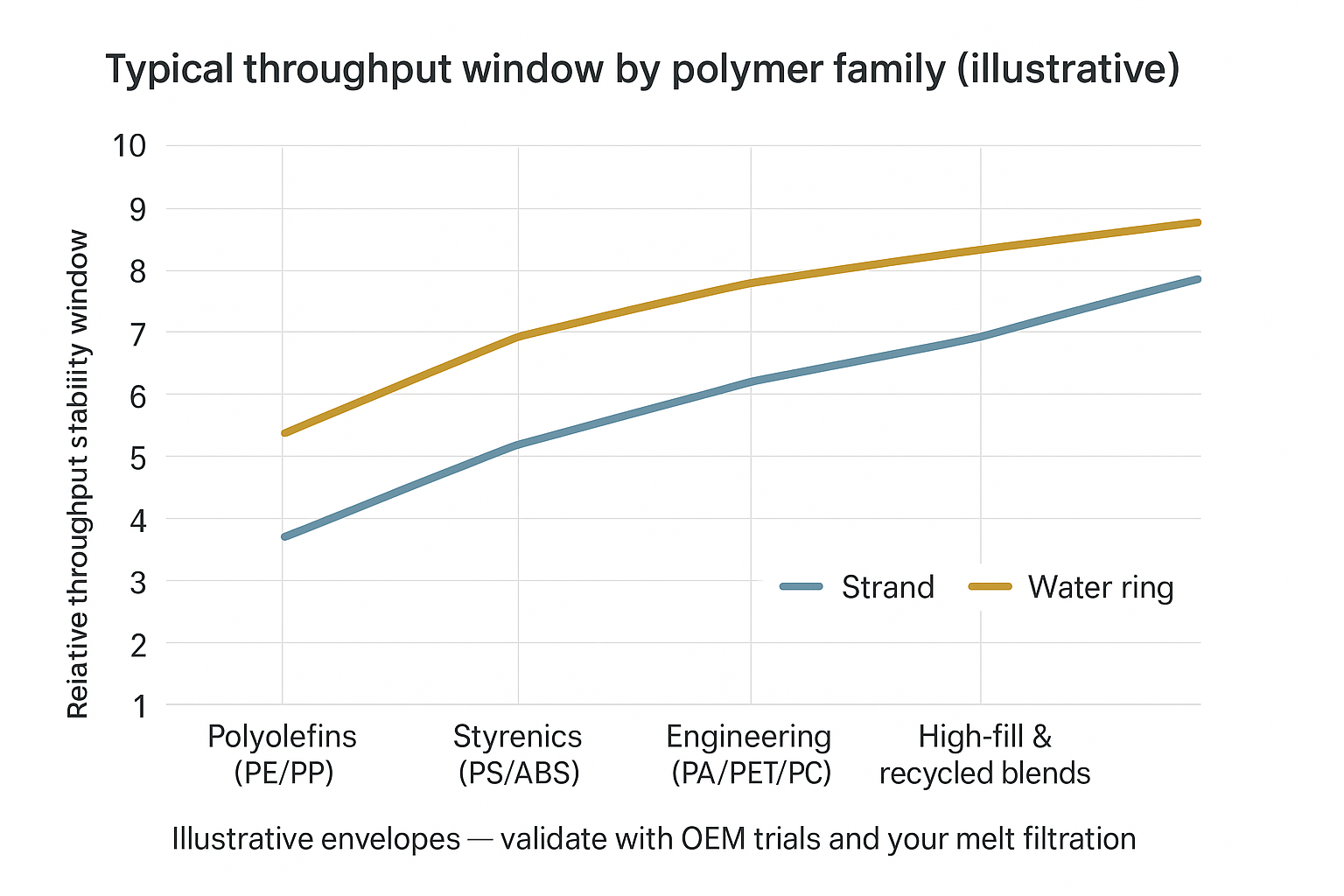
Это лишь иллюстративный пример: Используйте собственные испытания, чтобы определить реальные параметры для каждого семейства материалов. Запишите как минимум семейство материалов, конфигурацию сетки/фильтрации, стабильность температуры фильеры, настройку мощности сушки и используемый метод определения влажности/мелких частиц.
Полезный способ интерпретации «конвертов»:
- Более широкое окно Это означает, что вы можете допускать большие колебания температуры/давления расплава, изменения состава наполнителя и незначительные сбои без ухудшения качества.
- Более узкое окно Это означает, что всё будет работать нормально — до тех пор, пока не возникнут проблемы, после чего время восстановления и стоимость металлолома станут определяющими факторами.
Контроль качества гранул и мелких фракций.

Большинство жалоб на качество гранул связаны с тремя факторами: состоянием поверхности матрицы, состоянием режущей кромки ножа и стабильностью процесса резки (зазор/давление, выравнивание и температурная стабильность).
Сочетание штампа и ножа и твердость
Поверхность матрицы и режущая кромка работают в паре. Если эта пара не подходит для материала (абразивный наполнитель, загрязнение или очень твердый полимер), износ ускоряется, что изменяет геометрию реза.
Типичные признаки несчастливых отношений:
- увеличение штрафов и «перца» с течением времени
- Хвосты и «ангельские волосы» увеличиваются после циклов повторного измельчения.
- Разброс размеров гранул увеличивается, даже когда частота вращения кажется стабильной.
Практический подход заключается в лечении состояние смерти и состояние ножа в качестве одного из ключевых показателей эффективности технического обслуживания. Регистрируйте не только замену ножей, но и шлифовку матриц и ее влияние на дефекты гранул.
Контроль зазоров и частота повторного шлифования
Зазор (или эффективное давление резки) — это то, где становится возможным или нет получение качественных гранул.
Примечание к методу контроля качества (дополнения): Если штрафы являются ключевым показателем эффективности в ваших судебных процессах, задокументируйте это. как Вы это измеряете. Например, по стандартам ASTM. D7486 Описывается лабораторный метод количественного определения мелких частиц и пыли, прилипших к пластиковым гранулам (влажная промывка + фильтрация), для следующих фракций частиц: 500 мкмИспользование единого метода позволяет избежать принятия решений о выборе «лучшего гранулятора», которые на самом деле являются лишь решениями, основанными на «различных методах измерения».
Для определения распределения размеров гранул используется стандарт ASTM. Д1921 охватывает определение размера частиц (ситовый анализ) пластиковых материалов в порошкообразном, гранулированном или гранулированный формы. Отмечается, что его сокращенный подход полезен для таких материалов, как гранулы/кубики, которые могут не подчиняться нормальному распределению — это полезно, когда вам нужна простая спецификация «% сохранен / % пройден» для закупки и приемки в ходе испытаний.
Также следите за достоверностью ваших графиков и диаграмм: если вы публикуете «диапазоны» пропускной способности в качестве иллюстративных данных, добавьте краткую информацию о том, какие данные были получены во время испытаний (семейство материалов, тип сита, стабильность температуры матрицы, производительность сушки и проверка содержания мелких частиц/влажности).
- Слишком сильное затягивание может привести к перегреву, вибрации и ускоренному износу.
- Слишком рыхлая консистенция приведет к неполной резке, образованию хвостов и резкому увеличению количества мелких частиц.
Для абразивных и переработанных смесей оптимальным «зазором» часто является не одно число, а… диапазон плюс метод проверки (Частота проверки гранул, метод измерения содержания мелких частиц и точка срабатывания для повторного измельчения/замены).
Если вы используете станок для резки металла, воспользуйтесь руководством от MAXTOR METAL. Установка для вращающегося резака для гранулирования водорастворимых волокон Это полезный справочник в виде контрольного списка, в котором указано, что следует регистрировать и проверять во время настройки.
Качество сушки и образование мелких частиц
Сушка не только регулирует влажность. Она также может косвенно влиять на состав мелких частиц двумя способами:
- Управление стрессомВлажные гранулы могут слипаться, а затем распадаться при транспортировке, образуя мелкие частицы, которые выглядят как «пыль от резки», но на самом деле представляют собой повреждения, возникающие при дальнейшей обработке.
- Состояние поверхностиНеравномерная сушка может привести к образованию гранул с липкой поверхностью (или переменным трением), что влияет на текучесть и истирание.
- Примечание MAXTOR METAL (подтвержденное, не рекламное): При закупке ножей для грануляторов целесообразно запрашивать подтверждение контроля качества, такое как проверка первого образца, входной контроль материалов, сертификация материалов, контроль в процессе производства и окончательная проверка — как описано в Обзор ножа для гранулирования MAXTOR METAL.
Изнашиваемые детали, техническое обслуживание и время безотказной работы

Линия гранулирования редко терпит убытки из-за одной катастрофической поломки. Убытки возникают из-за повторяющихся мелких остановок: замена лезвий, доработка матриц, очистка и замедление производства из-за проблем с качеством.
Срок службы ножей, переточка и смена заточки.
Срок службы ножа — это не просто «количество часов до затупления». Это время, в течение которого показатели качества пули перестают соответствовать техническим требованиям.
Чтобы сделать использование ножей ключевым показателем эффективности, востребованным на рынке:
- количество переработанных бревен и в качестве причины (мелкие частицы вверх, хвосты вверх, дрейф длины гранул)
- Записывать время переналадки (от блокировки до перезапуска) и любые бракованные изделия, подлежащие восстановлению качества.
- отследить, какие материалы ускоряют повреждение кромок (наполнитель, стекловолокно, загрязненная переработанная древесина).
Для читателей, желающих получить более подробную информацию о выборе материала для ножей и принципах их обслуживания, статья MAXTOR METAL посвящена этой теме. как выбрать ножи для гранулятора является полезным нейтральным справочным материалом.
Износ и восстановление поверхности штамповочных пластин
Состояние матрице часто является скрытым фактором, определяющим разброс размеров гранул и содержание мелких фракций.
Если вы реагируете только при появлении жалоб на качество, вы, скорее всего, слишком поздно вернетесь к работе. Более надежный подход — привязать обновление покрытия к следующим событиям:
- общий объем обработанных тонн абразивных смесей
- наблюдалось образование борозд и следы на поверхности матрицы.
- тренд штрафов (не только абсолютные суммы штрафов)
Запланированные и незапланированные остановки
Британские предприятия часто недооценивают, насколько "поведение, связанное с прекращением производства", влияет на соблюдение нормативных требований, а также на затраты.
Управление по охране труда и технике безопасности Руководство PUWER Особое внимание уделяется поддержанию рабочего оборудования в исправном и эффективном состоянии, а также его осмотру, защите и компетентности операторов. На практике плановое техническое обслуживание обычно является более безопасным и дешевым вариантом, чем многократные незапланированные вмешательства.
Модель совокупной стоимости владения и матрица выбора
Показатель совокупной стоимости владения (TCO) работает только в том случае, если он достаточно конкретен, чтобы отразить ваши реальные потери, но при этом достаточно прост, чтобы его можно было реально поддерживать.
Факторы, влияющие на затраты, и предположения
Практическая модель расчета себестоимости тонны гранулированного сырья может быть построена на основе семи входных блоков:
Чтобы подготовить эту модель к отображению в электронной таблице, используйте поля ниже (единицы измерения должны быть одинаковыми в обоих вариантах):
- Изнашиваемые детали: стоимость комплекта ножей (£/комплект), ожидаемый срок службы (тонн/комплект), стоимость переточки (£/переточка), количество переточек на комплект (количество), стоимость восстановления поверхности штамповочной плиты (£/событие), интервал между переточками (тонн/событие)
- Труд: время работы оператора на запуск (мин/работу), переналадку оборудования (мин/смена), замену ножа (мин/событие), очистку (мин/событие), почасовая ставка оплаты труда (£/час)
- Время простоя: плановое время простоя (мин/неделя), внеплановое время простоя (мин/неделя), упущенная выгода или прибыль (£/тонна) или Альтернативные издержки (£/час)
- Коммунальные услуги: электроэнергия (кВт·ч/тонна), вода (м³/тонна), сжатый воздух (Нм³/тонна), энергия сушки (кВт·ч/тонна), удельные цены (например, £/кВт·ч)
- Утилизация и переделка: процент брака (%), процент доработки (%), стоимость брака (£/тонна), количество случаев задержки качества (количество/месяц)
- Расходные материалы для системы водоснабжения (при наличии): фильтрующие материалы (£/месяц), химикаты для водоподготовки (£/месяц), техническое обслуживание сепаратора (£/месяц)
- Риски, связанные с запасами и сроками поставки.: запасы ножей (комплекты), запасы штамповочных плит (количество), срок выполнения заказа (недели), вероятность ускоренной доставки (%/год), стоимость ускоренной доставки (£/мероприятие)
Минимальная структура выглядит следующим образом:
- Стоимость/тонна = изнашиваемые детали + трудозатраты + время простоя + коммунальные услуги + брак/переделка + расходные материалы + риск, связанный с запасами
Ключевым моментом является согласованность: определите, как вы будете измерять «штрафы», определите, что считается простоем, и используйте один и тот же метод в обоих вариантах.
Матрица принятия решений по материалам и целям.
Используйте это как направляющую матрицу, а не как замену экспериментам.
- Если ваш приоритет — Максимальная гибкость при работе с различными материалами и частые изменения.Гранулирование из стружек часто обеспечивает более контролируемые рычаги и упрощает выявление причин отказов.
- Если ваш приоритет — Компактная компоновка и более автоматизированная работа с совместимыми материалами.Гранулирование с использованием водяного кольца может быть привлекательным, но только если процессы сушки и водоотведения включены в основные параметры системы.
Выбор в больших масштабах: гранулирование методом плетения против гранулирования методом кольцевого осаждения с использованием воды.
Наиболее распространенная ошибка при взвешивании — это взвешивание только гранулятора, а не всей системы вокруг него.
- Для системы нитейДля предотвращения образования накипи необходимы стабильное охлаждение/обработка пряди и план технического обслуживания режущего инструмента, предотвращающий смещение пряди.
- Для системы водокольцевых водоемовДля удаления окалины необходимы надежные процессы разделения/сушки и контроля качества воды, чтобы обеспечить равномерное распределение и получение гранул с заданной влажностью.
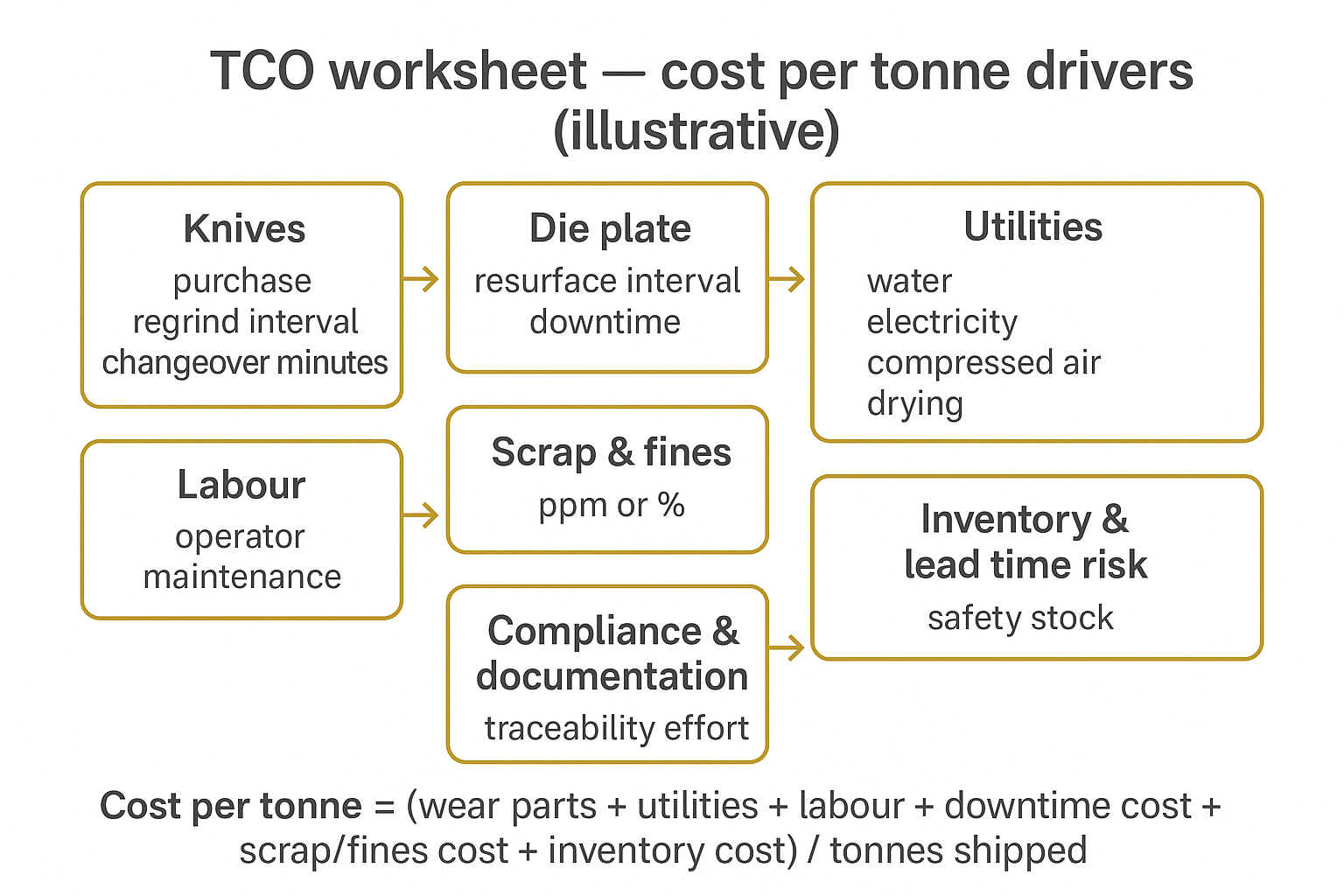
Это лишь иллюстративный пример: Рассматривайте это как контрольный список факторов, влияющих на стоимость. Заполните его данными ваших измеренных испытаний (время простоя в минутах, кВтч/тонна, количество отходов в кг, результаты штрафных санкций и метод испытаний), прежде чем сравнивать варианты.
Закупки и соблюдение нормативных требований в Великобритании
Даже на этапе информирования о необходимости соблюдения нормативных требований следует уделить внимание вопросам закупок и соответствия требованиям на ранней стадии, поскольку «правильный» процесс на бумаге может оказаться неправильным выбором, если не контролировать документацию, сроки выполнения или риски совместимости.
Импортные пошлины, НДС и денежный поток
Для покупателей в Великобритании себестоимость товара с учетом всех расходов зачастую определяется не только ценой за единицу товара, но и сроками поступления денежных средств.
Практический подход заключается в моделировании:
- Сроки уплаты НДС и цикл возмещения (ваша финансовая команда будет знать реальное влияние на оборотный капитал).
- Необходимый уровень страхового запаса для обеспечения бесперебойной работы
- Стоимость ускоренной доставки (авиаперевозки, срочные переналадки)
Документация и отслеживаемость
В случае изнашиваемых деталей, которые могут влиять на качество и безопасность, «документация» — это не бюрократия, а контроль рисков.
К числу документов, которые обычно запрашивают команды в Великобритании, относятся:
- сертификация материалов
- Протоколы проверки (первый образец + окончательная проверка)
- Идентификаторы прослеживаемости (партия/серия, контроль версий)
Необходимо привести это в соответствие с тем, как вы управляете внутренними процессами внесения изменений (изменения материалов, изменения покрытий, корректировка геометрии).
Сроки выполнения, совместимость и риски
Риск несовместимости проявляется в двух местах:
- Риск, связанный с посадкой и геометрией (Будет ли он правильно установлен и обеспечит ли необходимый зазор?)
- риск процесса (Будет ли оно вести себя так же при вашем типе материала и уровне загрязнения?)
В случае гранулирования снижение рисков часто выглядит следующим образом:
- один контролируемый пилотный запуск для каждого семейства материалов
- Заранее определенные контрольные проверки приемки (разброс размеров гранул, метод измерения мелких частиц, проверка влажности).
- Четкие триггеры эскалации (какой уровень дефектности приводит к остановке?)
Практический алгоритм отбора (готовый к применению)

Используйте этот пятиэтапный алгоритм, чтобы превратить сравнение в решение, пригодное для осуществления закупок:
Простой способ обеспечить сопоставимость результатов испытаний — использовать один шаблон журнала испытаний и заполнять его для обоих вариантов.
| Поле | Единица измерения / формат | Примечания |
|---|---|---|
| Идентификатор запуска | текст | Один идентификатор на каждый запуск → установившееся состояние → прерывание → последовательность восстановления |
| Материальное семейство | текст | например, наполненные стеклом, наполненные минералами, эластомерные, переработанные с риском загрязнения. |
| Пропускная способность (в установившемся режиме) | кг/ч | Записывайте стабильный диапазон, а не только пиковое значение. |
| Гранулизатор типа | текст | Берег / водоворот |
| Стабильность температуры кристалла | °C или качественный | например, диапазон ±2 °C или «стабильный/нестабильный» с примечаниями. |
| Сетчатый фильтр / фильтрация | сетка / описание | Укажите время смены экрана. |
| Обороты ножа / настройка резки | об/мин / текст | Примечание: метод установки зазора/давления |
| Настройка сушки/разделения | текст | Используется настройка производительности обезвоживания/сушки. |
| Влажность при разряде | % или ppm | Определите точку отбора проб. |
| Влажность после сушки | % или ppm | Определите точку отбора проб. |
| Влажность при хранении в течение 24 часов (по желанию) | % или ppm | Только если хранение данных имеет значение. |
| метод определения мелкодисперсных частиц | текст | например, ASTM D7486 (или ваш внутренний метод). |
| штрафы | ppm или % | Сохраняйте метод неизменным. |
| Тип прерывания | текст | например, смена сита, контролируемая остановка, изменение режима подачи. |
| Пора восстанавливаться | мин | От остановки до стабильного состояния, соответствующего спецификациям. |
| Образовался брак/недоработка. | кг или % | Включая переработанный лом |
Если вы будете поддерживать согласованность этих полей, вы сможете сравнивать состояние берега и состояние водного кольца, опираясь на фактические данные, а не на отдельные случаи.
- Классифицируйте семейство материалов. (хрупкий/абразивный наполнитель, липкий/эластомерный, чувствительный к влаге, перерабатываемый с риском загрязнения).
- Определите основной риск нестабильности (обработка/охлаждение нитей против образования налета на поверхности кристалла против узкого места сушки против перебоев, связанных с фильтрацией/заменой сита).
- Разработайте эксперимент, включающий в себя сбои. (запуск, одно контролируемое прерывание, одно изменение уровня), а не только установившийся выходной сигнал.
- Согласуйте критерии приемки заранее.:
- Размер гранул / форма / консистенция
- метод измерения и предел содержания мелких фракций
- Целевой показатель влажности гранул при выгрузке и после хранения.
- Время восстановления после прерывания (минуты) и количество образовавшегося брака (кг)
- Стабильный диапазон производительности (кг/ч) без изменения качества.
- Перенесите результаты в таблицу совокупной стоимости владения (TCO). (Для обоих вариантов используйте одни и те же определения и метод измерения).
Заключение
Гранулирование методом струйной обработки против гранулирования методом кольцевой обработки водой — это не спор «лучше или хуже». Каждый метод выигрывает при различных свойствах материала и различных определениях стабильности.
Примечание автора и редактора
Автор: Томми Танг — старший инженер по продажам, компания Nanjing METAL Industrial. 12 лет опыта в области компаундирования полимеров и переработки отходов.
Реквизиты для входа: CSE, CME, Six Sigma Green Belt, PMP.
Примечание редакции (прозрачность): Данное руководство призвано помочь сравнить различные варианты гранулирования с учетом практических аспектов эксплуатации и общей стоимости владения (TCO). Оно не поддерживает какую-либо конкретную марку производителя. Всегда проверяйте выбранные конфигурации с помощью испытаний на вашем собственном материале и при наличии загрязнений.
Указаны методы испытаний (для обеспечения единообразия результатов испытаний).
- ASTM D7486 — Измерение количества мелких частиц и пыли, прилипших к пластиковым гранулам/пеллетам (влажная промывка + фильтрация; полезно для частиц размером менее 500 мкм).
- ASTM D1921 — Определение размера частиц (ситовый анализ) для пластиковых материалов в порошкообразной, гранулированной или спрессованной форме (полезно для приемочных проверок по принципу «% сохранен / % пройден»).
- ASTM D6869 — Определение содержания влаги в пластмассах с использованием методов Карла Фишера (кулонометрического/объемного) для подтверждения согласованности методов определения влажности в разных экспериментах.
При использовании абразивных, высоконаполненных или переработанных смесей с переменным составом, системы с нитями часто обеспечивают более контролируемый процесс и более четкое раннее предупреждение о возможных отказах. Если используются совместимые полимеры, и вы можете правильно подобрать и поддерживать систему водоснабжения и сушки, гранулирование с помощью водокольцевого метода может обеспечить компактный автоматизированный способ, но при этом риск для качества переносится на состояние поверхности фильеры и эффективность обезвоживания.
Дальнейшие шаги просты: составьте таблицу расчета совокупной стоимости владения (в минутах, кВт·ч, кг лома, динамика содержания мелких фракций) для вашего конкретного объекта, а затем проверьте выбранную конфигурацию с помощью пилотного запуска, включающего запуск, прерывание работы и контролируемое переключение. Именно здесь проявляется реальная стоимость за тонну.