
Global OEM engineering, procurement, and supply chain teams turn to China pelletizer blade factory suppliers when they need repeatable quality, auditable processes, and dependable delivery without runaway total cost of ownership (TCO). This guide is for R&D and process engineers validating knife performance at the die face, sourcing managers writing RFQs, and supplier quality leaders defining acceptance criteria. It explains how quality, consistency, and supply reliability cut downtime and TCO—and what to verify before you award business.
You will see the exact metrics and methods used to qualify blade suppliers: Rockwell hardness (HRC), surface roughness (Ra), geometric tolerances (flatness, squareness, edge land), process capability (CpK), acceptance sampling (AQL), as well as on‑time delivery (OTD) and lead time bands. Where standards apply, they are cited directly so you can copy precise language into drawings, control plans, and scorecards.
Key takeaways
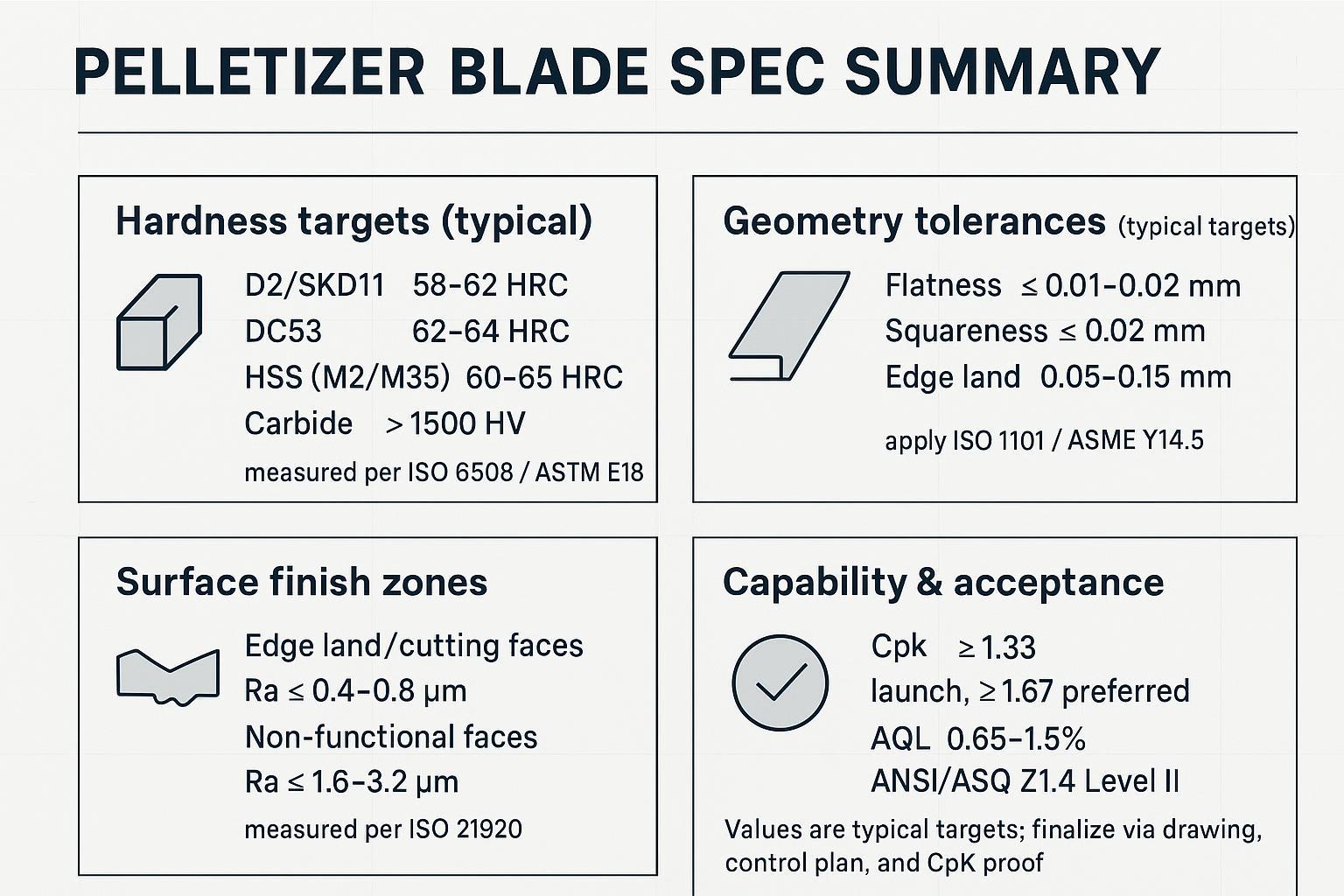
- Typical engineering targets (to be confirmed on your drawings and by CpK proof): D2/SKD11 at ~58–62 HRC; DC53 at ~62–64 HRC; HSS around 60–65 HRC; carbide specified by HV (>1500 HV). Cutting faces/edge land Ra ≤0.4–0.8 μm; non‑functional faces ≤1.6–3.2 μm; flatness ≤0.01–0.02 mm; squareness ≤0.02 mm; edge land 0.05–0.15 mm. Launch capability Cpk ≥1.33 (≥1.67 preferred for criticals). Attribute sampling via ANSI/ASQ Z1.4 with AQL typically 0.65–1.5%.
- Auditability wins the long game: PPAP/FAI structures, ISO‑aligned drawings (ISO 1101/ASME Y14.5), calibrated metrology, and e‑PPAP archives reduce qualification friction, stabilize quality, and shorten time‑to‑volume.
- TCO beats unit price: model $/edge‑hour, planned regrinds, and downtime costs. Consistent life and fewer changeovers often outweigh a slightly higher unit price.
What OEMs Value
Uptime and pellet quality KPIs
High‑uptime pelletizing depends on edge stability and controlled friction at the die face. Practical KPIs include tails and fines rate, pellet size COV, mean time between blade index/change, and startup scrap. Blades that hold geometry and finish extend stable windows between changes, cut unplanned stops, and protect the die face from wear.
Total cost of ownership lens
Looking beyond unit price, OEMs model $/edge‑hour: blade cost spread over productive hours, including planned regrinds, fixture time, and the avoided downtime that consistent life delivers. Add secondary effects—pellet uniformity impacts throughput, reprocessing, and customer quality claims. A supplier that sustains geometry and finish lot‑to‑lot frequently reduces TCO even if the piece price is modestly higher.
Auditability and risk controls
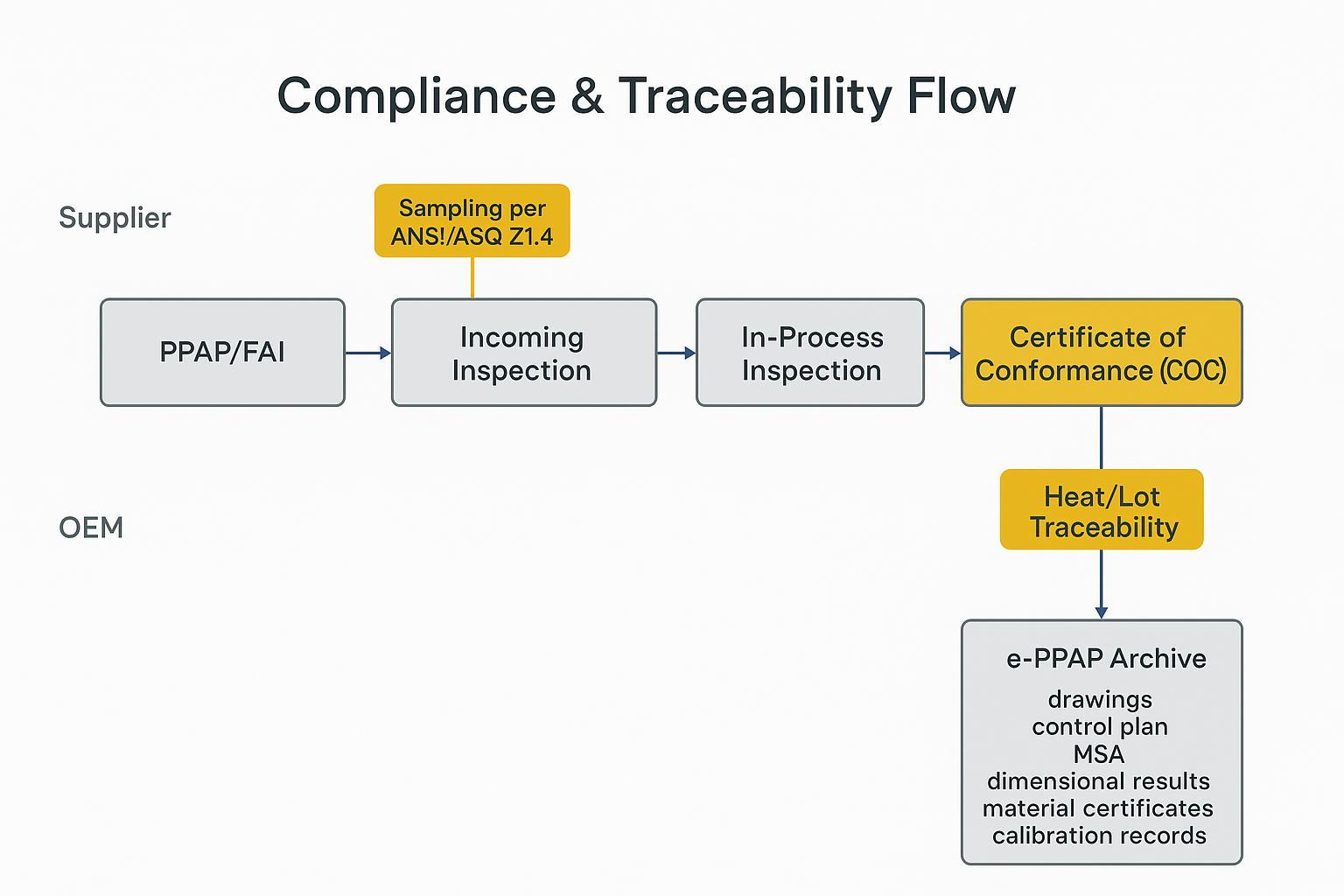
Enterprise buyers prioritize suppliers that are easy to audit and resilient under change. That means PPAP/FAI discipline, calibrated instruments and MSA, documented control plans with Cp/Cpk studies on key characteristics, acceptance sampling plans (ANSI/ASQ Z1.4), and digital retention of records. Traceability from heat/lot through final barcodes and e‑PPAP readiness accelerates approvals and speeds containment when issues arise.
Materials & Metallurgy

Alloy selection by resin and fillers
Match alloy to resin chemistry, glass/mineral content, and line speed:
- Unfilled PP/PE: D2/SKD11 at approximately 58–60 HRC balances wear and die protection.
- Glass‑filled, mineral‑filled, or abrasive masterbatches: DC53 in the ~62–64 HRC band or cobalt‑bonded carbide edges resist micro‑chipping; validate die compatibility.
- TPU/elastomers or adhesion‑prone blends: prioritize low‑friction edge lands and coatings to limit build‑up and tails.
For background on material trade‑offs, see the engineering overview in Selecting the Best Pelletizer Knives on the MAXTOR site: material and coating selection context, and broader alloy comparisons: D2 vs. SKD11 vs. HSS و tungsten carbide vs. HSS.
Authoritative method references for hardness include ISO 6508 and ASTM E18 defining the Rockwell C scale and procedures; see the ZwickRoell overview in “Rockwell test ISO 6508/ASTM E18” and Industrial Physics’ explainer for method context.
Hardness and toughness targets
Typical targets (confirm by trial): D2/SKD11 ~58–62 HRC; DC53 ~62–64 HRC; HSS families (M2/M35) ~60–65 HRC; carbide specified by Vickers hardness (often >1500 HV). Specify testing per ISO 6508/ASTM E18 and require certificate values within band. Balance toughness to protect the die face; ultra‑hard edges without adequate support risk chipping.
Corrosion resistance for wet service
In underwater and water‑ring systems, protect against corrosion and deposits. Options include stainless substrates where feasible, PVD coatings with validated adhesion, and surface finishes that limit crevice corrosion. If you rely on coatings, define corrosion screening (e.g., ASTM B117 hours with pass/fail criteria) and cleaning SOPs appropriate to resin chemistry.
Heat Treat & Geometry
Vacuum HT, cryo, and distortion control
Vacuum hardening with controlled gas quench reduces oxidation and distortion; cryogenic steps can reduce retained austenite in D2/DC53; double temper stabilizes hardness. Lock fixturing and load patterns, document furnace recipes, and retain batch charts in your quality pack.
Flatness, squareness, and edge land tolerances
For stable die‑face contact and clean separation, typical engineering targets are:
- Flatness on die‑contact face: ≤0.01–0.02 mm over blade span.
- Squareness (edge to face): ≤0.02 mm.
- Edge land width: 0.05–0.15 mm depending on resin/filler and die material. Use ISO 1101 or ASME Y14.5 symbols on drawings, define datums, and specify how and where to measure.
In‑process metrology and capability (CpK targets)
Define measurement points for flatness, squareness, edge land, and critical hole/slot features. Require capability at launch of Cpk ≥1.33 on key characteristics (≥1.67 preferred for fit‑critical). Maintain MSA/GR&R for instruments. Attribute checks follow ANSI/ASQ Z1.4 with agreed AQL.
Reference standards for the above include ISO 6508/ASTM E18 (Rockwell), ISO 21920 (surface texture), ISO 1101/ASME Y14.5 (GD&T), and ASQ guidance on process capability.
Finish & Coatings
Surface roughness zones and Ra targets
Stabilize friction and pellet breakage by zoning surface finishes:
- Cutting faces and edge lands: Ra ≤0.4–0.8 μm (measured and reported per ISO 21920 settings).
- Non‑functional faces: Ra ≤1.6–3.2 μm for corrosion hygiene and safe handling. Document evaluation length, filters, and stylus tip per ISO 21920 so measurements are repeatable across sites. For an accessible explainer of the new ISO 21920 approach to Ra/Rz, see Digital Surf’s guide and the parameter overview from Evident Scientific.
PVD choices (TiN, TiAlN, AlCrN, DLC)
- TiN: general‑purpose wear, ~1–4 μm, good for many commodity resins.
- TiAlN: hot wear stability, ~2–4 μm, robust at higher thermal loads.
- AlCrN: oxidation resistance, ~2–6 μm, suitable for abrasive, hotter duties.
- DLC variants: very low friction, ~1–3 μm, helpful for adhesion‑prone polymers. Consult coating vendor datasheets (e.g., Oerlikon Balzers) for thickness and temperature windows.
Validation: adhesion, corrosion, and wear tests
Screen coatings and finishes with standard tests, and capture conditions in the control plan:
- Adhesion: report critical loads and failure modes using ASTM C1624.
- Corrosion: apply ASTM B117 exposures with clear pass/fail criteria; understand correlation limits.
- Wear/friction: use ASTM G99 pin‑on‑disk to compare wear rate and coefficient of friction under relevant loads.
Compliance & Documentation
ISO, RoHS/REACH, and calibration records
Ask for current ISO certificates, RoHS/REACH declarations, and calibration records tied to serials and dates for hardness testers, surface profilometers, and CMMs. Specify retention and recall timeframes.
PPAP/FAI packages and COC/traceability
Adopt AIAG PPAP (Level 3 unless otherwise specified) to structure approval: design/control plan, MSA, dimensional results, material/performance results, initial studies (Cp/Cpk), and PSW. Use AS9102 logic for First Article Inspection to trigger re‑FAI after changes to design, method, tools, or material lots. Certificates of Conformance should tie finished parts to heat/lot, HT batch, and coating batch.
Within this framework, a China‑based supplier such as MAXTOR METAL can provide incoming, in‑process, and final inspection records and first‑article documentation as described on its public product pages, supporting traceability and audit readiness. Keep verification objective: request sample quality packets during RFQ.
Digital QA packets and e‑PPAP readiness
Define your e‑PPAP folder tree (drawings, control plan, MSA, dimensional results, material certs, calibration records, photos, barcodes/labels) with version control. Require searchable PDFs and CSV/XLSX where appropriate. Align attribute sampling with ANSI/ASQ Z1.4 and store capability studies.
Supply Chain & TCO
Lead times, OTD, and Incoterms options
Set realistic expectations: prototypes in ~2–4 weeks; production in ~4–8 weeks depending on HT and coating queues. Track rolling 12‑month OTD at ≥95%. Define Incoterms (e.g., FCA, FOB, CIF, DDP) to match your logistics and import preferences.
Risk mitigation: dual source, safety stock, PSI
Mitigate volatility with dual‑source strategies, supplier‑held safety stock on critical SKUs, and regular PSI (production‑sales‑inventory) reviews. Audit business continuity and capacity disclosures; confirm alternative HT/coating routes.
Lifecycle economics: $/edge‑hour and regrinds
Model blade life in $/edge‑hour terms including purchase cost, regrind count/cost, changeover labor, and downtime impact. Validate with line trials and defect‑rate deltas. Consistent life from capable China pelletizer blade factory suppliers almost always reduces hidden costs by lowering changeover frequency and scrap.
How to Qualify a pelletizer blade factory

If you want a fast, repeatable way to compare quotes, build a simple worksheet so every supplier is evaluated on the same inputs and assumptions (and so engineering can challenge the assumptions openly).
$/edge-hour worksheet fields (no proprietary data required):
- Landed blade price (USD): unit price + freight + duties + receiving/inspection handling
- Effective edge-hours: hours between index/change at steady-state (track separately by resin/filler)
- Changeover time: minutes per index/change; number of operators involved
- Downtime cost rate: $/hour for the pelletizing line (or contribution margin proxy)
- Regrind plan: cost per regrind, expected regrind count, turnaround time, and scrap risk
- Pellet quality impact: tails/fines rate delta and any throughput derate (if applicable)
- Die-face risk proxy: any agreed cost factor for abnormal die wear tied to blade behavior
Treat these as typical inputs; the goal is an apples-to-apples comparison, not a perfect forecast.
RFQ checklist and acceptance criteria
- Drawings with ISO 1101/ASME Y14.5 callouts for flatness, squareness, and edge land; key characteristics identified.
- Material and HT: alloy family; target HRC band; process (vacuum, cryo if used), tempering; certificates per ISO 6508/ASTM E18.
- Surface: Ra targets by zones per ISO 21920; include evaluation length/filter settings.
- Coatings: type (TiN/TiAlN/AlCrN/DLC), target thickness, and validation plan (ASTM C1624, B117, G99 as applicable).
- Metrology: instruments, calibration records, and MSA/GR&R summary; capability targets Cpk ≥1.33 (≥1.67 preferred for criticals).
- Acceptance sampling: ANSI/ASQ Z1.4 Level II; define AQL for critical/major/minor and switching rules.
- Compliance pack: PPAP/FAI elements, COC with heat/lot and HT/coating batch references, barcode/labeling, e‑PPAP file formats.
- Logistics & terms: lead‑time bands, OTD reporting cadence, Incoterms, packaging, spare/regrind programs, warranty/remedy language.
Pilot trials, incoming checks, requalification
To reduce back-and-forth during sourcing, many OEM teams keep a copy-ready block of measurement and evidence requirements that can be pasted into an RFQ, drawing notes, or a control plan. Use the field list below as a starting point and tailor it to your resin/filler, die material, and validated line trials.
Spec-to-Control-Plan Copy Block (copy/paste and edit):
- Hardness (HRC): test method per ISO 6508 / ASTM E18; specify test locations and quantity per lot (e.g., n=3 pieces/lot, one reading per defined zone); report min/avg/max and gage ID/calibration status.
- Surface texture (Ra): measure per ISO 21920; define cutoff/filter, evaluation length, stylus tip, measurement direction, and functional zones (cutting face/edge land vs. non-functional faces); report settings used on the inspection record.
- Geometry: define datums and measurement points for flatness and squareness per ISO 1101 or ASME Y14.5; state the gage method (surface plate + indicator, CMM, etc.) and reporting format.
- Capability evidence: require an initial capability study on key characteristics (e.g., Cpk ≥ 1.33 at launch; ≥ 1.67 preferred for fit-critical features), with sample size, time window, and measurement system evidence (MSA/GR&R).
- Attribute acceptance: sampling per ANSI/ASQ Z1.4 (inspection level and AQL by critical/major/minor); include switching rules and defect definitions.
- Traceability & deliverables: define required fields on COC (heat/lot, heat treat batch, coating batch, part revision, inspection record IDs), plus FAI/first-article dimensional report and retention period.
Run pilot lots with defined sample sizes and measurement points; compute Cpk and lock control limits. For operations context on pelletizing cuts and troubleshooting, see this guide to extrusion cutoff knife checks. Apply AS9102‑style triggers for requalification after any significant change.
Commercial terms and remedy clauses
Define containment and remedy windows, replacement criteria, expedited freight triggers, and cost‑sharing for verified escapes. Agree on KPI reviews (OTD, PPM, capability) and continuous‑improvement actions.
خاتمة

Engineering, procurement, and supply chain teams trust capable China pelletizer blade factory suppliers because they combine materials know‑how, controlled heat treatment, tight geometry, and disciplined documentation with dependable delivery. Balance unit price with TCO, verify capability with CpK and AQL, and insist on e‑PPAP‑ready documentation. That combination de‑risks onboarding and accelerates stable production.
For deeper background on alloy and coating choices, see the selection overview in this engineering guide. If you need a structured starting point, convert your drawing targets and the “Spec Summary” into an RFQ and request a sample quality packet to validate capability before award.
Tommy Tang is a Senior Sales Engineer at Nanjing METAL with 12 years of experience supporting industrial blade sourcing and application discussions for polymer processing and related cutting operations. Credentials: CSE, CME, Six Sigma Green Belt, PMP.
About Nanjing METAL / MAXTOR METAL
Nanjing METAL (MAXTOR METAL) manufactures custom, precision-ground industrial blades and provides documentation commonly requested in OEM supplier qualification workflows (e.g., incoming/in-process/final inspection records and first-article documentation as described on its public product pages). Official site: https://maxtormetal.com/
Editorial note: This guide provides engineering-style reference targets and qualification logic. Final specifications and acceptance criteria should be defined by the OEM drawing/control plan and confirmed through trials and capability evidence.
References (authoritative methods and overviews cited inline):
- ZwickRoell — Rockwell test ISO 6508 / ASTM E18 overview
- Industrial Physics — Rockwell hardness test explainer
- Digital Surf — ISO 21920 surface texture parameter guide
- Evident Scientific — surface roughness measurement terms and standards
- ISO — ISO 1101:2017 Geometrical product specifications overview
- ASME — ASME Y14.5 Dimensioning and Tolerancing standard page
- ASQ — process capability overview and key definitions
- ASQ — ANSI/ASQ Z1.4 acceptance sampling standard page
- NIST/SEMATECH e-Handbook — acceptance sampling methods explainer
- AIAG — PPAP (4th edition) manual landing page
- SAE — AS9102 First Article Inspection Requirements landing page
- ASTM — ASTM C1624 scratch adhesion testing for coatings
- ASTM — ASTM B117 salt spray testing method
- ASTM — ASTM G99 pin-on-disk wear testing method
- Oerlikon Balzers — PVD coatings for precision components technical article