
مقدمة
تُهدر الكريات المتكتلة - سواء كانت ثنائية أو ثلاثية أو ملتصقة - الإنتاجية، وتُعطل المجففات والمصنفات، وتُعرّض ادعاءات العملاء بالجودة للخطر. في عمليات التكوير تحت الماء وعلى سطح القالب، يعود سبب معظم التكتل إلى خروج الكريات من القالب ساخنة جدًا أو لزجة، أو إلى تبريد غير كافٍ أو غير مستقر، أو إلى فصل غير كامل عند سطح القالب. يُعدّ تصميم الشفرة أساسيًا للفصل النظيف: فزوايا القطع والتخليص المُضبوطة تُقلل من قوة القطع والحرارة الناتجة عن الاحتكاك، وتمنع الذيول التي تعمل كـ"خطافات"، وتُساعد على فصل الكريات بشكل نظيف في تيار الماء.
عمليًا، تكون أدواتك الأولى بسيطة وفعّالة: اضبط زوايا الشفرة المناسبة، وحافظ على مسافة ثابتة بين الشفرة والقالب، وثبّت درجة حرارة ماء التبريد والمادة المنصهرة. بمجرد استقرار الظروف الحرارية والميكانيكية الأساسية، اضبط الزوايا بدقة متناهية بخطوات صغيرة ومدروسة، وتحقق من الاستجابة باستخدام المناخل والفحوصات البصرية.
أهم النقاط
- استخدم نطاقات بداية تجريبية للميل والتخليص حسب عائلة الراتنج، ثم اضبط بدقة ±2-3 درجة حسب بصمة العيب لتقليل الذيول والتكتل.
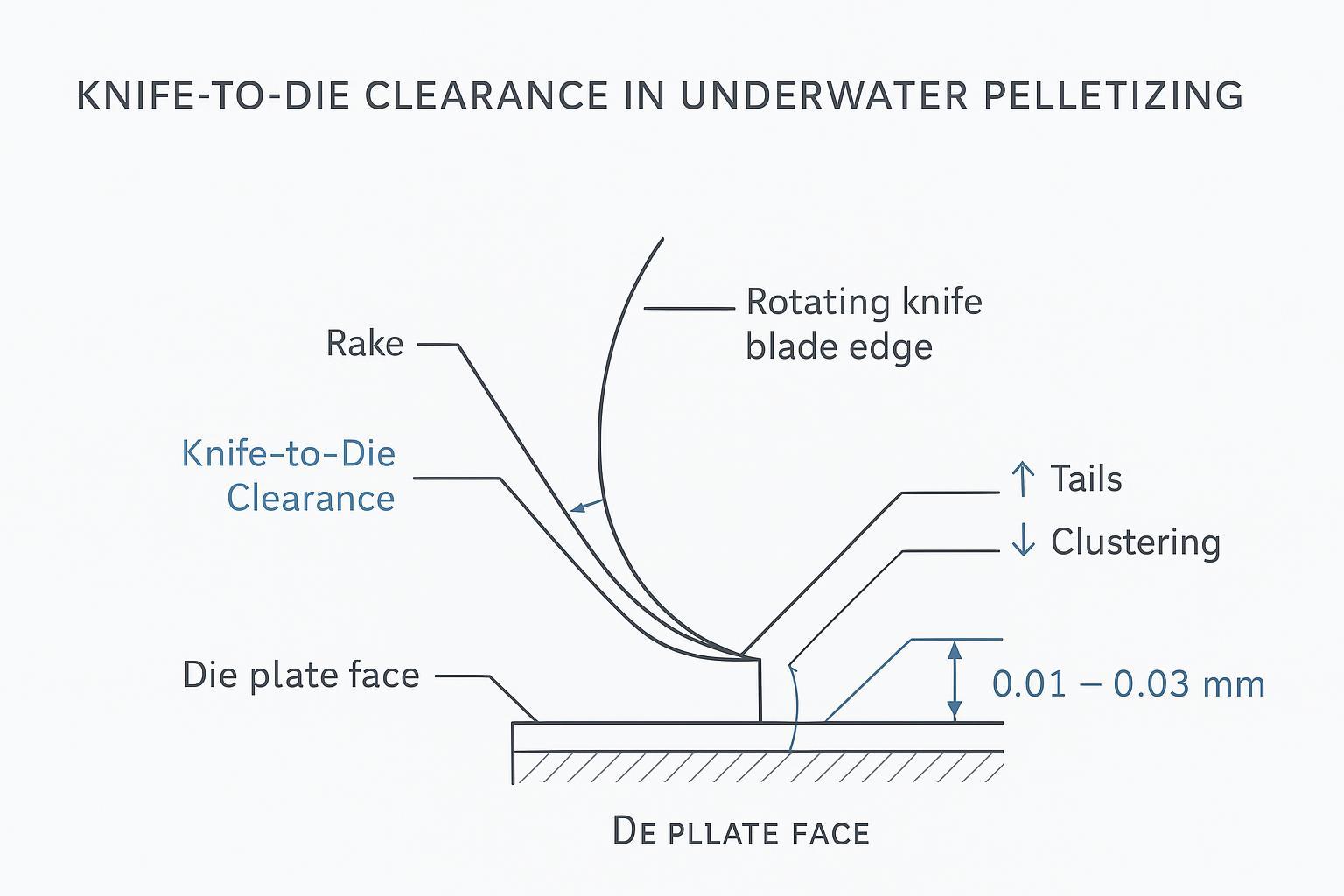
- قم بضبط خلوص السكين والقالب بشكل موحد وقم بالتعديل بخطوات 0.01-0.03 مم؛ قم بتثبيت درجة حرارة الماء وتدفقه قبل تغيير الشكل الهندسي.
- حافظ على درجة حرارة الانصهار ثابتة في حدود ±2-5 درجة مئوية تقريبًا، وقم بمحاذاة سرعة دوران القاطع مع معدل الإنتاج للحفاظ على قطع متسق.
- تعامل مع تغييرات الزاوية وحركات التخليص كتجارب مضبوطة؛ وقم بتوثيق النتائج باستخدام تحليل المنخل ومعايير الصور.
- بالنسبة للمركبات المملوءة بالزجاج أو المركبات المملوءة بشكل كبير، يُنصح بالميل نحو زاوية ميل أقل وراحة أكبر للتحكم في الحرارة ومنع انزلاق الألياف.
أساسيات هندسة الشفرة
زاوية الجرف وميكانيكا القص
زاوية القطع هي زاوية حافة القطع بالنسبة لسطح القالب. تقلل زاوية القطع الموجبة المعتدلة من قوة القطع في البولي أوليفينات الأكثر ليونة، مما يساعد على منع التلطخ وتراكم الحرارة لحظة القطع. مع ذلك، قد تؤدي زاوية القطع الموجبة المفرطة إلى ارتفاع حرارة القص الموضعية وتليين سطح الحبيبات، مما يزيد من خطر تكوّن حبيبات مزدوجة أو متكتلة. بالنسبة للتركيبات الأكثر صلابة أو كاشطة - وخاصة تلك المملوءة بالألياف الزجاجية - تحافظ زاوية القطع شبه المحايدة على قوة الحافة وتحد من تشابك الألياف. تخيل زاوية القطع كمؤشر "القوة مقابل الحرارة": كلما زادت زاوية القطع الموجبة، كان القطع أسهل ولكن الحرارة ترتفع؛ وكلما قلت زاوية القطع الموجبة، كان القطع أبرد وأكثر متانة.
زاوية الخلوص وتخفيف الحرارة
الخلوص (أو التباعد) هو الزاوية خلف حافة القطع. وظيفته منع احتكاك جانب الشفرة بسطح القالب. يؤدي الخلوص غير الكافي إلى الاحتكاك والحرارة، مما يُليّن أسطح الحبيبات ويجعلها تلتصق ببعضها في تيار الماء. أما الخلوص المفرط فقد يُزعزع استقرار القطع ويُسبب تكوّن ذيول. لذا، يجب أن يكون الخلوص كافيًا لتقليل الاحتكاك مع الحفاظ على مسار حافة ثابت ودقيق عبر القالب.
حدة الحافة ومادة الشفرة
لا غنى عن حافة حادة وسليمة. فالحواف الباهتة أو المتشققة تزيد من قوة القطع والحرارة، وتترك أجزاءً من المعدن عند القالب، وتتسبب في تساقط جزيئات دقيقة، وكلها عوامل تؤدي إلى تكتلات. للمادة والمعالجة الحرارية أهمية بالغة: ففولاذ الأدوات مثل الفولاذ عالي السرعة (مثل M2) وSKD11 يوازن بين الصلابة والمتانة؛ كما يمكن للطلاءات أن تقلل من التآكل في المركبات الكاشطة المملوءة بالزجاج. يجب مطابقة صلابة المادة مع درجة كشط الراتنج، والتحقق من استواء وتوازي السطح لضمان تلامس كل سكين بشكل متساوٍ.
نقاط ضبط الزاوية الخاصة بكل نوع من أنواع الراتنج

البولي أوليفينات: خطوط الأساس PE/PP
- زاوية الميل: 5-15 درجة (ابدأ بالقرب من 10 درجات).
- الخلوص: 6-12 درجة (ابدأ بالقرب من 8 درجات).
الضبط بناءً على العيوب: إذا لاحظتَ ذيولًا خفيفة دون علامات ارتفاع درجة الحرارة، قلّل زاوية الميل بمقدار درجتين أو أضف درجتين من الخلوص. إذا بدت الحبيبات ملطخة أو لزجة مع تكوّن تكتلات، فاجعل الميل أقل قليلًا والخلوص أكبر قليلًا ضمن النطاق بعد التأكد من استقرار درجة حرارة الماء والذوبان.
الراتنجات الهندسية: PA/PET
- زاوية الميل: 10-18 درجة (ابدأ بالقرب من 12-14 درجة؛ حافظ على قوة الحافة الجيدة).
- الخلوص: 8-14 درجة (ابدأ بالقرب من 10-12 درجة).
هذه البوليمرات أكثر حساسية للحرارة. حافظ على ثبات درجة حرارة الانصهار، وانتبه لعودة الالتصاق في الماء، وعدّل الزوايا فقط بعد تثبيت درجة الحرارة ومعدل التدفق. استخدم السطح المقطوع كدليل لك. كسر هش ذو أوجه بالإضافة إلى جزيئات دقيقة متصاعدة غالباً ما يستفيد من حوالي زاوية ميل +2 درجة (ثم تأكد من أن الماء ليس بارداً أكثر من اللازم)، بينما تلطيخ/لصق الجلود وإعادة لصقها في الماء عادة ما يتطلب زاوية ميل -2 درجة و/أو خلوص +2 درجة بعد التأكد من الاستقرار الحراري.
مركبات مملوءة ومركبات من الألياف الزجاجية
- زاوية الميل: 8-16 درجة (ابدأ بالقرب من 10-12 درجة؛ تستفيد العديد من الخطوط من قيم النطاق المتوسط لتحقيق التوازن بين الحرارة وسلامة الحافة).
- الخلوص: 10-16 درجة (ابدأ بالقرب من 12-14 درجة لمزيد من تخفيف الحرارة).
تزيد الحشوات الزجاجية والمعدنية من التآكل وقد تُسهّل انفصال الألياف. يمكن تقليل الحرارة ومنع التشابك باستخدام زاوية ميل أقل قليلاً من البولي أوليفينات ومسافة أكبر بين الحافة والسطح. في حال ازدياد كمية الجزيئات الدقيقة، يُنصح بزيادة زاوية الميل بمقدار درجتين ضمن النطاق والتأكد من أن الماء ليس باردًا جدًا.
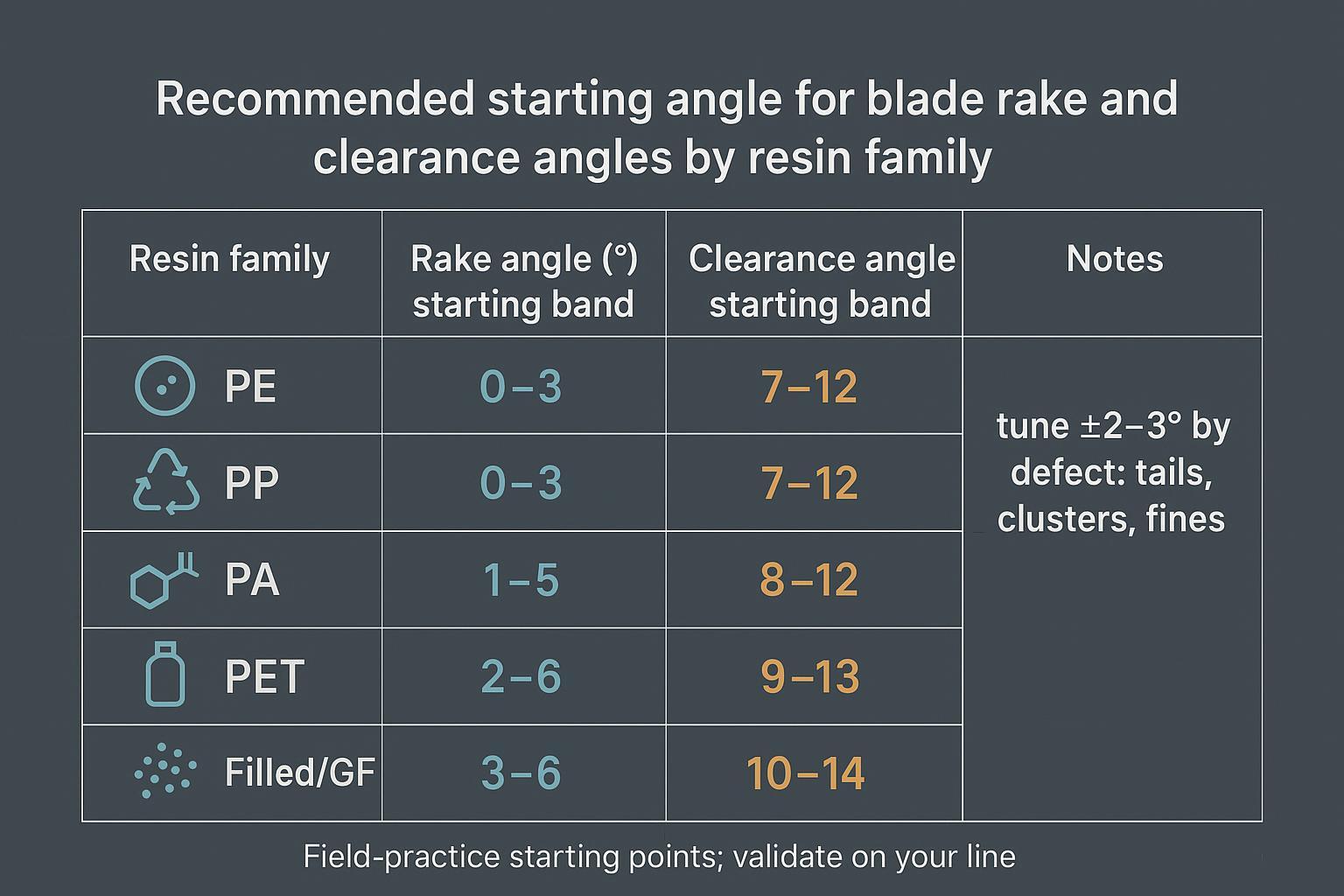
ملاحظة عملية: تُعدّ نطاقات الزوايا المذكورة أعلاه نقاط انطلاق شائعة الاستخدام؛ تحقق من صحتها على خط الإنتاج الخاص بك وسجّل النتائج. ولأن معظم كتيبات الشركات المصنعة الأصلية العامة تتناول الآليات ولكنها نادرًا ما تنشر جداول زوايا رقمية خاصة بالراتنج، فتعامل مع هذه النطاقات على أنها خطوط الأساس التجريبية وقم بتأكيدها مقابل دليل المعدات الخاص بك والتجارب الخاضعة للرقابة عبر الإنترنت (تغيير واحد في كل مرة، مع التحقق من المنخل/الرؤية).
المعلمات المتفاعلة
أهداف التطهير بالسكين حتى الموت
يُعدّ وجود خلوص متساوٍ ودقيق عند مسار القطع أمرًا بالغ الأهمية. فالخلوص الزائد يُخلّف نتوءات تُصبح امتدادات؛ بينما يؤدي عدم كفاية الخلوص أو عدم انتظام التلامس إلى ارتفاع درجة الحرارة وظهور التلطيخ. اضبط الخلوص بزيادات صغيرة (عادةً 0.01-0.03 مم)، مع التأكد من التلامس المنتظم بين جميع الشفرات. بعد كل تغيير، اجمع عينة موقوتة وتحقق من الامتدادات والتجمعات قبل الانتقال إلى الضبط التالي. تشير موارد استكشاف الأخطاء وإصلاحها في هذا المجال إلى أن "الخلوص الزائد بين الشفرة والقالب" هو أحد الأسباب الشائعة لظهور الامتدادات؛ لذا، عالج العوامل الحرارية أولًا، ثم حسّن الخلوص.
مياه التبريد ودرجات حرارة الذوبان
إذا خرجت الحبيبات من القالب ساخنةً، أو كان الماء دافئًا جدًا أو لم يتدفق بالقدر الكافي، فستبقى الأسطح لزجة وتلتصق ببعضها. ابدأ بخفض درجة حرارة الانصهار ضمن النطاق الموصى به للراتنج، وتأكد من تدفق التبريد الكافي. في العديد من خطوط الإنتاج، يكون ماء المعالجة باردًا بشكل مناسب؛ أما في الطرق المتخصصة، مثل عملية التكوير بدرجة حرارة مثالية، فقد تتجاوز درجة حرارة الماء الأولي 100 درجة مئوية تحت الضغط لتحسين القطع في بعض أنواع الراتنجات الهندسية، يليه دائرة تبريد ثانوية لتصلب الحبيبات قبل التجفيف. المبدأ واحد: تثبيت الظروف الحرارية حتى تتمكن الزوايا من العمل بدقة دون إعادة الالتصاق في الماء.
- تُناقش الإرشادات المتعلقة بالإصلاحات المرتبة والتركيز الحراري في دليل عيوب ديفيس-ستاندرد: انظر قسمي التكتل والتوائم/الثلاثيات في نظرة عامة على استكشاف الأخطاء وإصلاحها في ديفيس-ستاندرد (2021).
- للاطلاع على سياق استراتيجيات إيقاف الخدمة وكلمة المرور لمرة واحدة، انظر كتيب نظام MAAG's Gala 12S و نظرة عامة على رمز التحقق لمرة واحدة من MAAG.
سرعة دوران القاطع مقابل الإنتاجية
يجب أن تتناسب سرعة دوران القاطع مع تدفق الكتلة: فإذا كانت بطيئة جدًا، تطول الحبيبات وقد تتحد؛ وإذا كانت سريعة جدًا، يزداد حرارة القص وتتراكم الجزيئات الدقيقة. استخدم منحنيات الشركة المصنعة الأصلية أو إرشادات واجهة المستخدم الرسومية عند توفرها. تشير شركة ديفيس-ستاندرد في قسم استكشاف الأخطاء وإصلاحها إلى أن "سرعة السكين العالية جدًا" قد تُسهم في تكوين حبيبات مزدوجة أو متسلسلة في بعض الحالات؛ لذا خفّض السرعة فقط بعد استقرار الذوبان والماء. وكقاعدة عملية، غيّر سرعة الدوران تدريجيًا وقيم فصل الحبيبات، وذيولها، وتوزيع الجزيئات الدقيقة على الفور.
دليل استكشاف الأخطاء وإصلاحها
تشخيص الذيول والتجمعات
ابدأ من سطح القالب وحلقة الماء. تشير الذيول عادةً إلى وجود تمزقات ناتجة عن فجوة كبيرة، أو حواف مهترئة أو متشققة، أو تلامس غير متساوٍ؛ بينما تشير التجمعات غالبًا إلى وجود طبقة خارجية لزجة للكريات نتيجة ارتفاع درجة حرارة الانصهار، أو دفء الماء أو انخفاض تدفقه، أو عدم استقرار القطع مما يؤدي إلى تلطيخها. سجّل درجة حرارة الانصهار، ودرجة حرارة القالب، ودرجة حرارة الماء وتدفقه، وسرعة دوران القاطع، ومعدل الإنتاج، وضغط القالب. التقط صورًا للكريات مقابل مقياس، وسجّل معدلات العيوب بالعدد والكتلة.
تسلسل ونطاقات الضبط
- أولاً، قم بخفض درجة حرارة الانصهار ضمن المواصفات، وخفض درجة حرارة الماء، وتحقق من تدفق الماء أو زدّه. أعد فحص فصل الحبيبات.
- الخطوة الميكانيكية التالية: تحقق من سلامة الحافة واستبدلها أو أعد شحذها إذا كانت متآكلة. اضبط التلامس بشكل متساوٍ واضبط الخلوص بين السكين والقالب بخطوات تتراوح بين 0.01 و0.03 مم.
- ضبط الزاوية الدقيق: ضمن نطاق الراتنج، غيّر زاوية الميل أو الخلوص بمقدار ±2-3 درجات بناءً على العيب السائد. بالنسبة للذيول، قلّل زاوية الميل قليلاً أو زد الخلوص قليلاً؛ بالنسبة للتجمعات ذات الأسطح اللزجة، قلّل زاوية الميل وزد الخلوص درجة واحدة؛ بالنسبة للجسيمات الدقيقة في الأنظمة المملوءة، أضف حوالي درجتين من زاوية الميل وتأكد من أن الماء ليس مبرداً أكثر من اللازم.
- محاذاة سرعة الدوران: اضبط سرعة القطع لتتناسب مع معدل الإنتاج بعد استقرار ما سبق؛ تجنب إحداث حرارة قص إضافية.
وتيرة الصيانة الوقائية
افحص حواف القطع بانتظام؛ وتأكد من انتظام حركة السكين وحالة سطح القالب بعد كل تغيير للشفرة؛ وقم بإجراء فحوصات أولية على أي دفعة شفرات جديدة قبل البدء في الإنتاج بكميات كبيرة. كمثال على التوريد وفقًا لمعايير الشركات المصنعة الأصلية ومواءمة مراقبة الجودة، يمكن لشركة MAXTOR METAL دعم حزم فحص أولية بتقارير الأبعاد، وفحوصات الصلابة، والتحقق من التسطيح/التوازي لمساعدتك في ضمان أداء الزاوية والمسافة بدقة. للاطلاع على نقاط التفتيش العملية، راجع إرشاداتهم على طرق فحص الشفرات وتحديد المقاسات في دليل التفاوت المسموح به لشفرات الشفرات الصناعية.
التحقق والتوثيق
تحليل المنخل والمعايير البصرية
قم بقياس ما تراه. بالنسبة لتوزيع حجم الجسيمات ونسب العيوب، استخدم طريقة الغربلة المكدسة بحجم مناسب لحجم حبيباتك الاسمية. يصف معيار ASTM D1921 إجراءات الغربلة الجافة لحبيبات البلاستيك؛ قم بتشغيل ثلاث عينات متكررة على الأقل، وقم بالإبلاغ عن النسبة المئوية المحتجزة لكل غربال، والنسبة المئوية للجسيمات الدقيقة بالكتلة، والنسبة المئوية للجسيمات كبيرة الحجم. بالنسبة لتقدير كمية الجسيمات الدقيقة والغبار في نطاق أقل من ملليمتر، يوفر معيار ASTM D7486 طرقًا وإرشادات للإبلاغ مناسبة لقبول ضمان الجودة. قم بربط بيانات الغربلة بلوحات صور توضح العيوب النموذجية (عتبات طول الذيل، أمثلة على الجسيمات المزدوجة/المتجمعة) وقم بتعليق خطوط القبول لإنشاء معايير بصرية متسقة.
- الطرق القياسية: ASTM D1921 - تحليل المنخل للمواد البلاستيكية و ASTM D7486 – قياس الجزيئات الدقيقة والغبار على حبيبات البلاستيك.
معايير القبول وسجلات العيوب
حدد عتبات تتوافق مع مواصفات العميل وقدرات عملياتك. تشمل الأمثلة الشائعة أهدافًا مثل عدد مجموعات أقل من 1% وغرامات أقل من 2% من حيث الكتلة، ولكن يجب الاتفاق على القيم النهائية تعاقديًا.
نموذج النسخ واللصق: سجل العيوب (املأ سطراً واحداً لكل عينة)
- الطابع الزمني:
- نموذج خط الإنتاج / جهاز التكوير:
- الراتنج / الدرجة / الدفعة:
- معدل الإنتاج (كجم/ساعة أو رطل/ساعة):
- درجة حرارة الانصهار (°م) والاستقرار (±°م):
- درجة حرارة القالب (°م):
- درجة حرارة الماء (°م):
- معدل تدفق الماء (لتر/دقيقة) والضغط (بار):
- سرعة دوران القاطع:
- خلوص السكين عن القالب (مم) وخطوة الضبط (مم):
- هندسة السكين (زاوية الميل ° / الخلوص °) والتغيير (±°):
- الملاحظات (التلطيخ/الالتصاق، طول الذيل، السلاسل):
- المقاييس (نفس الأساس في كل مرة): مجموعات % (العدد)، توائم/ثلاثيات % (العدد)، جزيئات % الدقيقة (الكتلة)، جزيئات % كبيرة الحجم (الكتلة):
- اسم (أسماء) ملف (ملفات) الصورة / معرف العينة:
قالب النسخ واللصق: حقول تقرير الغربلة (متوافقة مع معايير ASTM)
- الحجم الاسمي للكريات:
- كتلة العينة:
- مجموعة المناخل (أحجام الفتحات):
- وقت/إعدادات الخلط:
- عدد التكرارات (يوصى بـ 3 تكرارات):
- جدول النتائج: كمية % المحتجزة لكل منخل، كمية % الناعمة بالكتلة، كمية % الكبيرة بالكتلة
- ملخص: المتوسط ± الانحراف المعياري للغرامات/الأحجام الكبيرة؛ يتم تجميعها حسب العدد (إذا تم قياسها بشكل منفصل)
مثال على صيغة القبول (إخلاء المسؤولية التعاقدي)
- يجب تحديد معايير القبول في مواصفات العميل والتحقق منها على خط الإنتاج الخاص بك.
- مثال فقط: مجموعات <1% بالعدد؛ حبيبات صغيرة <2% بالكتلة؛ لا توجد حبيبات متسلسلة مرئية في فحص بصري لـ 100 حبيبة.
وثائق الامتثال والتتبع
نموذج النسخ واللصق: قائمة فحص الاستلام الأولي للشفرة
- شهادة المطابقة (CoC): المادة، الأبعاد، رقم الدفعة/الدفعة
- شهادات المواد / إمكانية تتبع رقم الدفعة
- سجل المعالجة الحرارية (إن وجد): الصلابة المستهدفة والنتائج الفعلية
- نتائج اختبار الصلابة (HRC): الطريقة، المواقع، عدد العينات
- تقرير التسطيح/التوازي: طريقة القياس والنتائج
- حالة الحواف: خالية من النتوءات، لا توجد بها شقوق/رقائق صغيرة (فحص بصري + فحص بالمجهر إذا تم استخدامه)
- الانحراف / تتبع الحافة (إن تم قياسه): الطريقة والتفاوت المسموح به
- فحص حبيبات النموذج الأولي: معيار الصورة + تقرير المنخل + عدد العيوب
احتفظ بملف لكل دفعة من الشفرات وللكميات الإنتاجية الحرجة: شهادة المطابقة، وسجلات دفعة المواد والمعالجة الحرارية، وبيانات الصلابة، وقياسات التسطيح/التوازي وانحراف الحواف، وإقرارات RoHS/REACH، وتقرير غربلة الحبيبات للنموذج الأول مع الصور. يمكن للموردين مواءمة المخرجات مع معايير القبول الخاصة بك؛ عمليًا، يقلل توفير قائمة فحص واضحة للتفاوتات والتفتيش مسبقًا من وقت بدء الإنتاج وإعادة العمل على دفعات الشفرات الجديدة.
الخاتمة
حافظ على زاوية الميل والمسافة ضمن النطاقات المحددة لكل نوع من الراتنج، واضبطها بدقة بخطوات تتراوح بين 2 و3 درجات وفقًا لخصائص العيوب. ثبّت المسافة بين السكين والقالب، ودرجات حرارة الماء والذوبان، وسرعة دوران القاطع قبل إجراء أي تغييرات في الزاوية، ثم تحقق من النتائج باستخدام بيانات المنخل والمعايير البصرية. من خلال التوثيق الدقيق ومراقبة الجودة المستمرة، يمكنك الحفاظ على جودة الفصل ومنع تكتل الحبيبات خلال دورات الإنتاج الطويلة.
مؤلف
تومي تانغ مهندس مبيعات أول في شركة نانجينغ ميتال، يتمتع بخبرة 12 عامًا في دعم شفرات صناعية دقيقة الطحن تُستخدم في قوالب التشكيل وتكوير المعادن تحت الماء. يحمل شهادات في: CSE، CME، Six Sigma Green Belt، وPMP.
المراجع المستخدمة في السياق:
- تم تلخيص الإصلاحات المطلوبة وأسباب العيوب في نظرة عامة على استكشاف الأخطاء وإصلاحها في ديفيس-ستاندرد (2021).
- استراتيجيات إخماد الحرائق وسياق كلمة المرور لمرة واحدة من كتيب حفل MAAG لعام 12 سبتمبر و نظرة عامة على رمز التحقق لمرة واحدة من MAAG.
- أساليب ضمان الجودة لكل ASTM D1921 و ASTM D7486.