
تلجأ فرق الهندسة والمشتريات وسلاسل التوريد في الشركات المصنعة للمعدات الأصلية العالمية إلى موردي شفرات آلات التكوير في الصين عندما تحتاج إلى جودة قابلة للتكرار، وعمليات قابلة للتدقيق، وتسليم موثوق به دون ارتفاع تكلفة الملكية الإجمالية بشكل كبير. هذا الدليل موجه لمهندسي البحث والتطوير ومهندسي العمليات الذين يتحققون من أداء الشفرات على سطح القالب، ومديري التوريد الذين يكتبون طلبات عروض الأسعار، وقادة جودة الموردين الذين يحددون معايير القبول. يشرح الدليل كيف تساهم الجودة والاتساق وموثوقية التوريد في تقليل وقت التوقف عن العمل وتكلفة الملكية الإجمالية، وما يجب التحقق منه قبل منح أي عقد.
ستجدون المقاييس والأساليب الدقيقة المستخدمة لتقييم موردي الشفرات: صلابة روكويل (HRC)، خشونة السطح (Ra)، التفاوتات الهندسية (التسطيح، التعامد، حافة القطع)، قدرة العملية (CpK)، أخذ عينات القبول (AQL)، بالإضافة إلى التسليم في الوقت المحدد (OTD) ونطاقات مهلة التسليم. وعند تطبيق المعايير، يتم ذكرها مباشرةً لتتمكنوا من نسخ الصياغة الدقيقة في الرسومات وخطط التحكم وبطاقات الأداء.
أهم النقاط
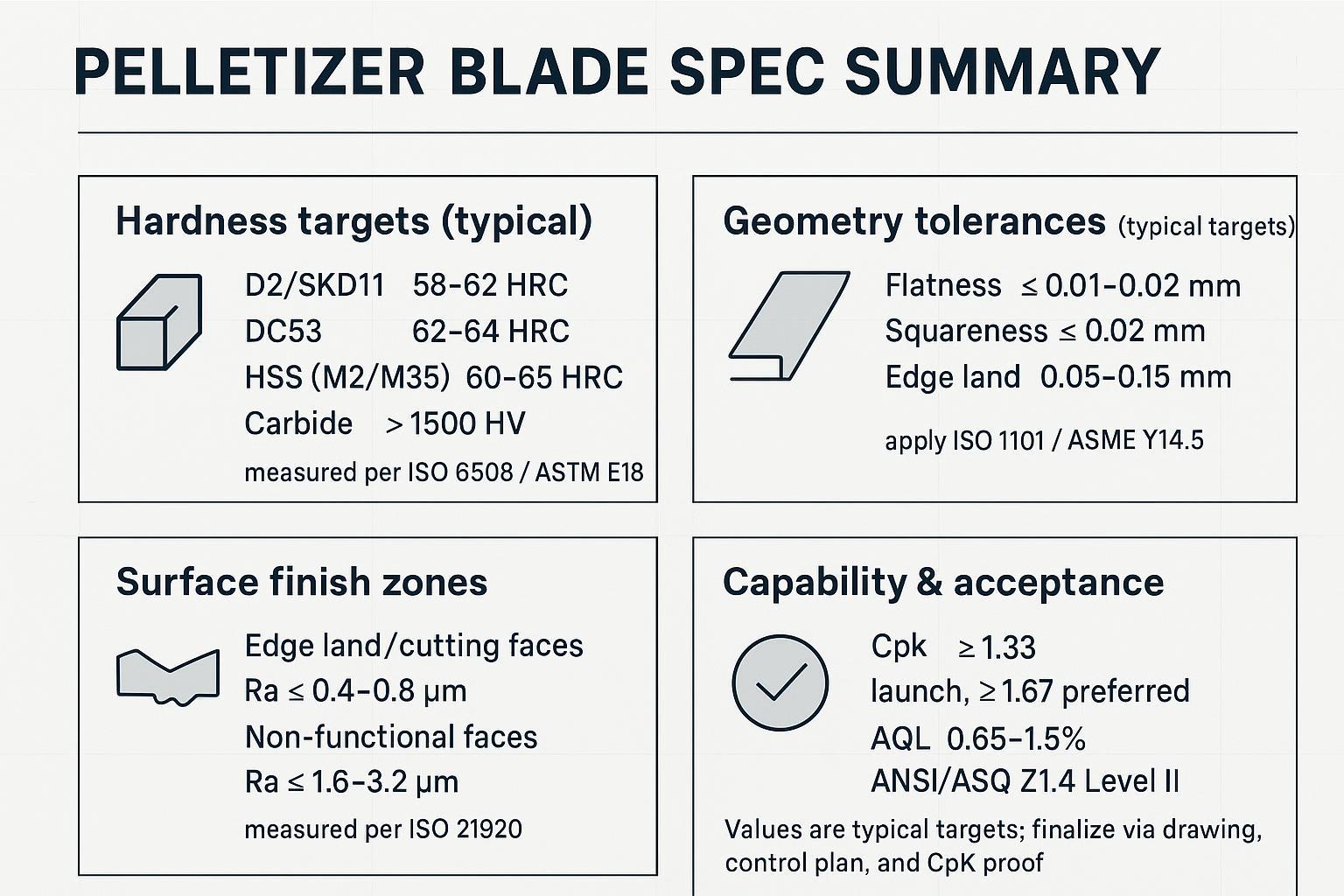
- الأهداف الهندسية النموذجية (يتم تأكيدها في رسوماتك وبإثبات CpK): D2/SKD11 عند صلابة 58-62 HRC تقريبًا؛ DC53 عند صلابة 62-64 HRC تقريبًا؛ HSS عند صلابة 60-65 HRC تقريبًا؛ الكربيد مُحدد بصلابة فيكرز (>1500 HV). خشونة أسطح القطع/حافة القطع Ra ≤0.4-0.8 ميكرومتر؛ الأسطح غير الوظيفية ≤1.6-3.2 ميكرومتر؛ التسطيح ≤0.01-0.02 مم؛ التربيع ≤0.02 مم؛ حافة القطع 0.05-0.15 مم. قدرة الإطلاق Cpk ≥1.33 (يُفضل ≥1.67 للعناصر الحرجة). أخذ عينات السمات وفقًا لمعيار ANSI/ASQ Z1.4 مع مستوى جودة مقبول AQL يتراوح عادةً بين 0.65 و1.5%.
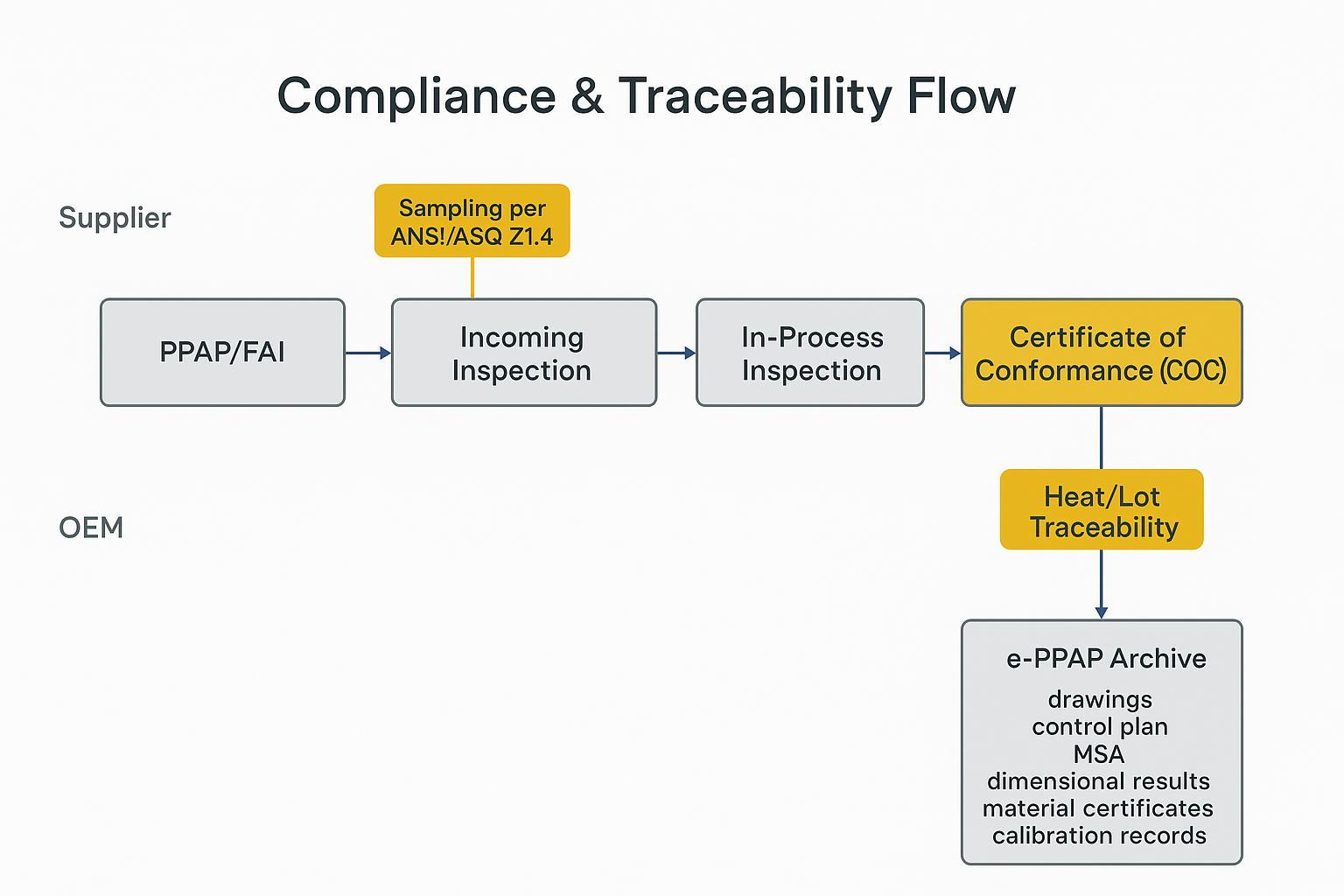
- إن إمكانية التدقيق هي التي تحقق النجاح على المدى الطويل: هياكل PPAP/FAI، والرسومات المتوافقة مع معايير ISO (ISO 1101/ASME Y14.5)، والقياسات المعايرة، وأرشيفات e-PPAP تقلل من احتكاك التأهيل، وتثبت الجودة، وتقصر الوقت اللازم للوصول إلى الإنتاج بكميات كبيرة.
- تكلفة الملكية الإجمالية أقل من سعر الوحدة: تكلفة تشغيل الطراز $/ساعة الحافة، وإعادة الشحذ المخطط لها، وتكاليف التوقف عن العمل. غالبًا ما يفوق العمر الافتراضي الثابت وقلة عمليات التغيير سعر الوحدة الأعلى قليلاً.
ما يقدره مصنّعو المعدات الأصلية
مؤشرات الأداء الرئيسية لوقت التشغيل وجودة الكريات
تعتمد عملية التكوير عالية الكفاءة على ثبات الحواف والتحكم في الاحتكاك عند سطح القالب. تشمل مؤشرات الأداء الرئيسية العملية: نسبة المخلفات والشوائب الدقيقة، ومعامل تباين حجم الحبيبات، ومتوسط الوقت بين تغيير الشفرة، ونسبة الفاقد عند بدء التشغيل. تعمل الشفرات التي تحافظ على الشكل الهندسي والتشطيب على إطالة فترات الاستقرار بين عمليات التغيير، وتمنع التوقفات غير المخطط لها، وتحمي سطح القالب من التآكل.
التكلفة الإجمالية لعدسة الملكية
بالنظر إلى ما هو أبعد من سعر الوحدة، يُقدّر مصنّعو المعدات الأصلية تكلفة الشفرة لكل ساعة تشغيل ($/edge-hour): وهي تكلفة موزعة على ساعات الإنتاج، بما في ذلك عمليات إعادة الشحذ المخطط لها، ووقت التثبيت، ووقت التوقف المُتجنب بفضل العمر التشغيلي المُنتظم. أضف إلى ذلك التأثيرات الثانوية، مثل تجانس الحبيبات الذي يؤثر على الإنتاجية، وإعادة المعالجة، ومطالبات العملاء بالجودة. غالبًا ما يُقلل المورّد الذي يحافظ على تجانس الشكل والتشطيب من دفعة إلى أخرى التكلفة الإجمالية للملكية، حتى لو كان سعر القطعة أعلى قليلاً.
إمكانية التدقيق وضوابط المخاطر
يُعطي مشترو الشركات الأولوية للموردين الذين يسهل تدقيقهم والذين يتمتعون بالمرونة في مواجهة التغييرات. وهذا يعني الالتزام بمعايير PPAP/FAI، واستخدام أجهزة معايرة وتحليل أنظمة القياس (MSA)، وخطط تحكم موثقة تتضمن دراسات Cp/Cpk للخصائص الرئيسية، وخطط أخذ عينات القبول (ANSI/ASQ Z1.4)، والاحتفاظ بالسجلات رقميًا. كما أن إمكانية التتبع من الدفعة/الرقم التسلسلي وحتى الرموز الشريطية النهائية وجاهزية e-PPAP تُسرّع الموافقات وتُحسّن احتواء المشكلات عند ظهورها.
المواد والمعادن

اختيار السبائك حسب الراتنج والحشوات
مطابقة السبيكة مع التركيب الكيميائي للراتنج، ومحتوى الزجاج/المعادن، وسرعة الخط:
- مادة PP/PE غير المعبأة: D2/SKD11 عند حوالي 58-60 HRC توازن بين التآكل وحماية القالب.
- الخلطات الرئيسية المملوءة بالزجاج أو المعادن أو المواد الكاشطة: DC53 في نطاق HRC ~62-64 أو حواف الكربيد المرتبطة بالكوبالت تقاوم التكسر الدقيق؛ التحقق من توافق الرقاقة.
- المواد البولي يوريثين الحراري/المطاطية أو الخلطات المعرضة للالتصاق: أعط الأولوية لحواف الأسطح والطلاءات منخفضة الاحتكاك للحد من التراكمات والذيل.
للحصول على معلومات أساسية حول المفاضلات المتعلقة بالمواد، راجع النظرة العامة الهندسية في قسم "اختيار أفضل سكاكين التكوير" على موقع MAXTOR الإلكتروني: سياق اختيار المواد والطلاء، ومقارنات أوسع نطاقاً بين السبائك: D2 مقابل SKD11 مقابل HSS و كربيد التنجستن مقابل الفولاذ عالي السرعة.
تشمل المراجع المعتمدة للطرق المستخدمة في قياس الصلابة معيار ISO 6508 ومعيار ASTM E18 اللذين يحددان مقياس روكويل C والإجراءات؛ انظر نظرة عامة على ZwickRoell في "اختبار روكويل ISO 6508/ASTM E18" وشرح الفيزياء الصناعية لسياق الطريقة.
أهداف الصلابة والمتانة
الأهداف النموذجية (يتم تأكيدها بالتجربة): D2/SKD11 ~58–62 HRC؛ DC53 ~62–64 HRC؛ عائلات الفولاذ عالي السرعة (M2/M35) ~60–65 HRC؛ يتم تحديد الكربيد بصلابة فيكرز (غالبًا >1500 HV). حدد الاختبار وفقًا لمعيار ISO 6508/ASTM E18 واطلب قيم الشهادة ضمن النطاق. وازن بين المتانة لحماية سطح الرقاقة؛ الحواف فائقة الصلابة بدون دعم كافٍ معرضة لخطر التكسر.
مقاومة للتآكل في البيئات الرطبة
في الأنظمة المغمورة تحت الماء والأنظمة ذات الحلقات المائية، يجب الحماية من التآكل والترسبات. تشمل الخيارات استخدام ركائز من الفولاذ المقاوم للصدأ حيثما أمكن، وطلاءات الترسيب الفيزيائي للبخار (PVD) ذات قوة التصاق مُثبتة، وتشطيبات سطحية تحدّ من تآكل الشقوق. في حال الاعتماد على الطلاءات، يجب تحديد معايير فحص التآكل (مثل اختبار ASTM B117 لمدة 117 ساعة مع معايير النجاح/الرسوب) وإجراءات التشغيل القياسية للتنظيف المناسبة لتركيب الراتنج الكيميائي.
المعالجة الحرارية والهندسة
المعالجة الحرارية بالتفريغ، والتبريد، والتحكم في التشوه
يُقلل التصليد الفراغي مع التبريد الغازي المُتحكم به من الأكسدة والتشوه؛ ويمكن أن تُقلل خطوات التبريد العميق من الأوستنيت المتبقي في D2/DC53؛ ويُثبت التصليد المزدوج الصلابة. ثبّت أدوات التثبيت وأنماط التحميل، ووثّق وصفات الفرن، واحتفظ بمخططات الدفعات في ملف الجودة الخاص بك.
التفاوتات في التسطيح والتربيع وحواف الأرض
لتحقيق تلامس مستقر بين سطح الرقاقة وفصل نظيف، تتمثل الأهداف الهندسية النموذجية فيما يلي:
- التسطيح على سطح التلامس بين القالب والقالب: ≤0.01–0.02 مم على امتداد الشفرة.
- التربيع (من الحافة إلى الوجه): ≤0.02 مم.
- عرض حافة التلامس: 0.05-0.15 مم حسب نوع الراتنج/الحشو ومادة القالب. استخدم رموز ISO 1101 أو ASME Y14.5 في الرسومات، وحدد نقاط الإسناد، ووضح كيفية ومكان القياس.
القياسات والقدرات أثناء العملية (أهداف CpK)
حدد نقاط القياس للتسطيح، والتعامد، وحواف الأسطح، وخصائص الثقوب/الفتحات الحرجة. اشترط عند الإطلاق أن يكون معامل Cpk ≥ 1.33 للخصائص الرئيسية (ويُفضل ≥ 1.67 للخصائص الحرجة). حافظ على نظام MSA/GR&R للأجهزة. تتبع فحوصات الخصائص معيار ANSI/ASQ Z1.4 مع مستوى الجودة المقبول المتفق عليه.
تشمل المعايير المرجعية لما سبق ISO 6508/ASTM E18 (روكويل)، وISO 21920 (نسيج السطح)، وISO 1101/ASME Y14.5 (GD&T)، وإرشادات ASQ بشأن قدرة العملية.
التشطيبات والطلاءات
مناطق خشونة السطح وأهداف Ra
تثبيت الاحتكاك وتقليل تكسر الحبيبات عن طريق تقسيم تشطيبات الأسطح إلى مناطق:
- أسطح القطع وحوافها: Ra ≤0.4–0.8 ميكرومتر (تم قياسها والإبلاغ عنها وفقًا لإعدادات ISO 21920).
- الأسطح غير الوظيفية: Ra ≤ 1.6–3.2 ميكرومتر لضمان النظافة ضد التآكل والتعامل الآمن. وثّق طول التقييم، والمرشحات، وطرف القلم وفقًا لمعيار ISO 21920 لضمان إمكانية تكرار القياسات في مختلف المواقع. للاطلاع على شرح مبسط لمنهج ISO 21920 الجديد لـ Ra/Rz، راجع دليل Digital Surf ونظرة عامة على المعلمات من Evident Scientific.
خيارات الترسيب الفيزيائي للبخار (TiN، TiAlN، AlCrN، DLC)
- TiN: مقاومة للتآكل للأغراض العامة، ~1-4 ميكرومتر، جيدة للعديد من الراتنجات التجارية.
- TiAlN: استقرار التآكل الساخن، ~2-4 ميكرومتر، قوي عند الأحمال الحرارية العالية.
- AlCrN: مقاومة الأكسدة، ~2-6 ميكرومتر، مناسبة للأعمال الكاشطة والساخنة.
- أنواع طلاء الكربون الشبيه بالماس (DLC): احتكاك منخفض للغاية، بسماكة تتراوح بين 1 و3 ميكرومتر، وهو مفيد للبوليمرات المعرضة للالتصاق. يُرجى مراجعة بيانات الشركة المصنعة للطلاء (مثل شركة أورليكون بالزرز) لمعرفة نطاقات السماكة ودرجة الحرارة.
التحقق: اختبارات الالتصاق والتآكل والتآكل
طلاءات الشاشات والتشطيبات باستخدام الاختبارات القياسية، وتحديد الظروف في خطة التحكم:
- الالتصاق: الإبلاغ عن الأحمال الحرجة وأنماط الفشل باستخدام ASTM C1624.
- التآكل: تطبيق معايير التعرض ASTM B117 بمعايير واضحة للنجاح/الفشل؛ فهم حدود الارتباط.
- التآكل / الاحتكاك: استخدم اختبار ASTM G99 pin-on-disk لمقارنة معدل التآكل ومعامل الاحتكاك تحت الأحمال ذات الصلة.
الامتثال والتوثيق
سجلات ISO و RoHS/REACH والمعايرة
اطلب شهادات ISO الحالية، وإقرارات RoHS/REACH، وسجلات المعايرة المرتبطة بالأرقام التسلسلية والتواريخ لأجهزة اختبار الصلابة، وأجهزة قياس ملامح السطح، وأجهزة قياس الإحداثيات ثلاثية الأبعاد. حدد فترات الاحتفاظ والاسترجاع.
حزم PPAP/FAI وشهادة المطابقة/إمكانية التتبع
اعتمد منهجية AIAG PPAP (المستوى 3 ما لم يُنص على خلاف ذلك) لهيكلة عملية الموافقة: خطة التصميم/التحكم، تحليل نظام القياس، نتائج الأبعاد، نتائج المواد/الأداء، الدراسات الأولية (Cp/Cpk)، وPSW. استخدم منطق AS9102 لفحص العينة الأولى لتفعيل إعادة فحص العينة الأولى بعد إجراء تغييرات على التصميم أو الطريقة أو الأدوات أو دفعات المواد. يجب أن تربط شهادات المطابقة الأجزاء النهائية بالدفعة/الحرارة، ودفعة المعالجة الحرارية، ودفعة الطلاء.
وفي هذا الإطار، مورد مقره الصين مثل ماكستور ميتال يمكن توفير سجلات الفحص الواردة، وسجلات الفحص أثناء التصنيع، وسجلات الفحص النهائي، بالإضافة إلى وثائق العينة الأولى كما هو موضح في صفحات منتجاتها العامة، مما يدعم إمكانية التتبع والاستعداد للتدقيق. حافظ على هدف التحقق: اطلب عينات من حزم الجودة أثناء طلب عرض الأسعار.
حزم ضمان الجودة الرقمية وجاهزية نظام الموافقة الإلكترونية على المشاريع (e-PPAP)
حدد بنية مجلدات e-PPAP (الرسومات، خطة التحكم، تحليل نظام القياس، نتائج الأبعاد، شهادات المواد، سجلات المعايرة، الصور، الرموز الشريطية/الملصقات) مع التحكم في الإصدارات. اطلب ملفات PDF قابلة للبحث وملفات CSV/XLSX عند الاقتضاء. واجعل عملية أخذ عينات السمات متوافقة مع معيار ANSI/ASQ Z1.4، واحفظ دراسات القدرة.
سلسلة التوريد والتكلفة الإجمالية للملكية
أوقات التسليم، والتسليم في الوقت المحدد، وخيارات المصطلحات التجارية الدولية (Incoterms).
ضع توقعات واقعية: النماذج الأولية في غضون أسبوعين إلى أربعة أسابيع تقريبًا؛ والإنتاج في غضون أربعة إلى ثمانية أسابيع تقريبًا، وذلك حسب قوائم انتظار المعالجة الحرارية والطلاء. راقب معدل التسليم في الوقت المحدد (OTD) لمدة 12 شهرًا على الأقل، بحيث يكون ≥95%. حدد شروط التجارة الدولية (Incoterms) (مثل FCA، FOB، CIF، DDP) بما يتناسب مع تفضيلاتك اللوجستية والاستيرادية.
تخفيف المخاطر: مصدر مزدوج، مخزون أمان، مؤشر أداء رئيسي
يمكن الحد من التقلبات من خلال استراتيجيات المصادر المزدوجة، ومخزون الأمان لدى الموردين للمنتجات الأساسية، ومراجعات دورية لمؤشرات الإنتاج والمبيعات والمخزون. يجب تدقيق استمرارية الأعمال والإفصاحات المتعلقة بالقدرة الإنتاجية؛ والتأكد من وجود مسارات بديلة للطلاء/المعالجة الحرارية.
اقتصاديات دورة الحياة: $/ساعة الحافة وإعادة الطحن
قم بنمذجة عمر شفرة آلة التكوير بوحدة $/ساعة حافة، مع مراعاة تكلفة الشراء، وعدد/تكلفة إعادة الطحن، وعمالة تغيير الشفرة، وتأثير وقت التوقف. تحقق من ذلك من خلال تجارب خط الإنتاج وفروقات معدل العيوب. إن العمر الافتراضي الثابت لشفرات آلات التكوير من موردين أكفاء في الصين يقلل بشكل كبير من التكاليف الخفية عن طريق خفض وتيرة تغيير الشفرة ونسبة الخردة.
كيفية تأهيل مصنع شفرات التكوير

إذا كنت تريد طريقة سريعة وقابلة للتكرار لمقارنة عروض الأسعار، فقم بإنشاء ورقة عمل بسيطة بحيث يتم تقييم كل مورد بناءً على نفس المدخلات والافتراضات (وبالتالي يمكن للهندسة أن تتحدى الافتراضات بشكل علني).
حقول ورقة عمل $/edge-hour (لا يلزم وجود بيانات خاصة):
- سعر الشفرة بعد الهبوط (بالدولار الأمريكي): سعر الوحدة + الشحن + الرسوم الجمركية + رسوم الاستلام/التفتيش
- ساعات الحافة الفعالة: الساعات بين المؤشر/التغيير في حالة الاستقرار (يتم تتبعها بشكل منفصل حسب الراتنج/الحشو)
- مدة التغيير: دقائق لكل فهرس/تغيير؛ عدد المشغلين المشاركين
- معدل تكلفة التوقف عن العمل: $/ساعة لخط التكوير (أو هامش المساهمة التقريبي)
- خطة إعادة الطحن: تكلفة إعادة الطحن لكل قطعة، وعدد القطع المتوقع إعادة طحنها، ووقت التسليم، ومخاطر الهدر.
- تأثير جودة الكريات: تغير معدل المخلفات/الشوائب وأي انخفاض في معدل الإنتاج (إن وجد).
- مؤشر مخاطر سطح القالب: أي عامل تكلفة متفق عليه لتآكل القالب غير الطبيعي المرتبط بسلوك الشفرة
تعامل مع هذه البيانات كمدخلات نموذجية؛ فالهدف هو إجراء مقارنة عادلة، وليس التنبؤ المثالي.
قائمة التحقق من طلبات عروض الأسعار ومعايير القبول
- الرسومات مع إشارات ISO 1101/ASME Y14.5 للتسطيح والتعامد وحواف الأرض؛ تم تحديد الخصائص الرئيسية.
- المادة والمعالجة الحرارية: عائلة السبائك؛ نطاق HRC المستهدف؛ العملية (الفراغ، التبريد إذا تم استخدامه)، التطبيع؛ الشهادات وفقًا لمعيار ISO 6508/ASTM E18.
- السطح: أهداف Ra حسب المناطق وفقًا لمعيار ISO 21920؛ بما في ذلك طول التقييم / إعدادات المرشح.
- الطلاءات: النوع (TiN/TiAlN/AlCrN/DLC)، والسمك المستهدف، وخطة التحقق (ASTM C1624، B117، G99 حسب الاقتضاء).
- القياسات: الأجهزة، وسجلات المعايرة، وملخص MSA/GR&R؛ أهداف القدرة Cpk ≥1.33 (يفضل ≥1.67 للحالات الحرجة).
- أخذ عينات القبول: ANSI/ASQ Z1.4 المستوى الثاني؛ تحديد AQL للحرجة/الرئيسية/الثانوية وقواعد التبديل.
- حزمة الامتثال: عناصر PPAP/FAI، وCOC مع مراجع الدفعة الحرارية/الدفعة وHT/الطلاء، والباركود/الملصقات، وتنسيقات ملفات e-PPAP.
- اللوجستيات والشروط: نطاقات المهلة الزمنية، وتيرة الإبلاغ عن التسليم في الوقت المحدد، المصطلحات التجارية الدولية، التعبئة والتغليف، برامج قطع الغيار/إعادة الطحن، لغة الضمان/التعويض.
التجارب التجريبية، والفحوصات الواردة، وإعادة التأهيل
لتقليل المراسلات المتكررة أثناء عملية التوريد، تحتفظ العديد من فرق مصنعي المعدات الأصلية بنموذج جاهز للنسخ يتضمن متطلبات القياس والأدلة، ويمكن لصقه في طلب عرض أسعار، أو ملاحظات الرسم، أو خطة التحكم. استخدم قائمة الحقول أدناه كنقطة انطلاق، وقم بتخصيصها لتناسب مادة الراتنج/الحشو، ومادة القالب، وتجارب خط الإنتاج المعتمدة.
نسخ كتلة المواصفات إلى خطة التحكم (نسخ/لصق وتعديل):
- الصلابة (HRC): طريقة الاختبار وفقًا لمعيار ISO 6508 / ASTM E18؛ تحديد مواقع الاختبار والكمية لكل دفعة (على سبيل المثال، n=3 قطع/دفعة، قراءة واحدة لكل منطقة محددة)؛ الإبلاغ عن الحد الأدنى/المتوسط/الحد الأقصى ومعرف المقياس/حالة المعايرة.
- نسيج السطح (Ra): قياس وفقًا لمعيار ISO 21920؛ تحديد القطع/المرشح، طول التقييم، طرف القلم، اتجاه القياس، والمناطق الوظيفية (سطح القطع/حافة الأرض مقابل الأسطح غير الوظيفية)؛ إعداد التقارير المستخدمة في سجل الفحص.
- الهندسة: تحديد نقاط القياس والبيانات المرجعية للتسطيح والتربيع وفقًا لمعيار ISO 1101 أو ASME Y14.5؛ تحديد طريقة القياس (لوحة السطح + المؤشر، CMM، إلخ) وتنسيق التقرير.
- دليل القدرة: يتطلب دراسة قدرة أولية على الخصائص الرئيسية (على سبيل المثال، Cpk ≥ 1.33 عند الإطلاق؛ يفضل ≥ 1.67 للميزات الحرجة للملاءمة)، مع حجم العينة، والإطار الزمني، ودليل نظام القياس (MSA/GR&R).
- قبول السمة: أخذ العينات وفقًا لمعيار ANSI/ASQ Z1.4 (مستوى الفحص و AQL حسب الحرج/الرئيسي/الثانوي)؛ بما في ذلك قواعد التبديل وتعريفات العيوب.
- إمكانية التتبع والتسليمات: تحديد الحقول المطلوبة في شهادة المطابقة (الحرارة/الدفعة، دفعة المعالجة الحرارية، دفعة الطلاء، مراجعة الجزء، معرفات سجل الفحص)، بالإضافة إلى تقرير الأبعاد FAI/العينة الأولى وفترة الاحتفاظ.
قم بتشغيل دفعات تجريبية بأحجام عينات ونقاط قياس محددة؛ احسب قيمة Cpk وحدد حدود التحكم. للاطلاع على سياق العمليات المتعلقة بقطع التكوير واستكشاف الأخطاء وإصلاحها، راجع هذا الدليل. فحص سكين القطع في عملية البثق. قم بتطبيق محفزات نمط AS9102 لإعادة التأهيل بعد أي تغيير جوهري.
الشروط التجارية وبنود التعويض
حدد فترات الاحتواء والمعالجة، ومعايير الاستبدال، وشروط الشحن السريع، وتقاسم التكاليف في حالات التسرب المؤكدة. واتفق على مراجعات مؤشرات الأداء الرئيسية (التسليم في الوقت المحدد، والمعدل التراكمي لكل مليون، والقدرة) وإجراءات التحسين المستمر.
الخاتمة

تثق فرق الهندسة والمشتريات وسلسلة التوريد بموردي مصانع شفرات آلات التكوير الصينيين ذوي الكفاءة العالية، لأنهم يجمعون بين الخبرة في المواد، والمعالجة الحرارية المُحكمة، والتصميم الهندسي الدقيق، والتوثيق المُنظم، والتسليم الموثوق. يجب الموازنة بين سعر الوحدة والتكلفة الإجمالية للملكية، والتحقق من الكفاءة باستخدام مؤشر تكلفة العملية (CpK) ومستوى الجودة المقبول (AQL)، والإصرار على توفير وثائق جاهزة لعملية الموافقة الإلكترونية على جزء الإنتاج (e-PPAP). هذا المزيج يقلل من مخاطر بدء التشغيل ويُسرّع من استقرار الإنتاج.
للحصول على معلومات أكثر تفصيلاً حول خيارات السبائك والطلاء، راجع نظرة عامة على الاختيارات في هذا الدليل الهندسيإذا كنت بحاجة إلى نقطة بداية منظمة، فقم بتحويل أهداف الرسم الخاصة بك و"ملخص المواصفات" إلى طلب عرض أسعار واطلب حزمة جودة نموذجية للتحقق من القدرة قبل منح العقد.
تومي تانغ مهندس مبيعات أول في شركة نانجينغ ميتال، يتمتع بخبرة 12 عامًا في دعم عمليات توريد الشفرات الصناعية ومناقشات تطبيقاتها في معالجة البوليمرات وعمليات القطع ذات الصلة. المؤهلات: شهادة مهندس معتمد (CSE)، شهادة مهندس معتمد في الهندسة (CME)، شهادة الحزام الأخضر في منهجية ستة سيجما، شهادة إدارة المشاريع الاحترافية (PMP).
حول نانجينغ ميتال / MAXTOR METAL
تُصنّع شركة نانجينغ ميتال (MAXTOR METAL) شفرات صناعية مصقولة بدقة عالية حسب الطلب، وتُقدّم الوثائق المطلوبة عادةً في إجراءات تأهيل موردي المعدات الأصلية (مثل سجلات الفحص الوارد/أثناء التصنيع/النهائي، ووثائق العينة الأولى كما هو موضح في صفحات منتجاتها العامة). الموقع الرسمي: https://maxtormetal.com/
ملاحظة تحريرية: يُقدّم هذا الدليل أهدافًا مرجعية ومنطقًا للتأهيل على غرار الهندسة. يجب تحديد المواصفات النهائية ومعايير القبول من خلال رسم/خطة تحكم الشركة المصنّعة الأصلية، والتأكد منها عبر التجارب وإثباتات القدرة.
المراجع (الأساليب الموثوقة والملخصات المذكورة في النص):
- زويك رويل — نظرة عامة على اختبار روكويل ISO 6508 / ASTM E18
- الفيزياء الصناعية — شرح اختبار صلابة روكويل
- تصفح رقمي — دليل معايير نسيج السطح ISO 21920
- إيفيدنت ساينتيفيك — مصطلحات ومعايير قياس خشونة السطح
- المنظمة الدولية للمقاييس (ISO) — نظرة عامة على مواصفات المنتج الهندسي وفقًا للمعيار ISO 1101:2017
- الجمعية الأمريكية للمهندسين الميكانيكيين (ASME) — صفحة معيار ASME Y14.5 للأبعاد والتفاوتات
- ASQ — نظرة عامة على قدرات العمليات والتعريفات الرئيسية
- ASQ — صفحة معيار أخذ العينات للقبول ANSI/ASQ Z1.4
- دليل NIST/SEMATECH الإلكتروني — شرح أساليب أخذ العينات للقبول
- AIAG — الصفحة المقصودة اليدوية لـ PPAP (الإصدار الرابع).
- SAE — صفحة متطلبات فحص العينة الأولى لمعيار AS9102
- ASTM — اختبار الالتصاق بالخدش وفقًا لمعيار ASTM C1624 للطلاءات
- ASTM — طريقة اختبار رش الملح ASTM B117
- ASTM — طريقة اختبار التآكل ASTM G99 باستخدام الدبوس على القرص
- أورليكون بالزرز — مقال تقني حول طلاءات الترسيب الفيزيائي للبخار (PVD) للمكونات الدقيقة