गति, दबाव और दाँत प्रोफ़ाइल को अनुकूलित करने से मदद मिलती है प्लास्टिक फिल्म छेदने वाले ब्लेड बेहतर कटिंग। आपको बेहतर कटिंग क्वालिटी, ज़्यादा दक्षता और कम लागत मिलती है। उन्नत तकनीक और अच्छी ब्लेड सामग्री का इस्तेमाल करने पर आपको बदलाव नज़र आएंगे। यहाँ एक उदाहरण दिया गया है:
| मीट्रिक | अनुकूलन से पहले | अनुकूलन के बाद |
|---|---|---|
| प्रतिदिन ब्लेड परिवर्तन | 3 बार | हर 2 दिन में एक बार |
| गलत संरेखित थैलियां | 7% | 1% से कम |
| प्रति सप्ताह लाइन डाउनटाइम | 2 घंटे | 30 मिनट से कम |
बेहतर बेवल एंगल वाले पतले प्रोफाइल वाले प्लास्टिक फिल्म परफोरेटिंग ब्लेड तेज़ी से काटते हैं। ये काटने को और भी आसान बनाते हैं। कोटिंग वाले हाई-स्पीड स्टील ब्लेड ज़्यादा देर तक तेज़ रहते हैं। ये घर्षण भी कम करते हैं। अगर आप ब्लेड तकनीक को अपनी फिल्म और उसके अनुप्रयोग के अनुसार ढालते हैं, तो आपको सटीक परफोरेटिंग मिलती है। आपको स्थिर परिणाम और कम अपशिष्ट भी मिलता है।
चाबी छीनना
- अपनी फिल्म के लिए सही ब्लेड सामग्री और टूथ प्रोफ़ाइल चुनें। इससे साफ़ कट और कम अपशिष्ट प्राप्त करने में मदद मिलती है।
- छिद्रण गति को सावधानी से सेट करें। इससे कट की गुणवत्ता अच्छी रहती है और काम तेज़ होता है।
- समान, पूर्ण कट पाने के लिए दबाव बदलें। इससे फिल्म फटने या क्षतिग्रस्त होने से बच जाती है।
- ब्लेड को तेज़ और सीधा रखने के लिए उन्हें बार-बार जाँचें और ठीक करें। इससे आपको हर बार अच्छे परिणाम मिलेंगे।
- अपने काम के लिए सर्वोत्तम गति, दबाव और दांत प्रोफ़ाइल का पता लगाने के लिए परीक्षण और डेटा का उपयोग करें।
- श्रमिकों को अच्छी तरह से सिखाएं ताकि वे ब्लेड का सुरक्षित उपयोग कर सकें और कटाई सुचारू रख सकें।
- गति, दबाव और दाँतों की रूपरेखा पर एक साथ काम करें। इससे कटिंग बेहतर होती है और लंबे ब्रेक नहीं लगते।
- महत्वपूर्ण संख्याओं पर नजर रखकर और समस्याओं को तेजी से ठीक करके अपनी प्रक्रिया को बेहतर बनाते रहें।
प्लास्टिक फिल्म छिद्रण ब्लेड का महत्व
Maxtor Metal प्लास्टिक फिल्म परफोरेटिंग ब्लेड बनाने वाली एक शीर्ष कंपनी है। उनके परफोरेटिंग चाकू आपको कई कामों में सटीक और तेज़ कटिंग प्रदान करते हैं। ये ब्लेड नई तकनीक और मज़बूत सामग्रियों से बने होते हैं। इससे आपकी उत्पादन लाइन हर बार एक ही तरह से काम करती है।
छिद्रण अनुप्रयोग
प्लास्टिक फिल्म छिद्रण ब्लेड का इस्तेमाल रोज़मर्रा की कई चीज़ों में होता है। ये ब्लेड इनके लिए ज़रूरी हैं:
- ट्रे सीलिंग: ब्लेड प्लास्टिक फिल्म के ढक्कनों को काटकर खाने की ट्रे को बंद कर देते हैं। इससे खाना सुरक्षित और ताज़ा रहता है।
- ब्लिस्टर पैकेजिंग: दवाइयों और अन्य सामानों की फिल्मों को छेदने वाले चाकू से काटा और चिह्नित किया जाता है। इससे पैकेजों को बिना तोड़े खोलना मुश्किल हो जाता है।
- पाउचिंग: ब्लेड स्नैक्स और पालतू जानवरों के खाने के लिए पाउच बनाने में मदद करते हैं। इन पाउच को दोबारा बंद किया जा सकता है।
- कप सील करना: दही या सूप के कपों के ढक्कनों को छेदने वाले चाकू से सील कर दिया जाता है। इससे खाना ताज़ा रहता है।
- नॉचिंग: ब्लेड बैग में हैंडल या नॉच बनाते हैं। इससे बैग ले जाना और खोलना आसान हो जाता है।
ये उपयोग दर्शाते हैं कि उत्पादों को तेज़ और सुरक्षित बनाने के लिए छिद्रण चाकू कितने उपयोगी हैं। आप देख सकते हैं कि ये पैकेजिंग, भोजन और अन्य वस्तुओं में कैसे मदद करते हैं।
ब्लेड सामग्री विकल्प
अपने छिद्रण चाकूओं के लिए सही सामग्री चुनने से यह तय होता है कि वे कितनी अच्छी तरह काटते हैं और कितने समय तक चलते हैं। मैक्सटर Metal के ब्लेड इनसे बने हैं टूल स्टील, एचएसएस, और कार्बाइडये सामग्रियाँ ब्लेड को तेज़, मज़बूत और लंबे समय तक चलने में मदद करती हैं। आप टाइटेनियम कार्बोनाइट्राइड या PTFE जैसी कोटिंग भी चुन सकते हैं। ये कोटिंग ब्लेड को चिकना और लंबे समय तक चलने वाला बनाती हैं।
विकल्पों को देखने में आपकी सहायता के लिए यहां एक तालिका दी गई है:
| सामग्री का प्रकार | मुख्य विशेषताएँ | ब्लेड की दीर्घायु और प्रदर्शन पर प्रभाव |
|---|---|---|
| कार्बन स्टील | सस्ता, कई चीजों के लिए इस्तेमाल किया जा सकता है | पैसे बचाता है, काफी समय तक चलता है |
| टंगस्टन कार्बाइड | बहुत मजबूत, आसानी से गर्म नहीं होता | घिसना मुश्किल, लंबे समय तक चलता है |
| पाउडर Metal टूल स्टील्स | मजबूत और कठोर | कठोर और थोड़ा मुड़ता है, लंबे समय तक चलता है |
| स्टेनलेस स्टील | जंग नहीं लगता, पुनर्चक्रित किया जा सकता है | ग्रह के लिए अच्छा, अच्छी तरह से काम करता है |
आप हीट ट्रीटमेंट और प्रिसिज़न ग्राइंडिंग जैसे विशेष चरणों का भी उपयोग कर सकते हैं। ये चरण ब्लेड को अधिक कठोर और तेज़ बनाते हैं। इससे आपकी मशीनें बेहतर ढंग से काम करती हैं।
उद्योग उपयोग के मामले
प्लास्टिक फिल्म छिद्रण ब्लेड का इस्तेमाल कई व्यवसायों में किया जाता है। पैकेजिंग उद्योग इन ब्लेड का इस्तेमाल प्लास्टिक फिल्मों को सील करने, काटने और आकार देने के लिए करता है। खाद्य उद्योग को सुरक्षित और आसानी से खुलने वाले पैकेजों के लिए छिद्रण चाकू की ज़रूरत होती है। कारखानों में, प्लास्टिक शीट और फिल्मों को उत्पादों में आकार देने के लिए आपको इन ब्लेड की ज़रूरत होती है। कस्टम छिद्रण चाकू आपको लेबल, कपड़ा या रबर रोल बनाने जैसे खास कामों में मदद करते हैं।
मैक्सटर Metal आपके व्यवसाय में मदद करता है कस्टम छिद्रण चाकू और OEM सेवाएंआप अपनी ज़रूरत के अनुसार ब्लेड का आकार, दाँतों की प्रोफ़ाइल और सामग्री चुन सकते हैं। इससे आपका उत्पादन तेज़ रहेगा और आपके उत्पाद अच्छे बने रहेंगे।
टिप: सही छिद्रण चाकू और सामग्री आपको डाउनटाइम को रोकने, कम बर्बादी करने और बेहतर काटने में मदद कर सकते हैं।
छिद्रण गति

गति और कट गुणवत्ता
गति और छिद्रण गुणवत्ता के बीच संबंध
आप गति को समायोजित करके अपनी छिद्रण प्रक्रिया की गुणवत्ता को नियंत्रित करते हैं। जब आप सही गति निर्धारित करते हैं, तो आपके ब्लेड साफ़ और समान कट बनाते हैं। यदि आप बहुत तेज़ चलते हैं, तो आपको खुरदुरे किनारे या अधूरे छिद्र दिखाई दे सकते हैं। यदि आप बहुत धीमी गति से चलते हैं, तो आप दक्षता खो सकते हैं और समय बर्बाद कर सकते हैं। सही गति आपको सर्वोत्तम कटिंग प्रदर्शन प्राप्त करने में मदद करती है और आपकी उत्पादन लाइन को सुचारू रूप से चलाने में मदद करती है।
विभिन्न फिल्म प्रकारों पर उच्च और निम्न गति का प्रभाव
अलग-अलग फ़िल्में गति के प्रति अलग-अलग तरह से प्रतिक्रिया करती हैं। पतली फ़िल्मों को फटने से बचाने के लिए अक्सर कम गति की आवश्यकता होती है। मोटी या बहु-परत वाली फ़िल्में ज़्यादा गति को संभाल सकती हैं, लेकिन केवल तभी जब आपके ब्लेड तेज़ रहें। मज़बूत फ़िल्मों के लिए तेज़ गति से कटिंग अच्छी होती है, लेकिन आपको गर्मी के जमाव पर ध्यान देना चाहिए। कम गति आपको नाज़ुक फ़िल्मों को खिंचने या मुड़ने से बचाने में मदद कर सकती है। सर्वोत्तम कटिंग दक्षता के लिए हमेशा अपनी उत्पादन गति को फ़िल्म के प्रकार के अनुसार समायोजित करें।
गति से संबंधित सामान्य गुणवत्ता संबंधी मुद्दे
अगर आपको दांतेदार किनारे, अधूरे कट या पिघली हुई फिल्म दिखाई देती है, तो हो सकता है कि आपकी गति बहुत ज़्यादा हो। धीमी गति से आपके ब्लेड असमान रूप से छिद्रित हो सकते हैं या उनमें अतिरिक्त घिसाव हो सकता है। अगर आपकी उत्पादन गति आपकी मशीन की क्षमताओं से मेल नहीं खाती, तो आपको गलत संरेखित कट भी दिखाई दे सकते हैं। नियमित जाँच से आपको इन समस्याओं का जल्द पता लगाने में मदद मिलती है।
गति समायोजन
चरण-दर-चरण गति समायोजन प्रक्रिया
आप अपनी छिद्रण गति को समायोजित करने के लिए इन चरणों का पालन कर सकते हैं:
- अपनी फिल्म और ब्लेड के लिए अनुशंसित गति से शुरुआत करें।
- अपनी उत्पादन लाइन पर एक छोटा परीक्षण चलाएँ।
- कटिंग की गुणवत्ता की जांच करें और दोषों पर ध्यान दें।
- छोटे-छोटे चरणों में गति बढ़ाएँ या घटाएँ।
- जब तक आपको सर्वोत्तम कटिंग प्रदर्शन न मिल जाए, तब तक परीक्षण दोहराते रहें।
इष्टतम गति को प्रभावित करने वाले कारक (फिल्म की मोटाई, सामग्री, मशीन का प्रकार)
फिल्म की मोटाई, सामग्री और मशीन का प्रकार, ये सभी आपकी आदर्श गति को प्रभावित करते हैं। मोटी फिल्मों को अधिक शक्ति और कभी-कभी धीमी गति की आवश्यकता होती है। नरम सामग्रियों को फटने से बचाने के लिए धीमी गति की आवश्यकता हो सकती है। आपकी मशीन का डिज़ाइन और आपके द्वारा उपयोग किए जाने वाले ब्लेड का प्रकार भी सही उत्पादन गति निर्धारित करने में महत्वपूर्ण भूमिका निभाते हैं।
गति सेटिंग्स के लिए परीक्षण और सत्यापन विधियाँ
आप अपनी गति सेटिंग्स का परीक्षण करने के लिए नमूना परीक्षण और दृश्य जाँच का उपयोग कर सकते हैं। कुछ कंपनियाँ वास्तविक समय में कटिंग की गुणवत्ता मापने के लिए सेंसर का उपयोग करती हैं। पूर्ण उत्पादन शुरू करने से पहले हमेशा अपनी सेटिंग्स की जाँच करें। इससे आपको दक्षता उच्च रखने और अपव्यय से बचने में मदद मिलती है।
छिद्रण गति की निगरानी
मैनुअल और स्वचालित गति निगरानी तकनीकें
आप अपनी मशीन के डिस्प्ले को देखकर या हैंडहेल्ड टैकोमीटर का उपयोग करके गति की निगरानी कर सकते हैं। स्वचालित प्रणालियाँ उत्पादन की गति पर नज़र रखती हैं और आपको परिवर्तनों के बारे में सचेत करती हैं। दोनों ही विधियाँ आपके ब्लेड को सर्वोत्तम प्रदर्शन पर बनाए रखने में आपकी मदद करती हैं।
सेंसर और फीडबैक सिस्टम का उपयोग
सेंसर ब्लेड की गति और फिल्म फीड दर को माप सकते हैं। फीडबैक सिस्टम समस्याओं का पता चलने पर गति को स्वचालित रूप से समायोजित कर देते हैं। ये उपकरण आपको स्थिर कटिंग प्रदर्शन बनाए रखने और डाउनटाइम कम करने में मदद करते हैं।
गति-संबंधी समस्याओं का निवारण
अगर आपको काटने में कोई समस्या दिखाई दे, तो पहले अपनी गति जाँच लें। ब्लेड के घिसने या मशीन की समस्याओं के संकेतों पर ध्यान दें। गति को छोटे-छोटे चरणों में समायोजित करें और हर बार बदलने के बाद जाँच करें। बेहतर परिणामों के लिए आप गति को दबाव और दाँतों की आकृति के साथ भी संतुलित कर सकते हैं। इन तकनीकों को आज़माएँ:
- अपनी फिल्म के लिए सही टूथ प्रोफाइल वाले ब्लेड का उपयोग करें।
- अपनी उत्पादन गति के अनुरूप दबाव समायोजित करें।
- सर्वोत्तम काटने की दक्षता जानने के लिए विभिन्न गति का परीक्षण करें।
- उन फिल्मों के लिए लचीले ब्लेड का उपयोग करें जिन्हें कोमलता से संभालना आवश्यक हो।
- शीर्ष प्रदर्शन के लिए दबाव समायोजन के साथ छोटे गति परिवर्तन को संयोजित करें।
बख्शीश: गति, दबाव और दाँत प्रोफ़ाइल को संतुलित करना आपको सर्वोत्तम कटिंग परिणाम प्राप्त करने में मदद करता है और आपके उत्पादन को कुशल बनाए रखता है।
छिद्रण में दबाव

दबाव और स्थिरता
दबाव छिद्र की स्थिरता को कैसे प्रभावित करता है
सही दबाव का इस्तेमाल करके आप अपने छिद्रण परिणामों को समान बना सकते हैं। सही दबाव ब्लेड से एक जैसे दिखने वाले छेद या रेखाएँ बना सकता है। फिल्म वहीं फटेगी जहाँ आप चाहते हैं। अगर आप बहुत कम दबाव का इस्तेमाल करते हैं, तो ब्लेड फिल्म को काट नहीं पाएँगे। ज़्यादा दबाव फिल्म को गलत जगहों पर खींच या फाड़ सकता है। स्थिर दबाव का इस्तेमाल करने से ब्लेड अच्छी तरह काम करते हैं और आपके उत्पाद साफ़-सुथरे दिखते हैं।
अनुचित दबाव के कारण होने वाली सामान्य स्थिरता संबंधी समस्याएं
छेद करते समय गलत दबाव कई समस्याएँ पैदा कर सकता है। आपको ऐसे छेद दिखाई दे सकते हैं जो एक जैसे आकार के नहीं होते। कभी-कभी, कट पूरी तरह से नहीं पहुँच पाते। फिल्म फट सकती है या चिपक सकती है। छेद बिंदीदार या गंदे दिख सकते हैं। इन समस्याओं का मतलब है कि आपको अपने ब्लेड ठीक करवाने या साफ़ करवाने की ज़रूरत है।
दबाव सेट करना
छिद्रण दबाव निर्धारित करने की मानक प्रक्रिया
आप सही दबाव निर्धारित करने के लिए एक सरल तरीका अपना सकते हैं:
- सर्वोत्तम सेटिंग्स के लिए अपनी मशीन के मैनुअल को देखें।
- ब्लेड के नीचे फिल्म का एक परीक्षण टुकड़ा रखें।
- दबाव को धीरे-धीरे बदलें और एक छोटा परीक्षण करें।
- जांचें कि क्या छेद साफ और समतल हैं।
- दबाव को तब तक समायोजित करें जब तक आपको हर बार समान परिणाम न मिल जाएं।
- यदि आप नई फिल्म या मोटाई का उपयोग कर रहे हैं तो पुनः परीक्षण करें।
दबाव समायोजित करते समय मुख्य विचार
दबाव बदलते समय, कुछ बातों का ध्यान रखें। मोटी फिल्म के लिए ज़्यादा बल की ज़रूरत होती है। पतली फिल्म के लिए कम। तेज़ ब्लेड बेहतर काटते हैं और कम दबाव की ज़रूरत होती है। मंद ब्लेड के लिए ज़्यादा दबाव की ज़रूरत होती है, लेकिन वे फिल्म को नुकसान पहुँचा सकते हैं। मशीन अच्छी हालत में होनी चाहिए। शुरू करने से पहले हमेशा टूटे या ढीले पुर्ज़ों की जाँच कर लें।
दबाव समस्या निवारण
समस्या 1: अपूर्ण छिद्रण - कारण और समाधान
कभी-कभी, ब्लेड पूरी तरह से नहीं काटते। ऐसा तब हो सकता है जब दबाव बहुत कम हो या ब्लेड कुंद हों। थोड़ा-थोड़ा करके दबाव बढ़ाने की कोशिश करें। जाँच लें कि ब्लेड तेज़ हैं या नहीं। ज़रूरत पड़ने पर उन्हें बदल दें या तेज़ कर दें।
अंक 2: फिल्म फटना – कारण और समाधान
अगर आप ज़्यादा दबाव डालते हैं या ब्लेड एक सीध में नहीं हैं, तो फिल्म फट सकती है। कभी-कभी, क्लैंप पैड पर गलत तरीके से लग जाते हैं और असमान रूप से दबाव डालते हैं। इसे ठीक करने के लिए, दबाव कम करें और ब्लेड को एक सीध में रखें। सफेद कागज से दबाव का परीक्षण करेंयदि आपको बिंदीदार या खुरदरी रेखाएं दिखाई दें, तो ब्लेड और क्लैंप को साफ करें और ठीक करें।
समस्या 3: अनियमित छेद का आकार - कारण और समाधान
अगर छेद एक जैसे आकार के नहीं हैं, तो दबाव भी समान नहीं हो सकता। गंदे या घिसे हुए ब्लेड भी इसका कारण हो सकते हैं। ब्लेड साफ़ करें और क्लैंप की जाँच करें। सुनिश्चित करें कि सीलिंग वायर साफ़ और पर्याप्त गर्म हो। दबाव तब तक बदलते रहें जब तक कि सभी छेद एक जैसे न दिखने लगें।
इन समस्याओं से बचने के लिए अपने ब्लेड की नियमित जाँच और मरम्मत करते रहें। इससे आपके छिद्रण उपकरण अच्छी तरह काम करते रहेंगे और ब्लेड तेज़ रहेंगे।
दाँत प्रोफ़ाइल और छिद्रण चाकू का चयन
अपने छिद्रण चाकू के लिए सही टूथ प्रोफ़ाइल चुनना बहुत ज़रूरी है। दांतों का आकार और माप इस बात पर निर्भर करता है कि आप अलग-अलग फ़िल्मों को कितनी अच्छी तरह काटते हैं। अगर आप टूथ प्रोफ़ाइल को अपनी सामग्री से मिलाते हैं, तो आपको बेहतर कट मिलेंगे और बर्बादी भी कम होगी।
दाँत प्रोफ़ाइल के प्रकार
वी-आकार के दांत
वी-आकार के दांत साफ और सटीक कट बनाते हैं। ये ब्लेड पतली फिल्म, पन्नी और कागज़ के लिए सबसे अच्छे काम करते हैं। प्रत्येक दांत का नुकीला सिरा फिल्म में चुभता है और फटने से बचाता है। वी-आकार के दांत चिकने किनारों और आसानी से फटने के लिए अच्छे होते हैं। अगर आप इन्हें मोटी या खुरदरी फिल्म पर इस्तेमाल करते हैं, तो ये जल्दी घिस सकते हैं।
आरेख: ब्लेड के किनारे पर तीखे “V” बिन्दुओं की एक पंक्ति की कल्पना करें।
यू-आकार के दांत
यू-आकार के दांत संतुलित काटने की शक्ति प्रदान करते हैं। ये ब्लेड उन फिल्मों के लिए उपयुक्त हैं जो न तो बहुत पतली हैं और न ही बहुत मोटी। इनका गोल आकार किनारों को टेढ़ा-मेढ़ा होने से रोकता है और एक साफ-सुथरी फिनिश देता है। यू-आकार के दांत बहुत पतली या मोटी फिल्मों के लिए उतने कारगर नहीं होते। लेकिन ये ज़्यादातर पैकेजिंग कार्यों के लिए उपयुक्त होते हैं।
आरेख: ब्लेड के किनारे पर गोल “U” आकार की एक पंक्ति की कल्पना करें।
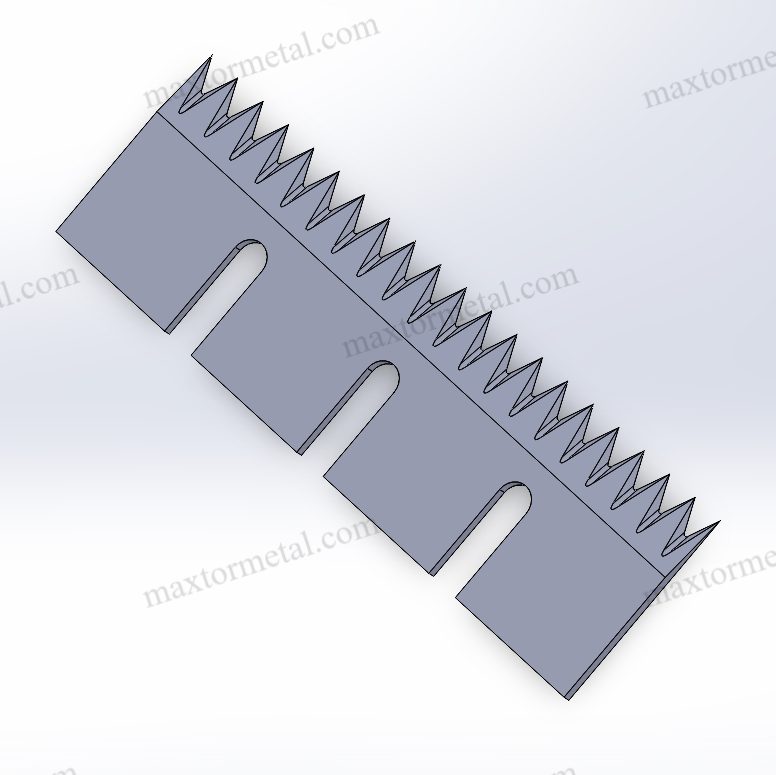
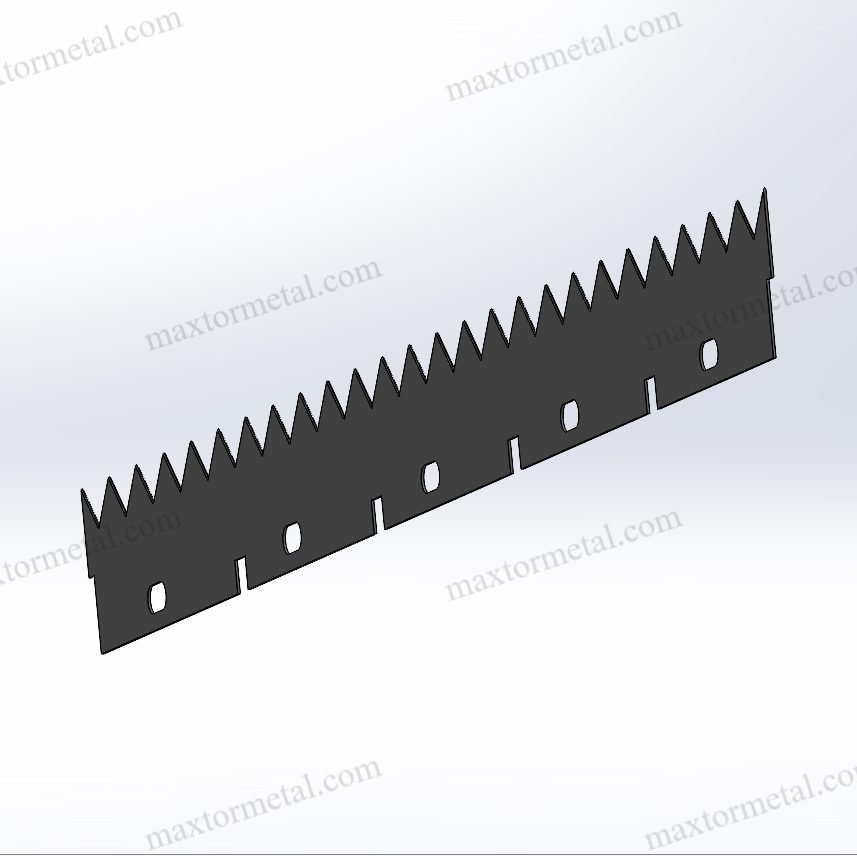
दाँतेदार (आरा-दाँत) दाँत
दाँतेदार दाँत सख्त या परतदार फिल्म को पकड़कर काटते हैं। रबर, प्लास्टिक और कपड़ों पर बेहतर कट मिलते हैं। ये ब्लेड अच्छी पकड़ बनाते हैं और मज़बूत चीज़ों को काटने में मदद करते हैं। दाँतेदार दाँत खुरदुरे किनारे छोड़ सकते हैं और उन्हें ज़्यादा सफाई की ज़रूरत पड़ सकती है। लेकिन ये मुश्किल कामों के लिए मज़बूत होते हैं।
आरेख: एक तेज, दांतेदार नोक वाली आरी की ब्लेड के बारे में सोचें।
| दाँत प्रोफ़ाइल | काटने की विशेषताएँ | सर्वश्रेष्ठ के लिए |
|---|---|---|
| वी के आकार का | साफ, सटीक कट, न्यूनतम फाड़ | पतली फिल्में, पन्नी, कागज |
| यू आकार | संतुलित बल, चिकनी फिनिश | मध्यम मोटाई वाली फिल्में |
| दाँतेदार | कठोर या लचीली सामग्री को पकड़ता और काटता है | रबर, प्लास्टिक, वस्त्र |
फिल्म से चाकू का मिलान
आप चाकू को फिल्म से मिलाकर बेहतर कट प्राप्त कर सकते हैं। पतली फिल्मों के लिए छोटे दांत सबसे अच्छे होते हैंये खुरदुरे किनारों और कमज़ोर कट को रोकने में मदद करते हैं। मोटे कपड़ों के लिए बड़े दांत बेहतर होते हैं। ये मज़बूत और साफ़ कट देते हैं। दांतों के आकार, दूरी और किनारों की चौड़ाई को बदलने से आपको आसानी से फाड़ने और मज़बूत पैकेजिंग में मदद मिलती है। पूरा उत्पादन शुरू करने से पहले हमेशा सैंपल कट्स की जाँच करें और अपनी चाकू की सेटिंग बदलें। इससे आपके कट साफ़ रहते हैं और आपकी मशीन लंबे समय तक चलती है।
केस स्टडी: फिल्म के प्रकार से टूथ प्रोफाइल का मिलान
एक पैकेजिंग कंपनी लेमिनेटेड फ़िल्मों के लिए U-आकार के चाकू इस्तेमाल करती थी। उन्हें खुरदुरे किनारे और फटने की समस्या नज़र आई। उन्होंने बड़े दांतों वाले दाँतेदार चाकू इस्तेमाल करना शुरू कर दिया। नए ब्लेड बेहतर काटते थे, गलतियाँ कम करते थे, और लाइन को ज़्यादा सुचारू रूप से चलाने में मदद करते थे।
सुझाव: अपने चाकू के दाँतों की प्रोफ़ाइल हमेशा अपनी फ़िल्म के प्रकार से मेल खाएँ। इससे आपको बेहतर परिणाम मिलेंगे और समस्याएँ कम होंगी।
छिद्रण चाकू का चयन
छिद्रण चाकू चुनते समय, फिल्म की मोटाई, सामग्री और आपको क्या करना है, इस पर विचार करें। पतली फिल्म के लिए तीखे V-आकार के ब्लेड का उपयोग करें। मोटी या सख्त सामग्री के लिए U-आकार या दाँतेदार ब्लेड चुनें। दाँतों की पिच, प्रोफ़ाइल और टाई के आकार पर ध्यान दें। ये कारक आपकी फिल्म के फटने की आसानी और पैकेज की मजबूती को प्रभावित करते हैं। Maxtor Metal में कई प्रकार के ब्लेड और OEM विकल्प उपलब्ध हैं। आप किसी भी काम के लिए सही चाकू पा सकते हैं।
| सामग्री/अनुप्रयोग | अनुशंसित ब्लेड सामग्री | दाँत/ब्लेड प्रोफ़ाइल पर विचार | कुंजी चयन दिशानिर्देश |
|---|---|---|---|
| पतली फिल्म या पन्नी | चीनी मिट्टी | तीक्ष्ण, सटीक किनारे; V-शैली प्रोफाइल (मानक V, भिन्न-गहराई V, उच्च/निम्न V) | फटने और बर्बादी को रोकने के लिए तेज ब्लेड का उपयोग करें; सिरेमिक पतले कट के लिए सबसे अच्छा है क्योंकि यह कठोर होता है और तेज रहता है |
| प्लास्टिक (थोक या ठोस) | तेज, मजबूत गिलोटिन ब्लेड (विभिन्न स्टील) | प्लास्टिक के घनत्व और मोटाई से मेल खाते दांत | मोटी प्लास्टिक को पतली फिल्मों की तुलना में अलग टूथ प्रोफाइल की आवश्यकता होती है; ब्लेड की मजबूती बहुत महत्वपूर्ण है |
| रबर रूपांतरण | किनारे को बनाए रखने वाले दांतों वाली टिकाऊ सामग्री | कठोर रबर काटने के लिए बने दांत | ब्लेड को कई उपयोगों के लिए तेज रहना चाहिए; कठोर रबर को काटने के लिए मजबूत सामग्री की आवश्यकता होती है |
नोट: दाँतों और टाई के आकार के नियमों का हमेशा पालन करें। सर्वोत्तम कट पाने के लिए उत्पादन से पहले अपने चाकू का परीक्षण और समायोजन करें।
प्रदर्शन के लिए एकीकरण
गति, दबाव और प्रोफ़ाइल को संतुलित करना
अच्छी कटिंग के लिए आपको गति, दबाव और टूथ प्रोफाइल में संतुलन बनाए रखना होगा। हर सेटिंग दूसरी सेटिंग के काम करने के तरीके को बदल सकती है। अगर आप एक सेटिंग बदलते हैं, तो आपको बाकी सेटिंग भी बदलनी पड़ सकती है। उदाहरण के लिए, तेज़ चलने से आपको ज़्यादा फ़िल्म काटने में मदद मिल सकती है। लेकिन इससे ब्लेड घिस भी सकते हैं या फ़िल्म के किनारे खुरदुरे भी हो सकते हैं। ज़्यादा दबाव डालने से ब्लेड सख़्त फ़िल्म को काटने में मदद करते हैं। लेकिन बहुत ज़्यादा दबाव फ़िल्म को नुकसान पहुँचा सकता है या ब्लेड जल्दी टूट सकते हैं। सही टूथ प्रोफाइल आपको ब्लेड को अपनी फ़िल्म से मिलाने में मदद करती है। इससे कटिंग ज़्यादा सहज और सटीक हो जाती है।
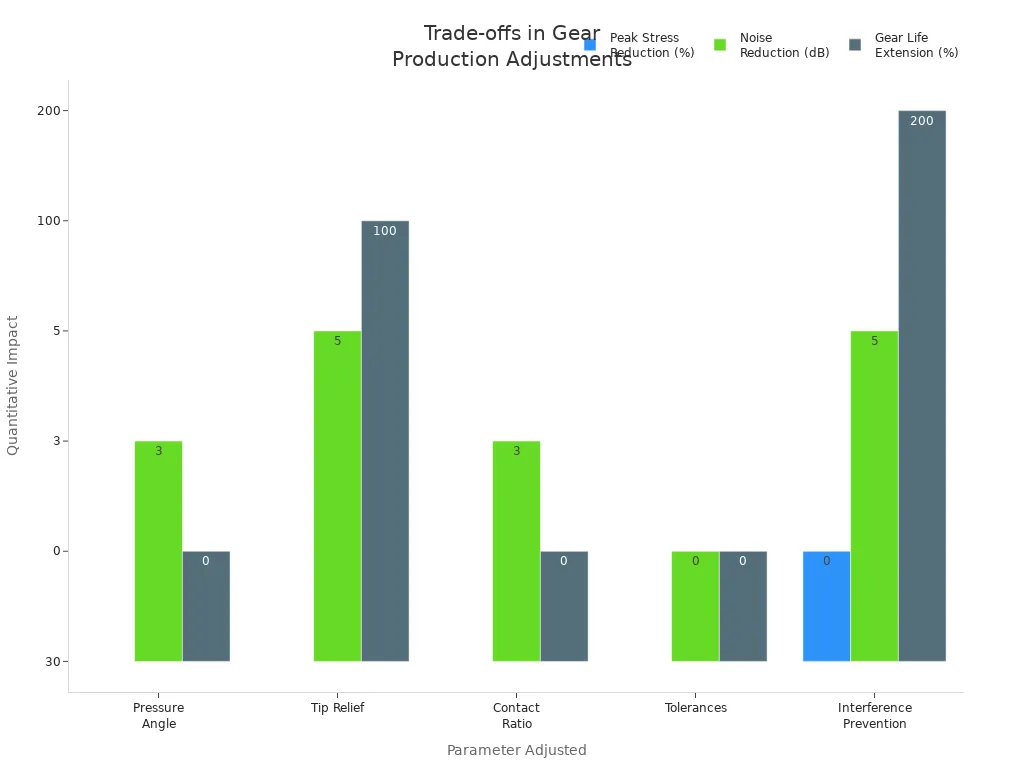
इन सेटिंग्स को बदलते समय आपको अक्सर चुनाव करने पड़ते हैं। नीचे दी गई तालिका दर्शाती है कि इन्हें समायोजित करने पर क्या हो सकता है:
| पैरामीटर समायोजित | व्यापार-नापसंद और प्रभाव | मात्रात्मक प्रभाव / नोट्स |
|---|---|---|
| दबाव कोण | ऊंचे कोण से दांत मजबूत बनते हैं और अधिक भार सहन कर पाते हैं, लेकिन वे अधिक शोर करते हैं और उन्हें बनाना कठिन हो जाता है। | 20° कोण लगभग 30% अधिक झुकने की शक्ति देता है; उच्च गति पर शोर 2-3 डीबी तक बढ़ सकता है। |
| दाँत प्रोफ़ाइल संशोधन | टिप रिलीफ और रूट रिलीफ भार को फैलाने और घिसाव को कम करने में मदद करते हैं, लेकिन समस्याओं को रोकने के लिए आपको उन्हें अच्छी तरह से नियंत्रित करना होगा। | टिप रिलीफ आमतौर पर 10-40 माइक्रोमीटर होता है; यह अधिकतम तनाव को 30% तक, शोर को 3-5 डीबी तक कम कर सकता है, तथा ब्लेड को 50-100% तक अधिक समय तक चलने में सक्षम बनाता है। |
| संपर्क अनुपात | उच्च संपर्क अनुपात भार को साझा करने और शोर को कम करने में मदद करते हैं, लेकिन इन्हें बनाना कठिन होता है और ये दांतों को कमजोर बना सकते हैं। | संपर्क अनुपात को 1.4 से 1.7 तक बढ़ाने से अधिकतम दांत भार लगभग 30% कम हो जाता है, शोर 2-3 डीबी तक कम हो जाता है। |
| विनिर्माण सहिष्णुता | सख्त सहनशीलता से काम अधिक सुचारू और शांत हो जाता है, लेकिन लागत अधिक आती है और काम करना कठिन होता है। | 0.01 मिमी से कम पिच विचलन कंपन को 50% तक कम करता है; 0.005 मिमी से कम प्रोफ़ाइल सटीकता तनाव को 30% तक कम करती है। |
| हस्तक्षेप की रोकथाम | प्रोफ़ाइल में परिवर्तन से हस्तक्षेप रुक जाता है, इसलिए घिसावट और शोर कम होता है, लेकिन इन्हें डिजाइन करना और बनाना मुश्किल होता है। | अच्छी राहत से 200% तक गियर का जीवन बढ़ सकता है तथा शोर 3-5 डीबी तक कम हो सकता है। |
आप देख सकते हैं कि हर बदलाव का आपकी कटिंग और काम की गति पर क्या असर पड़ता है। आपको वह चुनना होगा जो आपके काम के लिए सबसे उपयुक्त हो।
सुझाव: बहुत सारे कट लगाने से पहले सेटिंग्स को परखने के लिए कंप्यूटर टूल्स या डेटा का इस्तेमाल करें। इससे आपको अपने काम के लिए सबसे अच्छा मिश्रण ढूँढ़ने में मदद मिलेगी।
चरण-दर-चरण अनुकूलन
आप एक योजना का पालन करके अपनी कटिंग प्रक्रिया को बेहतर बना सकते हैं। महत्वपूर्ण संख्याओं पर ध्यान देकर शुरुआत करें। ये संख्याएँ बताती हैं कि आप कितनी अच्छी कटिंग करते हैं, कितनी तेज़ी से काम करते हैं, और आपकी मशीन ठीक से काम कर रही है या नहीं। नीचे दी गई तालिका में वे संख्याएँ दी गई हैं जिन पर आपको ध्यान देना चाहिए:
| मीट्रिक | विवरण | उद्देश्य/फोकस |
|---|---|---|
| समय चक्र | एक काम को शुरू से अंत तक पूरा करने का समय | यह दर्शाता है कि आप कितनी तेजी से काम करते हैं और कहाँ धीमे हो जाते हैं |
| प्रवाह | आप एक निश्चित समय में कितनी चीज़ें बनाते हैं | दिखाता है कि आप कितना कमा सकते हैं |
| प्रथम पास यील्ड (FPY) | पहली बार सही तरीके से बनाए गए उत्पादों का प्रतिशत | गुणवत्ता और अपशिष्ट की जांच करने में आपकी सहायता करता है |
| समग्र उपकरण प्रभावशीलता (OEE) | जाँचता है कि क्या आपकी मशीन चल रही है, अच्छी तरह से काम कर रही है, और अच्छे उत्पाद बना रही है | यह दर्शाता है कि क्या आप अपनी मशीन का अच्छा उपयोग करते हैं |
| स्र्कना | जब आपकी मशीन समस्याओं के कारण काम नहीं कर रही हो | जब आप समय खो देते हैं तो दिखाता है |
| दोष दर | खराब उत्पादों का प्रतिशत | आपकी गुणवत्ता की जाँच करता है |
| बदलाव का समय | एक नौकरी से दूसरी नौकरी पर जाने का समय | यह दर्शाता है कि आप कितनी तेजी से नौकरी बदल सकते हैं |
आपको हर संख्या के लिए स्पष्ट लक्ष्य निर्धारित करने चाहिए। ऐसी मशीनों का इस्तेमाल करें जो आपके काम करते समय इन संख्याओं पर नज़र रखें और उन्हें रिकॉर्ड करें। कंप्यूटर आपको ट्रैक करने और कुछ गड़बड़ होने पर चेतावनी देने में मदद कर सकते हैं। अपनी टीम के साथ मिलकर इन संख्याओं को निर्धारित करें और उनकी जाँच करें। अपने प्रदर्शन की तुलना दूसरी कंपनियों से करके देखें कि आप कैसा प्रदर्शन कर रहे हैं।
अपनी प्रक्रिया को बेहतर बनाने का एक सरल तरीका यहां दिया गया है:
- तय करें कि आप क्या काटना चाहते हैं और सही ब्लेड चुनें।
- अपनी फिल्म और मशीन के लिए अपनी पहली गति, दबाव और दांत प्रोफ़ाइल सेट करें।
- एक छोटा सा परीक्षण करें और ऊपर दी गई संख्याओं की जांच करें।
- परिणामों को देखें और एक समय में एक चीज़ बदलें।
- कंप्यूटर प्रोग्राम या डेटा का उपयोग करके अनुमान लगाएं कि यदि आप कुछ बदलते हैं तो क्या होगा।
- जब तक आपको वांछित कट और गति न मिल जाए, तब तक पुनः परीक्षण करें।
- अपनी सेटिंग्स लिखें और कर्मचारियों को काम करने का सबसे अच्छा तरीका सिखाएं।
नोट: टोयोटा और अमेज़न जैसी बड़ी कंपनियाँ अपने काम को बेहतर बनाने के लिए इन तरीकों का इस्तेमाल करती हैं। आप भी इन तरीकों का इस्तेमाल कर सकते हैं।
छिद्रण समस्याओं का निवारण
आपको ऐसी समस्याएँ हो सकती हैं जैसे कट पूरी तरह से न पहुँचना, ब्लेड जल्दी घिस जाना, या छेद अलग दिखना। आप अपने डेटा को देखकर और मुख्य कारण का पता लगाकर इन्हें ठीक कर सकते हैं। कर्मचारी क्या कहते हैं और आपके रिकॉर्ड क्या दिखाते हैं, दोनों को इकट्ठा करें। सबसे बड़ी समस्याओं का पता लगाने के लिए फिशबोन डायग्राम या पैरेटो चार्ट जैसे चार्ट का उपयोग करें।
उदाहरण के लिए, अगर कट पूरे नहीं हैं, तो अपनी गति और दबाव की जाँच करें। अगर ब्लेड जल्दी घिस जाते हैं, तो अपने दाँतों की प्रोफ़ाइल और ब्लेड की गुणवत्ता पर ध्यान दें। अगर छेद एक जैसे नहीं हैं, तो जाँच लें कि आपके ब्लेड एक सीध में हैं या नहीं और आपकी मशीन ठीक से काम कर रही है या नहीं।
आप सबसे अच्छा समाधान चुनने के लिए चरण-दर-चरण तरीका अपना सकते हैं। नीचे दी गई तालिका बताती है कि किन बातों पर ध्यान देना चाहिए:
| मानदंड | विवरण | महत्त्व |
|---|---|---|
| जोखिम | मशीन की खराबी या सुरक्षा संबंधी समस्याओं जैसे खतरों का पता लगाएं। | सुरक्षा और दीर्घकालिक कार्य के लिए बहुत महत्वपूर्ण। |
| लागत | सामग्री, श्रमिकों और मशीन चलाने की कुल लागत। | यह सुनिश्चित करना आवश्यक है कि आप बहुत अधिक खर्च न करें। |
| कार्य वितरण समय | सुधार कार्य शुरू करने से लेकर समाप्त करने तक का समय। | अपने काम को जारी रखना महत्वपूर्ण है। |
मूल कारण का पता लगाने से आपको समस्याओं का स्थायी समाधान करने में मदद मिलती है। उदाहरण के लिए, अल्ट्रामाइक्रोपर्फ तकनीक आपको छोटे-छोटे बंधनों से कठोर प्लास्टिक फिल्मों को काटने की सुविधा देती है। इससे आपको बेहतर नियंत्रण और कम अपशिष्ट प्राप्त होता है। आप खाद्य पैकेटों में सटीक कट और बेहतर वायु प्रवाह के लिए लेज़र छिद्रण का भी उपयोग कर सकते हैं। ये नए तरीके समस्याओं को ठीक करने और आपके काम को बेहतर बनाने में आपकी मदद करते हैं।
सुझाव: अपनी कटिंग प्रक्रिया की नियमित रूप से जाँच करते रहें और नई सामग्री या उपकरण मिलने पर अपनी सेटिंग्स बदलें। इससे आपकी कटिंग तेज़ और विश्वसनीय बनी रहेगी।
रखरखाव और सर्वोत्तम अभ्यास

ब्लेड की देखभाल
आप ब्लेडों की नियमित देखभाल करके उन्हें अच्छी तरह काम करते रहते हैं। अपने उपकरण और डाइज़ साफ़ करें धूल हटाने के लिए। इससे ब्लेड तेज़ रहते हैं और आसानी से कटते हैं। चलने वाले हिस्सों में चिकनाई लगाएँ ताकि घर्षण कम हो। इससे घिसाव रुकता है और चीज़ें आसानी से चलती रहती हैं। ब्लेड पर चिप्स या कुंद धब्बे तो नहीं हैं, यह देखें। अगर आपको कोई समस्या दिखे तो ब्लेड को तेज़ करें या बदलें। चाकू की धार और निहाई के रोल के बीच की फिटिंग हमेशा जाँचें। गैप कम रखें। 0.003 और 0.008 इंच के बीच, साफ कटौती के लिए।
ब्लेड लगाते समय हाथ के औज़ारों का इस्तेमाल करें। बिजली के औज़ार धागों को नुकसान पहुँचा सकते हैं और उनकी फिटिंग ढीली कर सकते हैं। ब्लेड पर PVD या CVD जैसी कोटिंग लगाएँ। ये कोटिंग ब्लेड को लंबे समय तक चलने और बेहतर काटने में मदद करती हैं। अगर आप चाहते हैं कि ब्लेड लंबे समय तक चलें और बेहतर काटें, तो कार्बाइड या सिरेमिक ब्लेड का इस्तेमाल करें। नए ब्लेड लगाने से पहले, चाकू के तल को साफ़ करें ताकि ब्लेड सही लाइन में लगें। छिलने, शीट टूटने या नई चीज़ों से आने वाली आवाज़ जैसे चेतावनी संकेतों पर ध्यान दें। ये संकेत बताते हैं कि आपको जल्द ही चीज़ों को ठीक करवाना होगा।
सुझाव: अपने ब्लेड की हर महीने या कुछ महीनों में जाँच करते रहें। पुराने पुर्ज़े बदलें और ब्लेड को अच्छी तरह काम करते रहने दें।
| रखरखाव कार्य | यह क्यों मायने रखती है | कितनी बार |
|---|---|---|
| ब्लेड और डाई साफ़ करें | धूल जमने से रोकता है | साप्ताहिक |
| गतिशील भागों को लुब्रिकेट करें | चीजों को आगे बढ़ाना आसान बनाता है | साप्ताहिक |
| ब्लेड के किनारों का निरीक्षण करें | कट्स को साफ और तेज रखता है | महीने के |
| संरेखण की जाँच करें | खराब कट और ब्लेड क्षति को रोकता है | महीने के |
| तेज करें या बदलें | यह सुनिश्चित करता है कि कट सटीक रहें | जरुरत के अनुसार |
ऑपरेटर प्रशिक्षण
आप अपनी टीम को ब्लेड का सही इस्तेमाल सिखाकर उनकी मदद करते हैं। ऑपरेटरों को सिखाएँ कि कैसे साफ कट के लिए शाफ्ट गैप सेट करेंउन्हें बुशिंग, बेयरिंग और कपलिंग की देखभाल करना सिखाएँ। काउंटर चाकूओं को तेज़ रखें ताकि वे कुंद न पड़ें। ब्लेड के हिलने और अतिरिक्त घिसाव को रोकने के लिए औज़ारों के पुर्जों को साफ़ करें। बेहतर परिणाम पाने और जंग लगने से बचाने के लिए अच्छे पुर्जों का इस्तेमाल करें।
अपनी टीम से हर काम के बाद वेध की जाँच करने को कहें। यह चरण यह जाँचता है कि ब्लेड हर काम के लिए ठीक से काम कर रहे हैं या नहीं। सेटअप का रिकॉर्ड रखें। ये नोट्स आपको फिर से अच्छा काम करने और समस्याओं को तेज़ी से ठीक करने में मदद करते हैं। ऑपरेटरों को ब्लेड और एनविल होल्डर सही तरीके से लगाना सिखाएँ। स्लिटर शाफ्ट और बेयरिंग की घिसावट की नियमित जाँच करें। दबाव धीरे-धीरे बदलें। कम दबाव से शुरू करें, शीट की जाँच करें, और तब तक दबाव बढ़ाएँ जब तक कि कट साफ़ न दिखने लगें।
ध्यान दें: प्रशिक्षित ऑपरेटर गलतियों और खराब हैंडलिंग को रोकते हैं। वे आपको अपने ब्लेड से अधिकतम लाभ प्राप्त करने में मदद करते हैं।
निरंतर सुधार
आप गुणवत्ता पर नज़र रखकर और फीडबैक का उपयोग करके अपनी कटिंग प्रक्रिया को बेहतर बना सकते हैं। सेंसर और कैमरों से युक्त दृश्य जाँच और ऑनलाइन सिस्टम स्थापित करें। ये उपकरण आपको ब्लेड के काम और कटिंग की गुणवत्ता के बारे में लाइव डेटा प्रदान करते हैं। समस्याओं और रुझानों पर पहले से नज़र रखने के लिए प्रक्रिया नियंत्रण का उपयोग करें।
नियमित देखभाल के साथ मशीनों को अच्छी तरह से काम करते रखें। बेहतरीन कट के लिए ब्लेड को तेज़ रखें और फिल्म के तनाव को नियंत्रित रखें। अपनी टीम को समस्याओं को पहचानना और उन्हें तुरंत ठीक करना सिखाएँ। गति, सुई के संरेखण और फिल्म के तनाव को नियंत्रित करके आप कितना बनाते हैं और कितना अच्छा बनाते हैं, इसका संतुलन बनाए रखें। स्वचालित जाँच और फ़ीडबैक आपकी प्रक्रिया को बेहतर बनाने में आपकी मदद करते हैं।
आह्वान: निरंतर सुधार से गलतियाँ कम होती हैं, अधिक अच्छे उत्पाद बनते हैं, तथा ब्लेड अच्छी तरह काम करते रहते हैं।
आप कुछ सरल चीजें करके प्लास्टिक फिल्म छिद्रण ब्लेड को बेहतर ढंग से काम करने लायक बना सकते हैं:
- अपनी फिल्म के लिए सर्वोत्तम ब्लेड सामग्री और टूथ प्रोफाइल चुनें।
- गति और दबाव सावधानी से निर्धारित करें।
- अपनी प्रक्रिया पर नजर रखें और यदि आवश्यक हो तो सेटिंग्स बदलें।
सर्वोत्तम परिणामों के लिए, मैक्सटर Metal के अच्छे छिद्रण चाकू का उपयोग करें। विशेषज्ञों से पूछें विशेष ज़रूरतों में मदद के लिए। अपनी प्रक्रिया की जाँच करते रहें ताकि यह सुनिश्चित हो सके कि आपके प्लास्टिक फिल्म छिद्रण ब्लेड अपना सर्वश्रेष्ठ प्रदर्शन कर रहे हैं।
सामान्य प्रश्न
छिद्रण ब्लेड की गति को अनुकूलित करने का मुख्य लाभ क्या है?
सही गति निर्धारित करने से आपको साफ़ कट और कम अपशिष्ट प्राप्त होता है। आपकी उत्पादन लाइन तेज़ी से काम करती है, और आपको ब्लेड कम बार बदलने पड़ते हैं। इससे आपका समय और पैसा बचता है।
मैं अपनी फिल्म के लिए सर्वोत्तम टूथ प्रोफाइल का चयन कैसे करूं?
आप अपनी फिल्म के प्रकार के अनुसार दांतों का आकार चुनें। पतली फिल्मों के लिए V-आकार के दांतों का इस्तेमाल करें। मोटी या सख्त सामग्री के लिए U-आकार या दाँतेदार दांतों का इस्तेमाल करें। पूरे उत्पादन से पहले नमूनों का परीक्षण करें।
छिद्रण में ब्लेड का दबाव क्यों मायने रखता है?
आप दबाव से यह नियंत्रित कर सकते हैं कि कट कितने गहरे और एकसमान हों। ज़्यादा दबाव फिल्म को फाड़ सकता है। कम दबाव से कट अधूरे रह जाते हैं। हर काम के लिए दबाव समायोजित करके आप बेहतर परिणाम प्राप्त कर सकते हैं।
मुझे कितनी बार छिद्रित ब्लेडों का निरीक्षण और प्रतिस्थापन करना चाहिए?
आपको हर महीने ब्लेड की जाँच करनी चाहिए। सुस्त किनारों, चिप्स या असमान कट्स पर ध्यान दें। समस्याएँ दिखने पर ब्लेड बदल दें या उन्हें तेज़ कर दें। नियमित देखभाल से आपके कट्स तेज़ रहते हैं और आपकी मशीन अच्छी तरह चलती रहती है।
क्या मैं विभिन्न प्रकार की फिल्मों के लिए एक ही ब्लेड का उपयोग कर सकता हूँ?
आपको हर फिल्म के लिए एक ही ब्लेड का इस्तेमाल नहीं करना चाहिए। हर फिल्म के लिए सही टूथ प्रोफाइल और सही सामग्री वाले ब्लेड की ज़रूरत होती है। हर फिल्म के लिए ब्लेड बदलने से आपको बेहतर कट और कम अपशिष्ट मिलता है।
कौन से संकेत दर्शाते हैं कि मेरी छिद्रण प्रक्रिया में समायोजन की आवश्यकता है?
आपको खुरदुरे किनारे, असमान छेद या अधूरे कट दिखाई दे सकते हैं। आपकी मशीन नई आवाज़ें निकाल सकती है या धीमी हो सकती है। इन संकेतों का मतलब है कि आपको गति, दबाव और ब्लेड के संरेखण की जाँच करनी चाहिए।
क्या एडिटिव मैन्यूफैक्चरिंग ब्लेड चयन को प्रभावित करती है?
एडिटिव मैन्युफैक्चरिंग से बनी फिल्मों के लिए आपको विशेष ब्लेड की आवश्यकता हो सकती है। इन फिल्मों की मोटाई या बनावट अलग हो सकती है। सर्वोत्तम मिलान के लिए नमूना सामग्री पर ब्लेड का परीक्षण करें।
मैं ऑपरेटरों को ब्लेड को सुरक्षित रूप से संभालने के लिए कैसे प्रशिक्षित कर सकता हूँ?
आप ऑपरेटरों को ब्लेड के बीच गैप सेट करना, अलाइनमेंट की जाँच करना और हाथ के औज़ारों का इस्तेमाल करना सिखाते हैं। उन्हें ब्लेड की सफाई और जाँच करना सिखाएँ। अच्छा प्रशिक्षण गलतियों को रोकने और आपकी प्रक्रिया को सुरक्षित रखने में मदद करता है।
यह भी देखें
अपने छिद्रित चाकू से सर्वश्रेष्ठ प्रदर्शन कैसे प्राप्त करें
अपनी सामग्री के लिए सही छिद्रक चाकू कैसे चुनें
छिद्रण ब्लेड क्या हैं और उनका उपयोग कैसे किया जाता है
छिद्रित औद्योगिक ब्लेड: पैकेजिंग और उससे परे सटीक कटाई की कुंजी
पेब्लेड चाकू के असमान छिद्रण और असंगत लाइन लंबाई का समस्या निवारण और अनुकूलन
एक प्रतिक्रिया