速度、圧力、歯形を最適化することで プラスチックフィルム用ミシン目ブレード より良く切れます。切断品質が向上し、効率が上がり、コストも削減できます。先進技術と良質な刃材を使用すると、その違いを実感できるでしょう。以下に例を示します。
| メトリック | 最適化前 | 最適化後 |
|---|---|---|
| 1日あたりの刃交換回数 | 3回 | 2日に1回 |
| ずれたポーチ | 7% | 1%未満 |
| 週当たりのライン停止時間 | 2時間 | 30分以内 |
薄型で面取り角度の優れたプラスチックフィルム用ミシン目刃は、より速く、よりスムーズに切断できます。コーティングを施した高速度鋼刃は、切れ味が長持ちし、摩擦も低減します。フィルムの種類や用途に合わせて刃の技術を選択することで、精密なミシン目加工が可能になり、安定した仕上がりと無駄の削減につながります。
重要なポイント
- フィルムの種類に合わせて、適切な刃の材質と歯の形状を選びましょう。そうすることで、よりきれいにカットでき、無駄も少なくなります。
- 穿孔速度は慎重に設定してください。これにより、切断品質が良好に保たれ、作業効率も向上します。
- 圧力を調整して、均一で完全なカットを実現してください。これにより、フィルムが破れたり傷ついたりするのを防ぎます。
- 刃を定期的に点検・調整して、切れ味とまっすぐさを保ちましょう。そうすることで、毎回同じように良い結果が得られます。
- テストとデータを活用して、作業に最適な速度、圧力、歯形を見つけてください。
- 作業員に刃物を安全に使用し、滑らかな切断作業を維持できるよう、適切な指導を行ってください。
- 速度、圧力、歯の形状を同時に調整しましょう。そうすることで切削性能が向上し、長時間の中断を防ぐことができます。
- 重要な数値を監視し、問題を迅速に解決することで、業務プロセスを継続的に改善していきましょう。
プラスチックフィルム穿孔刃の重要性
Maxtor Metal は、プラスチックフィルム用ミシン目加工刃のトップ企業です。同社のミシン目加工刃は、多くの作業において正確かつ迅速な切断を実現します。これらの刃は、最新技術と丈夫な素材を使用しており、生産ラインの安定した稼働をサポートします。
穿孔用途
プラスチックフィルムのミシン目加工用ブレードは、日常生活で目にする多くのものに使用されています。これらのブレードは、以下の用途において重要です。
- トレイの密封:刃がプラスチックフィルムの蓋を切断し、食品トレイを閉じます。これにより、食品の安全性と鮮度を保ちます。
- ブリスター包装:医薬品などの包装フィルムに、ミシン目加工を施して切り込みを入れます。そのため、包装を破らずに開封するのは困難です。
- パウチ加工:刃物を使って、おやつやペットフード用のパウチを作ることができます。これらのパウチは再び閉じることができます。
- カップの密封:ヨーグルトやスープ用のカップの蓋は、穴を開けるナイフで密封されます。これにより食品の鮮度が保たれます。
- 切り込み加工:刃を使ってバッグに持ち手や切り込みを入れます。これにより、バッグの持ち運びや開閉が容易になります。
これらの用途は、製品を迅速かつ安全に製造する上で、穴あけナイフがいかに重要であるかを示しています。包装、食品、その他の製品において、穴あけナイフがどのように役立つかがお分かりいただけるでしょう。
刃の材質の選択
穿孔ナイフの適切な素材を選ぶことで、切断性能と耐久性が変わります。Maxtor Metal の刃は、 工具鋼、HSS、超硬合金これらの素材は、刃の切れ味、強度、耐久性を維持するのに役立ちます。また、チタン炭窒化物やPTFEなどのコーティングを選ぶこともできます。これらのコーティングは、刃を滑らかにし、耐久性を高めます。
選択肢を確認するのに役立つ表を以下に示します。
| 材質タイプ | 主な特徴 | 刃の寿命と性能への影響 |
|---|---|---|
| 炭素鋼 | 安価で、様々な用途に使える | お金の節約になり、長持ちする。 |
| タングステンカーバイド | 非常に強力で、熱くなりにくい | 摩耗しにくく、長持ちします |
| 粉末Metal工具鋼 | 強くてタフ | 硬くて少し曲がる、長持ちする |
| ステンレス鋼 | 錆びない、リサイクル可能 | 地球に優しく、よく機能する |
熱処理や精密研磨といった特殊な工程を用いることもできます。これらの工程によって刃はより硬く、より鋭くなります。これにより、機械の性能が向上します。
業界のユースケース
プラスチックフィルム用ミシン目加工刃は、多くの業種で使用されています。包装業界では、プラスチックフィルムの密封、切断、成形にこれらの刃が用いられます。食品業界では、安全で開封しやすい包装を実現するためにミシン目加工刃が必要です。工場では、プラスチックシートやフィルムを製品に成形するためにこれらの刃が使われます。特注のミシン目加工刃は、ラベル、繊維製品、ゴムロールなどの特殊な作業に役立ちます。
Maxtor Metal は、ビジネスに役立ちます 特注穿孔ナイフおよびOEMサービス刃の形状、歯形、材質など、必要な仕様を選択できます。これにより、生産スピードを維持し、製品の品質を保つことができます。
ヒント:適切な穿孔ナイフと材料を使用することで、作業の中断時間を短縮し、無駄を減らし、より正確な切断が可能になります。
穿孔速度

スピードとカット品質
速度と穿孔品質の関係
速度を調整することで、穿孔加工の品質をコントロールできます。適切な速度を設定すると、刃はきれいで均一な切断を実現します。速度が速すぎると、切断面が粗くなったり、穿孔が不完全になったりする可能性があります。逆に速度が遅すぎると、効率が低下し、時間を無駄にしてしまう可能性があります。適切な速度を設定することで、最高の切断性能が得られ、生産ラインをスムーズに稼働させることができます。
高速および低速が様々なフィルムタイプに及ぼす影響
フィルムの種類によって、切断速度に対する反応は異なります。薄いフィルムは、破れを防ぐために低速切断が必要な場合が多いです。厚いフィルムや多層フィルムは高速切断が可能ですが、刃の切れ味が維持されている場合に限ります。高速切断は丈夫なフィルムに適していますが、熱の蓄積に注意が必要です。低速切断は、デリケートなフィルムの伸びや反りを防ぐのに役立ちます。最適な切断効率を得るためには、常にフィルムの種類に合わせて切断速度を調整してください。
速度に関連する一般的な品質問題
ギザギザした切り口、不完全な切り口、溶けたフィルムなどが見られる場合は、速度が速すぎる可能性があります。速度が遅すぎると、穴あけムラや刃の摩耗が激しくなることがあります。また、生産速度が機械の性能に合っていない場合、切り口がずれることもあります。定期的な点検を行うことで、これらの問題を早期に発見できます。
速度調整
段階的な速度調整プロセス
穿孔速度を調整するには、以下の手順に従ってください。
- フィルムと替刃に推奨されている速度から始めてください。
- 生産ラインで簡単なテストを実施してください。
- 切断品質を確認し、欠陥がないか調べてください。
- 速度は少しずつ増減させてください。
- 最適な切断性能が得られるまで、テストを繰り返してください。
最適な速度に影響を与える要因(フィルムの厚さ、材料、機械の種類)
フィルムの厚さ、材質、機械の種類はすべて、最適な速度に影響します。厚いフィルムはより多くの電力が必要となり、場合によっては速度を遅くする必要があります。柔らかい素材の場合は、破れを防ぐためにゆっくりとした速度が必要になることがあります。機械の設計や使用する刃の種類も、適切な生産速度を設定する上で重要な役割を果たします。
速度設定のテストおよび検証方法
速度設定のテストには、試運転や目視確認が有効です。一部の企業では、センサーを使用して切断品質をリアルタイムで測定しています。本格的な生産を開始する前に、必ず設定を検証してください。これにより、効率を高く維持し、無駄をなくすことができます。
穿孔速度の監視
手動および自動速度監視技術
機械のディスプレイを確認するか、携帯型タコメーターを使用することで、速度を監視できます。自動システムは生産速度を追跡し、変化を通知します。どちらの方法も、ブレードを最高の性能で稼働させるのに役立ちます。
センサーとフィードバックシステムの使用
センサーはブレードの動きとフィルムの送り速度を測定できます。フィードバックシステムは問題を検出すると自動的に速度を調整します。これらのツールは、安定した切断性能を維持し、ダウンタイムを削減するのに役立ちます。
速度関連の問題のトラブルシューティング
切断に問題がある場合は、まず速度を確認してください。刃の摩耗や機械の不具合の兆候がないか確認してください。速度は少しずつ調整し、変更するたびにテストしてください。速度、圧力、歯の形状のバランスを取ることで、より良い結果が得られる場合もあります。以下の方法を試してみてください。
- フィルムの種類に合った刃の形状のブレードを使用してください。
- 生産速度に合わせて圧力を調整してください。
- さまざまな速度を試して、最適な切断効率を見つけてください。
- 丁寧に扱う必要があるフィルムには、柔軟性のある刃を使用してください。
- 最高のパフォーマンスを得るには、速度の微調整と圧力調整を組み合わせることが重要です。
ヒント: 速度、圧力、歯形のバランスを取る 最高の切断結果を得るのに役立ち、生産効率を維持します。
穿孔時の圧力

プレッシャーと一貫性
圧力が穿孔の一貫性に及ぼす影響
適切な圧力をかけることで、ミシン目加工を均一に行うことができます。正しい圧力をかけることで、刃は均一な穴や線をあけることができます。フィルムは狙った場所で切れます。圧力が弱すぎると、刃がフィルムを切断できない場合があります。逆に圧力が強すぎると、フィルムが伸びたり、意図しない場所で破れたりする可能性があります。一定の圧力をかけることで、刃がスムーズに機能し、製品の仕上がりもきれいに仕上がります。
不適切な圧力によって引き起こされる一般的な一貫性の問題
適切な圧力をかけないと、穴あけ時に様々な問題が発生する可能性があります。穴の大きさが均一でなかったり、完全に切り抜けなかったり、フィルムが破れたりくっついたりすることもあります。穴が点々と開いたり、乱雑に見えたりすることもあります。これらの問題が発生した場合は、刃の修理または清掃が必要です。
設定圧力
穿孔圧力設定の標準手順
適切な圧力を設定する簡単な方法があります。
- 最適な設定については、お使いの機器の取扱説明書をご覧ください。
- 刃の下にテスト用のフィルム片を置いてください。
- 圧力をゆっくりと変化させ、短時間のテストを実施してください。
- 穴がきれいで均一に見えるか確認してください。
- 毎回同じ結果が得られるまで、圧力を調整してください。
- 新しいフィルムや厚みを使用する場合は、再度テストしてください。
圧力調整時の重要な考慮事項
圧力を変更する際は、いくつか注意点があります。厚いフィルムはより強い圧力が必要で、薄いフィルムはより弱い圧力で済みます。切れ味の良い刃は切れ味が良く、少ない圧力で済みます。切れ味の悪い刃はより強い圧力が必要ですが、フィルムを傷つける可能性があります。機械は良好な状態である必要があります。作業を開始する前に、必ず破損や緩みがないか確認してください。
圧力トラブルシューティング
第1号:不完全穿孔 – 原因と解決策
刃が完全に切断されない場合があります。これは、圧力が低すぎるか、刃が鈍っている場合に起こります。圧力を少しずつ上げてみてください。刃が鋭利かどうか確認してください。必要に応じて、刃を交換するか研いでください。
第2号:フィルムの破れ – 原因と解決策
圧力をかけすぎたり、刃の位置がずれていると、フィルムが破れることがあります。クランプがパッドに正しく当たらず、均等に押されない場合もあります。これを解決するには、圧力を下げて刃の位置を調整してください。 白い紙で圧力をテストする点線や粗い線が見られる場合は、刃とクランプを清掃して修理してください。
問題3:穴のサイズが不規則になる原因と解決策
穴のサイズが均一でない場合、圧力が均等にならない可能性があります。刃が汚れていたり摩耗している場合も、同様の現象が起こります。刃を清掃し、クランプを確認してください。シーリングワイヤーが清潔で十分に熱くなっていることを確認してください。すべての穴が同じサイズになるまで圧力を調整してください。
これらの問題を未然に防ぐため、刃の状態をこまめに点検・調整してください。そうすることで、穿孔機の性能を維持し、刃の切れ味を保つことができます。
歯形と穿孔ナイフの選択
穿孔ナイフの刃の形状を選ぶことは非常に重要です。刃の形状とサイズによって、様々なフィルムの切断精度が変わります。刃の形状を材料に合わせることで、よりきれいに切断でき、無駄を減らすことができます。
歯の形状タイプ
V字型の歯
V字型の刃は、きれいで整った切り口を実現します。これらの刃は、薄いフィルム、箔、紙に最適です。刃の鋭い先端がフィルムに食い込み、破れを防ぎます。V字型の刃は、滑らかな切り口と容易な切断に適しています。厚いフィルムや粗いフィルムに使用すると、刃の摩耗が早くなる可能性があります。
図:刃の縁に沿って鋭い「V」字型の突起が並んでいる様子を想像してください。
U字型の歯
U字型の刃は、均一な切断力を発揮します。この刃は、薄すぎず厚すぎないフィルムに適しています。丸みを帯びた形状は、ギザギザした切り口を防ぎ、きれいな仕上がりを実現します。U字型の刃は、極端に薄いフィルムや厚いフィルムにはあまり適していませんが、ほとんどの包装作業には適しています。
図:刃の縁に丸みを帯びた「U」字型の列が並んでいる様子を想像してください。
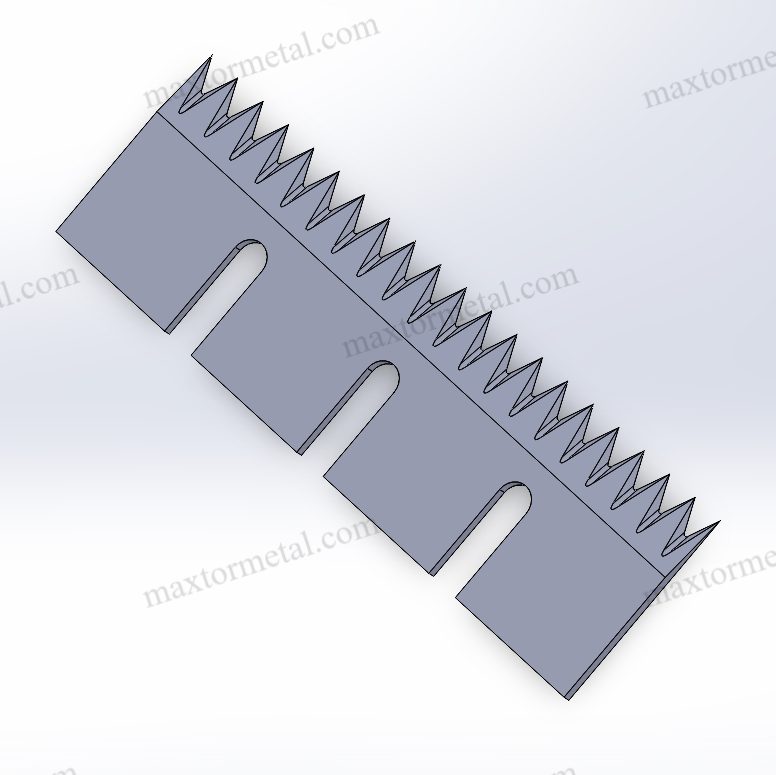
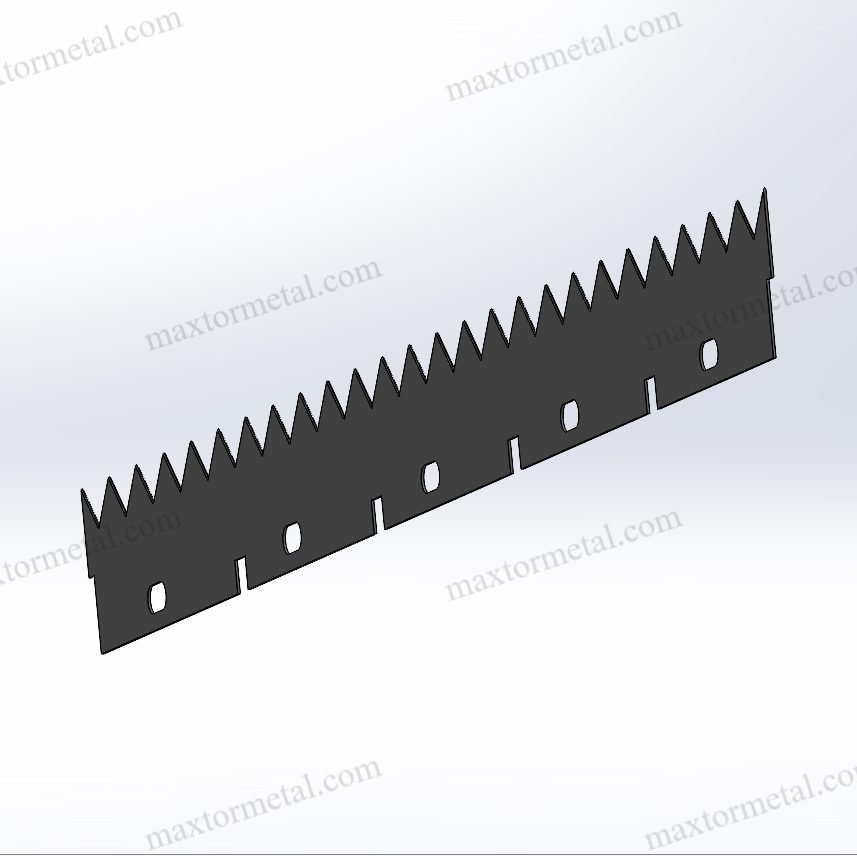
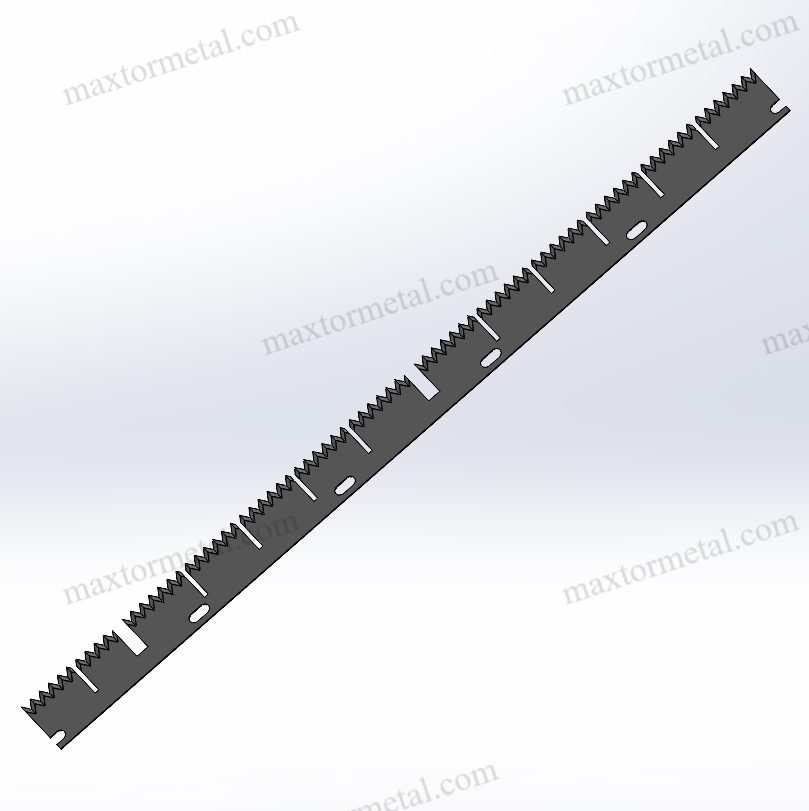
鋸歯状の歯
ギザギザの刃は、丈夫なフィルムや層状のフィルムをしっかりと掴んで切断します。ゴム、プラスチック、繊維などの切断に最適です。これらの刃はしっかりとグリップし、丈夫な素材の切断に役立ちます。ギザギザの刃は切断面が粗くなる場合があり、こまめな清掃が必要になることがあります。しかし、頑丈な作業にも耐えうる強度を備えています。
図解:鋭くギザギザした先端を持つ鋸刃を想像してみてください。
| 歯形 | 切削特性 | 最適な用途 |
|---|---|---|
| V字型 | きれいで正確なカット、破れは最小限 | 薄膜、箔、紙 |
| U字型 | バランスの取れた力、滑らかな仕上がり | 中厚フィルム |
| 鋸歯状 | 丈夫な素材や伸縮性のある素材を掴んで切断します | ゴム、プラスチック、繊維 |
映画に合わせたナイフ
フィルムに合ったナイフを使うことで、より良いカットが可能になります。 小さな歯は薄膜に最適刃は、切り口の粗さや切れ味の弱さを防ぐのに役立ちます。大きな刃は厚い材料に適しています。丈夫で綺麗な切り口が得られます。刃の形状、間隔、刃幅を調整することで、簡単に引き裂くことができ、丈夫な包装を実現できます。本格的な生産を開始する前に、必ずサンプルカットを行い、刃の設定を変更してください。これにより、切り口が綺麗に保たれ、機械の寿命も延びます。
症例研究:歯の形状とフィルムタイプのマッチング
ある包装会社は、ラミネートフィルムの加工にU字型のナイフを使用していたが、切り口が粗くなったり、破れたりする問題があった。そこで、歯の大きな鋸歯状のナイフに切り替えたところ、新しい刃は切れ味が良くなり、ミスも減り、生産ラインの稼働もスムーズになった。
ヒント:必ず使用するフィルムの種類に合わせてナイフの刃の形状を選びましょう。そうすることで、より良い結果が得られ、トラブルも少なくなります。
穿孔ナイフの選び方
穿孔ナイフを選ぶ際は、フィルムの厚さ、材質、そして用途を考慮してください。薄いフィルムには鋭利なV字型ブレードを、厚いフィルムや丈夫なフィルムにはU字型または鋸歯状のブレードを選びましょう。歯のピッチ、形状、結束バンドのサイズも確認してください。これらの要素によって、フィルムの破れやすさやパッケージの強度が変わります。Maxtor Metalには様々なブレードタイプとOEMオプションが用意されているので、あらゆる用途に最適なナイフが見つかります。
| 材料/用途 | 推奨ブレード材質 | 歯/ブレード形状に関する考慮事項 | 主要選定ガイドライン |
|---|---|---|---|
| 薄膜または箔 | セラミック | シャープで精密なエッジ。V字型プロファイル(標準V、可変深さV、高低V) | 切れ味の良い刃を使うことで、食材の裂けや無駄を防げます。セラミック製の刃は硬くて切れ味が長持ちするので、薄切りに最適です。 |
| プラスチック(バルクまたは固体) | 鋭利で丈夫なギロチン刃(各種鋼材) | プラスチックの密度と厚さに合わせた歯 | 厚いプラスチックは薄いフィルムとは異なる歯形が必要であり、刃の強度が非常に重要である。 |
| ゴム加工 | 耐久性に優れた素材と、刃先が抜けにくい歯を備えています。 | 丈夫なゴムを切断するための歯 | 刃は何度も使用しても切れ味を保つ必要があり、丈夫なゴムを切断するには丈夫な素材が必要です。 |
注:歯のサイズと結び目のサイズに関する規定を必ず守ってください。最高の切れ味を得るために、生産前にナイフをテストして調整してください。
パフォーマンスのための統合
速度、圧力、プロファイルのバランスを取る
きれいに切断するには、速度、圧力、刃の形状のバランスを取る必要があります。それぞれの設定は他の設定に影響を与えるため、どれか一つを変更すると、他の設定も変更する必要が生じる場合があります。例えば、速度を速くするとより多くのフィルムを切断できますが、刃の摩耗が早くなったり、フィルムの端が粗くなったりすることもあります。圧力を強くすると、刃は硬いフィルムを切断しやすくなりますが、圧力が強すぎるとフィルムを傷つけたり、刃が早く折れたりする可能性があります。適切な刃の形状を選ぶことで、刃とフィルムを合わせることができ、より滑らかで正確な切断が可能になります。
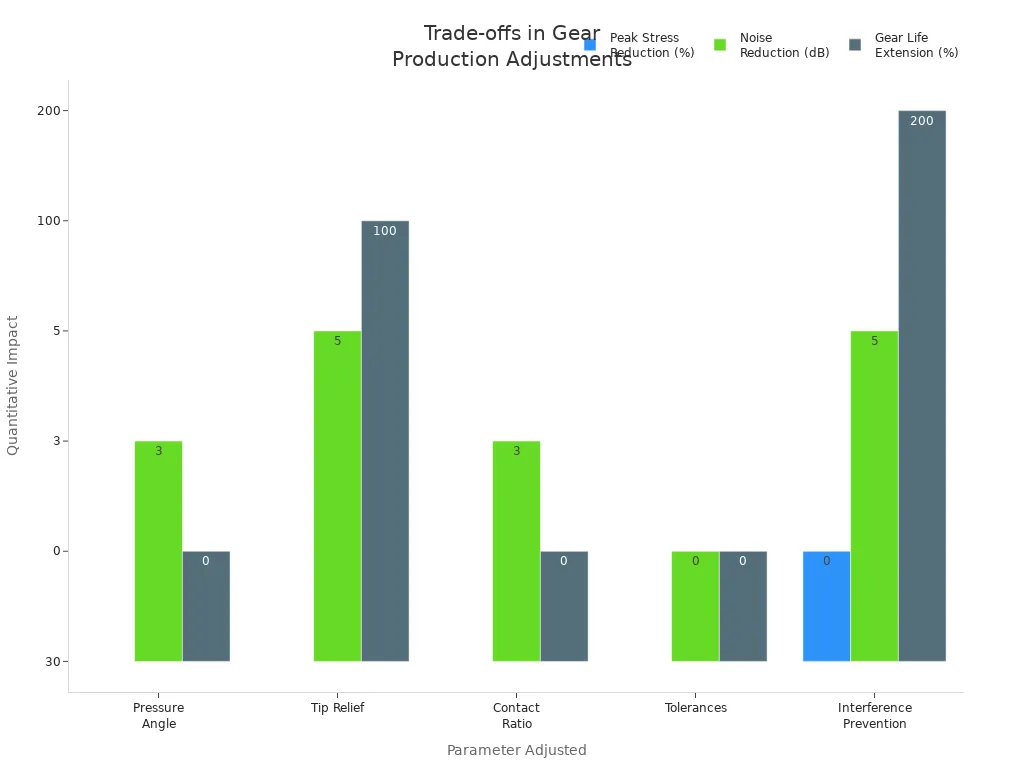
これらの設定を変更する際には、多くの場合、選択を迫られます。以下の表は、設定を変更した場合に起こりうる結果を示しています。
| パラメータ調整済み | トレードオフと影響 | 定量的影響/注記 |
|---|---|---|
| 圧力角 | 歯の角度が大きいほど歯は丈夫になり、より多くの荷重に耐えられるようになるが、音は大きくなり、製造も難しくなる。 | 20°の角度は、約30%の曲げ強度を向上させますが、高速走行時には騒音が2~3dB上昇する可能性があります。 |
| 歯の形状修正 | 歯先逃げと歯根逃げは、荷重を分散させて摩耗を軽減するのに役立ちますが、問題を防ぐためにはこれらを適切に管理する必要があります。 | 刃先逃げは通常10~40マイクロメートルで、最大応力を最大30%、騒音を3~5dB低減し、刃の寿命を50~100%延ばすことができます。 |
| 接触率 | 接触率が高いほど負荷分散と騒音低減に役立つが、製造が難しく、歯が弱くなる可能性がある。 | 接触比を1.4から1.7に上げると、歯の最大負荷が約30%低下し、騒音は2~3dB低下します。 |
| 製造公差 | 厳しい公差は動作をよりスムーズで静かにするが、コストが高く、製造も難しくなる。 | ピッチ偏差が0.01mm未満であれば振動が50%低減され、プロファイル精度が0.005mm未満であれば応力が30%低減される。 |
| 干渉防止 | 形状変更によって干渉がなくなるため、摩耗や騒音が軽減されるが、設計と製造は難しい。 | 適切なリリーフにより、200%までのギアの寿命が延び、騒音も3~5dB低減されます。 |
それぞれの変更が、切断の精度や作業速度にどのような影響を与えるかを確認できます。ご自身の作業に最適な設定を選択してください。
ヒント:大量のカット作業を始める前に、コンピューターツールやデータを使って設定をテストしてみましょう。そうすることで、作業に最適な組み合わせを見つけることができます。
段階的な最適化
計画に従うことで、切断作業を改善できます。まずは重要な数値に注目しましょう。これらの数値は、切断の精度、作業速度、そして機械が正常に動作しているかどうかを示します。以下の表は、注目すべき数値の一覧です。
| メトリック | 説明 | 目的/焦点 |
|---|---|---|
| サイクルタイム | 一つの仕事を最初から最後までやり遂げる時が来た | 作業速度と、どこで作業が遅くなるかを示します。 |
| スループット | 一定時間内にいくつの物を作るか | どれだけ稼げるかを示します |
| 初回合格率(FPY) | 初回で正しく製造された製品の割合 | 品質と廃棄物をチェックするのに役立ちます |
| 総合設備効率(OEE) | 機械が正常に動作し、良質な製品を生産しているかどうかを確認します。 | 機械をうまく使っているかどうかを示します |
| ダウンタイム | 機械に問題が発生して動作しなくなった場合 | 時間を失っているときに表示します |
| 不良率 | 不良品の割合 | 品質をチェックします |
| 切り替え時間 | 転職の時期が来た | 転職のスピードがいかに速いかを示しています |
それぞれの数値について明確な目標を設定しましょう。作業中は、これらの数値を監視・記録する機器を活用してください。コンピューターは、状況を追跡し、問題が発生した場合に警告を発するのに役立ちます。チームと協力してこれらの数値を設定し、確認しましょう。他社と比較して、自社の業績がどの程度であるかを把握してください。
プロセスを改善するための簡単な方法をご紹介します。
- 何を切るかを決め、適切な刃を選びましょう。
- フィルムと機械に合わせて、最初の速度、圧力、歯の形状を設定してください。
- 簡単なテストを実行して、上記の数値を確認してください。
- 結果を見て、一度に一つずつ変更を加えていきましょう。
- コンピュータプログラムやデータを使って、何かを変更した場合に何が起こるかを予測する。
- 希望するカットと速度が得られるまで、再度テストしてください。
- 設定内容を書き留め、従業員に最適な作業方法を教えましょう。
注:トヨタやアマゾンといった大企業は、業務効率化のためにこれらの手順を活用しています。あなたもこれらのアイデアを活用できます。
穿孔に関する問題のトラブルシューティング
切断が不十分だったり、刃の摩耗が早かったり、穴の形状が異なったりといった問題が発生する場合があります。これらの問題は、データを分析して根本原因を特定することで解決できます。作業員の意見と記録の両方を収集し、フィッシュボーン図やパレート図などの図表を用いて、最も大きな問題点を見つけ出しましょう。
例えば、切断がうまくいかない場合は、速度と圧力を確認してください。刃の摩耗が早い場合は、刃の形状と刃の加工精度を確認してください。穴が均等に開かない場合は、刃がきちんと揃っているか、機械が正しく動作しているかを確認してください。
最適な解決策を選ぶには、段階的な手順を用いることができます。以下の表は、考慮すべき事項を示しています。
| 基準 | 説明 | 重要性 |
|---|---|---|
| リスク | 機械の故障や安全上の問題など、危険箇所を特定する。 | 安全確保と長期的な業務遂行にとって非常に重要です。 |
| 料金 | 材料費、人件費、機械稼働費を含む総費用。 | 使いすぎないように注意する必要があります。 |
| 作業の納期 | 修理開始から完了までの所要時間。 | 仕事を滞りなく進めることが重要です。 |
根本原因を突き止めることで、問題を根本的に解決できます。例えば、UltraMicroperfテクノロジーを使えば、極細の留め具が付いた丈夫なプラスチックフィルムをカットできます。これにより、より正確なカットが可能になり、無駄も削減できます。また、レーザー穿孔技術を使えば、食品包装の空気の流れを良くし、非常に精密なカットを実現できます。これらの新しい技術は、問題解決と業務効率化に役立ちます。
ヒント:切断工程をこまめに確認し、新しい材料や工具を入手した際は設定を変更してください。そうすることで、切断作業を迅速かつ確実に行うことができます。
メンテナンスとベストプラクティス

ブレードケア
刃の切れ味を良好に保つには、こまめに手入れをすることが重要です。 機器と金型を清掃してください ほこりを取り除きます。これにより、刃が鋭く保たれ、スムーズに切断できます。可動部に潤滑油を塗布して摩擦を減らします。これにより、摩耗が防止され、スムーズに動きます。刃に欠けや鈍い部分がないか確認します。問題が見つかった場合は、刃を研ぐか交換します。ナイフの刃先とアンビルロールの間のフィット感を常に確認します。隙間を小さく保ちます。 0.003~0.008インチきれいにカットするために。
刃を取り付ける際は、手工具を使用してください。電動工具を使用すると、ネジ山が損傷したり、取り付けが緩くなったりする可能性があります。刃には、PVDやCVDなどのコーティングを施してください。これらのコーティングは、刃の寿命を延ばし、切れ味を向上させます。刃の寿命を延ばし、切れ味を向上させたい場合は、超硬合金またはセラミック製の刃を使用してください。新しい刃を取り付ける前に、刃が正しく並ぶように刃床を清掃してください。刃こぼれ、シートの破損、異音などの兆候に注意してください。これらの兆候は、早急に修理する必要があることを意味します。
ヒント:ブレードは毎月、または数ヶ月ごとに点検しましょう。古い部品は交換し、ブレードの性能を最大限に維持してください。
| メンテナンスタスク | なぜそれが重要なのか | どのくらいの頻度で |
|---|---|---|
| ブレードとダイを清掃する | ホコリの蓄積を防ぎます | 週刊 |
| 可動部品に潤滑油を塗る | 物事がスムーズに進む | 週刊 |
| 刃先の検査 | 切り口をきれいに保ち、切れ味を鋭くする | 月次 |
| アライメントを確認する | 切り傷や刃の損傷を防ぎます | 月次 |
| 研ぐか交換するか | カットの精度を確実に維持します | 必要に応じて |
オペレータートレーニング
チームメンバーにブレードの正しい使い方を教えることで、チームメンバーをサポートできます。オペレーターにブレードの使い方を指導します。 きれいに切断するためにシャフトギャップを設定しますブッシング、ベアリング、カップリングの手入れ方法を教えましょう。カウンターナイフは切れ味を良く保ち、鈍くならないようにしましょう。工具の部品を清掃して、刃のぐらつきや余分な摩耗を防ぎましょう。良質な部品を使用することで、より良い結果が得られ、錆びを防ぐことができます。
各作業後にチームに穿孔テストを依頼してください。この手順で、ブレードが各作業で適切に機能するかどうかを確認します。セットアップの記録を残してください。これらのメモは、作業を再び適切に行い、問題をより迅速に解決するのに役立ちます。オペレーターにブレードホルダーとアンビルホルダーを正しく取り付けるように指導してください。スリッターのシャフトとベアリングの摩耗を頻繁に確認してください。圧力はゆっくりと変更してください。低圧から始めてシートをテストし、切断がきれいになるまで圧力を上げてください。
注:訓練を受けたオペレーターは、ミスや不適切な取り扱いを防止します。また、ブレードの性能を最大限に引き出すお手伝いをします。
継続的な改善
品質管理とフィードバックを活用することで、切断プロセスを改善できます。目視検査と、センサーやカメラを備えたオンラインシステムを導入しましょう。これらのツールは、刃の作業状況や切断品質に関するリアルタイムデータを提供します。プロセス制御を活用して、問題や傾向を早期に発見しましょう。
定期的なメンテナンスで機械を良好な状態に保ちましょう。刃を鋭く保ち、フィルムの張力を適切に調整することで、最高の切断品質を実現します。チームメンバーに問題点を見つけて迅速に解決する方法を指導しましょう。速度、針の位置合わせ、フィルムの張力を調整することで、生産量と品質のバランスを取ります。自動チェックとフィードバックを活用することで、プロセスを改善できます。
補足:継続的な改善はミスを減らし、より良い製品を生み出し、刃の性能を常に最高の状態に保ちます。
プラスチックフィルムのミシン目加工用ブレードの性能を向上させるには、いくつかの簡単な工夫をすることができます。
- 使用するフィルムに最適な刃の材質と歯の形状を選択してください。
- 速度と圧力を慎重に設定してください。
- 処理状況を監視し、必要に応じて設定を変更してください。
最良の結果を得るには、Maxtor Metal の良質なミシン目加工用ナイフを使用してください。 専門家に聞いてみよう 特別なニーズをお持ちの方にはサポートいたします。プラスチックフィルムのミシン目加工用ブレードが最高の性能を発揮できるよう、作業工程を定期的にご確認ください。
よくある質問
穿孔刃の速度を最適化する主な利点は何ですか?
適切な速度を設定することで、よりきれいな切断が可能になり、無駄も少なくなります。生産ラインの稼働速度が向上し、刃の交換頻度も減ります。これにより、時間とコストを節約できます。
映画に最適な歯の形状を選ぶにはどうすればよいですか?
フィルムの種類に合わせて歯の形状を選びます。薄膜にはV字型の歯を、厚みのあるフィルムや丈夫なフィルムにはU字型または鋸歯状の歯を選びます。量産前に必ずサンプルテストを行ってください。
穿孔加工において、刃の圧力が重要なのはなぜですか?
圧力を調整することで、切断の深さや均一性をコントロールできます。圧力が強すぎるとフィルムが破れてしまう可能性があります。圧力が弱すぎると切断が不完全になります。作業ごとに圧力を調整することで、より良い結果が得られます。
穿孔刃の点検と交換はどのくらいの頻度で行うべきですか?
刃は毎月点検しましょう。切れ味の鈍さ、欠け、または不均一な切断がないか確認してください。問題が見られたら、刃を交換するか研磨してください。定期的なメンテナンスは、切れ味を良好に保ち、機械の正常な動作を維持します。
異なる種類のフィルムに同じ刃を使用できますか?
フィルムの種類ごとに同じ刃を使うべきではありません。フィルムの種類ごとに、適切な歯の形状と材質の刃が必要です。フィルムの種類ごとに刃を交換することで、よりきれいにカットでき、無駄も少なくなります。
穿孔処理の調整が必要であることを示す兆候は何ですか?
切り口が粗かったり、穴が不均一だったり、切り込みが不完全だったりする場合があります。また、機械から異音がしたり、動作が遅くなったりすることもあります。これらの兆候が見られる場合は、速度、圧力、刃の位置合わせを確認してください。
積層造形技術は刃の選定に影響を与えるか?
積層造形によって作られたフィルムには、特殊な刃が必要になる場合があります。これらのフィルムは、独特の厚みや質感を持つことがあるためです。サンプル材料で刃を試して、最適なものを見つけてください。
作業員が刃物を安全に取り扱うための訓練方法を教えてください。
作業員には、刃の隙間調整、位置合わせの確認、手工具の使い方を指導します。刃の清掃と点検方法も示しましょう。適切なトレーニングはミスを防ぎ、作業工程の安全性を確保するのに役立ちます。
参照
穴あき工業用ブレード:パッケージングなどにおける精密切断の鍵
1件のフィードバック