
स्ट्रैंड पेलेटाइजिंग में, पॉलीमर स्ट्रैंड्स को एक रोटरी कटर में निर्देशित किया जाता है जो उन्हें एक स्थिर बेड नाइफ के विरुद्ध काटकर एकसमान पेलेट्स बनाता है। एक हेलिकल रोटरी कटर सीधी धार के बजाय सर्पिल नाइफ का उपयोग करता है, इसलिए कटाई एक ही बार में पूरी चौड़ाई में होने के बजाय धीरे-धीरे एक हेलिक्स के साथ होती है। उच्च आरपीएम पर, यह क्रमिक कतरन समय के साथ काटने के भार को फैला देती है, जिससे बल में अचानक होने वाले उतार-चढ़ाव कम हो जाते हैं जो अन्यथा कंपन और ध्वनि शोर उत्पन्न कर सकते हैं। संयंत्रों को इस तंत्र से व्यावहारिक लाभ मिलते हैं: पेलेट की लंबाई और किनारों का अधिक स्थिर वितरण, कम महीन कण और लंबे सेवा अंतराल, बशर्ते सेटअप और रखरखाव सही ढंग से किया जाए।
गति के लिए यह क्यों महत्वपूर्ण है: जब कटर एक साथ सक्रिय होता है, तो मोटर और संरचना को बार-बार तीव्र आवेगों का सामना करना पड़ता है, जो मशीन की प्राकृतिक आवृत्तियों के अनुरूप हो सकते हैं और एक विशिष्ट "व्हिन" ध्वनि उत्पन्न कर सकते हैं। इसके विपरीत, हेलिकल जुड़ाव संपर्क क्षेत्र को छोटा और गतिशील रखता है, जिससे टॉर्क की मांग कम होती है और हार्मोनिक उत्तेजना घटती है। संक्षेप में, बल का सुचारू रूप से लगना अक्सर कम शोर का परिणाम होता है।
प्रीमियम स्ट्रैंड और अंडरवाटर सिस्टम के लिए सार्वजनिक ओईएम दस्तावेज़ों के अनुसार, ऑपरेटर-पोजिशन शोर लक्ष्य अक्सर 85 dB(A) से नीचे रखे जाते हैं। सिस्टम स्तर परइसमें सटीक मापन को एक प्रमुख कारक बताया गया है। यह आधुनिक प्रणालियों के लक्ष्यों का संदर्भ बिंदु है—यह इस बात का विवरण नहीं है कि कोई एक घटक (जैसे रोटर या नाइफ) कितना योगदान देता है। शोर संबंधी अपेक्षाओं और सटीक मापन पर जोर देने के संदर्भ में, MAAG का सिस्टम ब्रोशर देखें: MAAG M-USG, ऑपरेटर-स्थिति ध्वनि और कटिंग-गैप फोकस.
सुरक्षा संबंधी सूचना: गार्ड, नाइफ सेटिंग या स्पीड में बदलाव से संबंधित कोई भी काम आपके ओईएम मैनुअल, स्थानीय ईएचएस प्रक्रियाओं और लॉकआउट/टैगआउट आवश्यकताओं के अनुसार किया जाना चाहिए और योग्य कर्मियों द्वारा ही किया जाना चाहिए।
चाबी छीनना
- प्रगतिशील अपरूपण समय के साथ जुड़ाव को फैलाता है, जिससे तात्कालिक बल कम हो जाता है और उच्च आरपीएम पर ध्वनि संबंधी शोर कम हो जाता है; इससे नियंत्रित अंतराल होने पर स्थिर छर्रे और कम महीन कण प्राप्त होते हैं।
- गैप कंट्रोल दैनिक नियंत्रण का एक महत्वपूर्ण साधन है: OEM के दिशानिर्देशों के अनुसार नाइफ-टू-बेड क्लीयरेंस को न्यूनतम और एकसमान रूप से निर्धारित करें; ठंडे और गर्म तापमान की जांच करें; जब पेलेट की गुणवत्ता संबंधी मापदंडों में बदलाव आए तो गैप को पुनः समायोजित करें।
- तेज गति पर संतुलन और रनआउट मायने रखते हैं: ISO 21940 के अनुसार रोटर संतुलन निर्दिष्ट करें और बल प्रयोग और कंपन से बचने के लिए अपने OEM द्वारा परिभाषित माइक्रोमीटर सीमाओं के भीतर असेंबली रनआउट रखें।
- आप जिन प्रमुख प्रदर्शन संकेतकों (केपीआई) पर पहले से नज़र रख रहे हैं, उनके साथ परिवर्तनों को सत्यापित करें: ऑपरेटर की स्थिति पर dB(A), महीन कणों का प्रतिशत और पेलेट की लंबाई का Cpk; यदि सेंसर उपलब्ध हैं तो वर्तमान रिपल या कंपन वेग को लॉग करें।
- घर्षणकारी या पुनर्चक्रित फीड के लिए, घिसाव-प्रतिरोधी स्टील या कोटिंग्स चुनें; पुनर्पीसने की रणनीति को दस्तावेज़ीकरण के साथ संयोजित करें ताकि ज्यामिति और संतुलन कई चक्रों में सीमा के भीतर रहें।
तंत्र और उच्च गति लाभ
प्रगतिशील सहभागिता
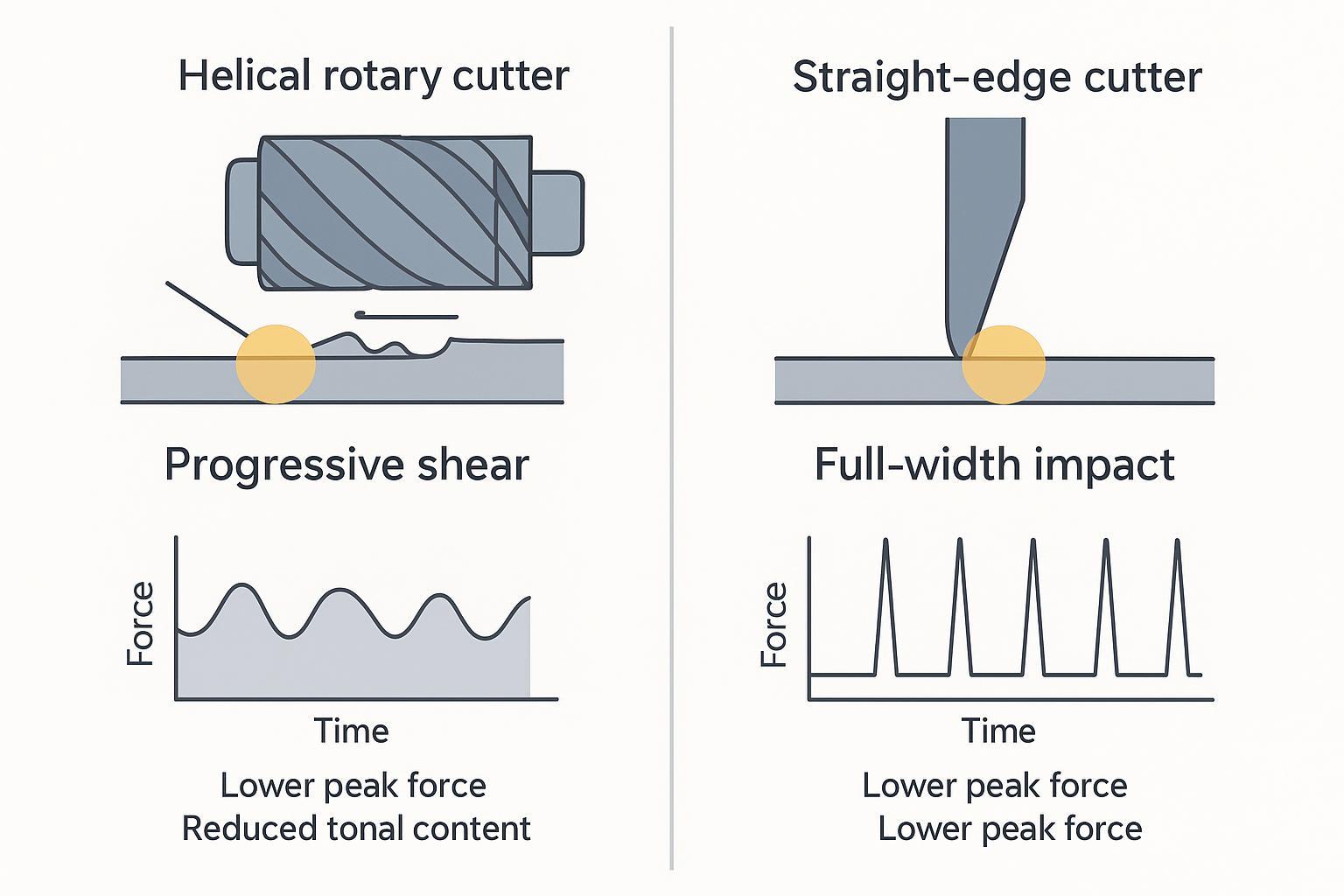
हेलिकल रोटरी कटर, बेड नाइफ को पूरी चौड़ाई में काटने के बजाय एक गतिशील रेखा के साथ जोड़ता है। किसी भी क्षण, किनारे का केवल एक छोटा सा हिस्सा ही कटता है। इसे हेलिक्स के साथ काम को "सौंपने" के रूप में समझें। संपर्क क्षेत्र प्रवेश करता है, थोड़े समय के लिए काम करता है और बाहर निकल जाता है—इस प्रकार उस एकल, व्यापक आवेग से बचा जाता है जो संरचना-जनित शोर उत्पन्न कर सकता है और मोटर के एम्पेरेज पीक को बढ़ा सकता है। स्ट्रैंड पेलेटाइजिंग में, सही क्लीयरेंस सेट होने पर, इसका अर्थ है प्रत्येक स्ट्रैंड पर शांत कटाई और टेल बनने की कम संभावना।
बल और हार्मोनिक्स
काटने की शक्ति कभी भी पूरी तरह स्थिर नहीं होती, लेकिन इसकी तरंग को आकार दिया जा सकता है। सीधी चाकुओं के साथ, प्रत्येक धार के पूरी सतह पर टकराने से शक्ति ऊंचे, आवधिक स्पाइक्स के रूप में आ सकती है। कुंडलित धार के साथ, ऊर्जा छोटे, क्रमिक भागों में विभाजित हो जाती है, जिससे शिखर की तीव्रता कम हो जाती है और एक ही टोन पर कम ऊर्जा केंद्रित होती है। बल स्पेक्ट्रम में इस बदलाव के कारण ही कुंडलित कटर अक्सर तेज गति पर कम "टोनल" ध्वनि करते हैं। यह मशीन की प्राकृतिक आवृत्तियों के साथ युग्मन की संभावना को भी कम करता है।
यदि आपकी सुविधा में मोटर करंट या कंपन का मापन किया जाता है, तो आप अक्सर संतुलित हेलिकल रोटर और एकसमान, तंग गैप के साथ समतुल्य स्ट्रेट-एज सेटअप की तुलना में कम आयाम की तरंगें देखेंगे—अन्य सभी कारक समान होने पर। OEM द्वारा संदर्भित सिस्टम-स्तरीय शोर लक्ष्य (उदाहरण के लिए, ऊपर दिया गया MAAG संदर्भ) आमतौर पर इस तंत्र के अनुकूल होते हैं, जब एनक्लोजर डिज़ाइन, स्ट्रैंड गाइड और इंस्टॉलेशन गुणवत्ता को भी अनुकूलित किया जाता है।
ज्यामिति की मूल बातें
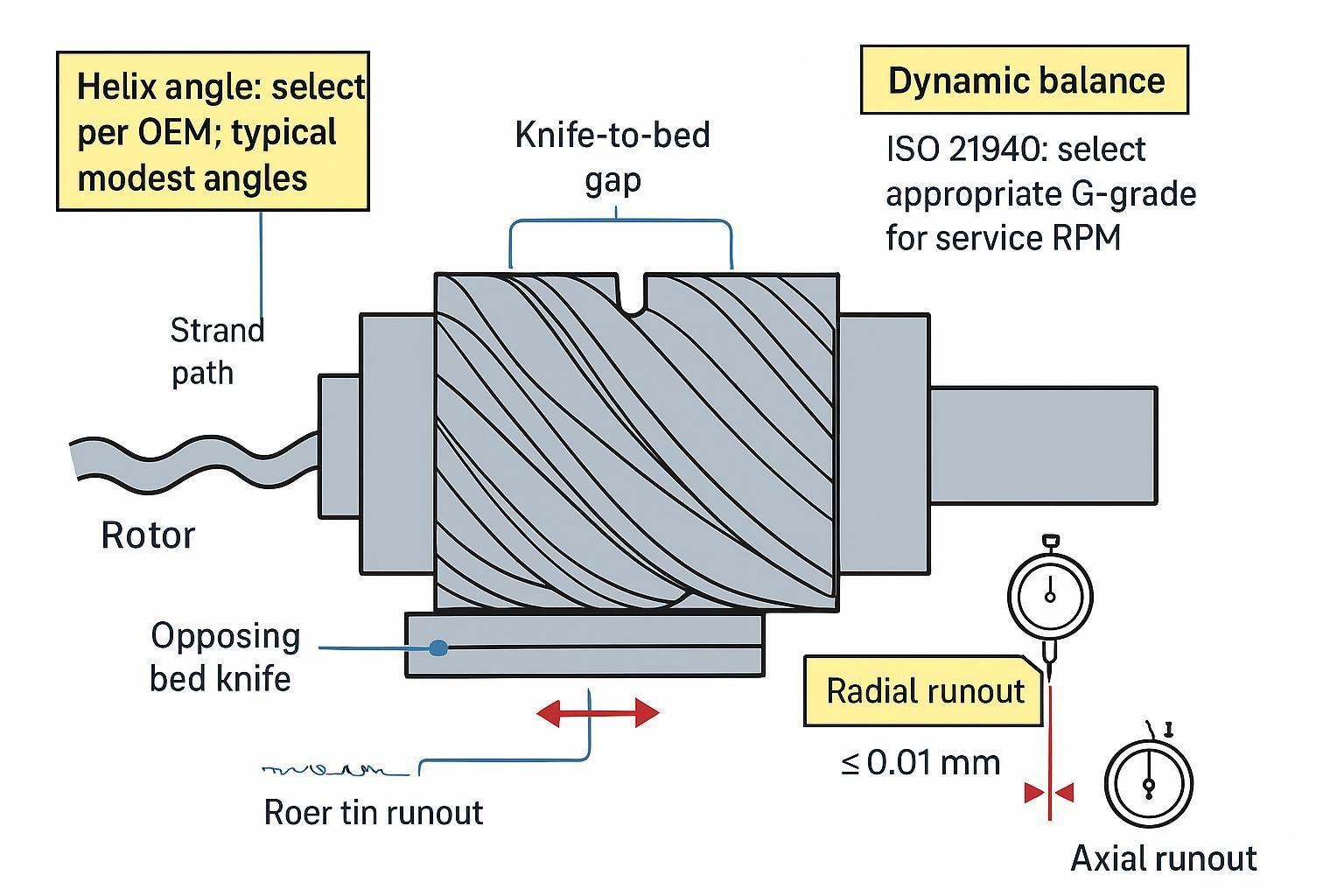
- हेलिक्स कोण: पॉलिमर की कटाई में मध्यम हेलिक्स कोण, अतिरिक्त अक्षीय (थ्रस्ट) भार के मुकाबले सुचारू कतरन को संतुलित करने में मदद करते हैं। उच्च कोण सुचारू जुड़ाव तो प्रदान करते हैं, लेकिन अक्षीय बलों और किनारे के तनाव को बढ़ा सकते हैं। OEM के दिशानिर्देशों के अनुसार अपनी मशीन की थ्रस्ट क्षमता और पॉलिमर के व्यवहार को ध्यान में रखते हुए हेलिक्स कोण का चयन करें।
- एज ज्योमेट्री: एज लैंड और इन्क्लूडेड एंगल स्टार्टअप बाइट, फाइन्स जनरेशन और लाइफ को प्रभावित करते हैं। अपने रेजिन परिवार, फिलर्स और थ्रूपुट के लिए OEM या आपूर्तिकर्ता की अनुशंसाओं का पालन करें।
- चाकू की संख्या और लपेट: प्रति चक्कर काटने की घटनाओं की संख्या बढ़ने से आधार आवृत्ति बढ़ सकती है लेकिन प्रति-घटना बल कम हो सकता है; सटीक तालमेल रोटर के व्यास, गति और स्ट्रैंड की संख्या पर निर्भर करता है।
प्रगतिशील कतरन और पेलेटाइज़र चाकू की भूमिकाओं पर एक सरल परिचय के लिए, इस शैक्षिक अवलोकन को देखें: मास्टरबैच पेलेटाइज़र ब्लेड गाइड (संदर्भ).
विनिर्देश और सेटअप
एक शांत और स्थिर हेलिकल इंस्टॉलेशन विनिर्देश अनुशासन और दोहराने योग्य सेटअप पर आधारित होता है। इसका अर्थ है कटिंग गैप, बैलेंस क्वालिटी ग्रेड, असेंबली रनआउट और रीग्राइंड प्लान को परिभाषित करना और प्रत्येक को दस्तावेज़ीकरण के साथ प्रमाणित करना।
उत्पादन QA का समर्थन करने वाले आपूर्तिकर्ता इस कार्य को सरल बना सकते हैं। उदाहरण के लिए, मैक्सटोर धातु हम आयामी निरीक्षण रिकॉर्ड के साथ सामग्री और कठोरता संबंधी डेटा प्रदान कर सकते हैं और अनुरोध पर, खरीदार की स्वीकृति मानदंडों के अनुरूप संतुलन और रनआउट परीक्षण रिपोर्ट भी उपलब्ध करा सकते हैं। ऑडिट और समस्या निवारण में तेजी लाने के लिए ऐसे दस्तावेज़ों को अपनी लाइन की रखरखाव फ़ाइलों के साथ रखें।
मुख्य विशिष्टताएँ
- चाकू और बिस्तर के बीच का अंतर
- अपने OEM के अनुसार न्यूनतम, एकसमान क्लीयरेंस का लक्ष्य रखें। प्रीमियम अंडरवाटर/स्ट्रैंड सिस्टम पेलेट की गुणवत्ता और शोर को स्थिर करने के लिए सटीक, दोहराने योग्य गैप सेटिंग पर ज़ोर देते हैं। सार्वजनिक दस्तावेज़ एक सार्वभौमिक मान निर्धारित करने के बजाय "कटिंग गैप सेटिंग" के महत्व पर प्रकाश डालते हैं; हमेशा मशीन मैनुअल का पालन करें। OEM का दृष्टिकोण यहाँ देखें: MAAG M-USG, सटीकता में अंतर कम करने पर जोर.
- गतिशील तराजू (आईएसओ 21940)
- अपने कटर/लाइन के सर्विस आरपीएम और संवेदनशीलता के लिए उपयुक्त जी-ग्रेड के साथ ISO 21940 के अनुसार रोटर बैलेंसिंग निर्दिष्ट करें। उच्च गति, सटीक कटिंग अनुप्रयोगों में आमतौर पर सख्त ग्रेड की आवश्यकता होती है; अपने OEM और आपूर्तिकर्ता से ग्रेड और सत्यापन विधि की पुष्टि करें।
- रनआउट (असेंबली और इंस्टॉलेशन)
- रेडियल और एक्सियल रनआउट को OEM द्वारा निर्दिष्ट माइक्रोमीटर सीमाओं के अनुसार नियंत्रित करें। डायल इंडिकेटर का उपयोग करके रोटर जर्नल/नाइफ फेसेस पर मापें और रीग्राइंड और रीअसेंबली के बाद पुनः सत्यापित करें। रनआउट में थोड़ी सी भी वृद्धि प्रभावी गैप को बढ़ा सकती है, महीन कणों को ऊपर उठा सकती है और ध्वनि गुणवत्ता को बढ़ा सकती है।
- सामग्री और कोटिंग (अपघर्षक/पुनर्चक्रित फ़ीड के लिए)
- ग्लास-फिल्ड या हाई-रीसाइक्लिंग मिश्रणों के लिए, पाउडर-मेटलर्जी टूल स्टील या कार्बाइड-टिप वाले चाकू, और घर्षण और टूट-फूट को कम करने के लिए TiN/TiAlN या क्रोमियम जैसी कोटिंग्स पर विचार करें। आवश्यकतानुसार कठोरता और कोटिंग को अपने शीतलक/गीले वातावरण के अनुरूप चुनें। प्लास्टिक सेवा में ब्लेड सामग्री के शैक्षिक अवलोकन के लिए, यह संदर्भ लेख देखें: प्लास्टिक प्रसंस्करण के लिए औद्योगिक ब्लेड.
सेटअप और गैप नियंत्रण
एक सरल, दोहराने योग्य मानक प्रक्रिया (स्टैंडर्ड ऑपरेटिंग प्रोसीजर) शोर और गुणवत्ता में उतना ही सुधार करती है जितना कि एक नया रोटर। नीचे दी गई प्रक्रिया किसी भी मॉडल के लिए उपयुक्त है—विशिष्ट विवरणों (टॉर्क, गेज, लक्ष्य क्लीयरेंस) को अपने OEM मैनुअल के अनुसार अनुकूलित करें।
- तैयारी (लॉकआउट/टैगआउट, सफाई)
- ड्राइव को लॉक करें। रोटर और बेड-नाइफ की बैठने की सतहों को साफ करें। मिलान किए गए, तेज किए गए नाइफ लगाएं; फास्टनर और चाबियों की जांच करें।
- कोल्ड अलाइनमेंट और प्रारंभिक अंतर
- अपने OEM के मैकेनिज़्म का उपयोग करके बेड नाइफ को सेट करें (आमतौर पर बेड-नाइफ होल्डर पर पुश/पुल बोल्ट, या मॉडल के आधार पर एक्सेंट्रिक एडजस्टमेंट)। न्यूनतम और एकसमान क्लीयरेंस का लक्ष्य रखें। अपने मॉडल के लिए उपयुक्त फीलर या लीफ गेज का उपयोग करके कट लाइन के साथ कई स्थितियों की जांच करें। बेड-नाइफ फेस पर डायल इंडिकेटर से समानांतरता की जांच करें; टेपर को ठीक करें। इन एडजस्टमेंट अवधारणाओं के सार्वजनिक रूप से उपलब्ध उदाहरणों के लिए, बे प्लास्टिक मशीनरी की स्ट्रैंड-पेलेटाइजिंग प्रशिक्षण सामग्री (पुश/पुल गैप एडजस्टमेंट) और MAAG की T200 श्रृंखला अवलोकन (एक्सेंट्रिक रोटर-टू-बेड एडजस्टमेंट) देखें। बीपीएम प्रशिक्षण पीडीएफ, MAAG T200 श्रृंखला.
- बैलेंस/रनआउट सत्यापन
- यदि रोटर की सर्विसिंग की गई है, तो नवीनतम ISO 21940 बैलेंस प्रमाणपत्र की समीक्षा करें और निर्दिष्ट बिंदुओं पर स्थापित रेडियल/एक्सियल रनआउट को मापें। जॉब ट्रैवलर पर मान रिकॉर्ड करें।
- हॉट सत्यापन
- सामान्य भार के तहत लाइन को परिचालन तापमान और आरपीएम तक गर्म करें। सुरक्षित रूप से रुकें और थर्मल वृद्धि को ध्यान में रखते हुए सुलभ बिंदुओं की पुनः जाँच करें (या यदि डिज़ाइन किया गया हो तो इन-सीटू गेज का उपयोग करें)। यदि "गर्म" लक्ष्य क्लीयरेंस निर्दिष्ट है, तो OEM के दिशानिर्देशों के अनुसार समायोजन करें।
- स्वीकृति जाँच
- उत्पादन फिर से शुरू करें और पेलेट के किनारों, महीन कणों के प्रतिशत और मोटर करंट के उतार-चढ़ाव का निरीक्षण करें। यदि पूंछ जैसी संरचना, अचानक महीन कणों का बनना या ध्वनि संबंधी शोर बढ़ जाए, तो बेड नाइफ के नीचे संदूषण, गैप ड्रिफ्ट या किनारे के घिसाव की दोबारा जांच करें।
सिस्टम-स्तर की अपेक्षाओं (ऑपरेटर-स्थिति शोर) और सटीक कटिंग-गैप सेटिंग के महत्व के बारे में पृष्ठभूमि जानकारी के लिए, पहले उद्धृत एमएएजी संदर्भ देखें।
समस्या निवारण त्वरित मैट्रिक्स
| आपको जो लक्षण दिखाई/सुनाई देते हैं | संभावित कारण (सबसे आम कारण से शुरू) | आगे क्या करना है (क्रम से) |
|---|---|---|
| अधिक महीन कण / धूल भरी गोलियां | दरार खुल गई, धार कुंद हो गई, बेड नाइफ के नीचे गंदगी जमा हो गई | LOTO → सीटिंग सतहों को साफ करें → गैप को ठंडा करके रीसेट करें → कई स्थितियों पर सत्यापित करें → एज लैंड/चिप्स का निरीक्षण करें |
| पूंछ या असमान लंबाई | गैप असमान (टेपर), रनआउट बढ़ा हुआ, स्ट्रैंड गाइड मिसअलाइनमेंट | डायल इंडिकेटर से समानांतरता की जाँच करें → OEM बिंदुओं पर रनआउट की जाँच करें → टेपर को ठीक करें → स्ट्रैंड गाइड की पुष्टि करें |
| स्थिर आरपीएम पर बढ़ती हुई स्वरमय "व्हिन" | सेवा के बाद संतुलन में विचलन, रनआउट वृद्धि, बल द्वारा उत्तेजित अनुनाद | पिछले बैलेंस प्रमाणपत्र की समीक्षा करें → कंपन/करंट रिपल ट्रेंड को मापें → रनआउट को पुनः सत्यापित करें → ISO 21940 योजना के अनुसार असंतुलन को ठीक करें |
| मोटर करंट रिपल बढ़ जाता है | रनआउट या गैप ड्रिफ्ट, असमान नाइफ सेट के कारण रुक-रुक कर संपर्क | चाकू सेट और फास्टनर टॉर्क के मिलान की पुष्टि करें → यदि आवश्यक हो तो गर्म होने पर गैप को पुनः समायोजित करें → रनआउट की पुनः जांच करें |
| शोर बढ़ जाता है लेकिन गोलियां ठीक दिखती हैं | आवरण/मार्गदर्शिका में परिवर्तन, वायु प्रवाह पथ, माप बिंदु में परिवर्तन | माप लेने की स्थिति/समय सीमा की पुष्टि करें → गार्ड/एनक्लोजर पैनल और स्ट्रैंड गाइड सेक्शन में ढीलेपन की जांच करें |
हमेशा अपने निर्माता के मैनुअल और पर्यावरण सुरक्षा (ईएचएस) प्रक्रियाओं का पालन करें; जब तक उपकरण को विशेष रूप से मौके पर ही समायोजन के लिए डिज़ाइन नहीं किया गया हो, तब तक चालू मशीन पर सुरक्षा गार्डों को दरकिनार न करें या सेटिंग्स को समायोजित न करें।
फिर से पीसकर पहनें
किनारों पर घिसावट से प्रभावी अंतर बढ़ जाता है और बारीक कण व शोर बढ़ जाते हैं। ज्यामिति को सीमा के भीतर रखें और प्रत्येक चक्र का दस्तावेजीकरण करें।
- ट्रिगर: जब महीन कण और पूंछ आपके आंतरिक सीमा से अधिक हो जाएं, जब लंबाई Cpk नीचे की ओर जाने लगे, या OEM की एज-लैंड सीमा पर, तब रीग्राइंड करें।
- सर्विस के बाद संतुलन: यदि द्रव्यमान को असममित रूप से हटाया गया था, तो अपने निर्दिष्ट ISO 21940 ग्रेड के अनुसार रोटर को पुनः संतुलित करें।
- घुमाव रणनीति: घिसाव को समान रूप से वितरित करने के लिए निर्धारित अनुसार चाकू/धारों को घुमाएँ।
- रिकॉर्ड: घंटे/थ्रूपुट, गैप चेक, ग्राइंडिंग के बाद की ज्यामिति, बैलेंस सर्टिफ़िकेट नंबर और रनआउट रीडिंग का लॉग रिकॉर्ड करें। गुणवत्ता में गिरावट आने पर यह इतिहास मूल कारण का पता लगाने में मदद करता है।
सत्यापन एवं खरीद

प्रमुख संकेतक संकेतक और परीक्षण
परिवर्तनों को इंजीनियरिंग परीक्षणों की तरह समझें। एक समय में एक ही चर बदलें, फिर स्थिर अवस्था में मापें।
- शोर: संयंत्र में मशीनरी के शोर के लिए ISO 11200 परिवार के अनुरूप विधि का उपयोग करके ऑपरेटर की स्थिति पर dB(A) मापें; इसकी तुलना अपने साइट लक्ष्यों और OEM की अपेक्षाओं से करें (उदाहरण के लिए, आधुनिक प्रणालियाँ अक्सर ऑपरेटर की स्थिति पर <85 dB(A) का लक्ष्य रखती हैं)। MAAG M-USG).
- उत्पाद की गुणवत्ता: वार्म-अप के बाद नियमित अंतराल पर छानकर नमूने में मौजूद महीन कणों का प्रतिशत ज्ञात करें। पेलेट की लंबाई के लिए, एक परिभाषित नमूनाकरण योजना (जैसे, 30-60 मिनट में कई बार नमूने लेना) से Cpk की गणना करें और अंतराल/संतुलन संबंधी नोट्स के साथ इसे ट्रैक करें।
- मशीन की स्थिति: यदि उपलब्ध हो, तो मोटर करंट रिपल और कंपन वेग (मिमी/सेकंड) को रिकॉर्ड करें। गैप/रनआउट को कम करने पर पीक-टू-पीक और टोनल घटकों में कमी देखें।
दस्तावेज़ीकरण चेकलिस्ट
कृपया वे दस्तावेज़ उपलब्ध कराएं और सुरक्षित रखें जो यह साबित करते हों कि आपने जो निर्दिष्ट किया था वही आपको प्राप्त हुआ और स्थापित किया गया। नीचे दी गई चीज़ें आमतौर पर ऑडिट और आरएफक्यू में मांगी जाती हैं।
| दस्तावेज़ | उद्देश्य | नोट्स/मानक |
|---|---|---|
| सामग्री परीक्षण प्रमाणपत्र | बैच के लिए ग्रेड/रसायन विज्ञान और परीक्षण परिणामों की पुष्टि करता है | ट्रेसबिलिटी के लिए EN 10204 3.1 को प्राथमिकता दें; अवलोकन: TWI—सामग्री परीक्षण प्रमाणपत्र / EN 10204 संदर्भ |
| कठोरता रिपोर्ट | निर्धारित स्थानों पर HRC या HV का सत्यापन करता है | विधि, स्थान मानचित्र और स्वीकृति सीमा शामिल करें |
| आयामी निरीक्षण | महत्वपूर्ण आयामों, समतलता और समानांतरता की पुष्टि करता है | टॉलरेंस सहित ड्राइंग संलग्न करें; जहां आवश्यक हो, सतह फिनिश भी शामिल करें। |
| गतिशील बैलेंस प्रमाणपत्र | ISO 21940 ग्रेड और प्रयुक्त सर्विस आरपीएम का उल्लेख करता है। | अंतिम अवशिष्ट असंतुलन और सुधार तलों को शामिल करें |
| रनआउट रिपोर्ट (असेंबली/इंस्टॉलेशन) | निर्दिष्ट बिंदुओं पर रेडियल और अक्षीय रनआउट को दस्तावेज़ित करता है | माप सेटअप और संकेतक स्थितियों को रिकॉर्ड करें |
| कोटिंग विनिर्देश (यदि उपयोग किया गया हो) | कोटिंग के प्रकार और मोटाई की पहचान करता है | प्रक्रिया (PVD/CVD/प्लेटिंग) और पश्चात उपचारों पर ध्यान दें। |
| रीग्राइंड/रखरखाव रिकॉर्ड | चक्रों के दौरान ज्यामिति, संतुलन और जीवन का अनुसरण करता है। | ट्रेसबिलिटी के लिए सीरियल/हीट नंबरों का लिंक |
अनुकूलता और लीड टाइम
ज्यामिति और इंटरफेस की पहले से पुष्टि करके अप्रत्याशित स्थितियों से बचें।
- ज्यामिति और इंटरफ़ेस: OEM के अनुसार हेलिक्स की दिशा/कोण, किनारे की ज्यामिति, छेद/स्लॉट पैटर्न, कीवे और मोटाई/व्यास की पुष्टि करें। एक नियंत्रित ड्राइंग और, यदि संभव हो, तो एक नमूना या विस्तृत तस्वीरें साझा करें।
- बैलेंस/रनआउट स्वीकृति: पीओ में आईएसओ 21940 जी-ग्रेड, माप तल और रनआउट सीमाएं डालें; यह परिभाषित करें कि आपकी साइट पर स्वीकृति का सत्यापन कैसे किया जाएगा।
- रीग्राइंड रोटेशन: इन्वेंट्री की योजना इस प्रकार बनाएं कि चालू सेट के ट्रिगर होने पर हमेशा एक नया, प्रमाणित पिसा हुआ सेट तैयार रहे। आपूर्तिकर्ता के लीड टाइम को अपने रखरखाव के समय के साथ संरेखित करें।
परीक्षण लॉग का उदाहरण (भरने के लिए टेम्पलेट)
इसका उपयोग A/B परिवर्तन के लिए एक-पृष्ठ रिकॉर्ड के रूप में करें (उदाहरण के लिए, "गैप SOP को कसना", "नए सिरे से पीसे गए चाकू", या "नया हेलिकल रोटर")। परीक्षण अवधि और मापन विधि को एकसमान रखें।
| वर्ग | रिकॉर्ड करने के लिए फ़ील्ड | नोट्स |
|---|---|---|
| शोर माप | स्थान (संचालक की स्थिति), दूरी, उपकरण/मॉडल, भारण (A), औसत/समय सीमा, पृष्ठभूमि शोर संबंधी नोट्स | यदि आप परिसर में ISO 11200-परिवार पद्धति का उपयोग करते हैं, तो अपनी EHS टीम द्वारा अपनाई जाने वाली विशिष्ट प्रक्रिया को नोट करें। |
| परिचालन स्थिति | रेजिन ग्रेड, फिलर/रीसायकल %, थ्रूपुट, आरपीएम, शीतलन विधि, स्ट्रैंड काउंट | केवल उन्हीं चीजों को रिकॉर्ड करें जिनमें भौतिक रूप से परिवर्तन हुआ हो। |
| कटिंग सेटिंग्स | चाकू और बिस्तर के बीच का अंतर (ठंडा), चाकू और बिस्तर के बीच का अंतर (गर्म/स्थिर अवस्था, यदि लागू हो) | हमेशा यूनिट और कट लाइन के उस स्थान को रिकॉर्ड करें जहां इसकी जांच की गई थी। |
| मशीन स्वास्थ्य | रेडियल/एक्सियल रनआउट रीडिंग (उपयोग किए गए बिंदु), कंपन (मिमी/सेकंड) यदि उपलब्ध हो, मोटर करंट रिपल विधि | हर बार समान माप बिंदुओं का संदर्भ लें |
| गुणवत्ता केपीआई | % विधि द्वारा महीन कण (छलनी की जाली/समय), पेलेट की लंबाई का नमूना लेने की योजना, पेलेट की लंबाई का Cpk, दृश्य दोष (पूंछ, चिप्स) | यदि आपके पास नमूना पत्रक है तो उसे संलग्न करें। |
| रखरखाव रिकॉर्ड | चाकू सेट आईडी/सीरियल नंबर, रीग्राइंड काउंट, कुंजी ज्यामिति संबंधी नोट्स, बैलेंस सर्टिफिकेट आईडी (आईएसओ 21940), रनआउट रिपोर्ट आईडी | इसी वजह से परिणाम ऑडिट करने योग्य और दोहराने योग्य बन जाते हैं। |
निष्कर्ष
प्रगतिशील हेलिकल जुड़ाव से काटने की अधिकतम शक्ति और गति के दौरान संरचनाओं को उत्तेजित करने वाले शोर में कमी आती है। जब इस तंत्र को सटीक विशिष्टताओं (सटीक, एकसमान अंतराल; उचित संतुलन; कम रनआउट) के साथ जोड़ा जाता है, तो संयंत्रों को आमतौर पर वे परिणाम मिलते हैं जो मायने रखते हैं: ऑपरेटर की स्थिति में कम शोर, महीन कणों का कम प्रतिशत और बेहतर पेलेट लंबाई Cpk। जोखिम का प्रबंधन आशा के भरोसे नहीं, बल्कि लिखित विशिष्टताओं, मानक परिचालन प्रक्रियाओं (SOPs) और दस्तावेजित गुणवत्ता आश्वासन (QA) के माध्यम से किया जाता है, जिसे संरचित परीक्षणों और नियमित मापों द्वारा सत्यापित किया जाता है।
घर्षणकारी और पुनर्चक्रित फीड के लिए, ऐसे पदार्थ और कोटिंग चुनें जो आपके वातावरण में घिसाव का प्रतिरोध करें और प्रत्येक रीग्राइंड चक्र के दौरान संतुलन/रनआउट बनाए रखें। यदि आप यह प्रक्रिया पूरी करते हैं—निर्दिष्ट करें, सत्यापित करें, रिकॉर्ड करें और समायोजित करें—तो आपको वह शांत, स्थिर और उच्च गति वाली कटिंग मिलेगी जिसके लिए आपकी स्ट्रैंड पेलेटाइजिंग लाइनें डिज़ाइन की गई हैं।
लेखक के बारे में: टॉमी टैंग नानजिंग मेटल इंडस्ट्रियल में सीनियर सेल्स इंजीनियर हैं और उनके पास औद्योगिक ब्लेड अनुप्रयोगों में सहयोग करने का 12 वर्षों का अनुभव है। प्रमाणपत्र: सीएसई, सीएमई, सिक्स सिग्मा ग्रीन बेल्ट, पीएमपी।
कार्यप्रणाली और दायरा: यह मार्गदर्शिका सार्वजनिक रूप से उपलब्ध OEM दस्तावेज़ों (उदाहरण के लिए, MAAG सिस्टम ब्रोशर), सामान्य प्लांट KPI (dB(A), फाइन %, पेलेट लेंथ Cpk, करंट रिपल/वाइब्रेशन) और मानक शब्दावली (जैसे, बैलेंसिंग के लिए ISO 21940) को संश्लेषित करती है। विशिष्ट क्लीयरेंस, टॉर्क और स्वीकृति सीमाएँ भी इसमें शामिल हैं। मशीन-मॉडल पर निर्भर—अपने ओईएम मैनुअल और साइट ईएचएस प्रक्रियाओं को ही मार्गदर्शक संदर्भ के रूप में उपयोग करें।