- कार्यक्षेत्र: लिथियम-आयन इलेक्ट्रोड और सेपरेटर स्लिटिंग के लिए कार्बाइड गोलाकार चाकू
- उद्देश्य: गति के साथ बर्र नियंत्रण, विस्तारित जीवनकाल, अपटाइम और कुल लागत (TCO)
- लक्षित दर्शक: उत्पादन प्रबंधक, उपकरण पर्यवेक्षक, रखरखाव प्रमुख
दायरा और सीमाएं (पहले पढ़ें): यह रिपोर्ट लिथियम-आयन इलेक्ट्रोड और सेपरेटर स्लिटिंग के लिए व्यावहारिक माप और प्रक्रिया-नियंत्रण संबंधी मार्गदर्शन प्रदान करती है। लक्ष्य मान, सेटिंग्स और निरीक्षण की आवृत्ति आपके उपकरण डिज़ाइन (शियार/स्कोर स्लिट आर्किटेक्चर), सामग्री प्रणाली (Cu/Al, कोटिंग, सेपरेटर प्रकार), लाइन गति और माप क्षमता पर निर्भर करती है। अपनी लाइन पर नियंत्रित परीक्षणों के माध्यम से किसी भी परिवर्तन को सत्यापित करें और अपनी आंतरिक सुरक्षा और गुणवत्ता प्रक्रियाओं का पालन करें।
इस गाइड को कैसे तैयार किया गया: यहां दी गई सिफारिशें बिक्री के बाद की सहायता के दौरान सामने आने वाली बार-बार की समस्याओं (बर्र स्पाइक्स, अत्यधिक धूल/मलबा, अस्थिरता) और सेटअप विंडो (गैप/टो-इन/टिप एंगल, टीआईआर/समानांतरता, तनाव स्थिरता) को मापने योग्य परिणामों से जोड़ने वाले समस्या निवारण चक्रों से सीखे गए सबकों से संकलित की गई हैं। इन श्रेणियों और उदाहरणों को नियंत्रित परीक्षणों के लिए प्रारंभिक बिंदु मानें—ये सार्वभौमिक मानक नहीं हैं।
कार्बाइड स्लीटर चाकूओं के लिए दीर्घायु मापदंड
यह वह अनुभाग है जहां टीमें आमतौर पर अपने निर्णय निर्धारित करती हैं। इलेक्ट्रोड स्लिटिंग बर्र की ऊंचाई सीमा निर्धारित करें और इसे रखरखाव ट्रिगर (मीटर कट, रीग्राइंड काउंट या समय-आधारित निरीक्षण) में परिवर्तित करें।
इलेक्ट्रोड/सेपरेटर स्लिटिंग में टिकाऊपन का मतलब सिर्फ यह नहीं है कि "चाकू कब तक कुंद हो जाता है।" उत्पादन में, इसका मतलब है कि आप इसे लंबे समय तक टिकाऊ बनाए रख सकें। बर्र की ऊंचाई स्थिर है और लेन-दर-लेन किनारे की गुणवत्ता एकसमान है लाइन की गति और अनुमानित बदलावों को बनाए रखते हुए।
चर्चा को व्यावहारिक बनाए रखने के लिए, इस अनुभाग में मुख्य KPI को परिभाषित किया गया है, उनका नमूना कैसे लिया जाए और क्या लॉग किया जाए ताकि आपकी टीम परिणामों को सेटअप और हार्डवेयर से जोड़ सके।
प्रमुख प्रदर्शन संकेतक (KPIs) और लक्ष्य
तीन KPI समूहों का उपयोग करें। ये समूह मिलकर एज की गुणवत्ता, जीवनकाल और व्यावसायिक प्रभाव का वर्णन करते हैं।
- एज-क्वालिटी केपीआई (प्राथमिक स्वीकृति द्वार)
- अधिकतम बर्र की ऊँचाई (µm) लेन के अनुसार और बगल से (ऑपरेटर की तरफ / ड्राइवर की तरफ)।
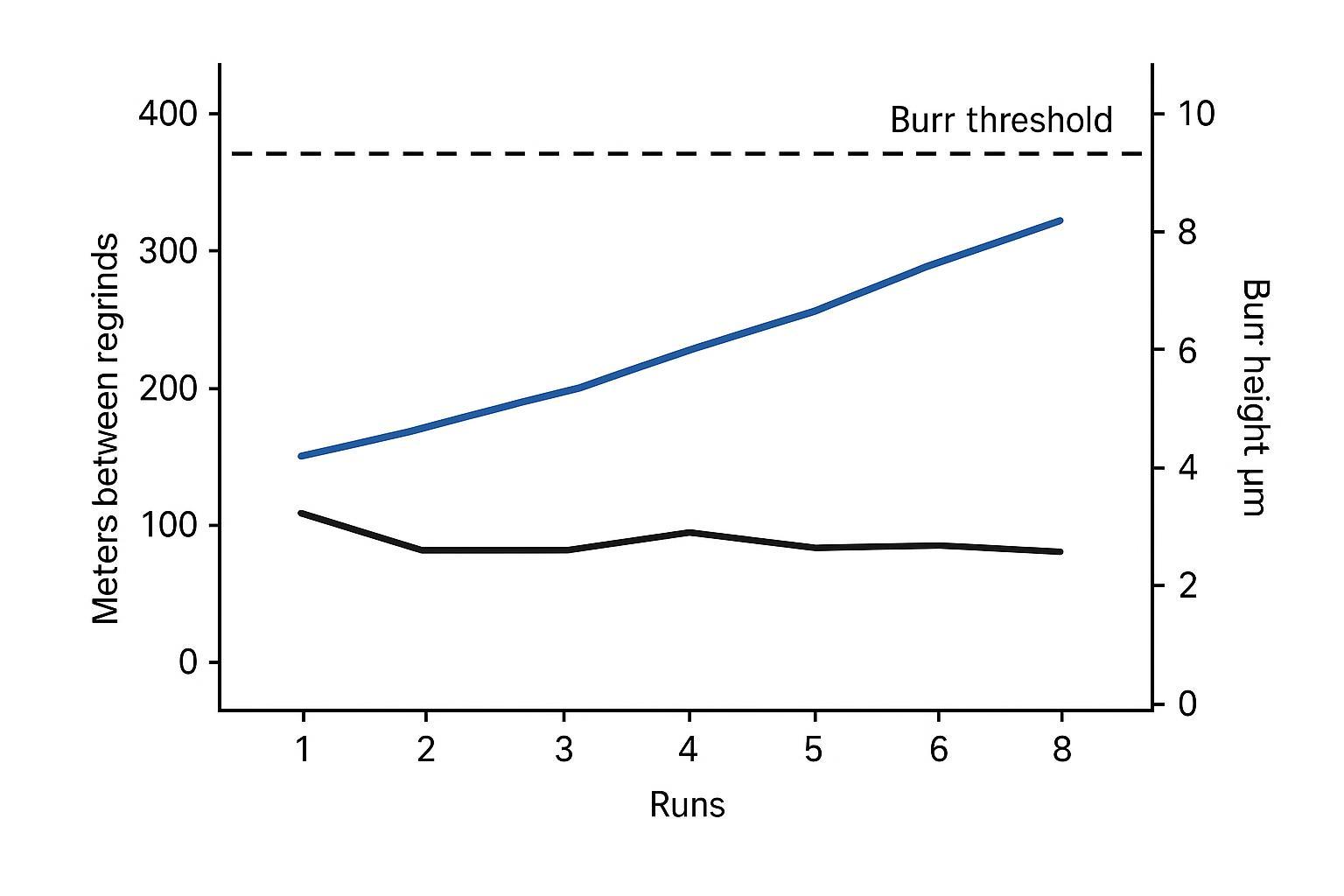
- बर्र बहाव दर: X मीटर प्रति बर्र की ऊंचाई में परिवर्तन।
- किनारों का अलग होना / कोटिंग का टूटनायदि आप पहले से ही इसे मापते हैं, तो इसे दर (प्रति रोल घटनाओं की संख्या) या चौड़ाई मीट्रिक के रूप में रिकॉर्ड करें।
बर्र टॉलरेंस आपके सेल डिज़ाइन के जोखिम, मापन प्रणाली की क्षमता और एज के आगे के चरण (वाइंडिंग बनाम स्टैकिंग) पर निर्भर करता है। एक प्रारंभिक मानक के रूप में, बैटरी स्लिटिंग पर कई चर्चाओं में बर्र के लक्ष्य एकल-अंकीय माइक्रोन रेंज में बताए जाते हैं; उदाहरण के लिए, बैटरी डिज़ाइन इस बात पर ज़ोर देता है कि बर्र और लहरदारपन डाउनस्ट्रीम वाइंडिंग में शॉर्ट-सर्किट के जोखिम और प्रक्रिया अस्थिरता में योगदान कर सकते हैं, और यह दस्तावेज़ प्रस्तुत करता है कि कैसे गैप और ज्यामिति की प्रवृत्तियाँ इलेक्ट्रोड के विभिन्न क्षेत्रों में प्रक्रिया को बर्र या डीलेमिनेशन की ओर धकेल सकती हैं।
कुंजी ले जाएं: "अच्छी" चाकू की आयु संख्या तब तक अर्थहीन है जब तक कि बर्र की ऊंचाई पूरे अंतराल के दौरान आपकी निर्धारित सीमा से नीचे न रहे।
उदाहरण लक्ष्य और रिपोर्टिंग प्रारूप (प्रारंभिक बिंदु)
अंतिम स्वीकृति सीमा निर्धारित करने के लिए अपनी डाउनस्ट्रीम जोखिम सीमाओं का उपयोग करें। नीचे दी गई तालिका दर्शाती है। टीमें आमतौर पर लक्ष्यों की रिपोर्ट कैसे करती हैं सामग्री और गति के आधार पर। मान उदाहरण मात्र हैं और इन्हें आपकी अपनी उत्पादन लाइन पर सत्यापित किया जाना चाहिए।
| आवेदन | सामान्य लाइन-गति व्यवस्था (मी/मिनट) | अनुशंसित रिपोर्टिंग सांख्यिकी | स्वीकृति फ्रेमिंग का उदाहरण (बर्र और ड्रिफ्ट) |
|---|---|---|---|
| मानक इलेक्ट्रोड स्लिटिंग (Cu/Al इलेक्ट्रोड) | 40–120 | लेन/साइड के अनुसार माध्यिका + P75 + अधिकतम | अधिकतम बर्र सीमा (µm) और ड्रिफ्ट सीमा (∆µm प्रति X मीटर) निर्धारित करें। ड्रिफ्ट बढ़ने या अधिकतम सीमा के करीब पहुंचने पर निरीक्षण/पुनः ग्राइंडिंग शुरू करें। |
| हाई-स्पीड ईवी बैटरी लाइनें | 120–200+ | माध्यिका + P75 + अधिकतम + प्रवृत्ति ढलान | रोल परिवर्तन और रैंप के आसपास सैंपलिंग की गति को कम करें; लंबे स्क्रैप टेल से बचने के लिए ट्रेंड स्लोप पर नज़र रखें। |
| विभाजक स्लिटिंग | 200–600 | माध्यिका + P75 + अधिकतम + दोष घटना दर | बर्र के अलावा, ट्रैक पर मलबा/धूल की घटनाएं और वेब-हैंडलिंग दोष; उच्च गति पर माप की दोहराव क्षमता को सत्यापित करें। |
योजना बनाने में उपयोग की जाने वाली पन्नी की मोटाई की विशिष्ट सीमाएँ (उदाहरण):
- तांबे की पन्नी: 6–12 µm (मानक LIB), 8–12 µm (पुराने/सामान्य EV), 3–6 µm (अल्ट्रा-थिन हाई-एनर्जी)
- एल्यूमीनियम पन्नी: 12–20 µm (मानक कैथोड), 8–12 µm (उच्च ऊर्जा घनत्व), 16–20 µm (पुराने ग्रेड)
- चाकू के जीवनकाल के प्रमुख संकेतक संकेतक (रखरखाव योजना)
- रीग्राइंड के बीच मीटरों की कटाई (या एज रिफ्रेश के बीच)।
- सेवानिवृत्ति के लिए पुनः पीसने की गिनती (न्यूनतम बाहरी व्यास या ज्यामिति सीमा से पहले कितने चक्र)।
- अनियोजित बदलाव (गणना और मूल कारण)।
- उत्पादन के प्रमुख संकेतक संकेतक (जिन पर नेतृत्व का ध्यान रहता है)
- स्क्रैप दर किनारे की खराबी से जुड़ी होती है (कोटिंग/हैंडलिंग स्क्रैप से “बर्र चालित” स्क्रैप को अलग करें)।
- ओईई प्रभावचाकू बदलने पर लगने वाले मिनट + खराबी का पता लगाने पर लगने वाले मिनट।
परीक्षण विधि और नमूनाकरण
दीर्घायु संबंधी रिपोर्ट तभी विश्वसनीय होती है जब नमूनाकरण दोहराने योग्य हो। उद्देश्य एक परिपूर्ण प्रयोगशाला अध्ययन तैयार करना नहीं है, बल्कि परिणाम उत्पन्न करना है। निर्णय-ग्रेड ऐसा डेटा जिस पर आपकी टीम कार्रवाई कर सके।
एक व्यावहारिक विधि जो अधिकांश लाइनों पर काम करती है:
- एक "सर्वोत्तम" मापन विधि को परिभाषित करें बर्र की ऊंचाई के लिए (ऑफ़लाइन ऑप्टिकल माइक्रोस्कोपी या प्रोफ़ाइलोमेट्री, यदि उपलब्ध हो), और एक उच्च आवृत्ति वाला शॉप-फ्लोर सिग्नल (इनलाइन विजन/लेजर ट्रेंड, या मानकीकृत स्पॉट-चेक)।
- विधि में पारदर्शिता (ट्रेसेबिलिटी के लिए अनुशंसित): उपकरण का प्रकार/मॉडल, ऑब्जेक्टिव/मैग्निफिकेशन (यदि माइक्रोस्कोपी है), माप रिज़ॉल्यूशन, नमूना लेने के स्थान की परिभाषा (किनारा, साइड, कोटिंग साइड), और आपका रिकॉर्ड करें। अंशांकन/सत्यापन आवृत्तिउद्योग मार्गदर्शन के एक उदाहरण के रूप में, लाइका माइक्रोसिस्टम्स के एक अवलोकन में यह उल्लेख किया गया है कि आईईईई 1625 (धारा 5.3.6.2) बर्र के माप और तुलना की अनुशंसा करता है विभाजक मोटाई सहिष्णुता सीमाऔर बर्र का निरीक्षण आमतौर पर इलेक्ट्रोड के किनारों/पंक्तियों को देखकर किया जाता है। ऑप्टिकल माइक्रोस्कोपी.
- न्यूनतम पुनरुत्पादनीयता चेकलिस्ट (अनुशंसित):
- ऑप्टिकल माइक्रोस्कोपी: ऑब्जेक्टिव/मैग्निफिकेशन, पिक्सेल साइज़ या माप रिज़ॉल्यूशन, यदि प्रासंगिक हो तो प्रकाश/कंट्रास्ट सेटिंग, माप कहाँ लिया जाता है (किनारा बनाम साइड; कोटिंग साइड बनाम फ़ॉइल साइड), और माप को दोहराएं (उदाहरण के लिए, प्रति लेन प्रति तरफ 3 रीडिंग).
- प्रोफिलोमेट्री: स्कैन की लंबाई/ट्रेस परिभाषा, फ़िल्टरिंग नियम (यदि उपयोग किया गया हो), माप रिज़ॉल्यूशन, और स्कैन दोहराएँ.
- अंशांकन/सत्यापन की प्रक्रिया (व्यावहारिक): प्रमुख उपकरण परिवर्तनों (चाकू बदलना, रीग्राइंड करके वापस लाना) के बाद और एक निश्चित अंतराल (जैसे, साप्ताहिक) पर अपनी मापन प्रणाली को सत्यापित करें ताकि प्रवृत्ति डेटा सभी शिफ्टों में तुलनीय बना रहे।
- सैंपलिंग कैडेंस:
- सेटअप के दौरान: स्थिरता आने तक प्रत्येक लेन से नमूने लें।
- स्थिरीकरण के बाद: निश्चित रोल/मीटर अंतराल पर नमूने लें (उदाहरण के लिए, हर X मीटर पर या हर रोल बदलने पर)।
- किसी भी हस्तक्षेप (सफाई, तनाव परिवर्तन, चाकू बदलना) के बाद: सेटअप सैंपलिंग दोहराएं।
सामान्य लय के उदाहरण (प्रारंभिक बिंदु):
- बर्र की ऊंचाई की जांच: प्रत्येक 1–3 रोलऔर जब भी रेसिपी में कोई महत्वपूर्ण बदलाव होता है।
- सूक्ष्मदर्शी से किनारों का निरीक्षण: प्रत्येक 5–20 किमी संचित स्लिटिंग लंबाई (विशेष रूप से अति पतली तांबे की पन्नी के लिए)।
- चाकू की धार की सफाई: प्रत्येक बदलाव या किसी भी रेसिपी में बदलाव होने पर।
- चाकू की पूरी जांच: प्रत्येक 20-100 किमी (या यदि बर्र ड्रिफ्ट की गति तेज हो जाए तो इससे पहले भी)।
- पुनर्पीसने/प्रतिस्थापन का निर्णय: पर आधारित बर्र का रुझान + धूल में वृद्धि और क्या सफाई/समायोजन के बाद स्थिर बर्र प्रदर्शन को पुनः प्राप्त किया जा सकता है।
निरीक्षण की आवृत्ति विभिन्न संयंत्रों में भिन्न होती है; इन्हें योजना संदर्भ के रूप में मानें और अपने बर्र जोखिम सीमा, गति व्यवस्था और मापन क्षमता के आधार पर इसे कम या ज्यादा करें।
- लेन रणनीतिकम से कम 3 लेन (किनारा, केंद्र, किनारा) पर किनारे की गुणवत्ता का नमूना लें ताकि आप संरेखण/रनआउट पैटर्न को पकड़ सकें।
निरीक्षण रणनीति के संदर्भ में, रोबोविजन का अवलोकन बैटरी निर्माण में बर्र का पता लगाना यह इस बात की याद दिलाने के लिए उपयोगी है कि लक्ष्य केवल पता लगाना ही नहीं है - बल्कि लंबे समय तक अनावश्यक डेटा को रोकने के लिए प्रक्रिया को तेजी से पूरा करना भी है।
डेटा लॉगिंग और ट्रेसबिलिटी
यदि आप चाहते हैं कि बुर्र की स्थिरता और जीवनकाल में सुधार शिफ्ट परिवर्तन के बावजूद बरकरार रहे, तो आपको ऐसी ट्रैसेबिलिटी की आवश्यकता है जो परिणामों को नियंत्रणीय इनपुट से जोड़ती हो।
कम से कम, प्रत्येक रन (या प्रत्येक चेंजओवर इवेंट) के लिए इन फ़ील्ड्स को लॉग करें:
लॉगिंग टेम्पलेट को कॉपी-पेस्ट करें (न्यूनतम व्यवहार्य)
| मैदान | उदाहरण | यह क्यों मायने रखती है | सुझाई गई आवृत्ति |
|---|---|---|---|
| रन आईडी / दिनांक / शिफ्ट | 2026-05-12 / शिफ्ट बी | शिफ्टों के दौरान पता लगाने की क्षमता | हर दौड़ |
| चाकू आईडी / सेट आईडी | सीके-240512-03 | परिणामों को एक विशिष्ट चाकू सेट से जोड़ता है | हर दौड़ |
| कार्बाइड ग्रेड परिवार / कोटिंग | डब्ल्यूसी-को (ग्रेड परिवार ए) / डीएलसी | पहनने वाले बनाम पिकअप ड्राइवरों को अलग करता है | हर दौड़ |
| रीग्राइंड काउंट | 5 | जीवन से सेवानिवृत्ति तक की योजना | हर दौड़ |
| पिसाई के बाद का टीआईआर (µm) | 8 µm | लेन आवधिकता और बर्र स्पाइक्स की भविष्यवाणी करता है | पुनः पीसने के बाद / स्थापित करने के बाद |
| स्लीटर स्टेशन / शाफ्ट आईडी | स्टेशन 2 / शाफ्ट ए | मशीन-संबंधी समस्याओं को अलग करता है | हर दौड़ |
| स्पेसर स्टैक आईडी / स्थिति | स्टैक-7 / साफ़ किया गया | खराब रास्तों को बार-बार दोहराने से अक्सर यहाँ निशान मिलते हैं। | हर पुनर्निर्माण |
| अंतराल/अतिक्रमण सेटिंग | 0.02 मिमी | प्राथमिक कट-मोड नियंत्रण | प्रत्येक सेटअप/परिवर्तन |
| टो-इन / कैंट सेटिंग | +0.05° | बर्र बनाम डीलेमिनेशन को प्रभावित करता है | प्रत्येक सेटअप/परिवर्तन |
| टिप कोण / बेवल अभिविन्यास | 55° / कोटिंग साइड | ज्यामिति बनाम दोष लिंकेज | प्रत्येक सेटअप/परिवर्तन |
| क्षेत्रवार वेब तनाव | Z1 25N / Z2 30N | अस्थिरता दोषों पर हावी हो सकती है | प्रत्येक रन (या ट्रेंड लॉग) |
| सामग्री (Cu/Al/सेपरेटर) | Cu 8 µm / लॉट 24A | लॉट-दर-लॉट भिन्नता | हर दौड़ |
| लाइन की गति | 160 मीटर/मिनट | गति व्यवस्था में परिवर्तन दोष विंडो | हर दौड़ |
| प्रति लेन बर्र (µm) | L1–L12 (अधिकतम/माध्यिका) | स्वीकृति और बहाव ट्रैकिंग | प्रति नमूनाकरण ताल |
| बर्र बहाव दर | +1 µm / 10 किमी | परिवर्तन की योजना बनाने के लिए प्रारंभिक चेतावनी | प्रति नमूनाकरण ताल |
| किनारों में दोष / परत का अलग होना | 2 घटनाएँ / रोल | केवल बर्र-दृश्य का पूरक | प्रत्येक रोल / घटना |
| स्क्रैप मीटर (किनारे से संबंधित) | 120 मीटर | व्यावसायिक प्रभाव | हर दौड़ |
| हस्तक्षेप संबंधी टिप्पणियाँ | साफ़ किया गया / तनाव समायोजित किया गया | कार्यों को परिणामों से जोड़ता है | हर घटना |
आप इस तालिका को एक्सेल शीट या सीएमएमएस रिकॉर्ड में पेस्ट कर सकते हैं और अपनी आंतरिक स्वीकृति सीमाएं एक अलग कॉलम में जोड़ सकते हैं।
- चाकू की पहचान: सीरियल/आईडी, कार्बाइड ग्रेड फैमिली, कोटिंग (यदि कोई हो), एज ज्योमेट्री स्पेसिफिकेशन, वर्तमान रीग्राइंड काउंट।
- पीसने का इतिहास: अंतिम पिसाई तिथि, पिसाई बैच, पिसाई के बाद मापा गया टीआईआर, मापी गई एज कंडीशन (पास/फेल)।
- मशीन पहचान: स्लीटर स्टेशन आईडी, शाफ्ट आईडी, स्पेसर स्टैक आईडी।
- सेटअप पैरामीटर: गैप/ओवरलैप सेटिंग, टो-इन/कैंट सेटिंग, टिप एंगल/बेवल ओरिएंटेशन, कॉन्टैक्ट प्रेशर सेटपॉइंट (यदि लागू हो), ज़ोन के अनुसार वेब टेंशन।
- सामग्रीफ़ॉइल का प्रकार (Cu/Al), मोटाई, कोटिंग का प्रकार, आपूर्तिकर्ता का लॉट, यदि लागू हो तो सेपरेटर का प्रकार।
- परणाम: लेन के अनुसार बर्र की ऊंचाई, परत उखड़ने की घटनाएं, स्क्रैप मीटर, पिछली बार पीसने के बाद से काटे गए मीटर।
ट्रेसबिलिटी का फायदा गति है: जब बर्र स्पाइक्स दिखाई देते हैं, तो आप तुरंत पूछ सकते हैं, "क्या यह सेटअप ड्रिफ्ट है, टेंशन-ज़ोन की समस्या है, या नाइफ की स्थिति की समस्या है?" - इसके बजाय कि आप मेमोरी से पूरा डीओई दोबारा चलाएं।
विफलता के तरीके
एक उपयोगी दीर्घायु रिपोर्ट केवल विफलता के तरीकों को सूचीबद्ध नहीं करती है—यह उन्हें इससे जोड़ती है जिसे आप माप सकते हैं, आप क्या नियंत्रित कर सकते हैं, और अब आपको आगे क्या करना चाहिए.
निर्मित किनारा और चिपकने वाला पदार्थ उठाना
इलेक्ट्रोड और सेपरेटर स्लिटिंग में, चिपकने वाले पदार्थ का जमाव धीरे-धीरे बर्र की ऊंचाई में वृद्धि, अधिक धूल/मलबे, या किनारे की लहरदारता के रूप में दिखाई दे सकता है जो तनाव की समस्या जैसा दिखता है लेकिन वास्तव में नहीं होता है।
सामान्य योगदानकर्ता:
- किनारे पर अधिक घर्षण (सतह की स्थिति, संदूषण, या कोटिंग का बेमेल होना)।
- प्रक्रिया में अस्थिरता जिसके कारण चाकू साफ-सुथरा काटने के बजाय रगड़ खाता है।
- ऐसी सफाई जो मलबे को अनियमित रूप से हटाती है (जमाव चक्रीय हो जाता है)।
ऐसे नियंत्रण जो आमतौर पर फायदेमंद साबित होते हैं:
- सफाई और निरीक्षण जारी रखें लयबद्धप्रतिक्रियाशील नहीं।
- पिकअप को एक प्रक्रिया संकेतजब पिकअप बढ़ता है, तो सामग्री को दोष देने से पहले गैप/संपर्क और तनाव स्थिरता की जांच करें।
सूक्ष्म-चिपिंग और थर्मल दरारें
सूक्ष्म-चिपिंग आमतौर पर "सेटअप + कठोरता + किनारे की मजबूती" से संबंधित समस्या होती है। थर्मल क्रैकिंग अक्सर "ताप + चक्रण + सतह की स्थिति" से संबंधित समस्या होती है। दोनों ही जीवन को छोटा कर देते हैं क्योंकि वे एक स्थिर घिसाव प्रक्रिया को अचानक परिवर्तन लाने वाले बर्र स्पाइक्स में बदल देते हैं।
सबसे पहले जांच करने के लिए व्यावहारिक संकेत:
- रनआउट (टीआईआर) या समानांतरता बहाव → लेन के अनुसार आवधिक बर्र भिन्नता।
- अत्यधिक आक्रामक संपर्क/अतिक्रमण → किनारों पर भार पड़ना और जल्दी टूटना।
- कंपन या लेन अस्थिरता → चटर के निशान, रुक-रुक कर उभरे हुए नुकीले उभार।
जब आपको चाकू में खरोंच दिखाई दे, तो इसका समाधान केवल "अधिक मजबूत चाकू का उपयोग करें" ही नहीं है। आमतौर पर यह होता है:
- मापन विधि (टीआईआर/समानांतरता/रिक्ति) का सत्यापन करें।
- रीग्राइंड करते समय मूल किनारे की ज्यामिति को बहाल करें।
- और उन सेटअप शर्तों को हटा दें जिनसे प्रभाव उत्पन्न होते हैं।
बर्र-डीलेमिनेशन लिंकेज
बर्र और डीलेमिनेशन अक्सर एक ही नियंत्रण समस्या के दो पहलू होते हैं: लाइन उस संकीर्ण सीमा के बाहर काम कर रही है जहां कट साफ होता है।
BatteryDesign के लेख पर स्लिट्टर बर्स, लहरदारपन और परतदारपन यह कई टीमों द्वारा अपनाई जाने वाली दिशात्मक प्रवृत्तियों के लिए एक अच्छा संदर्भ है:
- नोक के छोटे कोण से बर्र बनने की प्रवृत्ति बढ़ जाती है।
- उनके विचार में बड़े टिप कोण (लगभग 60° और उससे ऊपर) डीलेमिनेशन की प्रवृत्ति को बढ़ाने की प्रवृत्ति रखते हैं।
- लेपित क्षेत्रों में, बहुत छोटे अंतराल खुरदरेपन की संभावना को बढ़ा सकते हैं, जबकि बड़े अंतराल परत के उखड़ने की संभावना को बढ़ा सकते हैं।
व्यवहार में, मुख्य बात यह है कि आप अपनी स्वीकृति अवधि को इस प्रकार परिभाषित करें: बर्र थ्रेशहोल्ड + डीलेमिनेशन थ्रेशहोल्डकेवल कांटा नहीं।
सामग्री और कोटिंग्स
कार्बाइड के गोलाकार चाकू आमतौर पर एक ही कारण से चुने जाते हैं: किनारों की स्थिरता को लंबे समय तक बनाए रखना ताकि बार-बार चाकू को किनारे पर घिसने से रोका जा सके और किनारों को बार-बार घिसने से बचाया जा सके।
WC–Co ग्रेड और मजबूती-घिसाव संतुलन
WC–Co (टंगस्टन कार्बाइड–कोबाल्ट) ग्रेड एक व्यापार वक्र पर स्थित होते हैं:
- कठिन / पहनने पर केंद्रित ग्रेड घर्षण संबंधी कार्यों में ये अधिक समय तक धार बनाए रख सकते हैं, लेकिन सेटअप झटकों के प्रति अधिक संवेदनशील होते हैं (यदि टीआईआर, रिक्ति या तनाव अस्थिर हो तो टूटने का खतरा बढ़ जाता है)।
- कठिन ग्रेड ये कंपन और छोटे-मोटे झटकों को बेहतर ढंग से सहन कर सकते हैं, लेकिन अधिक घर्षण वाली स्थितियों में ये तेजी से घिस सकते हैं।
इसलिए दीर्घायु रिपोर्ट में ग्रेड परिवार को दर्ज किया जाना चाहिए और फिर इसे निम्नलिखित के साथ सहसंबंधित किया जाना चाहिए:
- पुनर्पीसने के बीच मीटर का अंतर,
- बर्र बहाव,
- और विफलता का तरीका (उठाना बनाम छिलना)।
डीएलसी, टीआईसीएन, सीआरएन के बीच अंतर (विक्रेता द्वारा रिपोर्ट किया गया)
कोटिंग्स हर जगह "जीवन को बढ़ाने वाली" नहीं होती हैं। वे घर्षण, आसंजन प्रवृत्ति और गर्मी के तहत किनारे के व्यवहार को बदल देती हैं।
अपनी पाइपलाइन पर कोटिंग का मूल्यांकन करने का एक व्यावहारिक तरीका:
- उपयोग डीएलसी उम्मीदवार जब पकड़/चिपकना और घर्षण विफलता के प्रमुख संकेत हों।
- उपयोग TiCN उम्मीदवार जब घर्षण के कारण होने वाली टूट-फूट हावी हो और आपका यांत्रिक ढांचा पहले से ही स्थिर हो।
- उपयोग सीआरएन उम्मीदवार जब संक्षारण/रासायनिक संपर्क (सफाई, नमी) मामूली न हो और आपको एक मजबूत, सामान्य प्रयोजन वाली सतह की आवश्यकता हो।
आप जो भी परीक्षण करें, उसे अपनी लॉगिंग से जोड़ें: कोटिंग का प्रकार → बर्र स्थिरता → रीग्राइंड के बीच मीटर → स्क्रैप।
घर्षणजनित घिसाव बनाम पकड़/चिपकना: कब कौन सा हावी होने की प्रवृत्ति रखता है
आधुनिक इलेक्ट्रोड स्लिटिंग में, अपघर्षक घिसाव और सामग्री पिकअप ये दोनों ही सामान्य विफलता के तरीके हैं। अपघर्षक घिसाव आमतौर पर ग्रेफाइट, ऑक्साइड कणों और कोटिंग धूल के कारण होता है—जो अक्सर इसके साथ अधिक स्पष्ट होता है। उच्च-एनआई कैथोड प्रणालियाँकठोर कोटिंग और धूल भरी परिस्थितियों में। पिकअप/आसंजन यह और भी महत्वपूर्ण हो जाता है उच्च लाइन गतिउच्च किनारे के तापमान और साथ में बाइंडर-समृद्ध कोटिंग्सव्यवहार में, कई पौधे अवलोकन करते हैं। मिश्रित घिसाव व्यवहार किसी एक प्रमुख तंत्र के बजाय।
इसे एक सरल निर्णय ढांचे के रूप में उपयोग करें:
- यदि अधिकांश लेन में बर्र धीरे-धीरे उठता है और धूल धीरे-धीरे बढ़ती है → जांच करें अपघर्षक घिसाव कारक (धूल नियंत्रण, कोटिंग की अपघर्षकता, कोटिंग का चयन, किनारे की मजबूती)।
- यदि बर्र चक्रों में बढ़ता है और रैंप/रेसिपी में बदलाव के बाद स्पष्ट रूप से जमाव या अचानक उछाल दिखाई देता है → प्राथमिकता दें पिकअप/आसंजन नियंत्रण (सफाई की गति, घर्षण में कमी, तापीय स्थिरता, संपर्क विंडो सत्यापन)।
- यदि आप लंबे समय तक लगातार अभियान चलाते हैं → तो अपेक्षा करें दोनों संचय करना; प्रवृत्ति-आधारित ट्रिगर्स को एक निश्चित निरीक्षण चक्र के साथ मिलाकर प्रबंधन करना।
कोटिंग चयन का व्यावहारिक ढांचा (प्रारंभिक बिंदु)
| आपकी लाइन पर प्रमुख सिग्नल | प्राथमिक जोखिम | कोटिंग उम्मीदवार की दिशा (प्रारंभिक बिंदु) | पूर्व शर्तें (गलत निष्कर्षों से बचने के लिए) |
|---|---|---|---|
| पिकअप/आसंजन, किनारे का निर्माण | बर्र स्पाइक्स, मलबे के पूंछ | डीएलसी उम्मीदवारों | स्थिर टीआईआर/समानांतरता, नियंत्रित तनाव क्षणिक |
| घर्षण से होने वाली टूट-फूट, धूल के कारण चमक फीकी पड़ जाना | क्रमिक बर्र बहाव | टीआईसीएन उम्मीदवारों | सेटअप विंडो स्थिर है; धूल नियंत्रण और वेब हैंडलिंग सत्यापित है। |
| सफाई/नमी से जंग लगना/रासायनिक संपर्क | सतही क्षरण | सीआरएन उम्मीदवारों | सफाई रसायन और जोखिम की स्थितियों की पुष्टि करें |
टिप्पणी: कोटिंग का प्रदर्शन लाइन-विशिष्ट होता है। एकल-कारक परीक्षणों के माध्यम से उम्मीदवारों का मूल्यांकन करें और लॉगिंग टेम्पलेट में परिणामों को रिकॉर्ड करें (बर्र प्रवृत्ति, बहाव दर, रीग्राइंड के बीच मीटर, स्क्रैप और डाउनटाइम)।
Cu/Al और विभाजकों के लिए एज ज्यामिति युग्मन
आपको आमतौर पर कम से कम दो ज्यामिति रणनीतियों की आवश्यकता होगी:
- Cu/Al पन्नी + लेपित इलेक्ट्रोड: नियंत्रित कतरन की ओर झुकाव, ऐसी ज्यामिति के साथ जो कोटिंग के टूटने से बचाती है और साथ ही बर्र को सीमा से नीचे रखती है।
- विभाजककम मलबा उत्पन्न करने और स्थिर वेब हैंडलिंग की ओर झुकाव (तनाव और लेन स्थिरता परिणामों पर हावी हो सकती है)।
नियम सीधा-सादा है: किसी ज्यामिति का पुन: उपयोग केवल इसलिए न करें क्योंकि वह "फ़ॉइल पर काम कर गई थी।" विभाजकों को एक अलग प्रक्रिया के रूप में मानें।
यदि आप गोलाकार चाकू के विकल्पों और सामान्य विनिर्माण सहनशीलता की समीक्षा कर रहे हैं, तो MAXTOR METAL का विकल्प आपके लिए उपयुक्त है। गोलाकार चाकू और ब्लेड यह पृष्ठ उत्पाद श्रेणी और अनुकूलन के दायरे के लिए प्रारंभिक बिंदु है।
प्रक्रिया और सहनशीलता

लाइन की टिकाऊपन काफी हद तक इस बात पर निर्भर करती है कि वह आपके अंदर बनी रहती है या नहीं। अंतर/टो-इन/कोण/टीआईआर/तनाव खिड़कियाँ।
गैप, टो-इन और टिप एंगल विंडो
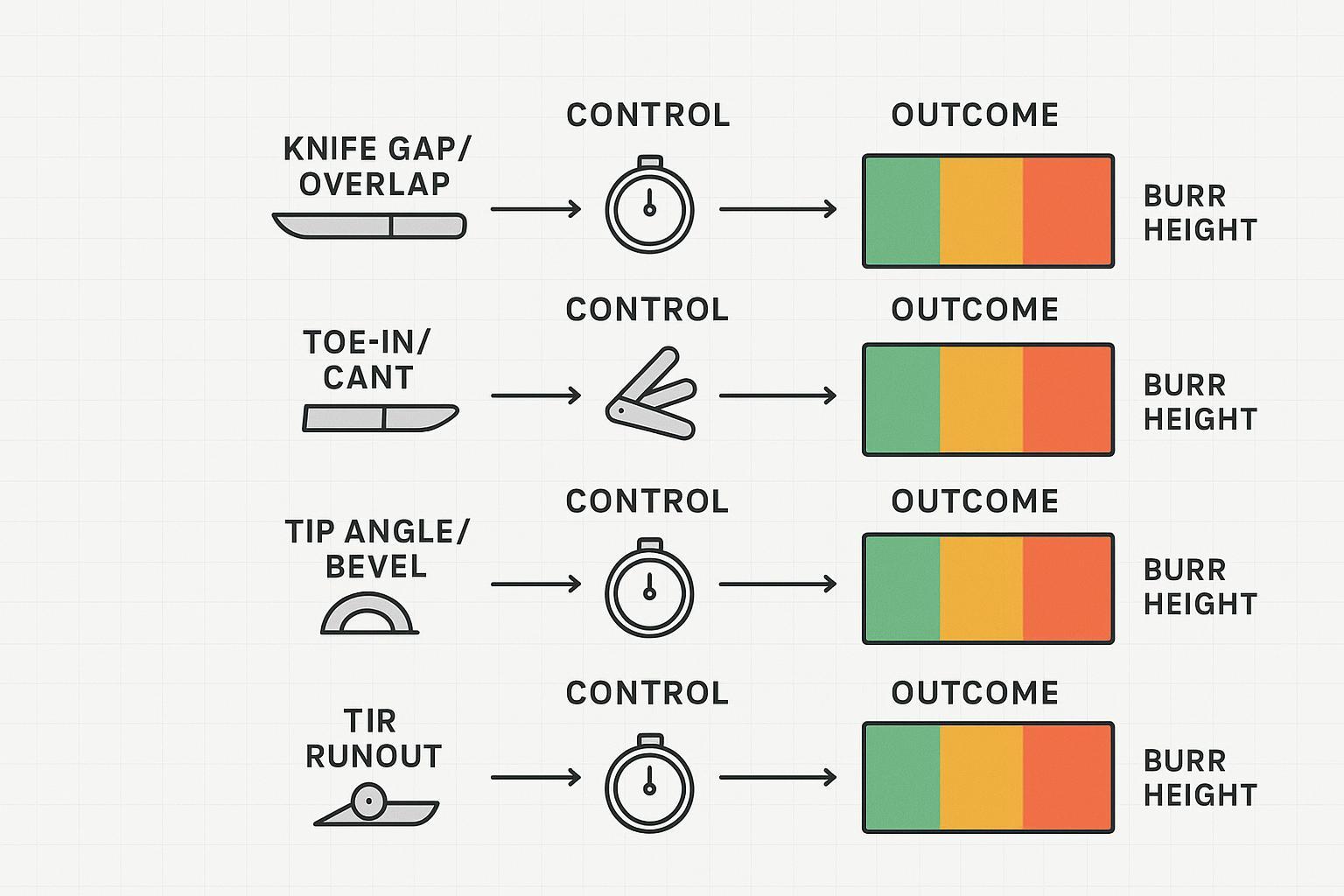
इन्हें युग्मित नियंत्रणों (आपके कोर) के रूप में मानें गैप और टो-इन सेटिंग्स यहां रहते हैं):
- अंतराल/संपर्क (या ओवरलैप) यह निर्धारित करता है कि सामग्री को कितना काटा जाता है और कितना रगड़ा जाता है।
- पैर अंदर की ओर/झुकाव यह क्रमिक अपरूपण बनाम चीरने/लहरदारपन को नियंत्रित करता है।
- टिप कोण/बेवल यह बर्र और डीलेमिनेशन की प्रवृत्ति को आकार देता है।
बैटरीडिजाइन की स्लीटर बर्र, लहरदारपन और परतदारपन संबंधी चर्चा उस दिशात्मकता का वर्णन करती है जिसे कई टीमें व्यवहार में देखती हैं (उदाहरण के लिए, बहुत मजबूत टो-इन बर्र की ओर प्रवृत्त होता है; बहुत कमजोर परतदारपन या लहरदारपन की ओर प्रवृत्त होता है)।
सामान्य घूर्णी अपरूपण सेटअप सिद्धांतों (माप और दोष लिंकेज) के लिए, कैरोलिना नाइफ पीडीएफ देखें। कतरन विभाजन के सिद्धांत यह एक उपयोगी आधारभूत संदर्भ है।
टीआईआर, समानांतरता और रिक्ति नियंत्रण
यदि आप केवल एक ही माप उपकरण को लगातार मापते हैं, तो रनआउट को मापें।
- टीआईआर/रनआउट (कभी-कभी इसे ट्रैक किया जाता है) स्लीटर नाइफ रनआउट टीआईआर पीसने और लगाने के बाद की विशिष्टता (स्पेसिफिकेशन) लेन-दर-लेन भिन्नता और आवधिक बर्र स्पाइक्स के रूप में दिखाई देती है।
- समानता सतह के एक तरफ तेजी से घिसने और खुरदरेपन के बदलते रुझानों के रूप में बदलाव दिखाई देता है।
- स्पेसिंग/स्पेसर स्टैक समस्याएँ बार-बार दोहराई जाने वाली उन्हीं "खराब लेन" के रूप में सामने आती हैं।
न्यूनतम व्यावहारिक जाँच:
- इंस्टॉलेशन के बाद और रीग्राइंडिंग के बाद चाकू के बाहरी व्यास (ओडी) की डायल-इंडिकेटर द्वारा जांच करें।
- त्वरित समानांतरता जांच (समान संकेतक, दोहराने योग्य संदर्भ सतह)।
- पुनर्निर्माण से पहले स्पेसर स्टैक की सफाई और क्षति का निरीक्षण।
वेब तनाव और लेन स्थिरता
तनाव अस्थिर होने पर किनारे की गुणवत्ता और जीवनकाल दोनों ही कम हो जाते हैं।
देखने के लिए क्या है:
- यदि बर्र स्पाइक्स तनाव-क्षेत्र अलार्म या रोल-चेंज ट्रांजिएंट्स के साथ मेल खाते हैं, तो आपको नाइफ की समस्या के बजाय कंट्रोल-लूप की समस्या हो सकती है।
- यदि स्थिर बर्र के साथ लहरदारपन दिखाई देता है, तो इसका मूल कारण लेन स्थिरता हो सकता है, न कि संपर्क सेटिंग्स।
तनाव को काटने की प्रक्रिया का एक हिस्सा मानें। आपका चाकू काटने के बिंदु पर होने वाले दोलनशील तनाव की भरपाई नहीं कर सकता।
रखरखाव और आरओआई
दीर्घायु रिपोर्ट तब मूल्यवान हो जाती है जब वह समय-निर्धारण और खरीदारी के व्यवहार में बदलाव लाती है - न कि केवल तब जब वह अतीत का वर्णन करती है।
रीग्राइंड सीमाएँ और निरीक्षण की आवृत्ति
ज्यामिति और प्रदर्शन दोनों के संदर्भ में रीग्राइंड की सीमाओं को परिभाषित करें:
- ज्यामिति सीमाएँन्यूनतम बाहरी व्यास, न्यूनतम भूमि व्यास, न्यूनतम किनारे की मोटाई और कोटिंग को दोबारा लगाने से संबंधित कोई भी नियम।
- प्रदर्शन सीमाएँ: बर्र की ऊंचाई सीमा के करीब पहुंचना, बर्र के बहाव की दर में वृद्धि, या बार-बार होने वाली लेन-विशिष्ट खराबी।
एक व्यावहारिक लय जो कई लाइनों पर काम करती है:
- प्रत्येक शिफ्ट: त्वरित दृश्य जांच + सफाई जांच (उठाव, रंग परिवर्तन, किनारे की क्षति)।
- साप्ताहिकस्लीटर स्टेशन पर रनआउट/समानांतरता सत्यापन।
- प्रत्येक पुनः पीसना: पिसाई के बाद के टीआईआर और बैलेंसिंग स्थिति को रिकॉर्ड करें, फिर "रीग्राइंड के बाद से मीटर" काउंटर को रीसेट करें।
MAXTOR METAL की अपनी रखरखाव सामग्री पर गोल स्लीटर ब्लेड के घिसाव से संबंधित सामान्य समस्याएं यह इन बुनियादी बातों (धुंधलापन, टूटना/दरार पड़ना, जंग लगना) के अनुरूप है और इस व्यावहारिक बिंदु को पुष्ट करता है कि ग्राइंडिंग से मूल कोण संरक्षित रहना चाहिए और अधिक गरम होने से बचना चाहिए।
परिवर्तन योजना और ओईई प्रभाव
चाकू बदलने की लागत श्रम से अधिक होती है। इससे निम्नलिखित समस्याएं उत्पन्न होती हैं:
- खोए हुए मिनट,
- री-थ्रेडिंग और रैंपिंग के दौरान दोष का खतरा बढ़ जाता है।
- और अतिरिक्त सत्यापन चक्र।
दो आसान तरीके जिनसे कार्यस्थल पर दक्षता में सुधार होता है:
- परिवर्तन के दौरान होने वाली भिन्नता को कम करने के लिए एक "तैयार" चाकू सेट (सत्यापित टीआईआर, साफ किए गए स्पेसर, प्रलेखित ज्यामिति) तैयार रखें।
- बर्र ट्रेंड और मीटर-कट ट्रेंड का उपयोग करके बदलावों को शेड्यूल करें। पहले सीमा तक पहुंचने का समय स्क्रैप शुरू होने के बाद नहीं, बल्कि उसके बाद आता है।
मीटर कट और स्क्रैप के साथ टीसीओ मॉडलिंग
जब टीमें यह कहती हैं तो उनका मतलब यही होता है। स्लिट्टर नाइफ टीसीओ: टर्निंग बर्र कंट्रोल और पुनः पीसने के बीच मीटर इसे प्रति मीटर लागत में परिवर्तित किया जा सकता है जिस पर खरीद और संचालन विभाग सहमत हो सकें।
एक सरल, ऑडिट योग्य TCO मॉडल का उपयोग करें। आप इसे बाद में परिष्कृत कर सकते हैं।
परिभाषित करना:
- चाकू के एक सेट की कीमत
- रीग्राइंड लागत
- रीग्राइंड के बीच औसत मीटर
- किनारों की खराबी के कारण मीटरों में खराबी आ गई है।
- प्रत्येक बदलाव पर डाउनटाइम मिनट और आपकी लाइन की प्रति मिनट लागत
फिर गणना करें:
- प्रति मीटर कटाई की लागत = (चाकू + रीग्राइंड + स्क्रैप + डाउनटाइम) / उत्पादित मीटर
यहीं पर आपूर्तिकर्ता-पक्षीय नियंत्रण गैर-प्रचारक तरीके से महत्वपूर्ण हो जाते हैं। परिचालन जोखिम को कम करने वाले दो उदाहरण:
- QC ट्रैसेबिलिटीकिसी चाकू के सेट को सामग्री के बैच, पीसने के बैच और निरीक्षण रिकॉर्ड से जोड़ने में सक्षम होने से बर्र के व्यवहार में बदलाव होने पर मूल कारण का पता लगाने की गति में सुधार होता है।
- आयात संबंधी सभी प्रकार की सहायता उपलब्ध है।समय पर आपूर्ति सुनिश्चित करने और बेहतर लॉजिस्टिक्स से प्रतिस्थापन सामग्री के परिवहन में फंसे रहने के कारण निर्धारित सीमा से अधिक उत्पादन होने से उत्पन्न होने वाले "छिपे हुए" डाउनटाइम के जोखिम को कम किया जा सकता है।
गुणवत्ता नियंत्रण जांच बिंदु (आपूर्तिकर्ता पक्ष)
चाकू के बैचों और रीग्राइंड चक्रों में भिन्नता को कम करने का एक व्यावहारिक तरीका आपूर्तिकर्ता-पक्षीय गुणवत्ता नियंत्रण श्रृंखला को परिभाषित करना है जो आपके द्वारा संग्रहीत रिकॉर्ड से मेल खाती है:
- आने वाली सामग्री का निरीक्षण: उत्पादन से पहले कच्चे माल के प्रमाणीकरण और प्रमुख आवक जांचों को सत्यापित करें।
- परीक्षण प्रक्रिया में: मशीनिंग/ग्राइंडिंग चरणों के दौरान महत्वपूर्ण आयामों और ज्यामिति को सत्यापित करें (अंतिम निरीक्षण से पहले विचलन को रोकें)।
- ऊष्मा उपचार द्वारा कठोरता का निरीक्षण (यदि लागू हो): सुनिश्चित करें कि कठोरता विनिर्देशों को पूरा करती है और बैच के भीतर एकरूपता बनाए रखती है।
- तैयार उत्पाद का निरीक्षण: पैकेजिंग से पहले आयामों, किनारों की ज्यामिति और सतह की स्थिति की जांच कर लें।
- शिपमेंट - पूर्व निरीक्षण: दस्तावेज़ों को अंतिम रूप दें (ट्रेसेबिलिटी आईडी, निरीक्षण रिपोर्ट) और खरीद विनिर्देशों के अनुरूपता की पुष्टि करें।
जब एक ही चेकलिस्ट का लगातार उपयोग किया जाता है, तो बर्र स्थिरता की तुलना अधिक विश्वसनीय हो जाती है क्योंकि विभिन्न लॉट के बीच कम "अज्ञात" चर बदलते हैं।
आपूर्तिकर्ता पक्ष द्वारा प्रदान की जाने वाली सामग्रियां (आगमन निरीक्षण और पुनर्पीसन नियंत्रण के लिए)
चाकू की आयु और बर्र स्थिरता में सुधार को विभिन्न आपूर्तिकर्ताओं और पुनर्ग्राइंड चक्रों में दोहराने योग्य बनाने के लिए, यह परिभाषित करें कि प्रत्येक चाकू सेट के साथ कौन से दस्तावेज़ और निरीक्षण रिकॉर्ड होने चाहिए। एक व्यावहारिक चेकलिस्ट जिसे आप अनुरोध करके संग्रहित कर सकते हैं:
- सामग्री प्रमाणपत्र (एमटीसी) (आगमन सामग्री निरीक्षण): कार्बाइड ग्रेड परिवार / बाइंडर रेंज, बैच/हीट ट्रेसिबिलिटी।
- आयामी निरीक्षण रिपोर्ट (प्रक्रिया के दौरान और तैयार उत्पाद का निरीक्षण): बाहरी व्यास/आंतरिक व्यास/मोटाई, समतलता/समानांतरता, किनारे की ज्यामिति संबंधी विवरण (जहां लागू हो)।
- रनआउट (टीआईआर) रिपोर्ट (तैयार उत्पाद + शिपमेंट से पहले निरीक्षण): पिसाई के बाद और अंतिम निरीक्षण के बाद मापा गया टीआईआर (मापन विधि सहित)।
- कठोरता निरीक्षण रिकॉर्ड (यदि लागू हो तो ताप उपचार द्वारा कठोरता का निरीक्षण)कठोरता के परिणाम और बैच की स्थिरता।
- कोटिंग रिपोर्ट (यदि कोटिंग की गई हो) (तैयार उत्पाद + शिपमेंट से पहले निरीक्षण)कोटिंग का प्रकार, मोटाई की सीमा और प्रक्रिया बैच।
- QC/SOP संदर्भ (सिस्टम-स्तर)प्रत्येक चेकपॉइंट पर क्या-क्या जांचा जाता है, स्वीकृति मानदंड और अनियमितताओं से कैसे निपटा जाता है।
ये रिकॉर्ड बर्र के व्यवहार में बदलाव (सेटअप में बदलाव बनाम चाकू की स्थिति बनाम सामग्री का प्रकार) होने पर तेजी से मूल कारण विश्लेषण में सहायता करते हैं और अनुदैर्ध्य तुलनाओं में विश्वास बढ़ाते हैं।
संदर्भ और आगे पढ़ने के लिए सामग्री
- लीका माइक्रोसिस्टम्स — बैटरी निर्माण के दौरान बर्र का पता लगाना: ध्यान दें कि IEEE 1625 (धारा 5.3.6.2) विभाजक मोटाई सहनशीलता के लिए बर्र माप और तुलना की सिफारिश करता है; बर्र निरीक्षण सामान्यतः इलेक्ट्रोड किनारों/पक्षों के ऑप्टिकल माइक्रोस्कोपी अवलोकन के माध्यम से किया जाता है।
- कैरोलिना नाइफ — शियर स्प्लिटिंग के सिद्धांत (पीडीएफ): बेसलाइन रोटरी शियर सेटअप और डिफेक्ट लिंकेज।
जेरी चू — तकनीकी सहायता विशेषज्ञ (बिक्री पश्चात सेवा)
- अनुभव: विभिन्न उद्योगों (कागज निर्माण, प्लास्टिक पुनर्चक्रण/श्रेडिंग, धातु कॉइल स्लिटिंग, लकड़ी का काम) में 10 वर्षों का फील्ड सपोर्ट अनुभव, जिसमें कटिंग बर्र, अत्यधिक धूल/मलबे और स्थिरता संबंधी समस्याओं के लिए व्यावहारिक समस्या निवारण शामिल है।
- प्रमाणपत्र: पीएमपी, सीएमआरपी
निष्कर्ष
इलेक्ट्रोड और सेपरेटर स्लिटिंग में चाकू की दीर्घायु को एक नियंत्रित प्रणाली के रूप में मानना सबसे अच्छा है: धार की ज्यामिति + सेटअप विंडो + तनाव स्थिरता + अनुशासित लॉगिंग।
- बर्र की आयु बढ़ाने और उन्हें स्थिर करने के मुख्य बिंदु
- दीर्घायु को इस प्रकार परिभाषित करें: मीटर कट पर बर्र स्थिरताकैलेंडर समय के रूप में नहीं।
- चाकू की पहचान सहित सेटअप मापदंडों को लॉग करें ताकि शिफ्ट परिवर्तन के दौरान किए गए सुधार बरकरार रहें।
- अधिकांश "चाकू संबंधी समस्याएं" सामग्री संबंधी समस्याओं की तुलना में माप विज्ञान या स्थिरता संबंधी समस्याओं (टीआईआर, रिक्ति, तनाव) के रूप में तेजी से सामने आती हैं।
- प्रमुख विफलता मोड (उठाना बनाम छिलना बनाम थर्मल) के आधार पर कोटिंग्स और WC-Co ग्रेड का मूल्यांकन करें।
- अगले चरण: सत्यापन योजना और निरंतर सुधार चक्र
- एक आधारभूत रेखा निर्धारित करें: वर्तमान बर्र सीमा, रीग्राइंड के बीच मीटर में अंतराल, स्क्रैप दर।
- एक नियंत्रित परीक्षण चलाएं जिसमें एक समय में केवल एक कारक (ज्यामिति, कोटिंग, या टो-इन/गैप विंडो) को बदला जाए और नमूनाकरण को स्थिर रखा जाए।
- अपने लॉग में ट्रेसिबिलिटी फ़ील्ड (चाकू आईडी, ग्राइंड बैच, ग्राइंड के बाद टीआईआर) जोड़ें ताकि मूल कारण का पता लगाने में लगने वाला समय कम हो जाए।
- यदि आप चाहें, तो अपनी वर्तमान बर्र थ्रेशहोल्ड, लाइन स्पीड रेंज और विशिष्ट विफलता मोड (पिकअप बनाम चिपिंग) साझा करें, और हम आपके अगले परीक्षण के लिए एक अधिक सटीक परीक्षण मैट्रिक्स तैयार कर सकते हैं।
अक्सर पूछे जाने वाले प्रश्न:
लिथियम-आयन इलेक्ट्रोड स्लिटिंग के लिए उपयुक्त बर्र ऊंचाई का लक्ष्य क्या है?
कई कंपनियां एकल-अंकीय माइक्रोन को कार्य-लक्ष्य मानती हैं, लेकिन "अच्छा" वह है जो आपके वर्तमान मापन प्रणाली के साथ विभाजक-क्षति जोखिम सीमा से सुरक्षित रूप से नीचे रहे। सबसे पहले अधिकतम बर्र सीमा और बहाव सीमा (मीटर काटने के साथ बर्र कितनी तेज़ी से बढ़ता है) निर्धारित करें, फिर अनुप्रवाह उपज डेटा के आधार पर इसे और सख्त करें।
सेटअप में कोई बदलाव न होने पर भी समय के साथ बर्र की स्थिति क्यों बिगड़ती जाती है?
इसके दो सामान्य कारण हैं किनारों का घिसना (सामान्य रूप से धार का कुंद होना) और सतह पर जमाव जिससे कटाई बिंदु पर घर्षण बदल जाता है। यदि बार-बार बर्र बनने की समस्या बढ़ती जा रही है, तो सफाई की गति की जाँच करें और देखें कि क्या तनाव में होने वाले बदलाव बर्र के अचानक बढ़ने के साथ मेल खाते हैं।
गैप/संपर्क और टो-इन किस प्रकार बर्र और डीलेमिनेशन को प्रभावित करते हैं?
वे नियंत्रित करते हैं कि सामग्री को साफ-सुथरा काटा जाए या रगड़ा/फाड़ा जाए। बैटरीडिजाइन के स्लीटर बर्र, लहरदारपन और परत-विखंडन पर किए गए शोध में विशिष्ट दिशा का वर्णन किया गया है: अत्यधिक आक्रामक परिस्थितियाँ बर्र बनने की संभावना बढ़ाती हैं, जबकि अत्यधिक ढीली परिस्थितियाँ परत-विखंडन या लहरदारपन की संभावना बढ़ाती हैं।
यह पता लगाने का सबसे तेज़ तरीका क्या है कि समस्या चाकू में है या मशीन के सेटअप में?
लेन पैटर्न और आवधिकता पर ध्यान दें। लेन-विशिष्ट दोष और बार-बार दिखने वाले बर्र स्पाइक्स अक्सर रनआउट, स्पेसिंग या समानांतरता की ओर इशारा करते हैं। सभी लेन में अधिक एकसमान बहाव घिसाव या जमाव के साथ अधिक संगत होता है।
स्लिटिंग स्टेशन पर टीआईआर/रनआउट की जांच कितनी बार करनी चाहिए?
कम से कम, चाकू लगाने के बाद और प्रत्येक रीग्राइंड चक्र के बाद जांच अवश्य करें। यदि आपकी लाइन संवेदनशील है या आप बर्र थ्रेशहोल्ड के करीब काम कर रहे हैं, तो साप्ताहिक जांच अक्सर उचित होती है क्योंकि इससे लंबे स्क्रैप टेल्स को रोका जा सकता है।
कार्बाइड स्लीटर नाइफ को कब रीग्राइंड करना चाहिए और कब बदलना चाहिए?
जब धार घिस जाए लेकिन चाकू अभी भी ज्यामिति और टीआईआर आवश्यकताओं को पूरा करता हो, और जब दोबारा ग्राइंड करने से बिना चिपिंग के बर्र का प्रदर्शन बहाल हो जाए, तब चाकू को दोबारा ग्राइंड करें। न्यूनतम बाहरी व्यास/ज्यामिति सीमा तक पहुँचने पर, बार-बार चिपिंग/थर्मल क्रैक होने पर, या दोबारा ग्राइंड करने के बाद भी स्थिर बर्र प्राप्त न होने पर चाकू को बदल दें।
दीर्घायु रिपोर्ट को उपयोगी बनाने के लिए हमें कौन-कौन से डेटा को रिकॉर्ड करना चाहिए?
कम से कम: नाइफ आईडी और रीग्राइंड की संख्या, पोस्ट-ग्राइंड टीआईआर, मशीन/शाफ्ट आईडी, गैप/टो-इन/टिप एंगल सेटिंग्स, ज़ोन के अनुसार वेब टेंशन, मटेरियल लॉट, लेन के अनुसार बर्र माप, स्क्रैप मीटर और पिछली रीग्राइंड के बाद से मीटर की संख्या।
इलेक्ट्रोड उत्पादन में स्लीटर नाइफ के लिए कुल लागत (TCO) की गणना हम कैसे करते हैं?
प्रति मीटर कटाई लागत का उपयोग करें: इसमें चाकू की खरीद लागत, पुनः पीसने की लागत, बदलाव के लिए लगने वाला डाउनटाइम और किनारे की खराबी के कारण होने वाली स्क्रैप लागत शामिल करें। आमतौर पर, पुनः पीसने के बीच की दूरी (मीटर में) और प्रत्येक बदलाव के लिए लगने वाला डाउनटाइम (मिनटों में) ही लागत को सबसे अधिक प्रभावित करते हैं।