- Scope: carbide circular knives for Li-ion electrode and separator slitting
- Objectives: burr control at speed, extended life, uptime and TCO
- Audience: production managers, equipment supervisors, maintenance leaders
Scope & limitations (read first): This report provides practical measurement and process-control guidance for Li-ion electrode and separator slitting. Target values, settings, and inspection cadence depend on your equipment design (shear/score slit architecture), material system (Cu/Al, coating, separator type), line speed, and measurement capability. Validate any changes through controlled trials on your line and follow your internal safety and quality procedures.
How this guide was developed: The recommendations here are compiled from recurring field issues seen during after-sales support (burr spikes, excessive dust/debris, instability), plus lessons learned from troubleshooting loops that link setup windows (gap/toe-in/tip angle, TIR/parallelism, tension stability) to measurable outcomes. Treat the ranges and examples as starting points for controlled trials—not universal settings.
Longevity metrics for carbide slitter knives longevity
This section is where teams typically set their electrode slitting burr height threshold and convert it into a maintenance trigger (meters cut, regrind count, or time-based inspection).
Longevity in electrode/separator slitting is not just “how long until the knife looks dull.” In production, it’s the ability to keep burr height stable e lane-to-lane edge quality consistent while maintaining line speed and predictable changeovers.
To keep the discussion practical, this section defines the core KPIs, how to sample them, and what to log so your team can tie outcomes back to setup and hardware.
KPIs and targets
Use three KPI groups. Together, they describe edge quality, life, and business impact.
- Edge-quality KPIs (primary acceptance gates)
- Max burr height (µm) by lane and by side (operator side / drive side).
- Burr drift rate: change in burr height per X meters.
- Edge delamination / coating breakout: record as a rate (events per roll) or a width metric if you already measure it.
Burr tolerance depends on your cell design risk, measurement system capability, and where the edge goes next (winding vs stacking). As a starting benchmark, many battery slitting discussions cite burr targets in the single-digit micron range; for example, BatteryDesign emphasizes that burrs and waviness can contribute to short-circuit risk and process instability in downstream winding, and it documents how gap and geometry tendencies can push the process toward burrs or delamination in different regions of the electrode.
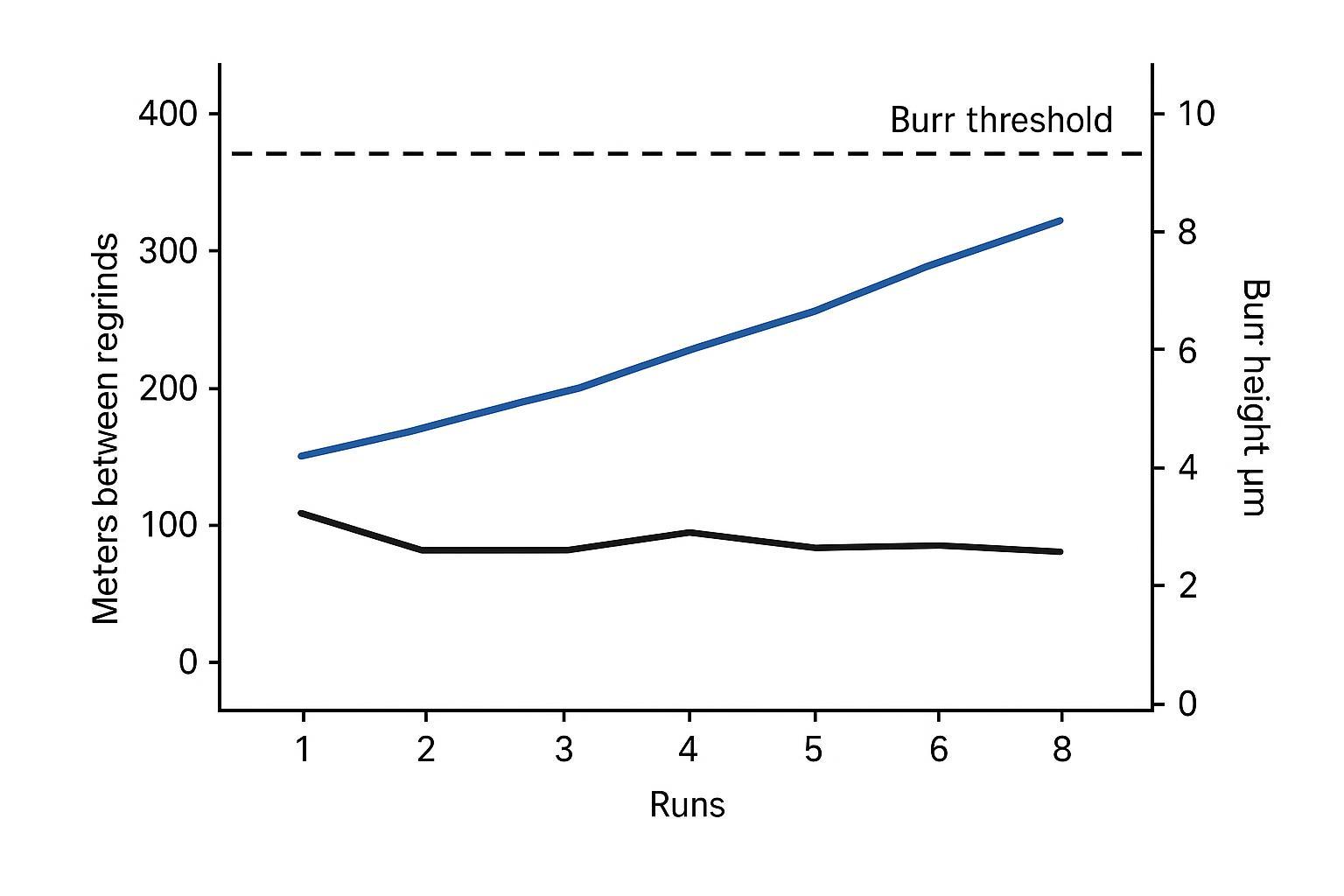
Conclusão principal: A “good” knife-life number is meaningless unless burr height stays below your threshold for the full interval.
Example targets & reporting format (starting points)
Use your downstream risk limits to set the final acceptance thresholds. The table below shows how teams commonly report targets by material and speed regime. Values are examples and must be validated on your own line.
| Aplicação | Typical line-speed regime (m/min) | Recommended reporting statistics | Example acceptance framing (burr & drift) |
|---|---|---|---|
| Standard electrode slitting (Cu/Al electrodes) | 40–120 | median + P75 + max by lane/side | Set a max burr limit (µm) plus a drift limit (∆µm per X meters). Trigger inspection/regrind when drift rises or max approaches limit. |
| High-speed EV battery lines | 120–200+ | median + P75 + max + trend slope | Tighten sampling cadence around roll changes and ramps; track trend slope to avoid long scrap tails. |
| Separator slitting | 200–600 | median + P75 + max + defect event rate | In addition to burr, track debris/dust events and web-handling defects; verify measurement repeatability at higher speed. |
Typical foil thickness ranges used in planning (examples):
- Copper foil: 6–12 µm (standard LIB), 8–12 µm (older/general EV), 3–6 µm (ultra-thin high-energy)
- Aluminum foil: 12–20 µm (standard cathode), 8–12 µm (high-energy-density), 16–20 µm (older grades)
- Knife-life KPIs (maintenance planning)
- Meters cut between regrinds (or between edge refreshes).
- Regrind count to retirement (how many cycles before minimum OD or geometry limit).
- Unplanned changeovers (count and root cause).
- Production KPIs (what leadership cares about)
- Scrap rate tied to edge defects (separate “burr-driven” scrap from coating/handling scrap).
- OEE impact: minutes lost per knife change + minutes lost per defect chase.
Test method and sampling
A longevity report is only credible if the sampling is repeatable. The point is not to build a perfect lab study—it’s to produce decision-grade data your team can act on.
A practical method that works on most lines:
- Define one “golden” measurement method for burr height (offline optical microscopy or profilometry if available), and one high-frequency shop-floor signal (inline vision/laser trend, or standardized spot-check).
- Method transparency (recommended for traceability): record instrument type/model, objective/magnification (if microscopy), measurement resolution, the sampling location definition (edge, side, coating side), and your calibration/verification frequency. As an example of industry guidance, a Leica Microsystems overview notes that IEEE 1625 (Section 5.3.6.2) recommends burr measurement and comparison to the separator thickness tolerance limit, and that burr inspection is normally done by observing electrode edges/sides via optical microscopy.
- Minimum reproducibility checklist (recommended):
- Optical microscopy: objective/magnification, pixel size or measurement resolution, lighting/contrast setting if relevant, where the measurement is taken (edge vs side; coating side vs foil side), and repeat measurements (e.g., 3 reads per lane per side).
- Profilometry: scan length/trace definition, filtering rule (if used), measurement resolution, and repeat scans.
- Calibration/verification cadence (practical): verify your measurement system after major tool changes (knife swap, regrind return) and at a fixed cadence (e.g., weekly) so trend data remains comparable across shifts.
- Sampling cadence:
- During setup: sample every lane until stable.
- After stabilization: sample at fixed roll/meter intervals (e.g., every X meters or at every roll change).
- After any intervention (cleaning, tension change, knife swap): repeat setup sampling.
Common cadence examples (starting points):
- Burr height check: every 1–3 rolls, and whenever a material recipe change occurs.
- Microscope edge inspection: every 5–20 km accumulated slitting length (especially for ultra-thin copper foil).
- Knife edge cleaning: every shift or on any recipe change.
- Full knife inspection: every 20–100 km (or sooner if burr drift accelerates).
- Regrind/replacement decision: based on burr trend + dust increase and whether stable burr performance can be recovered after cleaning/adjustment.
Inspection frequency varies between plants; treat these as planning references and tighten/loosen based on your burr risk threshold, speed regime, and measurement capability.
- Lane strategy: sample edge quality on at least 3 lanes (edge, center, edge) so you can catch alignment/runout patterns.
For inspection strategy context, Robovision’s overview of burr detection in battery manufacturing is useful as a reminder that the goal is not only detection—it’s closing the loop fast enough to prevent long scrap tails.
Data logging and traceability
If you want burr stability and life improvements to survive shift changes, you need traceability that ties outcomes back to controllable inputs.
At minimum, log these fields for each run (or each changeover event):
Copy-paste logging template (minimum viable)
| Campo | Exemplo | Why it matters | Suggested frequency |
|---|---|---|---|
| Run ID / date / shift | 2026-05-12 / Shift B | Traceability across shifts | Every run |
| Knife ID / set ID | CK-240512-03 | Links outcomes to a specific knife set | Every run |
| Carbide grade family / coating | WC–Co (grade family A) / DLC | Separates wear vs pickup drivers | Every run |
| Contagem de remoagem | 5 | Life-to-retirement planning | Every run |
| Post-grind TIR (µm) | 8 µm | Predicts lane periodicity & burr spikes | After regrind / after install |
| Slitter station / shaft ID | Station 2 / Shaft A | Isolates machine-side issues | Every run |
| Spacer stack ID / condition | Stack-7 / cleaned | Repeating bad lanes often trace here | Every rebuild |
| Gap/overlap setting | 0.02 mm | Primary cut-mode control | Every setup/change |
| Toe-in / cant setting | +0.05° | Affects burr vs delamination | Every setup/change |
| Tip angle / bevel orientation | 55° / coating side | Geometry vs defect linkage | Every setup/change |
| Web tension by zone | Z1 25N / Z2 30N | Instability can dominate defects | Every run (or trend log) |
| Material (Cu/Al/separator) | Cu 8 µm / Lot 24A | Lot-to-lot variation | Every run |
| Velocidade da linha | 160 m/min | Speed regime changes defect window | Every run |
| Burr by lane (µm) | L1–L12 (max/median) | Acceptance & drift tracking | Per sampling cadence |
| Burr drift rate | +1 µm / 10k m | Early warning for changeover planning | Per sampling cadence |
| Edge defects / delamination | 2 events / roll | Complements burr-only view | Every roll / event |
| Scrap meters (edge-related) | 120 m | Business impact | Every run |
| Intervention notes | Cleaned / tension tuned | Links actions to outcomes | Every event |
You can paste this table into an Excel sheet or CMMS record and add your internal acceptance limits in a separate column.
- Knife identity: serial/ID, carbide grade family, coating (if any), edge geometry spec, current regrind count.
- Grinding history: last grind date, grind batch, measured TIR after grind, measured edge condition (pass/fail).
- Machine identity: slitter station ID, shaft ID, spacer stack ID.
- Parâmetros de configuração: gap/overlap setting, toe-in/cant setting, tip angle/bevel orientation, contact pressure setpoint (if applicable), web tension by zone.
- Material: foil type (Cu/Al), thickness, coating type, supplier lot, separator type if applicable.
- Outcomes: burr height by lane, delamination events, scrap meters, meters cut since last regrind.
The advantage of traceability is speed: when burr spikes, you can immediately ask, “Is this a setup drift, a tension-zone issue, or a knife condition issue?”—instead of re-running a full DOE from memory.
Failure modes
A useful longevity report doesn’t just list failure modes—it links them to what you can measure, what you can control, e what you should do next.
Built-up edge and adhesive pickup
In electrode and separator slitting, adhesive pickup can show up as a gradual increase in burr height, more dust/debris, or edge waviness that looks like a tension problem but isn’t.
Common contributors:
- Higher friction at the edge (surface condition, contamination, or coating mismatch).
- Process instability that makes the knife rub rather than shear cleanly.
- Cleaning that removes debris inconsistently (build-up becomes cyclical).
Controls that usually pay off:
- Keep cleaning and inspection cadenced, not reactive.
- Treat pickup as a process signal: when pickup increases, verify gap/contact and tension stability before blaming the material.
Micro-chipping and thermal cracks
Micro-chipping is typically a “setup + rigidity + edge strength” problem. Thermal cracking is often a “heat + cycling + surface condition” problem. Both shorten life because they turn a stable wear process into step-change burr spikes.
Practical triggers to check first:
- Runout (TIR) or parallelism drift → periodic burr variation by lane.
- Over-aggressive contact/overlap → edge loading and early chipping.
- Vibration or lane instability → chatter marks, intermittent burr spikes.
When you see chipping, the corrective action isn’t only “use a tougher knife.” It’s usually:
- verify metrology (TIR/parallelism/spacing),
- restore the original edge geometry at regrind,
- and remove the setup condition that creates impacts.
Burr–delamination linkage
Burr and delamination are often two sides of the same control problem: the line is operating outside the narrow window where the cut is clean.
BatteryDesign’s article on Slitter Burrs, Waviness and Delamination is a good reference for the directional tendencies many teams observe:
- Smaller tip angles tend to increase burr tendency.
- Larger tip angles (around and above ~60° in their discussion) tend to increase delamination tendency.
- In coated areas, very small gaps can bias toward burrs, while larger gaps can bias toward delamination.
In practice, the key is to define your acceptance window as burr threshold + delamination threshold, not just burr.
Materials and coatings
Carbide circular knives are usually chosen for one reason: keeping edge stability long enough to reduce changeovers without letting burrs creep upward.
WC–Co grades and toughness–wear balance
WC–Co (tungsten carbide–cobalt) grades sit on a trade curve:
- Harder / wear-focused grades can hold an edge longer in abrasive duty, but they’re more sensitive to setup shocks (chipping risk rises if TIR, spacing, or tension is unstable).
- Tougher grades tolerate vibration and small impacts better, but may wear faster in high-abrasion conditions.
A longevity report should therefore record grade family and then correlate it against:
- meters between regrinds,
- burr drift,
- and failure mode (pickup vs chipping).
DLC, TiCN, CrN trade-offs (vendor-reported)
Coatings are not universal “life multipliers.” They change friction, adhesion tendency, and how the edge behaves under heat.
A practical way to evaluate coatings on your line:
- Usar DLC candidates when pickup/adhesion and friction are the dominant failure signals.
- Usar TiCN candidates when abrasive wear dominates and your mechanical setup is already stable.
- Usar CrN candidates when corrosion/chemical exposure (cleaning, humidity) is non-trivial and you need a robust, general-purpose surface.
Whatever you test, bind it to your logging: coating type → burr stability → meters between regrinds → scrap.
Abrasive wear vs pickup/adhesion: when each tends to dominate
In modern electrode slitting, desgaste abrasivo e material pickup are both common failure modes. Abrasive wear is typically driven by graphite, oxide particles, and coating dust—often more pronounced with high-Ni cathode systems, harder coatings, and high-dust conditions. Pickup/adhesion becomes more significant at higher line speeds, elevated edge temperatures, and with binder-rich coatings. In practice, many plants observe mixed wear behavior rather than a single dominant mechanism.
Use this as a simple decision frame:
- If burr rises slowly and dust increases gradually across most lanes → investigate desgaste abrasivo drivers (dust control, coating abrasiveness, coating choice, edge strength).
- If burr rises in cycles with visible buildup or sudden spikes after ramps/recipe changes → prioritize pickup/adhesion controls (cleaning cadence, friction reduction, thermal stability, contact window verification).
- If you run long continuous campaigns → expect both to accumulate; manage by combining trend-based triggers with a fixed inspection cadence.
Practical coating selection frame (starting point)
| Dominant signal on your line | Primary risk | Coating candidate direction (starting point) | Preconditions (to avoid false conclusions) |
|---|---|---|---|
| Pickup/adhesion, edge buildup | Burr spikes, debris tails | DLC candidates | Stable TIR/parallelism, controlled tension transients |
| Abrasive wear, dust-driven dulling | Gradual burr drift | TiCN candidates | Setup window stable; dust control and web handling verified |
| Corrosion/chemical exposure from cleaning/humidity | Surface degradation | CrN candidates | Confirm cleaning chemistry and exposure conditions |
Observação: Coating performance is line-specific. Evaluate candidates through single-factor trials and record outcomes in the logging template (burr trend, drift rate, meters between regrinds, scrap, and downtime).
Edge geometry pairing for Cu/Al and separators
You’ll usually need at least two geometry strategies:
- Cu/Al foil + coated electrodes: bias toward controlled shear with geometry that avoids coating breakout while keeping burr under the threshold.
- Separadores: bias toward low debris generation and stable web handling (tension and lane stability can dominate outcomes).
The rule is simple: do not reuse a geometry just because it “worked on foil.” Treat separators as their own process.
If you’re reviewing circular knife options and typical manufacturing tolerances, MAXTOR METAL’s facas e lâminas circulares page is a starting point for the product category and customization scope.
Process and tolerances

Longevity is heavily determined by whether the line stays inside your gap/toe-in/angle/TIR/tension windows.
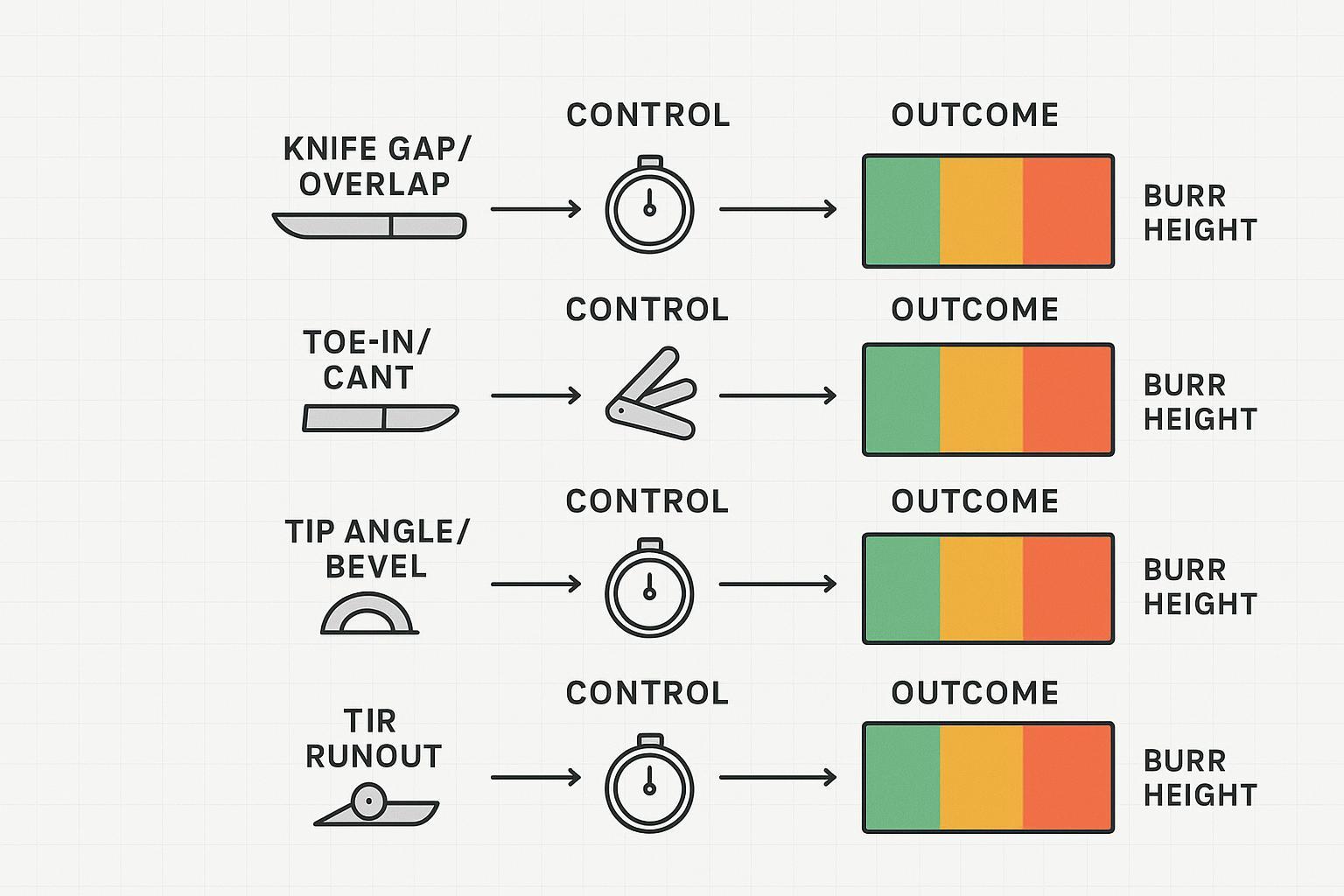
Gap, toe-in, and tip angle windows
Treat these as coupled controls (your core gap and toe-in settings live here):
- Gap/contact (or overlap) sets how much the material is sheared vs rubbed.
- Toe-in/cant controls progressive shearing vs tearing/waviness.
- Tip angle/bevel shapes the burr vs delamination tendency.
BatteryDesign’s slitter burrs, waviness and delamination discussion describes the directionality many teams see in practice (e.g., too-strong toe-in trending to burrs; too-weak trending to delamination or waviness).
For general rotary shear setup principles (measurement and defect linkage), the Carolina Knife PDF on principles of shear splitting is a useful baseline reference.
TIR, parallelism, and spacing control
If you only measure one metrology item consistently, measure runout.
- TIR/runout (sometimes tracked as a slitter knife runout TIR spec after grinding and installation) shows up as lane-to-lane variability and periodic burr spikes.
- Paralelismo drift shows up as one side wearing faster and changing burr trends.
- Spacing/spacer stack issues show up as the same “bad lanes” repeating across runs.
Minimum practical checks:
- Dial-indicator check on knife OD after install and after regrind.
- Quick parallelism check (same indicator, repeatable reference surface).
- Spacer stack cleanliness and damage inspection before rebuild.
Web tension and lane stability
Edge quality and life both degrade when tension is unstable.
What to watch:
- If burr spikes coincide with tension-zone alarms or roll-change transients, you may have a control-loop issue rather than a knife issue.
- If waviness appears with stable burr, the root cause may be lane stability, not contact settings.
Treat tension as part of the cutting system. Your knife can’t compensate for oscillating tension at the cut point.
Manutenção e ROI
A longevity report becomes valuable when it changes scheduling and purchasing behavior—not just when it describes the past.
Regrind limits and inspection cadence
Define regrind limits in terms of both geometry and performance:
- Geometry limits: minimum OD, minimum land, minimum edge thickness, and any coating re-application rules.
- Performance limits: burr height approaching threshold, rising burr drift rate, or recurring lane-specific defects.
A practical cadence that works on many lines:
- Cada turno: quick visual check + cleanliness check (pickup, discoloration, edge damage).
- Semanalmente: runout/parallelism verification on the slitter station.
- Each regrind: record post-grind TIR and balancing status, then reset the “meters since regrind” counter.
MAXTOR METAL’s own maintenance content on common round slitter blade wear issues is aligned with these basics (dulling, chipping/cracking, corrosion) and reinforces the practical point that grinding should preserve the original angle and avoid overheating.
Changeover planning and OEE impact
Knife changes cost more than labor. They create:
- lost minutes,
- elevated defect risk during re-thread and ramp,
- and extra verification cycles.
Two low-effort practices that improve OEE:
- Stage a “ready” knife set (verified TIR, cleaned spacers, documented geometry) to reduce changeover variability.
- Use your burr trend and meters-cut trend to schedule changes before the threshold is hit, not after scrap starts.
TCO modeling with meters cut and scrap
This is the part most teams mean when they say slitter knife TCO: turning burr control and meters between regrinds into a cost-per-meter that procurement and operations can agree on.
Use a simple, auditable TCO model. You can refine it later.
Define:
- Knife cost per set
- Regrind cost
- Average meters between regrinds
- Scrap meters attributable to edge defects
- Downtime minutes per changeover and your line cost per minute
Then compute:
- Cost per meter cut = (knife + regrinds + scrap + downtime) / meters produced
This is where supplier-side controls matter in a non-promotional way. Two examples that reduce operational risk:
- QC traceability: being able to tie a knife set to a material batch, grind batch, and inspection record improves root-cause speed when burr behavior changes.
- One-stop import support: predictable replenishment and clearer logistics reduce the “hidden” downtime risk of running beyond limits because replacements are stuck in transit.
Quality control checkpoints (supplier side)
A practical way to reduce variability across knife batches and regrind cycles is to define a supplier-side QC chain that maps to the records you archive:
- Incoming material inspection: verify raw material certification and key incoming checks before production.
- In-process inspection: verify critical dimensions and geometry during machining/grinding steps (prevent drift before final inspection).
- Heat-treatment hardness inspection (when applicable): confirm hardness meets the specification and is consistent within the batch.
- Finished-product inspection: verify dimensions, edge geometry, and surface condition before packaging.
- Pre-shipment inspection: finalize documentation (traceability IDs, inspection reports) and confirm conformity to purchase specs.
When the same checklist is used consistently, burr stability comparisons become more trustworthy because fewer “unknown” variables change between lots.
Supplier-side deliverables (for incoming inspection & regrind control)
To make knife-life and burr stability improvements repeatable across suppliers and regrind cycles, define what documents and inspection records must accompany each knife set. A practical checklist you can request and archive:
- Material certificate (MTC) (incoming material inspection): carbide grade family / binder range, batch/heat traceability.
- Dimensional inspection report (in-process + finished-product inspection): OD/ID/thickness, flatness/parallelism, edge geometry callouts (as applicable).
- Runout (TIR) report (finished-product + pre-shipment inspection): measured TIR after grinding and after final inspection (include measurement method).
- Hardness inspection record (heat-treatment hardness inspection, when applicable): hardness results and batch consistency.
- Coating report (if coated) (finished-product + pre-shipment inspection): coating type, thickness range, and process batch.
- QC/SOP reference (system-level): what is checked at each checkpoint, acceptance criteria, and how nonconformities are handled.
These records support faster root-cause analysis when burr behavior shifts (setup drift vs knife condition vs material lot) and improve trust in longitudinal comparisons.
References and further reading
- Leica Microsystems — Burr Detection During Battery Manufacturing: notes that IEEE 1625 (Section 5.3.6.2) recommends burr measurement and comparison to separator thickness tolerance; burr inspection is normally performed via optical microscopy observation of electrode edges/sides.
- Carolina Knife — Principles of Shear Splitting (PDF): baseline rotary shear setup and defect linkage.
Jerry Chu — Technical Support Specialist (After-sales Service)
- Experiência: 10 years of cross-industry field support (papermaking, plastic recycling/shredding, metal coil slitting, woodworking), with hands-on troubleshooting for cutting burrs, excessive dust/debris, and stability issues.
- Certificações: PMP, CMRP
Conclusão
Knife longevity in electrode and separator slitting is best treated as a controlled system: edge geometry + setup windows + tension stability + disciplined logging.
- Key takeaways on extending life and stabilizing burrs
- Define longevity as burr stability over meters cut, not as calendar time.
- Log setup parameters with knife identity so improvements survive shift changes.
- Most “knife problems” show up faster as metrology or stability problems (TIR, spacing, tension) than as material problems.
- Evaluate coatings and WC–Co grades against your dominant failure mode (pickup vs chipping vs thermal).
- Next steps: validation plan and continuous improvement loop
- Lock a baseline: current burr threshold, meters between regrinds, scrap rate.
- Run a controlled trial changing one factor at a time (geometry, coating, or toe-in/gap window) and keep sampling consistent.
- Add traceability fields to your log (knife ID, grind batch, TIR after grind) so root-cause time shrinks.
- If you want, share your current burr threshold, line speed range, and typical failure mode (pickup vs chipping), and we can map a tighter test matrix for your next run.
Perguntas frequentes:
What is a good burr height target for Li-ion electrode slitting?
Many lines aim for single-digit microns as a working target, but “good” is whatever stays safely below your separator-damage risk threshold with your current measurement system. Start by defining a max burr limit and a drift limit (how quickly burr rises with meters cut), then tighten based on downstream yield data.
Why do burrs get worse over time even when the setup hasn’t changed?
Two common reasons are edge wear (normal dulling) and surface pickup that changes friction at the cut point. If burr trend worsens in cycles, check cleaning cadence and whether tension transients line up with burr spikes.
How do gap/contact and toe-in affect burrs versus delamination?
They control whether the material is cleanly sheared or rubbed/teared. BatteryDesign’s slitter burrs, waviness and delamination discussion outlines the typical directionality: too aggressive conditions can bias toward burrs, while too loose conditions can bias toward delamination or waviness.
What’s the fastest way to tell if the issue is the knife or the machine setup?
Look for lane patterns and periodicity. Lane-specific defects and repeating burr spikes often point to runout, spacing, or parallelism. More uniform drift across all lanes is more consistent with wear or pickup.
How often should we check TIR/runout on a slitting station?
At minimum, check after knife installation and after each regrind cycle. If your line is sensitive or you’re running near the burr threshold, a weekly verification is often justified because it prevents long scrap tails.
When should a carbide slitter knife be reground versus replaced?
Regrind when the edge is worn but the knife still meets geometry and TIR requirements, and when regrinding restores burr performance without creating chipping. Replace when you hit minimum OD/geometry limits, see recurring chipping/thermal cracks, or can’t recover stable burr after regrind.
What data should we log to make a longevity report actionable?
At minimum: knife ID and regrind count, post-grind TIR, machine/shaft ID, gap/toe-in/tip angle settings, web tension by zone, material lot, burr measurements by lane, scrap meters, and meters since last regrind.
How do we calculate TCO for slitter knives in electrode production?
Use cost per meter cut: include knife purchase cost, regrind cost, downtime cost for changeovers, and scrap cost attributable to edge defects. The inputs that usually move the number most are meters between regrinds and downtime minutes per changeover.