
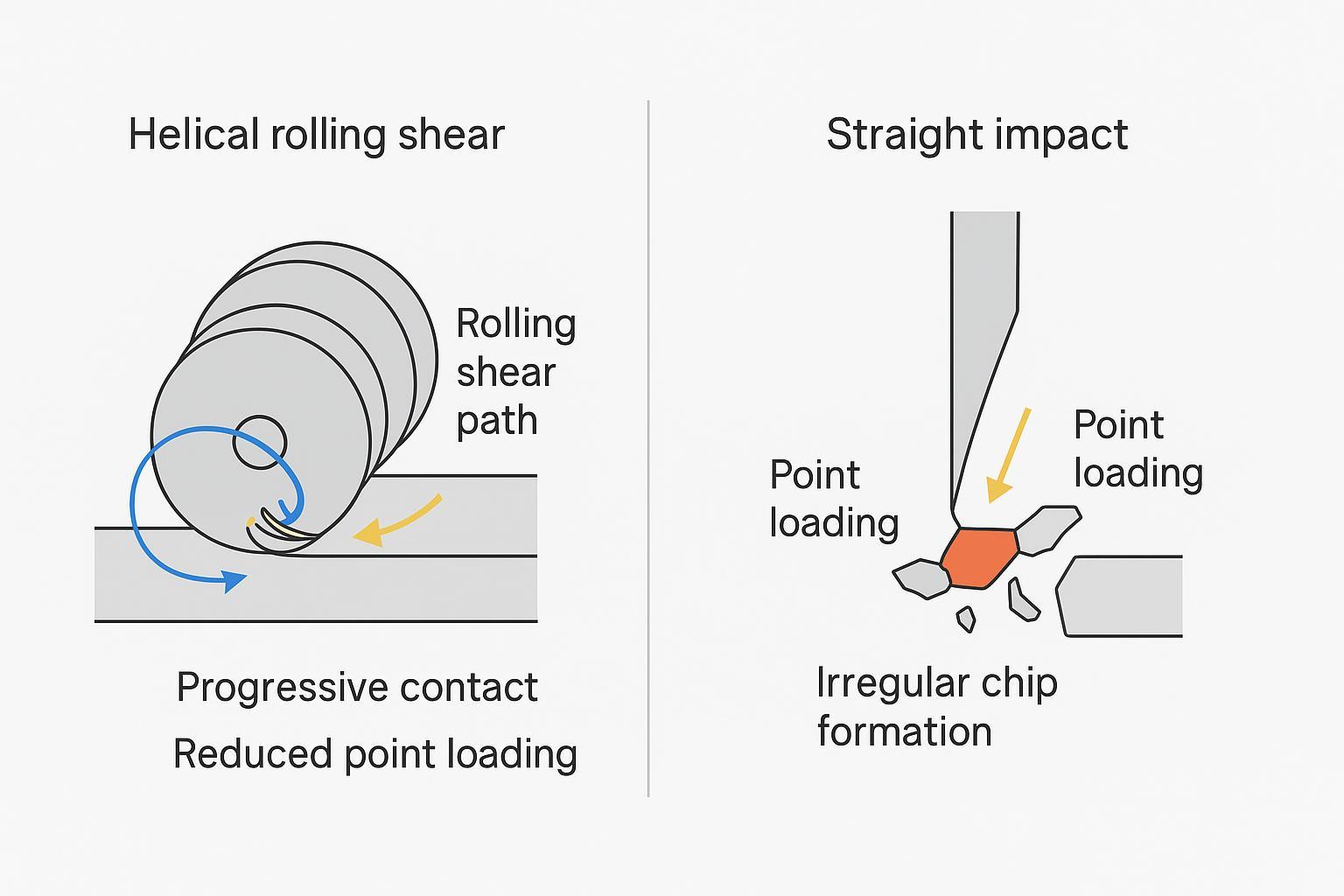
Helical or “rolling” scissor action in pelletizer knives changes how a cut is made. Instead of a perpendicular impact, the blade engages progressively along a helix, distributing load and slicing strands more cleanly. Plants that tune for this mechanism typically aim for tighter length-to-diameter (L/D) distributions, fewer fines and tails, longer knife life, and steadier OEE. This guide explains how helical rolling granulator blades behave in both underwater and strand pelletizing, why outcomes differ from straight or impact-style cutting, and how to implement the approach on lines running PCR and higher contaminant loads.
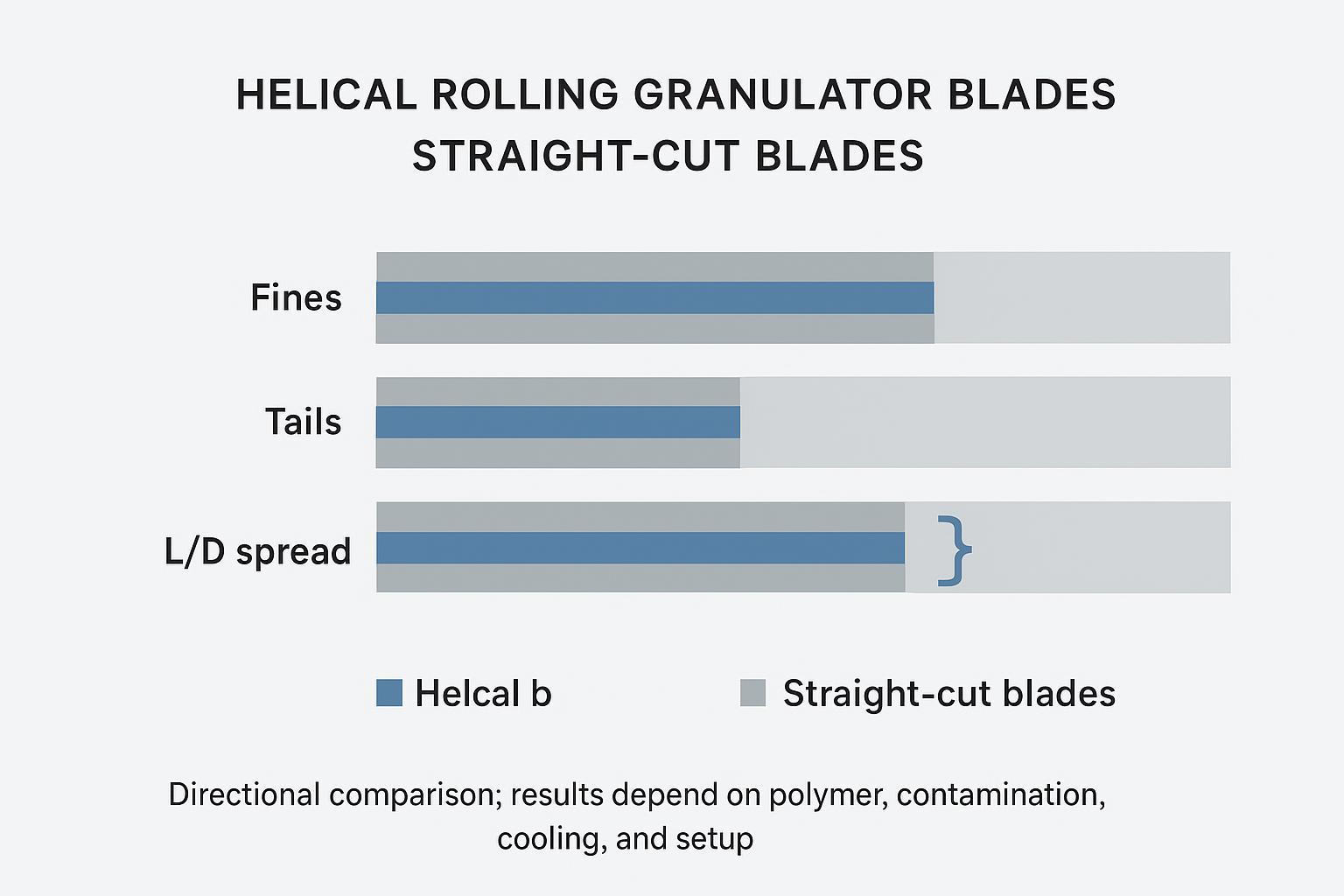
Where to bring your own plant KPIs: if you track fines %, tails %, L/D coefficient of variation, or specific energy (kWh/ton), note baseline values now and review them after controlled trials. Because public, apples-to-apples benchmarks are scarce, this guide stays mechanism-led rather than data-heavy, and it points to OEM and trade references for fundamentals.
चाबी छीनना
- Rolling, helical scissor action spreads cut engagement over time and area, lowering point loading that drives chipping, chatter, and smeared tails under contamination.
- Quality outcomes connect directly to control of clearance, contact force, temperatures, and strand handling; blades alone do not fix process instabilities.
- Expect directionally tighter L/D spread, fewer fines/tails, smoother surfaces, and steadier vibration/noise; the magnitude is system-dependent.
- In abrasive PCR/high-contaminant service, choose steels/coatings for wear and toughness, and maintain regrind discipline to preserve geometry.
- Implementation hinges on disciplined setup (clearance, alignment, contact) and traceable QA documents for procurement and acceptance.
Helical shear mechanism
Helical rolling shear is often described by OEMs as a scissor-like action created by a rotor arranged on a helix cutting against a stationary bed knife or die face. This progressive engagement matters most where contamination, glass fibers, or brittle recyclate would punish a perpendicular strike.
Rolling contact vs. crushing
With a helical blade, the contact patch moves along the edge as the rotor turns, acting like a rolling scissor. The strand is cut in a thin, traveling shear zone rather than being crushed at a single point. OEM literature on strand pelletizers highlights this scissor-like action for clean, uniform pellets and adjustable geometry to keep it that way, as shown on the T200 series by MAAG in its product documentation describing helical-milled rotors and precise bed-knife adjustment features (see the T200 strand pelletizer page by MAAG for a concise overview: MAAG T200 strand pelletizer).
Clearance and contact control
Helical shear only performs as intended if the gap and alignment stay in spec. Strand machines from Bay Plastics Machinery emphasize features like eccentric rotor adjustment and reinforced isolation of the bed knife to stabilize the gap and speed inspection, supporting consistent scissor conditions without prescribing a universal number publicly (reference the BPM BX series overview). In underwater systems, servo- or spring-controlled knife carriers maintain contact force on the die face to avoid rubbing, bounce, or hole freezing; ECON details servo positioning and thermal insulation in its EUP brochure aimed at steady cut conditions (ECON EUP system brochure).
Die-face load distribution
Underwater cutters that maintain even knife-to-die contact reduce localized stress spikes. When the cutting edge also engages progressively along a helix, the peak force at any instant tends to be lower than a perpendicular strike, which helps suppress chatter and micro-chipping. MAAG’s underwater lines describe manual, spring, or electronically adjusted force control to sustain consistent pellet quality without overloading the die plate (see the MAAG underwater pelletizing category).
Pellet quality outcomes
Mechanism and process control converge to drive outcomes. The rolling scissor action can be more forgiving when contaminants or glass fibers sporadically enter the shear zone, but blades are not magic; temperatures, strand tension, and dryer conditions still matter.
Size and L/D distribution
A stable shear zone favors consistent chip geometry. When rotor-to-knife clearance and strand feed are controlled, the helix slices pellets at a near-constant engagement angle, supporting a tighter L/D spread. OEMs attribute uniform pellets to scissor-like action plus alignment/adjustment features; the mechanism aligns with that narrative, even if most public pages avoid numeric promises.
Fines and tails reduction
Tails typically arise from smeared-off cuts when temperatures are off or edges are dull; those tails then shed into fines during drying. Trade sources explain that dull knives and thermal drift escalate both issues; a rolling cut reduces the instantaneous force that can smear or fracture the edge of a chip, so with sharp tools and correct temperature windows, expect directional reductions. Plastics Technology’s primer connects knife condition, melt/water temperatures, and feed stability to pellet defects, reinforcing why a maintained scissor gap and edge integrity matter (The Path to Pellet Perfection — Plastics Technology).
Surface finish and flow
Clean shear surfaces promote smoother pellets that flow consistently through dryers, classifiers, and downstream feeders. Under contamination, rolling engagement is less likely to generate brittle fractures at the cut face than a perpendicular impact, provided the edge is sharp and the contact force is controlled. The result is less drag in pneumatic conveyance and steadier bulk density from lot to lot.
Throughput, energy, stability

The helical approach tends to “smooth” the mechanics of cutting. Many plants observe that when impulse forces are lower, it is easier to keep knives in the sweet spot without over-pressing against the die or bed knife.
Stable throughput window
Progressive engagement can widen the practical operating window before chatter, strand bounce, or die-face scuffing appear. OEM design features that simplify alignment checks and keep contact force consistent are central to this stability theme; see MAAG’s category pages for examples of manual, spring, and electronic positioning that support consistent cut conditions (MAAG strand pelletizing category).
Specific energy trends
The energy picture is system-dependent. Smoother engagement may reduce spiky torque signatures, but overall kWh/ton depends on polymer rheology, strand count, dryer load, water temperature, and machine condition. Treat energy as a KPI to watch during trials rather than a guaranteed improvement tied solely to blade geometry.
Noise and vibration behavior
Lower impulse forces often translate to less jarring noise and fewer vibration excursions, which in turn protects bearings and helps knives keep their set gap longer. Again, geometry helps, but alignment discipline and thermal stability are equally important. Trade publications emphasize sharpness and temperature control to avoid defects and secondary damage during drying or conveying; the same fundamentals underpin noise and vibration stability (see Plastics Technology’s troubleshooting notes cited earlier).
Materials and abrasive service
PCR and high-contaminant streams are abrasive and unpredictable. Blade steels and coatings should balance hardness for wear with toughness to resist chipping when a hard particle sneaks into the shear zone.
Blade steels and coatings
Common choices include D2/SKD11 and M2/HSS for a mix of hardness and toughness. For extreme abrasion, tungsten carbide or carbide-tipped edges can extend life but may chip if shock-loaded. PVD coatings such as TiN or TiCN increase surface hardness and reduce friction; TiCN typically outperforms TiN in abrasion at the cost of complexity. Supplier technical guides summarize these trade-offs clearly, e.g., TGW International’s overviews of material and coating options for pelletizer knives (TGW guide to pelletizer knives).
High-fill and glass fiber
Glass fibers and mineral fillers accelerate edge wear and can abrade die faces. In these cases, favor tougher substrates (HSS/tool steel) with hard, low-friction coatings when impact risk is high, and reserve brittle, ultra-hard solutions (unbacked carbides) for well-controlled feeds. Maintain regrind intervals that preserve the helix geometry and edge integrity; letting edges go dull undermines the very mechanism you are paying for.
PCR and contaminants
Variable melt cleanliness invites sporadic hard particles and gels. Rolling scissor action helps by lowering peak force at contact, but keep strand guidance short and stable, verify water and melt temperatures, and consider tighter filtration upstream. Continually inspect for micro-chipping; a microscope check after regrinds can catch early damage before it propagates.
Implementation and QA specs

Outcome gains hinge on disciplined setup, documentation, and acceptance. Treat the helical rolling approach as a system: geometry, setup, temperatures, feed stability, and QA need to line up.
Quick-start checklist (strand pelletizing with PCR/high contaminants)
- Confirm rotor-to-bed-knife geometry at operating temperature (warm-up first), then re-check parallelism.
- Verify strand guidance is short, stable, and centered into the cut zone; eliminate bounce before chasing knife settings.
- Start with OEM-recommended contact/clearance mechanisms (eccentric rotor, shims, spring/servo carriers) and look for early rub marks.
- Lock in melt and cooling-water temperature stability before evaluating tails/fines; avoid judging blade geometry during thermal drift.
- Establish a regrind trigger (edge rounding, micro-chips under a loupe/microscope) and keep spare, pre-sharpened sets ready.
- During a trial, change one variable at a time (clearance/contact, temperature, strand handling) and log outcomes against your plant KPIs.
Setup parameters and SOP for helical rolling granulator blades
Set, verify, and maintain conditions in prose to reduce list usage: Keep alignment and gap tight using OEM mechanisms—eccentric rotor adjustment, shimmed bed knives, or servo/spring carriers—then confirm parallelism after warm-up and watch for rub marks. Stabilize melt and process-water to OEM-recommended windows before engaging the knives; monitor die pressure and strand count to avoid hole freeze or strand wander. Track sharpness with regrind rules that protect helix geometry and surface finish, and stage pre-sharpened spares to minimize downtime. Finally, ensure safe, quick access to the cutting chamber for routine checks, observing lockout/tagout when changing knives. These fundamentals echo trade guidance that links sharpness and temperature control to defect prevention and consistent pellet quality.
Procurement and documentation for helical rolling granulator blades
For procurement, specify documentation and geometry up front so QA can verify what arrives. Request EN 10204 3.1 material test certificates traceable to heat numbers, plus hardness (HRC), flatness/parallelism, dimensional tolerance, and if applicable, coating specifications. LRQA’s explainers outline what 3.1 certification entails in practice for metals documentation (LRQA overview of EN 10204 3.1/3.2). Define OEM-compatible geometry targets clearly: rotor/blade diameter, mounting interface, blade count, helix angle (where applicable), and strand path fit. Include acceptance checks and measurement methods on the purchase order.
A custom supplier such as MAXTOR METAL can provide OEM-compatible helical rolling granulator blades to drawing or sample and, where specified on the PO, supply requested documentation (e.g., EN 10204 3.1, hardness/flatness/tolerance reports). Alternatives include qualified OEM blades or other custom knife manufacturers that agree to the same documentation and inspection regime.
Pilot trial and acceptance for helical rolling granulator blades
Run a short, structured trial before scaling. Install helical rolling blades per OEM procedures and verify alignment and clearance at temperature and speed. Stabilize melt and water conditions and begin within the midrange of rated throughput. Step through a few throughput levels; at each step, sample pellets and evaluate surface, L/D spread qualitatively, and tails incidence, and, if routine in your plant, sieve for fines. Log qualitative noise and vibration behavior and, where available, watch kWh/ton trends. Define acceptance as a stable cut with no visible smear tails at normal dryer settings and a visibly tight L/D spread across the trial window, then document any geometry or setup adjustments prior to repeat runs.
निष्कर्ष

Helical rolling granulator blades change the physics of the cut. By engaging the strand or die face progressively, they lower point loading that drives chatter, micro-chipping, and smeared tails—especially relevant on strand pelletizing with PCR and other contaminated feeds. When clearance, contact force, temperatures, and strand handling are under control, plants can expect directionally tighter L/D distribution, reduced fines/tails, smoother pellet surfaces, and steadier mechanical behavior. The real gains depend on how faithfully the system is implemented and maintained.
Risks and trade-offs exist. Helical scissor action rewards precise alignment and sharp edges; tolerance drift or delayed regrinds erase benefits. Upgrades to rotors or knife carriers may require CAPEX, and material/coating choices bring toughness-versus-hardness compromises. Mitigate these by piloting on one line, locking in SOPs for alignment and thermal stability, choosing steels/coatings that match contamination severity, and insisting on traceable QA documentation with clear acceptance checks.
संदर्भ और आगे पढ़ने के लिए सामग्री
- OEM scissor/helical descriptions and adjustment controls: MAAG T200 strand pelletizer; MAAG underwater pelletizing category
- Strand pelletizer adjustment features: Bay Plastics Machinery BX series
- Underwater carrier force/thermal stability: ECON EUP system brochure
- Defects, temperatures, and sharpness fundamentals: The Path to Pellet Perfection — Plastics Technology
- Materials/coatings rationale: TGW guide to pelletizer knives
Author and disclosures
Author: Tommy Tang, Senior Sales Engineer, Nanjing METAL. 12 years in pelletizer blade selection and application support. Certifications: CSE, CME, Six Sigma Green Belt, PMP.
Disclosure: MAXTOR METAL is mentioned as an example of a custom blade supplier; this guide is not sponsored.