
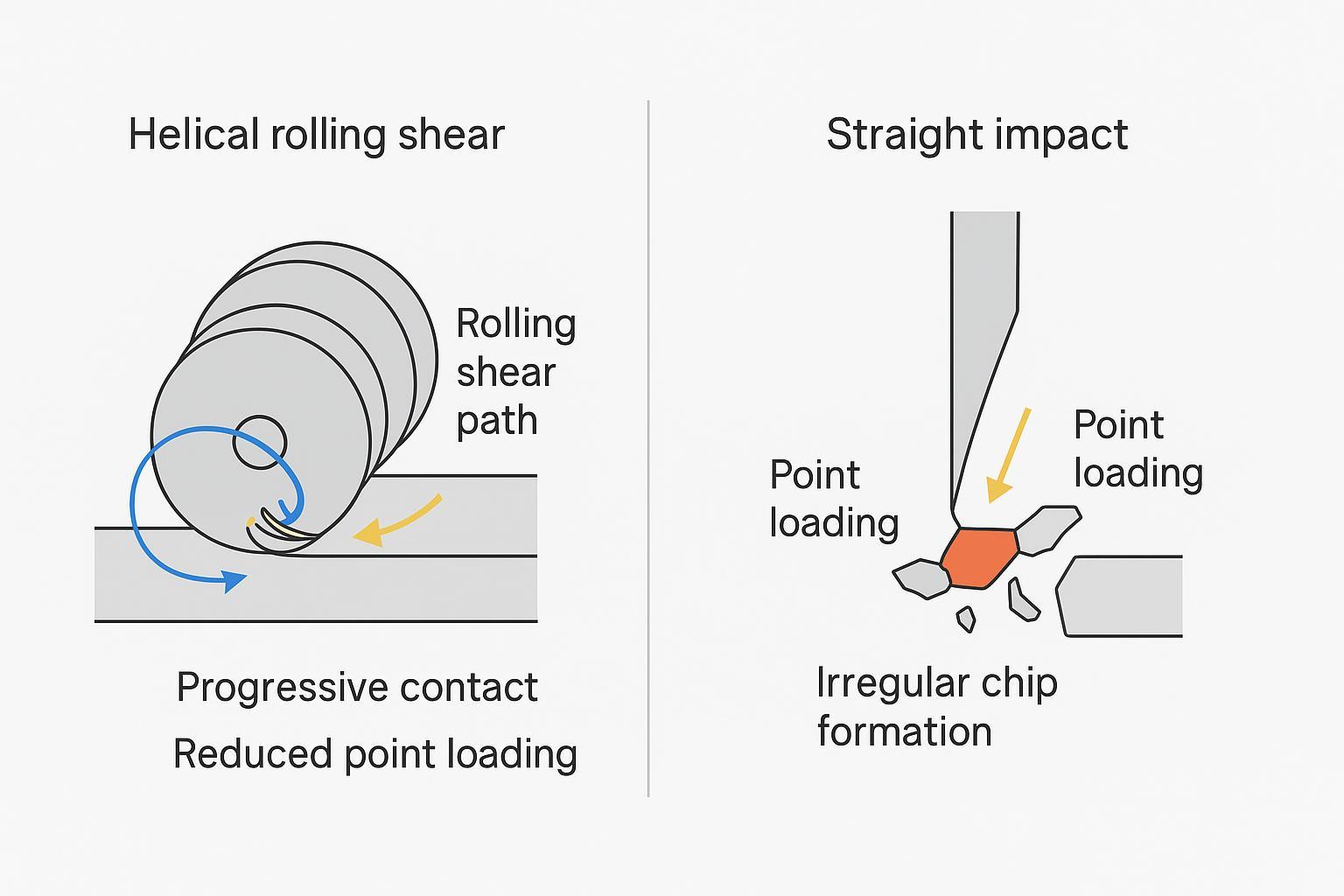
تُغيّر آلية القطع الحلزونية أو "الدائرية" في سكاكين آلات التكوير طريقة القطع. فبدلاً من الاصطدام العمودي، تنزلق الشفرة تدريجيًا على طول حلزون، موزعةً الحمل ومقطّعةً الخيوط بدقة أكبر. عادةً ما تسعى المصانع التي تُعدّل سكاكينها لهذه الآلية إلى تحقيق توزيعات أدق لنسبة الطول إلى القطر، وتقليل الشوائب والشوائب، وإطالة عمر السكين، وتحقيق كفاءة إجمالية أكثر استقرارًا. يشرح هذا الدليل كيفية عمل شفرات آلات التكوير الحلزونية الدوارة في كلٍ من التكوير تحت الماء والتكوير على شكل خيوط، ولماذا تختلف النتائج عن القطع المستقيم أو القطع بالصدم، وكيفية تطبيق هذه الطريقة على خطوط الإنتاج التي تعمل بتقنية PCR وتحمل أحمالًا أعلى من الملوثات.
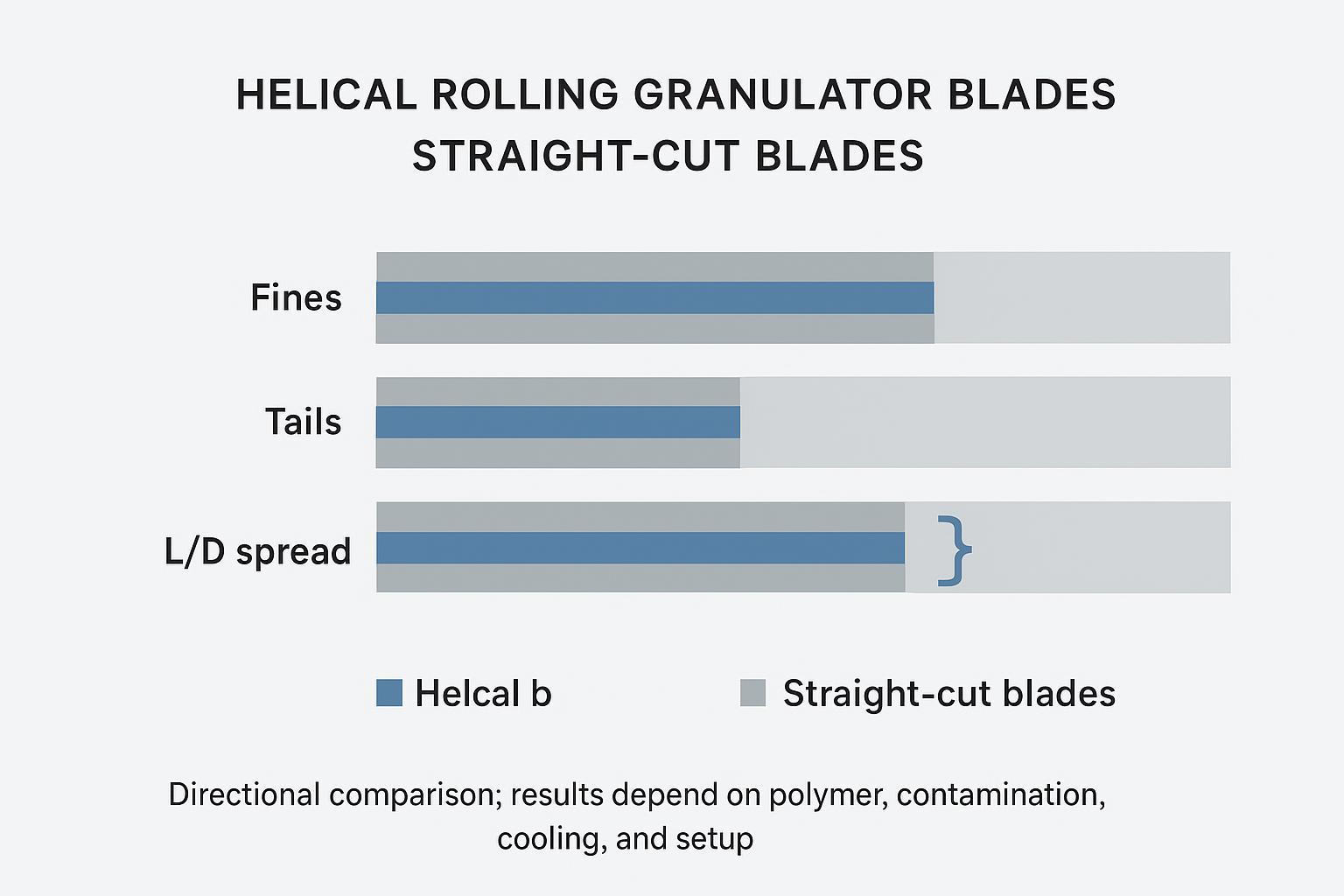
أين تُدرج مؤشرات الأداء الرئيسية لمصنعك؟ إذا كنت تتابع الغرامات (%)، أو المخلفات (%)، أو معامل التباين L/D، أو الطاقة النوعية (كيلوواط ساعة/طن)، فدوّن القيم الأساسية الآن وراجعها بعد إجراء تجارب مضبوطة. ولأن المعايير العامة والمقارنة المباشرة نادرة، يركز هذا الدليل على آلية العمل بدلاً من البيانات، ويشير إلى مراجع الشركات المصنعة الأصلية والجهات التجارية للحصول على المعلومات الأساسية.
أهم النقاط
- تعمل حركة المقص الحلزونية الدوارة على توزيع عملية القطع على مدى الوقت والمساحة، مما يقلل من التحميل النقطي الذي يؤدي إلى التكسر والاهتزاز وظهور ذيول ملطخة تحت التلوث.
- ترتبط نتائج الجودة بشكل مباشر بالتحكم في الخلوص وقوة التلامس ودرجات الحرارة ومعالجة الخيوط؛ فالشفرات وحدها لا تعالج حالات عدم استقرار العملية.
- توقع انتشارًا أكثر دقة في اتجاه L/D، وعددًا أقل من الزوائد/الذيول، وأسطحًا أكثر سلاسة، واهتزازًا/ضوضاء أكثر استقرارًا؛ يعتمد المقدار على النظام.
- في خدمة إعادة التدوير الكاشطة / عالية التلوث، اختر الفولاذ / الطلاءات من أجل مقاومة التآكل والمتانة، وحافظ على انضباط إعادة الطحن للحفاظ على الشكل الهندسي.
- يعتمد التنفيذ على الإعداد المنضبط (التخليص، والمحاذاة، والاتصال) ووثائق ضمان الجودة القابلة للتتبع للمشتريات والقبول.
آلية القص الحلزوني
يصف مصنّعو المعدات الأصلية عادةً القص الحلزوني الدوار بأنه حركة تشبه حركة المقص، ناتجة عن دوران دوار مثبت على حلزون يقطع سكينًا ثابتة أو سطح قالب. ويكتسب هذا التلامس التدريجي أهمية بالغة في الحالات التي قد يؤدي فيها التلوث أو الألياف الزجاجية أو المواد المعاد تدويرها الهشة إلى أضرار جسيمة في حال الاصطدام العمودي.
التلامس المتدحرج مقابل التلامس الساحق
بفضل الشفرة الحلزونية، تتحرك منطقة التلامس على طول الحافة مع دوران الدوار، تمامًا كالمقص الدوار. يتم قطع الخيط في منطقة قص رقيقة متحركة بدلًا من سحقه عند نقطة واحدة. تُبرز كتيبات الشركات المصنعة الأصلية لآلات تحبيب الخيوط هذه الحركة الشبيهة بالمقص للحصول على حبيبات نظيفة ومتجانسة، بالإضافة إلى إمكانية ضبط الهندسة للحفاظ على ذلك، كما هو موضح في سلسلة T200 من MAAG في وثائق منتجاتها التي تصف الدوارات المطحونة حلزونيًا وميزات ضبط شفرة السرير الدقيقة (راجع صفحة آلة تحبيب الخيوط T200 من MAAG للحصول على نظرة عامة موجزة). MAAG T200 strand peltelizer).
التخليص والتحكم في الاتصال
لا تعمل آلات القص الحلزوني كما هو مُصمم لها إلا إذا بقيت الفجوة والمحاذاة ضمن المواصفات. تُركز آلات تصنيع الخيوط من شركة Bay Plastics Machinery على ميزات مثل ضبط الدوار اللامركزي والعزل المُعزز لشفرة السرير لتحقيق استقرار الفجوة وتسريع عملية الفحص، مما يدعم ظروف قص متسقة دون تحديد رقم عالمي بشكل علني (راجع نظرة عامة على سلسلة BPM BXفي الأنظمة تحت الماء، تحافظ حوامل السكاكين التي يتم التحكم فيها بواسطة محركات مؤازرة أو زنبركية على قوة التلامس على سطح القالب لتجنب الاحتكاك أو الارتداد أو تجمد الثقب؛ وتوضح شركة ECON تفاصيل تحديد المواقع المؤازرة والعزل الحراري في كتيب EUP الخاص بها والذي يهدف إلى ظروف قطع ثابتة (كتيب نظام ECON EUP).
توزيع الحمل على سطح القالب
تُقلل القواطع تحت الماء، التي تحافظ على تلامس متساوٍ بين الشفرة والقالب، من ارتفاعات الإجهاد الموضعية. وعندما تتعشق حافة القطع تدريجيًا على طول حلزون، تميل قوة الذروة في أي لحظة إلى أن تكون أقل من قوة الضربة العمودية، مما يساعد على كبح الاهتزاز والتشقق الدقيق. وتصف خطوط MAAG تحت الماء التحكم اليدوي أو الزنبركي أو الإلكتروني في القوة للحفاظ على جودة ثابتة للكريات دون تحميل زائد على لوحة القالب (انظر فئة MAAG للتكوير تحت الماء).
نتائج جودة الكريات
تتضافر آليات التحكم في العمليات لتحقيق النتائج المرجوة. قد يكون عمل المقص الدوار أكثر تسامحًا عند دخول الملوثات أو ألياف الزجاج بشكل متقطع إلى منطقة القص، لكن الشفرات ليست سحرية؛ فدرجات الحرارة، وشد الخيوط، وظروف التجفيف لا تزال عوامل مهمة.
توزيع الحجم ونسبة الطول إلى القطر
تُسهم منطقة القص المستقرة في الحصول على شكل هندسي متناسق للرقائق. عند التحكم في خلوص الدوار مع الشفرة وتغذية الخيوط، يقوم الحلزون بتقطيع الحبيبات بزاوية تلامس شبه ثابتة، مما يدعم تباعدًا أضيق بين الطول والقطر. تُعزى الشركات المصنعة الأصلية تجانس الحبيبات إلى حركة تشبه المقص بالإضافة إلى ميزات المحاذاة/الضبط؛ وتتوافق الآلية مع هذا التفسير، حتى وإن كانت معظم الصفحات العامة تتجنب الوعود الرقمية.
تخفيض الغرامات والمخلفات
تنشأ الذيول عادةً من القطع غير المكتملة عندما تكون درجات الحرارة غير مناسبة أو الحواف غير حادة؛ ثم تتساقط هذه الذيول إلى جزيئات دقيقة أثناء التجفيف. تشرح مصادر تجارية أن السكاكين غير الحادة والانحراف الحراري يزيدان من حدة المشكلتين؛ يقلل القطع الدوار من القوة اللحظية التي يمكن أن تلطخ أو تكسر حافة الرقاقة، لذلك مع الأدوات الحادة ونطاقات درجات الحرارة الصحيحة، توقع انخفاضات اتجاهية. يربط دليل تكنولوجيا البلاستيك حالة السكين ودرجات حرارة المصهور/الماء واستقرار التغذية بعيوب الحبيبات، مما يؤكد أهمية الحفاظ على فجوة المقص وسلامة الحافة (الطريق إلى الكمال في صناعة الكريات - تكنولوجيا البلاستيك).
تشطيب السطح والانسيابية
تُسهم أسطح القص النظيفة في الحصول على حبيبات أكثر نعومةً تتدفق بسلاسة عبر المجففات والمصنفات ووحدات التغذية اللاحقة. في حالة التلوث، يكون احتمال حدوث كسور هشة عند سطح القطع أقل عند الاحتكاك بالدرفلة مقارنةً بالصدمة العمودية، شريطة أن تكون الحافة حادة وأن يتم التحكم في قوة التلامس. والنتيجة هي تقليل الاحتكاك في النقل الهوائي وزيادة ثبات الكثافة الظاهرية من دفعة إلى أخرى.
الإنتاجية، الطاقة، الاستقرار

يُسهم النهج الحلزوني في "تسهيل" عملية القطع. وتلاحظ العديد من المصانع أنه عندما تكون قوى الدفع أقل، يصبح من الأسهل إبقاء السكاكين في الموضع الأمثل دون الضغط الزائد على القالب أو سكين القاعدة.
نافذة إنتاجية مستقرة
يمكن أن يؤدي التعشيق التدريجي إلى توسيع نطاق التشغيل العملي قبل ظهور الاهتزاز أو ارتداد الخيوط أو خدش سطح القالب. تُعد ميزات تصميم الشركات المصنعة الأصلية التي تُبسط عمليات فحص المحاذاة وتحافظ على قوة التلامس ثابتة أساسية لهذا الموضوع المتعلق بالاستقرار؛ راجع صفحات فئات MAAG للحصول على أمثلة على تحديد المواقع اليدوي والزنبركي والإلكتروني الذي يدعم ظروف قطع متسقة (فئة MAAG لتكوير الخيوط).
اتجاهات الطاقة المحددة
تعتمد صورة استهلاك الطاقة على النظام. قد يُسهم التشغيل الأكثر سلاسة في تقليل تقلبات عزم الدوران، ولكن إجمالي استهلاك الطاقة بالكيلوواط/طن يعتمد على خصائص انسيابية البوليمر، وعدد الخيوط، وحمل المجفف، ودرجة حرارة الماء، وحالة الماكينة. لذا، تعامل مع استهلاك الطاقة كمؤشر أداء رئيسي يجب مراقبته أثناء التجارب، بدلاً من اعتباره تحسينًا مضمونًا مرتبطًا فقط بتصميم الشفرة.
سلوك الضوضاء والاهتزاز
غالبًا ما تُترجم قوى الدفع المنخفضة إلى ضوضاء أقل إزعاجًا واهتزازات أقل، مما يحمي المحامل ويساعد السكاكين على الحفاظ على فجوتها المحددة لفترة أطول. مرة أخرى، تُسهم الهندسة في ذلك، لكن دقة المحاذاة والاستقرار الحراري لا يقلان أهمية. تُشدد المنشورات التجارية على حدة القطع والتحكم في درجة الحرارة لتجنب العيوب والأضرار الثانوية أثناء التجفيف أو النقل؛ وتُشكل نفس هذه الأسس أساس استقرار الضوضاء والاهتزاز (انظر ملاحظات استكشاف الأخطاء وإصلاحها في مجلة تكنولوجيا البلاستيك المذكورة سابقًا).
خدمات المواد والكاشط
تُعدّ تيارات تفاعل البوليميراز المتسلسل (PCR) والتيارات عالية التلوث مواد كاشطة وغير متوقعة. لذا، يجب أن تُوازن فولاذات الشفرات والطلاءات بين الصلابة لمقاومة التآكل والمتانة لمقاومة التكسر عند دخول جسيم صلب إلى منطقة القص.
فولاذ الشفرات وطلاءاتها
تشمل الخيارات الشائعة D2/SKD11 وM2/HSS للحصول على مزيج من الصلابة والمتانة. في حالات التآكل الشديد، يمكن استخدام كربيد التنجستن أو الحواف ذات الرؤوس الكربيدية لإطالة عمر المنتج، ولكنها قد تتشقق عند تعرضها للصدمات. تعمل طبقات الترسيب الفيزيائي للبخار (PVD) مثل TiN أو TiCN على زيادة صلابة السطح وتقليل الاحتكاك؛ وعادةً ما يتفوق TiCN على TiN في مقاومة التآكل، ولكن على حساب زيادة التعقيد. تلخص الأدلة الفنية للموردين هذه المفاضلات بوضوح، على سبيل المثال، نظرة عامة من TGW International على خيارات المواد والطلاء لسكاكين آلات التكوير (دليل TGW لسكاكين آلة تحبيب الرقائق).
حشو عالي وألياف زجاجية
تُسرّع الألياف الزجاجية والحشوات المعدنية من تآكل الحواف، وقد تُؤدي إلى تآكل أسطح القوالب. في هذه الحالات، يُفضّل استخدام ركائز أكثر صلابة (مثل الفولاذ عالي السرعة/فولاذ الأدوات) مع طبقات طلاء صلبة منخفضة الاحتكاك عندما يكون خطر الصدمات مرتفعًا، ويُستثنى من ذلك استخدام الحلول الهشة فائقة الصلابة (مثل الكربيدات غير المدعومة) عند التحكم الدقيق في معدلات التغذية. يجب الحفاظ على فترات إعادة الشحذ بما يُحافظ على هندسة الحلزون وسلامة الحواف؛ فترك الحواف تُصبح باهتة يُضعف الآلية التي تدفع ثمنها.
تفاعل البوليميراز المتسلسل والملوثات
يؤدي تفاوت درجة نقاء المادة المنصهرة إلى ظهور جزيئات صلبة وهلامات متفرقة. يساعد استخدام حركة المقص الدوارة على تقليل قوة التلامس القصوى، ولكن يجب الحفاظ على توجيه الخيوط قصيرًا ومستقرًا، والتحقق من درجات حرارة الماء والمادة المنصهرة، والنظر في استخدام ترشيح أكثر دقة في المراحل السابقة. يجب فحص المواد باستمرار بحثًا عن التشققات الدقيقة؛ إذ يمكن للفحص المجهري بعد إعادة الطحن اكتشاف التلف المبكر قبل تفاقمه.
مواصفات التنفيذ وضمان الجودة

تعتمد مكاسب النتائج على الإعداد المنضبط والتوثيق والقبول. تعامل مع أسلوب الدرفلة الحلزونية كنظام متكامل: يجب أن تتوافق الهندسة والإعداد ودرجات الحرارة واستقرار التغذية وضمان الجودة.
قائمة التحقق للبدء السريع (تكوير الخيوط باستخدام تفاعل البوليميراز المتسلسل/الملوثات العالية)
- تأكد من هندسة الدوار بالنسبة لشفرة السرير عند درجة حرارة التشغيل (قم بالتسخين أولاً)، ثم أعد فحص التوازي.
- تأكد من أن توجيه الخيط قصير وثابت ومتمركز في منطقة القطع؛ تخلص من الارتداد قبل ضبط إعدادات السكين.
- ابدأ بآليات التلامس/الخلوص الموصى بها من قبل الشركة المصنعة الأصلية (الدوار اللامركزي، والحشوات، وحوامل الزنبرك/المؤازر) وابحث عن علامات الاحتكاك المبكرة.
- قم بتثبيت استقرار درجة حرارة الذوبان ومياه التبريد قبل تقييم المخلفات/الشوائب؛ تجنب الحكم على هندسة الشفرة أثناء الانجراف الحراري.
- قم بإنشاء آلية لإعادة الشحذ (تقريب الحواف، والرقائق الدقيقة تحت عدسة مكبرة/مجهر) واحتفظ بمجموعات احتياطية مشحوذة مسبقًا جاهزة.
- أثناء التجربة، قم بتغيير متغير واحد في كل مرة (التخليص/التلامس، درجة الحرارة، التعامل مع الخيوط) وسجل النتائج مقابل مؤشرات الأداء الرئيسية لمصنعك.
معايير الإعداد وإجراءات التشغيل القياسية لشفرات آلة التحبيب الحلزونية
لتقليل استخدام القوائم، اضبط الشروط وتحقق منها وحافظ عليها: حافظ على المحاذاة والمسافة ضيقة باستخدام آليات الشركة المصنعة الأصلية - مثل ضبط الدوار اللامركزي، أو سكاكين السرير المزودة بحشوات، أو حوامل المؤازرة/الزنبركية - ثم تأكد من التوازي بعد التسخين وانتبه لعلامات الاحتكاك. ثبّت درجة حرارة المادة المنصهرة وماء المعالجة ضمن النطاقات الموصى بها من قبل الشركة المصنعة الأصلية قبل تشغيل السكاكين؛ راقب ضغط القالب وعدد الخيوط لتجنب تجمد الثقوب أو انحراف الخيوط. تتبع حدة السكاكين باستخدام قواعد إعادة الشحذ التي تحمي هندسة الحلزون وتشطيب السطح، وجهّز قطع غيار مشحوذة مسبقًا لتقليل وقت التوقف. أخيرًا، تأكد من سهولة الوصول الآمن إلى حجرة القطع لإجراء الفحوصات الروتينية، مع مراعاة إجراءات الإغلاق/التعليق عند تغيير السكاكين. تعكس هذه الأساسيات إرشادات الصناعة التي تربط بين حدة السكاكين والتحكم في درجة الحرارة ومنع العيوب وضمان جودة متسقة للكريات.
التوريد والتوثيق لشفرات آلة التحبيب الحلزونية الدوارة
لأغراض الشراء، حدد الوثائق والمواصفات الهندسية مسبقًا حتى يتمكن قسم ضمان الجودة من التحقق من المواد الواردة. اطلب شهادات اختبار المواد EN 10204 3.1 القابلة للتتبع إلى أرقام الدفعات، بالإضافة إلى الصلابة (HRC)، والتسطيح/التوازي، والتفاوتات البعدية، ومواصفات الطلاء إن وجدت. توضح شروحات LRQA ما تتضمنه شهادة 3.1 عمليًا لوثائق المعادن (نظرة عامة من LRQA على معيار EN 10204 3.1/3.2حدد بوضوح أهداف الهندسة المتوافقة مع مُصنِّع المعدات الأصلية: قطر الدوّار/الشفرة، وواجهة التركيب، وعدد الشفرات، وزاوية الحلزون (إن وُجدت)، وملاءمة مسار الأسلاك. أدرج فحوصات القبول وطرق القياس في أمر الشراء.
مورد متخصص مثل ماكستور ميتال يمكننا توفير شفرات دوارة حلزونية متوافقة مع مواصفات الشركات المصنعة الأصلية، وفقًا للرسومات أو العينات، ونقدم، عند تحديد ذلك في أمر الشراء، الوثائق المطلوبة (مثل: EN 10204 3.1، وتقارير الصلابة/التسطيح/التفاوتات). تشمل البدائل شفرات الشركات المصنعة الأصلية المؤهلة أو شركات تصنيع الشفرات المخصصة الأخرى التي توافق على نفس نظام التوثيق والفحص.
تجربة أولية وقبول شفرات آلة التحبيب الحلزونية الدوارة
أجرِ تجربة قصيرة ومنظمة قبل التوسع. ثبّت شفرات الدرفلة الحلزونية وفقًا لإجراءات الشركة المصنعة الأصلية، وتحقق من المحاذاة والمسافة عند درجة الحرارة والسرعة المحددتين. ثبّت ظروف الذوبان والماء، وابدأ ضمن النطاق المتوسط للإنتاجية المقدرة. انتقل بين عدة مستويات إنتاجية؛ في كل خطوة، خذ عينات من الحبيبات وقيّم السطح، وانتشار نسبة الطول إلى القطر نوعيًا، ونسبة حدوث المخلفات، وإذا كان ذلك إجراءً روتينيًا في مصنعك، فقم بغربلتها لإزالة المواد الناعمة. سجّل سلوك الضوضاء والاهتزاز النوعي، وراقب اتجاهات كيلوواط ساعة/طن عند الإمكان. عرّف القبول بأنه قطع مستقر بدون مخلفات مرئية عند إعدادات المجفف العادية وانتشار ضيق واضح لنسبة الطول إلى القطر عبر نافذة التجربة، ثم وثّق أي تعديلات على الهندسة أو الإعداد قبل تكرار التشغيل.
الخاتمة

تُغيّر شفرات المُحَبِّبات الحلزونية الدوارة فيزياء القطع. فمن خلال ملامستها التدريجية للخيط أو سطح القالب، تُقلل من التحميل النقطي الذي يُسبب الاهتزاز، والتشقق الدقيق، وتشوّه الأطراف - وهو أمر بالغ الأهمية في عملية تحبيب الخيوط باستخدام مُعاد تدويرها المُعاد تدويرها (PCR) وغيرها من المواد الخام الملوثة. وعندما تكون الخلوص، وقوة التلامس، ودرجات الحرارة، ومعالجة الخيوط تحت السيطرة، يُمكن للمصانع أن تتوقع توزيعًا أكثر دقة لنسبة الطول إلى القطر (L/D)، وتقليلًا في الشوائب/الأطراف، وأسطحًا أكثر نعومة للكريات، وسلوكًا ميكانيكيًا أكثر استقرارًا. وتعتمد المكاسب الحقيقية على مدى دقة تطبيق النظام وصيانته.
توجد مخاطر ومفاضلات. تُكافئ آلية المقص الحلزونية المحاذاة الدقيقة والحواف الحادة؛ بينما يؤدي انحراف التفاوتات أو تأخير إعادة الشحذ إلى ضياع هذه المزايا. قد تتطلب ترقيات الدوارات أو حوامل الشفرات نفقات رأسمالية، كما أن اختيار المواد/الطلاءات يُؤدي إلى تنازلات بين المتانة والصلابة. يمكن التخفيف من هذه المخاطر من خلال التشغيل التجريبي على خط إنتاج واحد، وتثبيت إجراءات التشغيل القياسية للمحاذاة والاستقرار الحراري، واختيار أنواع الفولاذ/الطلاءات التي تتناسب مع شدة التلوث، والإصرار على توثيق ضمان الجودة القابل للتتبع مع فحوصات قبول واضحة.
المراجع ومصادر القراءة الإضافية
- مواصفات ومواصفات أدوات التحكم في المقص/الحلزون الأصلية: MAAG T200 strand peltelizer; فئة MAAG للتكوير تحت الماء
- ميزات ضبط جهاز تحبيب الخيوط: سلسلة BX من شركة Bay Plastics Machinery
- قوة حاملة الوقود تحت الماء / الاستقرار الحراري: كتيب نظام ECON EUP
- أساسيات العيوب ودرجات الحرارة والحدة: الطريق إلى الكمال في صناعة الكريات - تكنولوجيا البلاستيك
- الأساس المنطقي للمواد/الطلاءات: دليل TGW لسكاكين آلة تحبيب الرقائق
المؤلف والإفصاحات
مؤلف: تومي تانغ، مهندس مبيعات أول، شركة نانجينغ ميتال. خبرة 12 عامًا في اختيار شفرات آلات التكوير ودعم تطبيقاتها. الشهادات: CSE، CME، الحزام الأخضر في منهجية ستة سيجما، PMP.
إخلاء مسؤولية: تم ذكر شركة MAXTOR METAL كمثال على مورد شفرات مخصصة؛ هذا الدليل غير مدعوم.