丸ナイフ(丸刃)・スリッターナイフの技術基礎
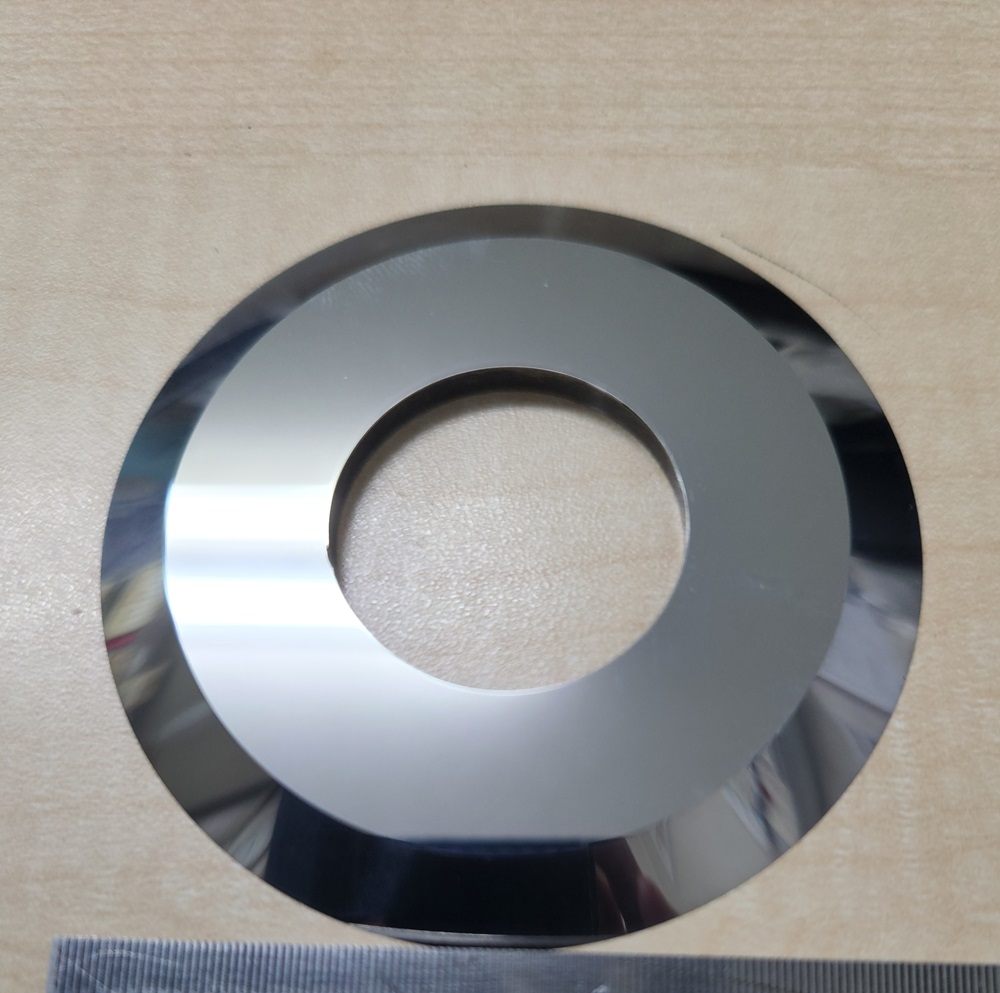
高精度丸ナイフ・スリッター刃(ロータリースリッティングナイフ、または円盤状スリッター刃とも呼ばれる)は、下刃(シェア切断/せん断スリッティング)、カミソリ刃( razor切断)、または高硬度アンビルロール(スジ入れ・押し切り切断)との組み合わせによる連続回転運動学(キネマティクス)を利用し、走行するウェブ(基材シート)の連続的な縦方向のスリッティング、スライシング、リワインド(巻き返し)、またはスコアリング(ハーフカット)を実行します。これらの高度な回転刃物は、高処理能力のスリッターリワインダー、段ボール用スリッタースコーラー、および自動リチウムイオン電池電極スリッティングライン向けに専用設計されています。
1.1 OEMシステム互換性
この技術規格は、Kampf、Atlas、Goebel、Pasaban、Valmet、Dienes、Tidland、ASHEといった主要な国際的なスリッター機械メーカーの性能パラメータを満たす、あるいはそれを上回るように設計されています。
1.2 コアエンジニアリングパラメータマトリックス
エンジニアリングパラメータ
リチウムイオン電極および箔の分類
高速フィルム、テープ、紙
高耐久性シリコン鋼板およびスリッティングライン
推奨資料
サブミクロンサイズの炭化タングステン(WC)
M2/M42 HSS、SK5、SK7、1065カーボン
DC53、LD、D2(1.2379)/SKD11
硬度マトリックス
HRA 89 – 93
HRC 62~64(HSS)/HRC 56~60
HRC 60~63(DC53/LD)
外径(OD)範囲
40mm~350mm
100mm~680mm
80mm~500mm
内径(穴径)公差
H7 / G6 精密スライドフィット
H7 標準フィット
H7 精密フィット
厚さ許容差
±0.001mm~±0.002mm
± 0.005mm
± 0.003mm
軸方向振れ(横方向の揺れ)
< 0.005mm
< 0.015mm
< 0.010mm
ラジアル振れ(真円度不良)
≤0.010mm
≤0.020mm
≤0.015mm
切削刃表面粗さ(Ra)
Ra < 0.4µm(鏡面研磨)
Ra < 0.8µm
Ra < 0.6µm
側面粗さ(Ra)
Ra < 0.8µm
Ra < 1.6µm
Ra < 1.2µm
寸法規格
ISO 2768-mK
ISO 2768-mK
ISO 2768-mK
製品エンジニアリング概要:回転せん断の運動学(キネマティクス)と摩擦学(トライボロジー)的摩耗
現代の高速縦方向スリット加工システムでは、円形ブレードの刃先は複雑な応力を受ける。 周期的なせん断応力場 高速と組み合わせ 三体摩耗 工具が連続的に回転するため、ブレードの円周に沿った個々の微小セグメントは、材料応力領域への出入りを急速に繰り返すため、転がり接触疲労に対して非常に脆弱になります。
2.1 せん断重なり領域の運動学
同期せん断スリットシステム(上部の雄刃が下部の雌刃と重なり合い交差するシステム)では、スリットエッジの品質は、重なり合う形状の構成によって決まります。
軸方向側面クリアランス: 金属箔、硬質ポリマー、シリコンシートの場合、上下の刃の間の水平方向の隙間は、0.002mm~0.01mmの範囲に厳密に維持する必要があります。この隙間を超えると、基板は真のせん断ではなく、局所的な曲げと引張伸長を起こし、致命的なバリが発生します。逆に、隙間が不十分だと、マイクロラビングが発生し、局所的な圧縮応力が指数関数的に増加し、マイクロチッピングが加速します。紙やティッシュなどの軟質材料の場合は、一定の空気圧または機械的な軸方向予圧を利用したバネ式装置を採用し、自己調整型の「ゼロクリアランス」面を実現します。Overlap Depth
2.2 疲労による微小破壊と粉塵発生の速度論
円形スリッターが高速(例えば400~1200m/分)で稼働する場合、刃先の粗さ(Ra)や構造の均一性におけるわずかなずれでも応力集中点として作用します。刃が摩耗するにつれて、基材の破壊モードはきれいなせん断破壊から圧縮破壊へと変化します。この変化により、脆いコーティング(電池の正極スラリーなど)や繊維に微細な亀裂が生じ、大量の微細な破片や粉塵が空気中に放出されます。これらの粉塵は刃の表面に付着し、摩擦係数(μ)を変化させ、破壊的な熱ループを引き起こす可能性があります。
産業分野への応用:セクター別(業界別)詳細分析
3.1 リチウムイオン電池電極のスリット加工
基質: 銅箔、アルミ箔、および高研磨性のリン酸鉄リチウム(LFP)またはニッケル・マンガン・コバルト(NMC)系化学物質で二重コーティングされた基板。機械: 高精度自動電池電極スリット加工ライン。エンジニアリング要件: 研磨スラリーには、鉄系マトリックスを激しく侵食する硬質のセラミック状粒子が含まれています。この用途では、 サブミクロン粒タングステンカーバイド(WC) HRA値は89~93です。軸方向のトラッキングドリフトを防ぐため、厚さ公差は±0.001mm以内に抑える必要があります。これにより、集電体上のコーティング剥離や端部剥離を防ぐことができます。
3.2 高速ポリマーフィルム変換
基質: 高張力BOPP、PET、およびPI(ポリイミド)フィルム。機械: カンプ社、ゲーベル社、アトラス社の高速スリッター巻き取り機。エンジニアリング要件: 600 m/分を超える速度で移動する薄いポリマーウェブは、静電気の蓄積と摩擦抵抗を受けやすい。 SK5、SK7、または高炭素1065ばね鋼 仕様が定められています。切断面は、ポリマー鎖を引っ張る微細な溝をなくし、引張による裂けや静電気による粉塵の付着を防ぐため、Ra < 0.4µmの鏡面仕上げでなければなりません。
3.3 シリコン鋼板および変圧器コアのスリット加工
基質: 高シリコン含有量の方向性電磁鋼板および無方向性電磁鋼板。機械: 高耐久性回転式ギャングスリッターライン。エンジニアリング要件: ケイ素鋼は極めて高い弾性変形抵抗性を示すため、せん断時に強い反作用的な垂直力が発生する。従来のD2/SKD11ブレードは、こうした周期的な衝撃によって局所的な欠けが生じることが多い。 DC53またはLDスチール (HRC 60~63)は必須であり、均一な炭化物分布を利用して高衝撃の機械的応力を吸収します。
3.4 先進複合材プリプレグ変換
基質: 炭素繊維プリプレグ、ガラス繊維織物、および樹脂含浸多層繊維。機械: 連続送り式回転カッターモジュール。エンジニアリング要件: 構造用繊維は極めて高い研磨性を持ち、標準的な鋼鉄の刃先を数時間以内に鈍らせてしまう。 M2またはM42高速度鋼(HSS) (HRC 62~64)の硬度に、物理蒸着(PVD)法によるTiAlNコーティングを施すことを推奨します。このコーティングは熱遮断材として機能し、連続的な乾式摩擦に対する下地の刃先の硬度を維持します。
3.5 無菌食品・医薬品包装への転換
基質: 多層構造のアルミ・プラスチック積層材および滅菌医療用パウチフィルム。機械: クリーンルーム対応のスリット加工ライン。エンジニアリング要件: ウェブの剥離を防ぎ、厳格な衛生基準を満たすためには、ブレードは湿気や消毒剤にさらされても酸化に耐えなければなりません。高クロム マルテンサイト系ステンレス鋼(420または440C) 硬度HRC48~56に選定・最適化されており、耐食性と刃先の鋭さの安定したバランスを実現している。
3.6 高速段ボールスリット・スコアリング
基質: 厚手の多層段ボールおよびライナーボード。機械: 高速波形スリッター・スコアラー。エンジニアリング要件: この媒体は高速で流れ、研磨性のある再生繊維とシリカ粒子を含んでいます。そのため、工具には優れた耐衝撃性と耐摩耗性が求められます。 M2高速度鋼 広く利用されており、ブレードは軸方向の振れが0.015mm未満になるように構成する必要があり、これにより、フルートの破損や紙くずの過剰発生の原因となる左右の揺れを解消できます。
4. 常発する損傷・不具合と技術的解決策
4.1 問題点:スリット加工時の粉塵発生が深刻
根本的な原因: 研磨面の微細な傷や、軸方向のクリアランスの調整不良により、刃が基材をせん断するのではなく、押しつぶしてしまう。この機械的な押しつぶしによって繊維やコーティングが破断し、大量の破片が発生する。工学的解決策(トレードオフモデル): 指定する 超微細ミラーポリッシュ 刃の面取りと表面を鏡面研磨することで、表面粗さを Ra < 0.1µm に低減します。鏡面研磨は生産サイクル時間と製造コストを約 20% 増加させますが、初期研削時の微細な亀裂や材料の引きずりを最小限に抑え、スリット加工時の粉塵を最大 80% 削減します。
4.2 問題:断続的なエッジの欠け(マイクロチッピング)
根本的な原因: 高硬度基材(例えば、ケイ素鋼、高密度コーティング)は、ブレードの合金マトリックスの破壊靭性を超える垂直荷重を発生させます。この問題は、D2/SKD11などの標準的な冷間加工鋼に、大きな偏析した一次炭化物が存在することでさらに深刻化します。エンジニアリングソリューション: D2/SKD11を置き換えて DC53またはLD工具鋼 HRC 60~63に焼き戻しされたDC53は、SKD11の2倍の衝撃靭性を持つ、微細で均一なマトリックスを生成する精製プロセスを経ており、繰り返し荷重下での微小な欠けを防ぎます。
4.3 問題:S字曲線形状または「蛇行カット」
4.4 問題点:接着剤の蓄積と「凝着」(材料の付着)
根本的な原因: 感圧接着剤、保護フィルム、または軟質アルミ箔をスリット加工する際、摩擦熱によって接着剤ポリマーが溶融したり、延性のある金属が刃面の微細な凹凸に冷間溶着したりする。エンジニアリングソリューション: 対象を絞った表面改質コーティングを施します。粘着テープの場合は、 疎水性フッ素ポリマー(PTFE/テフロン)コーティング 非鉄アルミニウム/銅のスリット加工には、 ダイヤモンドライクカーボン(DLC)コーティング DLCの極めて高い硬度と極めて低い摩擦係数により、原子レベルでの物質移動が抑制されます。なお、コーティングされた刃は、通常の研ぎ直し加工では研ぐことができません。刃先のみの特殊な研削加工、または再コーティングが必要です。
材料エンジニアリングガイド:冶金学的プロファイル(金属組織特性)
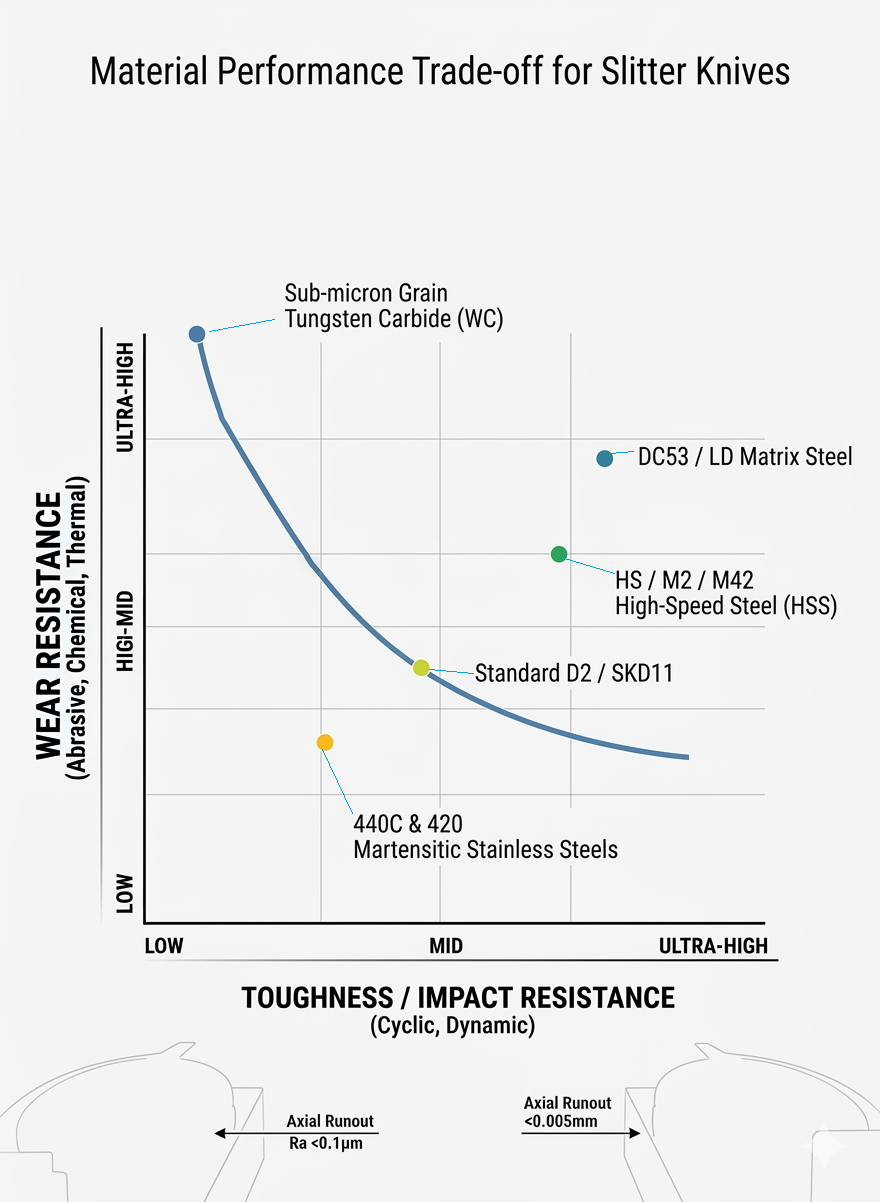
円形切削における回転運動学は、転がり接触疲労、圧縮、および摩耗に対するバランスの取れた耐性を提供する工具材料を必要とする。
サブミクロン粒タングステンカーバイド(WC)
冶金マトリックス: 超微細なサブミクロンサイズの炭化タングステン硬質相が、高靭性のコバルト(Co)マトリックス内に結合されており、平均粒径は0.6μm以下である。機械的特性: 非常に高い硬度(HRA 89~93)と優れた耐摩耗性を備えています。しかし、曲げ強度が低く脆性が高いため、金属同士の衝突や異物の衝撃を受けると、壊滅的な破損を引き起こします。
DC53 / LDマトリックス鋼
冶金マトリックス: 従来のD2/SKD11鋼に特徴的な、粗大で偏析した一次クロム炭化物を除去するように設計された冷間加工用工具鋼。機械的特性: 熱処理後の硬度はHRC 60~63に達します。均一な微細構造により、SKD11の2倍の衝撃靭性を実現し、高張力金属や厚いポリマーをせん断する際の刃先の欠けを効果的に防止します。
M2 / M42 高速度鋼(HSS)
冶金マトリックス: タングステン(W)、モリブデン(Mo)、クロム(Cr)、バナジウム(V)を多量に合金化して、熱的に安定なMの高密度分布を形成する。6 CおよびMC二次炭化物。機械的特性: 高い「赤色硬度」(500℃まで構造的完全性を維持)と優れた耐衝撃性を備えています。そのため、高周波摩擦が発生する高速段ボール製造ラインや複合材加工ラインに適しています。
440Cおよび420マルテンサイト系ステンレス鋼
冶金マトリックス: 12%~18%クロムを含み、熱処理により不動態酸化クロム皮膜を形成し、焼戻しマルテンサイト組織中に埋め込まれている。機械的特性: HRC 48~56の制御された硬度を実現します。湿度の高い環境や無菌状態の食品・医薬品加工施設において、酸化、孔食、化学物質への曝露から確実に保護します。
熱処理と硬度:熱処理変態のロジック
円形ブレードの寸法安定性と刃持ちは、その内部の結晶構造に大きく依存する。熱処理の誤差は、高速回転時に軸方向の反りや歪みを引き起こす。
6.1 多段階真空ガス焼入れおよび焼き戻し
脱炭と表面酸化を防ぐため、すべての鋼製スリッターブランクは、10℃で稼働する高真空炉内で熱処理されます。-3 ブレードは、熱勾配をなくし、薄型ディスク形状での反りを防止するために、多段階の予熱サイクルを経て加熱されます。合金グレードに応じて1020℃~1100℃でオーステナイト化され、高圧・高純度窒素ガス(6~10バール)で急冷されます。その後、残留内部応力を最小限に抑えるために、3つの異なる焼き戻しサイクルが行われます。
6.2 超精密公差を実現するための極低温変換
サブミクロン厚公差(±0.001mm)を必要とする高仕様アプリケーション向けに、包括的な 極低温処理(-196℃の液体窒素に浸漬) 実行される:
極低温処理は、不安定な残留オーステナイトをほぼ完全に硬化マルテンサイトに変換すると同時に、マトリックス全体に超微細な二次η炭化物を析出させる。これにより、2つの重要な工学的利点が得られる。
熱歪みの除去: 高速摩擦によって刃が温まった際に生じる微細な寸法変化や軸方向の湾曲を防ぎ、正確な切断線を確保します。長寿命化: 現場での性能データによると、極低温処理されたスリッターブレードは、従来の方法で処理されたものと比較して、30%以上の耐摩耗性の向上を示すことがわかっています。
7. 刃物形状および刃先エンジニアリング
円形スリッターの幾何公差は、回転安定性に直接影響します。わずかな左右のずれでも、切断経路の波打ちや工具の早期破損につながる可能性があります。
7.1 幾何公差チェーン
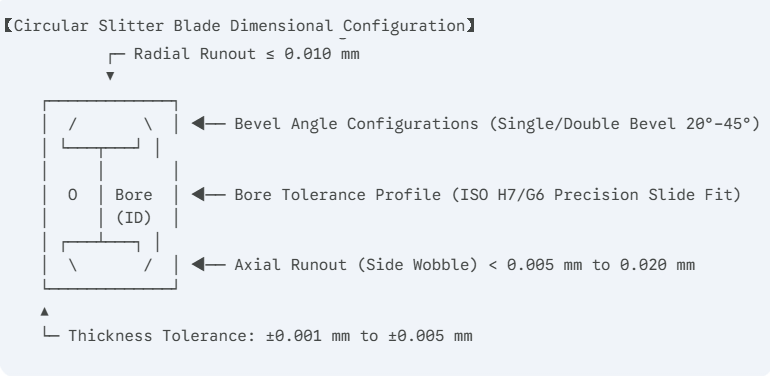
穴と軸の同心度: スリッターシャフトとの正確な摺動嵌合を実現するには、中央の穴をISO H7またはG6の公差クラスで仕上げる必要があります。0.01mm程度の穴のクリアランス誤差でも偏心回転軸が生じ、ラジアル振れが拡大し、材料の接触が不均一になります。軸方向振れ制御: 高精度加工用途では横方向のブレを0.005mm未満に、一般的な加工用途では0.020mm未満に制限する必要があります。これらの制限を超えると、回転中に雄刃と雌刃の重なり合う面が互いに衝突し、微小な衝撃が発生して、欠け、面の摩耗の加速、およびギザギザのエッジの原因となります。
For a detailed treatment of ISO 286 fit selection, assembled TIR verification, and the assembly practices that keep runout repeatable at speed, see Central Bore Tolerance and Runout: Optimizing ISO 286 Fits for High-Speed Slitter Knives
7.2 ベベルプロファイリングとカットダイナミクス
刃は、シングルベベル、ダブルベベル、またはコンパウンドベベルの形状に研磨することができ、角度は20°から45°までの範囲で設定可能です。
鋭角ベベルアングル(20) ° – 25 °): 比切削力(k)を最小化するc )と摩擦抵抗。この構成は、繊細な不織布や極薄包装フィルムに適していますが、構造的なエッジ強度は低くなります。鈍角面取り角度(35) ° – 45 °): 優れた機械的強度を備えた、堅牢なウェッジ形状を提供します。これは、シリコン鋼板や研磨鉱物充填シートなどの高強度基材を加工するための標準的な構成です。
8. 製造プロセスと品質検査体制
インゴットの冶金と固化: 高純度工具鋼のブランク材は、電気スラグ再溶解(ESR)法によって加工されます。炭化タングステンの場合、ブランク材は、空隙のない均質な構造を確保するために、熱間等方圧プレス(HIP)真空焼結法を用いて製造されます。CNCコア加工: H7/G6規格を満たすように、中央穴、駆動ノッチ、および位置決め面を精密に旋削加工する。真空熱処理および極低温処理: 硬化処理後、残留応力を除去するために-196℃で極低温処理を行う。ダブルディスク平行研削: 一定温度のクーラント潤滑下での多段研削により、厚さ公差±0.001mmまで平坦で平行な側面を実現します。回転式エッジベベル研削: 専用の高剛性研削センターにガラス質ダイヤモンド砥石を装備し、切削刃の表面粗さをRa < 0.4µmに仕上げる。品質管理プロトコル:
レーザー干渉計による軸方向振れ検証: 高精度ブレードはすべて、その全周にわたって評価されます。横方向のブレはマッピングされ、記録されることで、0.005mm未満の内部許容値への適合が確認されます。表面形状測定: ベベル面の表面粗さ(Ra)をスタイラスで直接測定する。マルチポイントロックウェル硬度マッピング: 刃面全体の硬度ばらつきが0.5 HRCを超えないことを確認します。
ケーススタディ:現場における実証済みパフォーマンス
事例研究A:リチウムイオン電池のアノードスリット加工(グラファイト被覆銅箔)
クライアントプロフィール: 電気自動車用バッテリーセルの大手メーカー。初期問題: 顧客は、厚さ公差±0.005mm、刃先粗さRa 0.8µmの市販グレードの超硬回転刃を使用していた。研磨性のグラファイト粒子が刃面に材料を付着させ、直線スリット速度が200m/分に制限された。15時間の運転後、微小な欠けが発生し、銅箔に沿ってコーティングの剥離と微小なバリが生じた。工学的介入: インストール済み サブミクロンサイズのタングステンカーバイドブレード Ra < 0.1µmの鏡面研磨仕上げと、±0.001mmに厳密に抑えられた厚み公差を特徴としています。定量化可能な成果: 面への付着が解消されたことで、生産速度を毎分200メートルから毎分550メートルに向上させることができました(処理能力が175%増加)。個々のブレードの寿命は研削間隔が15時間から120時間に延び、微細粉塵の排出量は88%減少しました。
事例研究B:高周波電気式シリコン鋼板ギャングスリッティングライン
クライアントプロフィール: 変圧器コア積層板を専門とする鉄鋼サービスセンター。初期問題: このラインでは、厚さ0.35mmの方向性電磁鋼板をスリットするために、標準的なD2(SKD11)円形ブレード(硬度HRC 58~60)を使用していた。材料の高い変形抵抗により、32時間の稼働時間内にブレードのエッジに微細な亀裂が生じた。この摩耗により、0.08mmを超えるエッジバリが発生し、最終的な変圧器スタックの電磁性能が低下した。工学的介入: 移行しました DC53マトリックス鋼製円形ブレード 真空焼入れと深冷安定化処理を施すことで、HRC 61~62の均一な硬度を実現した。定量化可能な成果: The high fracture toughness of DC53 eliminated micro-chipping. The required resharpening interval was extended from 32 hours to 145 hours of continuous operation. Slit edge burrs were maintained below ≤0.015mm, reducing sheet rejection rates by 92%.
FAQ:エンジニアリング&調達リファレンス
スペーサーカラー(間隔環)を使用した多条引きスリッター(ギャングスリッティング)の刃物組みにおいて、厚み公差が極めて重要視されるのはなぜですか?
多刃構成のギャングスリッターアセンブリでは、各刃物の個々の厚み公差がシャフト全体にわたって累積されます。刃物1枚あたりわずか ±0.01 mm の微小な公差バラつきであっても、10枚組みのセッティングでは総計 0.1 mm 以上の軸方向のズレ(累積アキシアル変位)となって現れます。このズレにより、上刃と下刃の間で精密に調整された水平方向のサイドクリアランス(刃口隙間)が狂い、深刻なバリの発生や刃物同士 vacuum 的な接触・チッピング(衝突)を引き起こします。単体公差を ±0.001 mm 以内に厳格化することで、この累積誤差を最小限に抑えることができます。
Q:DC53の冶金学的炭化物構造は、従来のD2/SKD11と何が違うのですか?
A: Traditional D2 tool steel contains large, segregated primary chromium carbides (often ≥20μm in diameter) that form brittle networks during solidification. These large carbides can crack under the high normal forces generated when slitting silicon steel. DC53 undergoes a refined chemical modification and processing routine that replaces these large clusters with fine, uniformly dispersed secondary carbides, doubling the material’s impact toughness.
質問:当社のスリット加工ラインでは、BOPPフィルムを800m/分の速度で加工する際に、ウェブの織り目やギザギザしたエッジが発生します。まず最初に何を検証すべきでしょうか?
A: まずチェックすることから始めます 軸方向振れ(横方向の揺れ) 高精度ダイヤルゲージまたはレーザーゲージを使用して、上部ブレードの振れを測定します。振れが0.020mmを超えると、ブレードがウェブパス上で水平方向に揺れ、エッジプロファイルが波打つ原因となります。次に、エッジの粗さがRa 0.4µm未満であることを確認します。エッジが粗いと、高速で移動するポリマー鎖が引っかかり、局所的な裂け目が発生する可能性があります。
Q:タングステンカーバイド製のスリッターナイフは、再研ぎが可能ですか?主な制約事項は何ですか?
A:はい、超硬合金製の円形ナイフは再研磨できますが、樹脂結合ダイヤモンド砥石と連続大容量冷却システムを備えた高剛性研削盤が必要です。乾式研削や不安定な研削を行うと、局所的に強い温度勾配が生じ、脆い超硬合金マトリックスに沿って微細な亀裂が発生し、生産ラインでの刃先の早期破損につながります。
Q:鏡面研磨仕上げ(Ra < 0.1µm)は、スリット加工時の粉塵発生をどのように防ぐのですか?
A:鏡面研磨により、標準的な工具刃先に見られる微細な研削痕や溝が除去されます。この滑らかな表面は、刃面と通過するウェブ基材との間の摩擦係数(μ)を低減します。微細な凹凸による材料の傷や引っ張りがなくなるため、機械的な分離はクリーンなせん断となり、粉塵の発生を抑えます。
Q:バネ仕掛けの「マイクロプリロード」システムとは何ですか?また、どのような場合に導入すべきですか?
A:ティッシュペーパー、タバコ用紙、薄い包装フィルムなどの薄くて柔軟な素材の場合、剛性スペーサーを使用して一定の物理的な側面クリアランスを設定するのは難しい場合があります。マイクロプリロードシステムは、空気圧または校正済みのスプリング機構を使用して一定の横方向の力を加え、ブレード間で薄い基材が折り畳まれるのを防ぐゼロクリアランスのせん断面を維持します。
Q:すべての円形スリッターブレードにおいて、動的バランス調整は必要ですか?
A:スリットラインの速度が1000m/分を超えると、動的バランス調整が不可欠になります。このような速度では、ブレードの外周に沿ったわずかな質量の非対称性でも、大きな高周波遠心振動が発生します。この振動はせん断面の安定性を低下させ、刃先の摩耗を加速させ、スリット品質のばらつきを引き起こします。
Q:スリット加工用途において、DLCコーティングではなくテフロンコーティングを選択すべきなのはどのような場合ですか?
A: Select a Fluoropolymer (Teflon) Coating when slitting pressure-sensitive adhesives, transfer tapes, or medical dressings, as it provides excellent resistance to adhesive bonding. However, Teflon has low mechanical hardness. For slitting non-ferrous metals like aluminum or copper foil, choose a Diamond-Like Carbon (DLC) Coating; its high hardness resists abrasive wear while preventing metal transfer and cold welding.
Q:大量製紙加工において、タングステンカーバイドよりもM2/M42高速度鋼が好まれるのはなぜですか?
A:高速製紙加工ラインでは、ウェブ張力の変動、継ぎ目、異物混入などが頻繁に発生します。タングステンカーバイドは優れた耐摩耗性を有していますが、破壊靭性が低いため、急激な張力衝撃で破損しやすいという欠点があります。M2/M42 HSSは、高い赤熱硬度と優れた衝撃靭性を兼ね備えているため、構造的な破損を起こすことなく機械的衝撃に耐えることができます。
Q:残留オーステナイトの濃度が高いと、精密スリッターの現場性能はどのように低下しますか?
A:残留オーステナイトは、室温では不安定な高エネルギー結晶相です。スリット加工中に発生する周期的な機械的応力と摩擦熱の影響下で、マルテンサイトに変態することがあります。この変態に伴い、局所的な体積膨張が生じ、刃の平面形状が変化し、軸方向の振れが増加して切削精度が低下する可能性があります。
Q:なぜ440Cステンレス鋼製の刃は、高密度の複合材料を切断する際に、急速に切れ味が鈍くなるのでしょうか?
A:440Cは、主に耐食性を目的として設計されたマルテンサイト系ステンレス鋼です。ステンレス鋼としての特性を維持するため、クロムの大部分は固溶体マトリックス内に留まり、遊離炭素や合金元素が少なくなり、硬質のバナジウム炭化物やモリブデン炭化物の形成を抑制します。そのため、耐摩耗性はDC53やM2 HSSといった専用工具鋼に比べて低くなります。
Q: スリッターシャフトアセンブリにおいて、穴の真円度公差がずれている場合、どのような影響がありますか?
A:穴の公差がH7/G6規格を超えると、ブレードがスリッターシャフト上で緩くなり、回転軸が偏心します。この偏心によりラジアル振れが急激に増加し、ブレードが回転中に材料に接触する深さが変化するため、周期的な摩耗と切断深さのばらつきが生じます。
Q:ガラス繊維プリプレグが工具の刃先に対して非常に摩耗性が高いのは、どのような特性によるものですか?
A:ガラス繊維は、高い物理的硬度を持つ非晶質シリカフィラメントで構成されています。スリット加工中、これらのフィラメントは切削刃に対して微細な研磨剤として作用します。刃材に十分な二次炭化物量または硬度がない場合、通過する繊維がマトリックスを急速に侵食し、刃先の形状を丸めてしまいます。
Q:ダウンタイム研磨スケジュールにおける推奨メンテナンス間隔はどのくらいですか?
A: 刃のマイクロエッジ半径 (r) が一定値を超えたら、刃の再研磨を予定する必要があります。β )が0.1mm~0.2mmに鈍くなった場合、または製品のバリの高さが品質限界を超えた場合。マクロチッピングや深刻な鈍化が発生するまで待つと、再研磨時にかなりの材料を除去する必要があり、研磨サイクルの総数が減り、工具の寿命が最大60%短縮されます。
Q: What is the primary difference between a single bevel and a compound bevel
A:シングルベベルは、切削刃まで続く連続した傾斜面が特徴で、切削抵抗の低いシャープな形状を実現します。コンパウンドベベルは、刃先の先端に二次的なマイクロベベルを設けます。このマイクロベベルは、高い垂直荷重やチッピングに対する切削刃の強度を高め、切削抵抗の増加を最小限に抑えつつ、要求の厳しい用途における工具寿命を延ばします。
" お問い合わせをお待ちしております!
ご希望の剪断刃が見つからない場合は、カスタマイズも可能です。「カスタムブレード
円形ナイフディスプレイ:
METALを選ぶ理由
ワンストップのストレスフリーな輸入サービス
シームレスな輸入の利便性をお楽しみください。輸送から通関まで、私たちが全プロセスを処理します。お客様はVATを支払い、商品が会社に到着するのを待つだけです。
競争力のある価格設定
当社のブレードは数え切れないほどの用途でその性能を発揮しており、お客様からどのようなプロジェクトをご依頼いただいても対応可能です。精度、耐久性、そして比類のない競争力のある価格をご提供します。
ODM & OEM 対応
図面、スケッチ、サンプルをご提供いただければ、当社で設計・製造いたします。既存の設計や仕様の変更を支援し、あらゆる産業用工具の用途を改善する能力も備えています。具体的なご要望については、当社の専門営業チームまでお問い合わせください。
厳格な品質管理
品質管理のために一連のテストと検査が実施され、これには初回品検査、入荷材料検査と材料証明書確認、工程内品質検査、最終品質検査が含まれます。
柔軟な調達、無制限の協力
お客様が輸入業者、販売業者、卸売業者、最終ユーザーのいずれであっても、最小限のMOQ、お問い合わせの手間なし、より自由な購入で、お客様の参加を歓迎します。
海外モニター、生産進捗リアルタイムレポート
お客様専属のモニターとして、生産ラインのあらゆる重要な進捗を定期的にご報告いたします。どんなに遠く離れていても、製品の進捗状況を可能な限り正確に把握いただけます。
VIDEO