
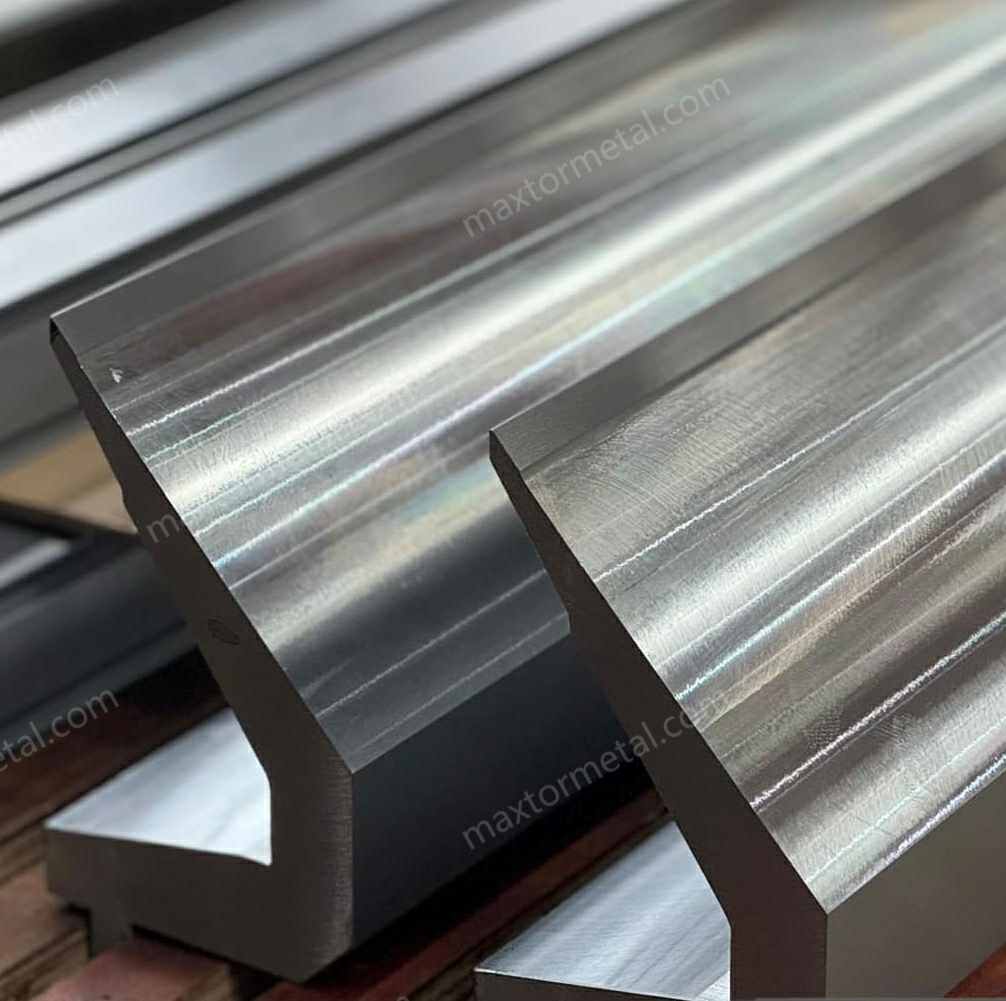
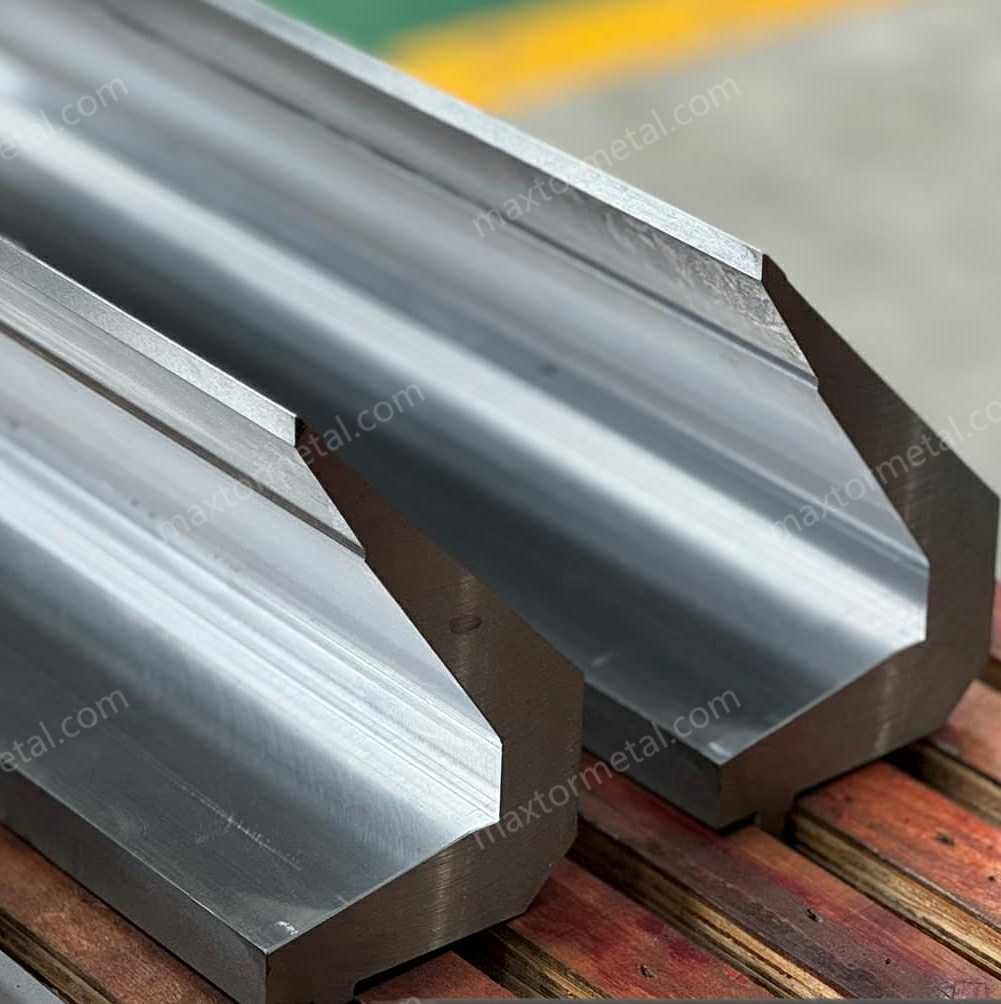
ベストを選ぶ ステンレス鋼用プレスブレーキ金型 作業効率が向上します。より正確な曲げ加工が可能になり、工具の寿命が長くなります。製作にかかる費用も削減できます。ステンレス鋼は特殊な曲げ方をするため、正確な工具が必要です。他の金属とは異なります。特殊工具は時間と費用を節約するのに役立ちます。
- ハットチャンネルツールを使えば、パーツをより速く作ることができます。通常のツールに比べてストローク量は半分です。
- 30,000個の部品を製造する場合、特殊工具を使用することで$10,000のコスト削減になります。これは通常の工具を使用するよりも優れています。
重要なポイント
- ステンレス鋼に適したプレスブレーキ工具を選ぶことで、曲げ精度が向上し、コスト削減につながります。ハットチャンネル工具などの特殊工具は、作業をスピードアップし、コスト削減につながります。スプリングバックについて知っておくことは重要です。必要な角度にするために、金属をさらに曲げる必要がある場合もあります。適切な工具を使用することで、ひび割れを防ぎ、曲げ精度を向上させることができます。工具を適切に管理し、保管することで、工具の寿命が長くなり、作業性が向上します。工具を選ぶ前に、ステンレス鋼の厚さとグレードを必ず確認してください。工具に適した材質を選ぶことで、損傷を防ぎ、曲げ精度を向上させることができます。サンプルピースでセットアップを試してみることで、エラーを回避し、適切な結果を得ることができます。
ステンレス鋼用プレスブレーキ金型

ステンレス鋼の曲げ加工は難しい作業です。ステンレス鋼用のプレスブレーキ金型を選ぶ前に、問題点を把握しておく必要があります。ステンレス鋼は強度と硬度に優れ、簡単には曲がりません。こうした特性から、多くの用途で人気があります。しかし、曲げ加工には注意が必要です。
ステンレス鋼の曲げ加工の課題
ステンレス鋼を曲げるときに、いくつかの問題が発生する可能性があります。
- 曲げるにはより大きな力が必要です。そのため、工具の摩耗が早まります。
- 金属は曲げるほど硬くなります。そのため、次の曲げはさらに難しくなります。
- スプリングバックは大きな問題です。ステンレス鋼は元の形状に戻ろうとするため、希望の角度に調整するのが難しくなります。
- 曲げすぎたり、間違った工具を使用したりすると、ひび割れが生じる可能性があります。
- ステンレス鋼は粗いため、傷や工具の損傷がよく発生します。
スプリングバック
ステンレス鋼を曲げる際、スプリングバックは大きな問題となります。プレスを止めると、金属は元の状態に戻ろうとします。ステンレス鋼は他の金属よりもこの傾向が強く、例えば2~3度のスプリングバックが見られる場合があります。一方、軟質アルミニウムは1.5~2度しか戻りません。この問題を解決するには、プレスブレーキの金型をステンレス鋼用に変更する必要があります。適切な角度にするには、金属をさらに曲げたり、特殊な金型を使用したりする必要があるかもしれません。
加工硬化
ステンレス鋼を曲げると加工硬化が起こります。金属は曲げるたびに強度と硬度が増し、次の曲げが難しくなります。ステンレス鋼に適したプレスブレーキ工具を使用しないと、工具が破損したり、部品が破損したりする可能性があります。曲げは慎重に行う必要があります。曲げすぎると、ひび割れが発生したり、結果が悪くなる可能性があります。
ツールの選択が重要な理由
ステンレス鋼に適したプレスブレーキ工具を選択することは非常に重要です。
- ステンレスでは、きつい角度を出すのが難しいです。金属は強度があり、弾力性があるので、角度がずれてしまうことがあります。
- 適切な工具を使うことで、曲げ加工をコントロールしやすくなります。ステンレス鋼の場合、内側の曲げ半径は金属の厚さの1.5倍以上にしてください。これにより、ひび割れを防ぎ、より高品質な部品を作ることができます。
- 適切なツールを使用することで、曲げ精度が向上し、ミスも減ります。工程をコントロールし、ひび割れや不良形状を回避できます。
- ステンレス鋼に適したプレスブレーキ工具は、複雑な形状や近接した曲げ加工に最適です。設計に合わない部品や適合しない部品が発生することはありません。
ヒント:工具に損傷がないか常に確認してください。工具がステンレス鋼の厚さと種類に合っていることを確認してください。この簡単な手順で、ステンレス鋼を曲げる際に多くの問題を防ぐことができます。
これらの問題を理解し、ステンレス鋼に適したプレスブレーキ工具を選択すれば、より良い作業が可能になります。無駄が減り、工具の寿命も長くなります。
プレスブレーキツールの種類

ステンレス鋼を扱う際には、プレスブレーキ工具の種類を知っておく必要があります。それぞれの工具には特別な役割があり、適切な工具を選ぶことで最良の結果が得られます。工具には様々な形状やサイズがあり、単純な曲げに適したものもあれば、複雑な部品の製造に適したものもあります。
カスタムシェイプやブレードが必要な場合は、 カスタムブレード プロジェクトのニーズに合わせて。
パンチ
プレスブレーキパンチは、金属を上から成形する機械です。プレスブレーキにパンチを取り付けます。パンチが金属を下の金型に押し込みます。作業に合わせて、様々なタイプのパンチからお選びいただけます。
標準
標準的なプレスブレーキパンチは、ほとんどの作業に適しています。中程度の厚さのステンレス鋼板の一般的な曲げ加工に使用します。これらのパンチはセットアップが簡単で、他の種類のパンチよりも安価です。単純な曲げであれば良好な結果が得られます。深い形状や複雑な形状を加工する必要がある場合は、別のパンチが必要になる場合があります。
グースネック
グースネックプレスブレーキパンチは、戻りフランジや深い曲げのある部品の加工に役立ちます。特殊な形状により、クリアランスが確保され、パンチに接触することなく金属を曲げることができます。このタイプは、箱型や狭い角を持つ部品の加工に最適です。グースネックパンチは、標準的なパンチでは対応できない複雑な形状の成形を可能にします。
ヘミング
ヘミングプレスブレーキパンチは、ステンレス鋼の端面を折り曲げるのに役立ちます。安全で滑らかな端面を作るために使用します。ヘミングパンチは、家電製品のパネルなど、人が触れる部品に不可欠です。毎回、きれいで平らなヘムが得られます。これらのパンチは一般的な曲げ加工には使用しないでください。ヘム加工が必要な場合のみ使用してください。
ダイス
プレスブレーキの金型は金属の下に設置されます。金型はパンチと連動して金属を成形します。ステンレス鋼用の金型は様々な種類からお選びいただけます。
Vダイス
Vダイは最も一般的なプレスブレーキ工具です。幅広い厚さのステンレス鋼に使用できます。Vダイには様々なサイズがあり、様々な厚さや角度の曲げが可能です。これらのダイはほとんどの作業に適しています。非常に急な曲げや特殊な形状が必要な場合は、別のダイが必要になる場合があります。
鋭角
鋭角ダイスは、鋭い曲げ加工に役立ちます。エアベンディング加工に使用します。これらのダイスを使用すると、金属を狭い角度に曲げることができます。また、異なる半径に曲げることもできます。鋭角ダイスを使用するには、より大きな力が必要です。薄いステンレス鋼は、圧力が高すぎると割れる場合があります。
底打ち
ボトミングダイは高精度の曲げ加工を可能にします。ステンレス鋼のスプリングバックを低減したい場合に使用します。パンチとダイはしっかりと密着するため、常に正確な曲げ加工が可能です。ボトミングダイは慎重な設定が必要です。最良の結果を得るには、パンチとダイを適合させる必要があります。
専門
特殊金型は、独特な形状や特殊な作業に役立ちます。エンボス加工、成形、複雑な部品の製造などに使用します。特殊金型は工程を自動化し、多段階の操作を可能にします。高い精度と一貫性が得られます。これらの金型は、複雑なデザインの部品に不可欠です。
注:特殊な金型を使用すると、手作業の負担が軽減され、より多くの部品をより早く製造できるため、時間を節約できます。
Nanjing Metal カスタムツール プロセス
プロジェクトによってはカスタムツールが必要になる場合があります。Nanjing Metalは、カスタムプレスブレーキツールを提供しています。部品の形状、サイズ、または特定のニーズに合わせてツールを製作できます。チームがお客様と協力してツールの設計とテストを行います。お客様のプレスブレーキと作業に最適なツールをご提供します。
ツール比較表
ステンレス鋼用プレスブレーキパンチとダイの主なタイプを比較するのに役立つ表を以下に示します。
| ツールの種類 | 説明と用途 |
|---|---|
| 標準パンチ | 中厚の汎用曲げ加工です。 |
| グースネックパンチ | 深い曲げと戻りフランジにより干渉を回避します。 |
| ヘミングパンチ | パーツにヘムと安全なエッジを作成します。 |
| Vダイ | 最も一般的なダイで、幅広い厚さと角度を曲げます。 |
| 鋭角ダイ | 急な曲げや柔軟な半径を可能にします。 |
| 底打ちダイ | 高精度な曲げ加工により、スプリングバックを軽減します。 |
| 特殊金型 | カスタム形状、エンボス加工、多段階操作、複雑な部品の成形。 |
| シェービングダイ | 高精度部品に使用される、非常に滑らかな仕上げのためにエッジを改良します。 |
| 曲げ金型 | 平らな金属を角度に合わせて成形し、HVAC や自動車部品に使用します。 |
| ダイス | 缶やケースなどの平らなシートから中空の部品を形成します。 |
| コイニングダイ | 細かいディテールを刻印し、通貨やコネクタなどに使用されます。 |
| 押し出しダイ | ロッドやチューブなどの連続したプロファイルを作成します。 |
| 鍛造金型 | 金属を航空宇宙および自動車用の強力な部品に成形します。 |
| ソリッドパンチ | 金属板やプラスチックにきれいな穴を開けます。 |
| 鋭角パンチ | 精密な用途向けに、半径の狭い曲げ半径を生成します。 |
| プログレッシブパンチ | 複雑な部品に対して複数の操作を順番に実行します。 |
特殊金型による効率向上の仕組み
- 特殊金型は複雑な成形作業を自動化します。手作業の負担を軽減します。
- 多段階操作が可能。これによりセットアップ時間が短縮され、生産速度が向上します。
- 高い精度と一貫性が得られます。これは複雑なデザインの部品にとって重要です。
ヒント: 適切なプレスブレーキ ツールを選択すると、作業が容易になり、部品の品質が向上します。
ステンレス鋼用のプレスブレーキ工具には様々な種類があります。Vダイ、ラジアスダイなど、お客様のニーズに合わせて様々な形状の工具をお選びいただけます。特殊な工具が必要な場合は、お客様の作業に合わせたカスタムプレスブレーキ工具をご注文いただけます。
ツール材料の選択

ステンレス鋼を扱う場合、プレスブレーキの金型に適した材質を選ぶことは大きな違いを生みます。材質の選択は、金型の寿命、性能、そして完成品の全体的な品質に影響を与えます。何度も使用しても、応力に耐え、形状を維持できる金型が求められます。
高品質プレスブレーキ工具
ステンレス鋼で最高の結果を得るには、高品質のプレスブレーキ工具が必要です。強度の高い素材は工具の摩耗を防ぎ、形状を維持するのに役立ちます。つまり、常に正確な曲げ加工が可能になります。また、最高の素材で作られた工具を使用することで、ひび割れや工具の破損のリスクも軽減されます。 Nanjing Metal 厳格な品質管理と高度なテストを実施し、すべてのツールが高い基準を満たしていることを確認します。
工具鋼オプション
プレスブレーキの金型には、多くの種類の鋼材が適しています。それぞれの種類には、様々な用途に役立つ特別な機能があります。以下に、最も人気のある選択肢をいくつかご紹介します。
42CrMo合金
42CrMo合金は、その強度と靭性において際立っています。熱処理後、引張強度は850~1000MPa、降伏強度は約700MPaに達します。この鋼は、焼入れ・焼戻し処理を施すことで、さらに硬くなり、耐摩耗性も向上します。そのため、高負荷の作業に最適です。42CrMoは、繰り返し使用しても形状を維持し、正確な曲げ加工を実現します。
| 財産 | 価値 |
|---|---|
| 抗張力 | 850~1000MPa |
| 降伏強度 | 約700MPa |
| 焼入れ後の硬度 | 28~32HRC |
低合金工具鋼
クロムモリブデン鋼(クロモリ)などの低合金工具鋼は、優れた強度と耐腐食性を備えています。これらの鋼は過酷な環境でも優れた性能を発揮します。工具の寿命を延ばし、曲げ加工の品質を高く保ちます。様々なプレスブレーキ金型に使用できます。
超硬チップ
超硬チップ付き工具は耐久性に優れています。超硬刃は、通常の鋼よりも鋭い切れ味を維持し、耐摩耗性に優れています。鋼の本体が衝撃を吸収するため、工具が破損しにくいのも特徴です。超硬チップ付き工具は、プレスブレーキの稼働時間を大幅に短縮します。 より高速これにより、時間を節約できます。工具交換によるダウンタイムを削減し、より多くの部品を生産できます。
| アドバンテージ | 説明 |
|---|---|
| 衝撃吸収 | スチール製の本体が衝撃荷重を吸収し、ツールの故障を防止します。 |
| スクラップの削減 | 超硬合金のクラックが抑制されるため、工具を継続的に使用できます。 |
| コスト効率 | 炭化物はエッジ部分のみに使用されているため、固体炭化物よりも安価です。 |
| 優れた耐摩耗性 | 刃先サイズをより長く維持し、再研磨の必要性を減らします。 |
| 実行時間が長くなる | ツール変更時のダウンタイムが短縮されます。 |
コーティングと処理
特殊なコーティングや処理を施すことで、工具の寿命をさらに延ばすことができます。焼入れや焼戻しなどの熱処理は、硬度と靭性を高めます。窒化やクロムメッキなどの表面コーティングは、錆を防ぎ、摩擦を軽減します。これらの処理により、工具を最高の状態に保ち、作業品質を維持することができます。
ヒント:作業に適した材質と処理が施された工具を常に選択してください。これにより、最高の品質が得られ、長期的にはコストを節約できます。
ツール選択手順

ステンレス鋼に適したプレスブレーキ工具を選ぶには、まず慎重に段階的に作業を進めていく必要があります。材料と加工内容に合わせて工具を選ぶ必要があります。次の板金曲げプロジェクトに最適なセットアップを選ぶために、専門家からのヒントを参考にしてください。
厚さを評価する
材料の厚さを測定する
まず、ステンレス鋼の厚さを測ります。精度を保つには、ノギスかマイクロメーターを使用してください。正確な数値を記録してください。厚さがわずかに異なるだけでも、金属の曲がり方が変わってしまう可能性があります。この手順を省略すると、仕上がりが悪くなり、工具が損傷するリスクがあります。
ステンレス鋼のグレードを識別する
次に、使用するステンレス鋼のグレードを確認します。304や316などのグレードは、強度と曲げ特性が異なります。グレードによっては、曲げ加工時により大きな力が必要になります。グレードを知っておくことで、適切な工具を選び、割れや変形を防ぐことができます。
参照用記録
厚さと等級の両方を記録しておきましょう。この情報は、以降のすべての工程で必要になります。プロジェクトファイルにチャートやメモを作成してください。この習慣は時間を節約し、将来の曲げ作業でミスを防ぐのに役立ちます。
先端半径を選択
経験則を適用する
パンチの先端半径は曲げの品質に影響します。ほとんどのステンレス鋼では、「1Tルール」が適用されます。これは、内側の曲げ半径が材料の厚さと同じであることを意味します。例えば、鋼板の厚さが3mmの場合、半径も3mmにします。このルールは、ひび割れを防ぎ、曲げを滑らかに保つのに役立ちます。
| 材料の厚さ(mm) | 推奨曲げ半径(厚さ倍) |
|---|---|
| Under 6 | 1T (equal to thickness) |
| 6 to 12 | 1.25 to 1.5 times thickness |
| Over 12 | 2 to 3 times thickness |
Using a radius that is too small can cause the stainless steel to crack. A larger radius spreads out the stress and makes the bending operation safer and more reliable.
Adjust for Tight Bends or Special Requirements
Sometimes, your part design needs a tighter bend or a special shape. In these cases, you may need to adjust the tip radius. If you must use a smaller radius, choose high-quality tooling and check for signs of cracking during test bends. For thicker or high-strength stainless steel, increase the radius to prevent damage. Always match the radius to your part’s needs and the metal’s properties.
Tip: If you see cracks or rough edges after bending, try increasing the bend radius for better results.
Select Die Opening
Use Standard Formula
The die opening size is critical for precision bending. Use the “8x Rule” as a starting point. Multiply the material thickness by eight to find the best V-die opening. For example, if your stainless steel is 4 mm thick, use a 32 mm die opening.
| Rule | 説明 |
|---|---|
| 8x Rule | The die-opening width should be eight times the material thickness for optimal results. |
| 20 Percent Rule | The inside bend radius for 304 stainless steel should be 20 to 22 percent of the die-opening width. |
This formula works well for most sheet metal bending jobs. For thicker plates, you may need a die opening up to ten times the thickness.
Consider Material Springback and Bend Angle
Stainless steel has a strong springback effect. After you finish the bending operation, the metal tries to return to its original shape. To get the correct angle, you may need to over-bend the part slightly. Also, check the die opening and bend angle together. A larger die opening can reduce the force needed but may increase springback. Always test your setup with a sample piece before starting full production.
Note: Keeping the inside bend radius greater than the thickness helps avoid deformation and improves the quality of your bends.
By following these steps, you set yourself up for success in every bending metal project. Careful planning and the right tooling choices lead to better results and longer tool life.
Calculate Tonnage
Use Tonnage Charts or Calculators
You must know how much force your press brake needs to bend stainless steel. This force is called tonnage. If you use too little force, the metal will not bend. If you use too much, you can damage your tooling or the press brake.
You can use tonnage charts or online calculators to find the right number. These tools ask for your material thickness, length, and type. They give you the tonnage needed for your job. For example, a chart might show that bending 3 mm thick stainless steel over a 1-meter length needs about 60 tons.
ヒント: Always check the chart or calculator before you start. This step helps you avoid mistakes and keeps your equipment safe.
Stay Within Press Brake and Tooling Limits
Every press brake and tool has a maximum tonnage limit. You must stay within these limits to prevent accidents and tool damage. Check the machine’s manual or the label on your press brake tooling for stainless steel. Write down the highest tonnage allowed.
If your job needs more force than your machine can handle, you should use a different setup. You can try a larger die opening or a bigger bend radius. These changes lower the tonnage needed.
Checklist to Stay Safe:
- Check your press brake’s tonnage rating.
- Check your tooling’s tonnage rating.
- Compare the needed tonnage to both ratings.
- Adjust your setup if needed.
Factor in Material Strength
Stainless steel is stronger than mild steel or aluminum. You need more tonnage to bend it. Always use the correct material type in your calculations. If you use the wrong numbers, you can overload your press brake tooling for stainless steel.
Here is a simple table to help you see the difference:
| 材料 | Tonnage Factor (per mm thickness, per meter) |
|---|---|
| 軟鋼 | 1.0 |
| ステンレス鋼 | 1.5 |
| アルミニウム | 0.5 |
Multiply the tonnage for mild steel by 1.5 when working with stainless steel. This adjustment keeps your bends accurate and your tools safe.
Match to Part Design
Review Bend Radii and Flange Lengths
You must check the bend radii and flange lengths in your part design. The bend radius should match the rules for stainless steel. If the radius is too small, the metal can crack. If it is too large, the part may not fit.
Flange length is the straight part after the bend. Make sure the flange is long enough for the die opening you use. A short flange can slip into the die and cause a bad bend.
Ensure Tooling Fits Part Geometry
Your press brake tooling for stainless steel must fit the shape of your part. Look at the punch and die shapes. Make sure they match your part’s bends and angles. If your part has deep bends or return flanges, use a gooseneck punch. For sharp angles, use an acute angle die.
If your part has special shapes, you may need custom tooling. Custom tools help you get the exact shape you want.
Consider Special Features (Holes, Notches, etc.)
Many parts have holes, notches, or cutouts near the bend line. These features can weaken the metal. You must plan your bends so these areas do not crack or deform.
Check the distance from the hole or notch to the bend line. Keep enough space between them. If you must bend close to a hole, use a larger bend radius or a special die to reduce stress.
注記: Always test a sample part if your design has special features. This step helps you catch problems before full production.
Compensate for Springback
Adjust Bend Angle or Tooling Setup
Stainless steel springs back more than other metals. After you bend it, the angle opens up a little. You must bend the metal past your target angle to get the right result. This process is called overbending.
You can also use bottoming dies or special tooling to reduce springback. These tools hold the metal in place and help you get a more accurate angle.
Test and Fine-Tune as Needed
Always test your setup with a sample piece. Measure the angle after bending. If the angle is not correct, adjust your bend angle or tooling setup. Repeat this process until you get the result you want.
Keep a record of your settings for future jobs. This habit saves time and helps you get consistent results every time you use your press brake tooling for stainless steel.
ヒント: Small changes in setup can make a big difference. Take your time to fine-tune your process for the best results.
精度と許容度

Accuracy Needs
When you bend stainless steel, you must be very careful. Small mistakes can make parts not fit right. Tight tolerances, like 0.0004 inch, help you get each bend correct. Using press brake tooling for stainless steel helps you reach these tight numbers. Some jobs, like aerospace and electronics, need this kind of accuracy. If your bends are off, your product might not pass inspection.
Tolerance Standards
You should learn the usual rules for bending stainless steel. These rules help you check if your press brake tooling for stainless steel works well. Most shops use guidelines for bend angle and linear position. Here is a table with common values from different sources:
| Tolerance Type | Typical Value | ソース |
|---|---|---|
| Bend Angle Tolerance | ±0.5° | ACCURL article on press brake accuracy |
| Linear Positioning Tolerance | ±0.1 to ±0.2 mm | ACCURL article on press brake accuracy |
| Bend Angle Tolerance | ±1.0° | The Fabricator article on reasonable tolerancing |
| Linear Positioning Tolerance | ±0.1 mm | HARSLE article on back gauge calibration |
| Linear Positioning Tolerance | ±0.1 mm | Shearchy article on backgauge accuracy |
| Bend Angle Variation | < 0.5° | MachineMFG article on manufacturing accuracy |
| Linear Positioning Tolerance | 0.001″ to 0.004″ | ACCURL article on press brake accuracy |
Some standards, like GB/T14349-2011 and ANSI B11.3-2012, help you check and keep accuracy in your shop. Following these rules keeps your work safe and reliable.
Minimizing Adjustments
You can make fewer changes by using good press brake tooling for stainless steel. Tools with tight tolerances, like ±0.002 inches, help you get the right bend fast. If you work in strict jobs, like aerospace, you may need even tighter tolerances—sometimes ±0.001 inches.
You also get help and advice from trusted suppliers. This help lets you set up your press brake tooling for stainless steel the right way. When you use accurate tools and follow good steps, you fix fewer mistakes and make more good parts.
Tip: Always check your tools and machines before each job. Clean and line up your press brake tooling for stainless steel to keep bends accurate and parts within tolerance.
ツールの寿命に関するヒント
Setup and Alignment
Proper setup and alignment help you get the most out of your press brake tooling for stainless steel. When you set up your tools the right way, you make better bends and your tools last longer.
- Always align your press brake tooling along the Tx and Ty axes. The Tx axis controls the backgauge and punch nose radius. This step helps you get the right flange size every time.
- The Ty axis keeps your tools parallel along the bed. When your tools are parallel, you get even bends and fewer mistakes.
- If your machine has a ram-tilt function, use it to fix any parallelism errors. This adjustment makes sure your parts come out straight.
- Check and calibrate your tool auto-clamping system often. A well-calibrated system holds your tools tight and keeps them in the right spot.
ヒント: Take your time during setup. A few extra minutes checking alignment can save you hours fixing bad parts later.
メンテナンス
Routine maintenance keeps your press brake tooling for stainless steel in top shape. You can make your tools last 15% to 25% longer with regular care. This means you spend less money on replacements and get more value from your investment.
- Inspect your tools before and after each job. Look for cracks, chips, or worn edges.
- Clean your tools to remove dust, metal shavings, and oil. Dirt and debris can cause wear and damage.
- Lubricate moving parts as needed. This step prevents rust and keeps everything working smoothly.
- Schedule regular deep cleaning and inspection. Mark these dates on your calendar so you never forget.
Keeping up with maintenance helps you avoid sudden breakdowns and keeps your press brake tooling for stainless steel working at its best.
潤滑
Lubrication protects your press brake tooling for stainless steel from wear and rust. Good lubrication practices help you avoid friction and overheating, which can shorten tool life.
- Lubricate your tools weekly or as needed. Use only approved anti-corrosion lubricants.
- Do not over-oil your tools. Too much oil can trap dust and cause more problems.
- After cleaning, lightly rub down your tools with lubricant before you store them.
- Always wear gloves when handling lubricated tools. This step helps you keep a good grip and prevents accidents.
注記: Poor lubrication can lead to excess friction, surface overheating, and a shorter tool lifespan. Make lubrication a regular part of your routine.
If you need special shapes or want to extend the life of your press brake tooling for stainless steel, you can explore カスタムブレード designed for your needs.
ストレージ
Storing your press brake tooling for stainless steel the right way helps you keep tools in good shape. You protect your investment and make sure your tools work well every time you use them. You need to follow a few simple steps to get the best results.
- Clean before storing: Always clean your press brake tooling for stainless steel after each job. Remove dust, oil, and metal shavings. Dirt can cause rust and damage.
- Use protective cases: Store your tools in cases or racks made for press brake tooling. Cases keep tools safe from bumps and scratches.
- Control humidity: Keep your storage area dry. Moisture causes rust and weakens your tools. Use dehumidifiers or silica gel packs if needed.
- Organize by type and size: Place each tool in its own spot. Label shelves or bins with the tool type and size. This makes it easy to find the right tool and prevents mix-ups.
- Avoid stacking: Do not stack press brake tooling for stainless steel on top of each other. Stacking can bend or chip the edges.
ヒント: Check your storage area often. Look for signs of rust or damage. Fix problems right away to keep your tools ready for the next job.
Here is a simple table to help you remember the best storage practices:
| Storage Step | なぜそれが重要なのか |
|---|---|
| Clean tools | Prevents rust and wear |
| Use cases/racks | Protects from physical damage |
| Control humidity | Stops corrosion |
| Organize tools | Saves time and avoids mistakes |
| Avoid stacking | Keeps edges sharp and undamaged |
Proper storage keeps your press brake tooling for stainless steel accurate and ready for use. You spend less time fixing problems and more time making quality parts.
よくある間違い
Wrong Angles
You might notice that your bends do not match the design. This often happens when you use the wrong angle during bending. If you set the press brake tooling for stainless steel at the wrong angle, your parts will not fit together. You may also see gaps or overlaps in your finished product. Sometimes, the problem comes from using the wrong punch or die. Misalignment between the die and punch can cause uneven bends and even damage your tools.
Here are some common mistakes that lead to wrong angles:
- Using incorrect tooling for the job
- Not checking the alignment of the die and punch
- Skipping test bends before starting production
ヒント: Always check your setup before you start. Use a sample piece to test the angle. Adjust your press brake tooling for stainless steel until you get the right result.
Ignoring Springback
Stainless steel has a strong memory. After you bend it, the metal tries to return to its original shape. This is called springback. If you ignore springback, your bends will open up and you will not get the angle you want. Many people forget to account for this effect when setting up their press brake tooling for stainless steel.
You can avoid this mistake by:
- Overbending the metal slightly to reach the correct angle
- Using bottoming dies to reduce springback
- Testing and adjusting your setup with each new batch
注記: Overbending too much can weaken the material and cause cracks. Always use the right amount of force and check your results.
Tool Wear
Tool wear is a common problem when working with stainless steel. This metal is tough and can wear down your press brake tooling quickly. Worn tools make poor quality bends and can even damage your parts. You might see rough edges, cracks, or uneven shapes if your tools are not in good condition.
Watch out for these signs of tool wear:
- Dull or chipped punch tips
- Cracks in the die or punch
- Uneven bends or surface marks on the metal
To prevent tool wear, you should:
- Inspect your press brake tooling for stainless steel before each job
- Use strong materials like 42CrMo or Cr12Mo for your dies
- Avoid using brittle materials like T10, which can crack under stress
- Clean and lubricate your tools regularly
ヒント: Replace worn tools right away. This keeps your bends accurate and your press brake tooling for stainless steel working longer.
By watching for these common mistakes, you can improve your results and make your press brake tooling for stainless steel last longer. Always check your setup, account for springback, and keep your tools in top shape.
Tonnage Overload
Tonnage overload is a common mistake when using press brake tooling for stainless steel.
You might think more force will give you a better bend, but using too much tonnage can damage your tools, your machine, and even your parts. Stainless steel needs more force than mild steel, but you must always stay within safe limits.
When you overload your press brake tooling for stainless steel, several problems can happen:
- Tool Damage: Too much force can crack or deform your punches and dies. You may see chips, dents, or even broken pieces.
- 機械の摩耗: Press brakes have a maximum tonnage rating. If you go over this limit, you can bend the frame or damage the hydraulic system.
- Poor Bends: Overloading can cause uneven bends, warping, or marks on the stainless steel. Your parts may not fit or look right.
- 安全上のリスク: High tonnage increases the risk of accidents. Broken tools or machine parts can cause injuries.
ヒント: Always check the tonnage rating for both your press brake and your tooling before you start a job.
You can avoid tonnage overload by following a few simple steps:
- Calculate the Needed Tonnage: Use a tonnage chart or calculator. Enter the thickness, length, and type of stainless steel. This gives you the correct force for your bend.
- Check Your Equipment Limits: Look at the press brake’s manual and the markings on your tooling. Never exceed these numbers.
- Use the Right Die Opening: A larger die opening reduces the force needed. For example, if you double the die opening, you cut the required tonnage in half.
- Adjust for Stainless Steel: Stainless steel needs about 1.5 times the tonnage of mild steel. Always use the correct factor in your calculations.
- Test with a Sample: Bend a short piece first. Check for tool marks, cracks, or machine strain. Make changes before running a full batch.
Here is a quick reference table:
| ステップ | 何をするか |
|---|---|
| Calculate Tonnage | Use charts or calculators |
| Check Limits | Review machine and tooling ratings |
| Adjust Die Opening | Use larger openings for less force |
| Factor Material | Multiply by 1.5 for stainless steel |
| Test First | Run a sample bend and inspect results |
If you follow these steps, you protect your press brake tooling for stainless steel and get better results. Always respect the limits of your tools and machine. This keeps your shop safe and your parts accurate.
ベストプラクティスチェックリスト

Key Steps
You want to get the best results when you use press brake tooling for stainless steel. Follow these key steps to make your work easier and your parts better. These steps help you in many applications, from making kitchen equipment to building parts for cars.
- Check Your Tooling
Inspect your tooling before each job. Look for cracks, chips, or worn edges. Good tooling gives you better bends and longer tool life. - Match Tooling to Material
Choose the right tooling for your stainless steel thickness and grade. This step helps you avoid cracks and get the right bend angle. Many applications need different tooling shapes, so always double-check your setup. - Set Up Correctly
Align your tooling along the press brake bed. Make sure the punch and die fit together well. Proper setup keeps your bends straight and your tooling safe. - Calculate Tonnage
Use a tonnage chart or calculator. Stainless steel needs more force than other metals. Stay within the limits of your press brake and tooling. - Test with a Sample
Bend a test piece before you start full production. Check the angle and look for cracks. Adjust your tooling if needed. - Maintain and Store Tooling
Clean your tooling after each use. Store it in a dry place. Good care keeps your tooling ready for all applications.
Tip: Always record your settings for each job. This habit saves time and helps you repeat good results in future applications.
クイックリファレンス
Use this table as a quick guide when you set up your press brake tooling for stainless steel. It covers the most important steps for many applications.
| ステップ | 何をするか | なぜそれが重要なのか |
|---|---|---|
| Inspect tooling | Check for damage or wear | Prevents bad bends and tool failure |
| Choose right tooling | Match to material thickness and grade | Fits all applications and avoids cracks |
| Align tooling | Set up punch and die correctly | Ensures straight, accurate bends |
| Calculate tonnage | Use charts or calculators | Protects tooling and machine |
| Test bend | Try a sample piece | Confirms setup before production |
| Maintain tooling | Clean and store properly | Extends tooling life for all applications |
Note: Following this checklist helps you get the best results in every application. You save time, reduce waste, and keep your tooling in top shape.
Choosing the best press brake tooling for stainless steel means picking the right material, setting up carefully, and keeping your tools in good shape. When you do these things, you get better results and save money. Good tooling gives you lots of benefits:
- You make accurate bends and throw away less scrap.
- You work faster and pay less for labor.
- You use less material and spend less fixing mistakes.
- You get better quality and can repeat good results.
Always use the checklist for each project. If you want help or need special tools, you can talk to the Nanjing Metal team on their お問い合わせページ. Buying strong press brake tooling for stainless steel helps you do well on every job.
よくある質問
What is a press brake?
A press brake is a machine that bends sheet metal. You use it to make parts for many jobs. The press brake pushes metal between a punch and a die. You get straight or angled bends.
Why does stainless steel need special press brake tooling?
Stainless steel is strong and springs back after bending. You need special press brake tooling to get the right angle. This tooling helps you avoid cracks and keeps your bends accurate.
How do you choose the right press brake punch and die?
You look at the thickness and grade of your stainless steel. You match the punch tip radius and die opening to your material. The right press brake tooling gives you better results.
What is springback in press brake bending?
Springback happens when stainless steel tries to return to its old shape after bending. You must bend the metal past your target angle. Press brake tooling helps you control springback.
How often should you check your press brake tooling?
You should check your press brake tooling before every job. Look for cracks, chips, or worn edges. Clean and align your tools. Good care helps your press brake work better.
Can you use the same press brake tooling for all metals?
No, you cannot use the same press brake tooling for every metal. Stainless steel needs stronger tooling than aluminum or mild steel. You must match your press brake tooling to the metal.
What are some common mistakes with press brake tooling?
You might use the wrong angle, ignore springback, or overload the press brake. Tool wear is also a problem. You avoid mistakes by checking your press brake tooling and following best practices.
Where do you see press brake used in industry applications?
You see press brake machines in automotive, aerospace, and appliance manufacturing. These industry applications need accurate bends and strong parts. Press brake tooling helps you meet these needs.
参照
長寿命なツールを実現するプレスブレーキ金型のメンテナンスのヒント
プレスブレーキ工具の習得: パンチとダイの摩耗を特定して修復する方法
1件のフィードバック