소개
If you run thermal cutting for webbing, labels, edge-banding, or foam, material choice quietly sets your ceiling on warm-up time, temperature drift, and how often you stop the line to clean or change parts. This is a practical comparison aimed at decisions you can defend: faster time-to-ready, more stable cuts through the shift, and a lower total cost of ownership.
This guide is written for equipment, process, production, and procurement managers who have to balance cut quality, uptime (OEE), safety, and supply continuity. We’ll compare NiCr (nichrome 80/20) to common stainless options (304/316/420/440C), and—crucially—separate heater element requirements from blade/edge 요구사항.
작가: MAXTOR Process Engineer (anonymous)
기술적 검토: Reviewed by MAXTOR METAL manufacturing & QC team
How we validate recommendations: Where practical, we align material selection and process guidance with MAXTOR METAL’s inspection and verification flow (incoming material inspection with certifications, first-article inspection, in-process inspection, and final inspection) and then confirm results with customer-side trials.
Material properties that drive performance (hot knife material comparison)

Hot knives fail in predictable ways: slow warm-up, temperature droop when the material hits the blade, heavy melt beads, blackening/smoke, and rapid edge rounding. Those outcomes usually trace back to a small set of material properties.
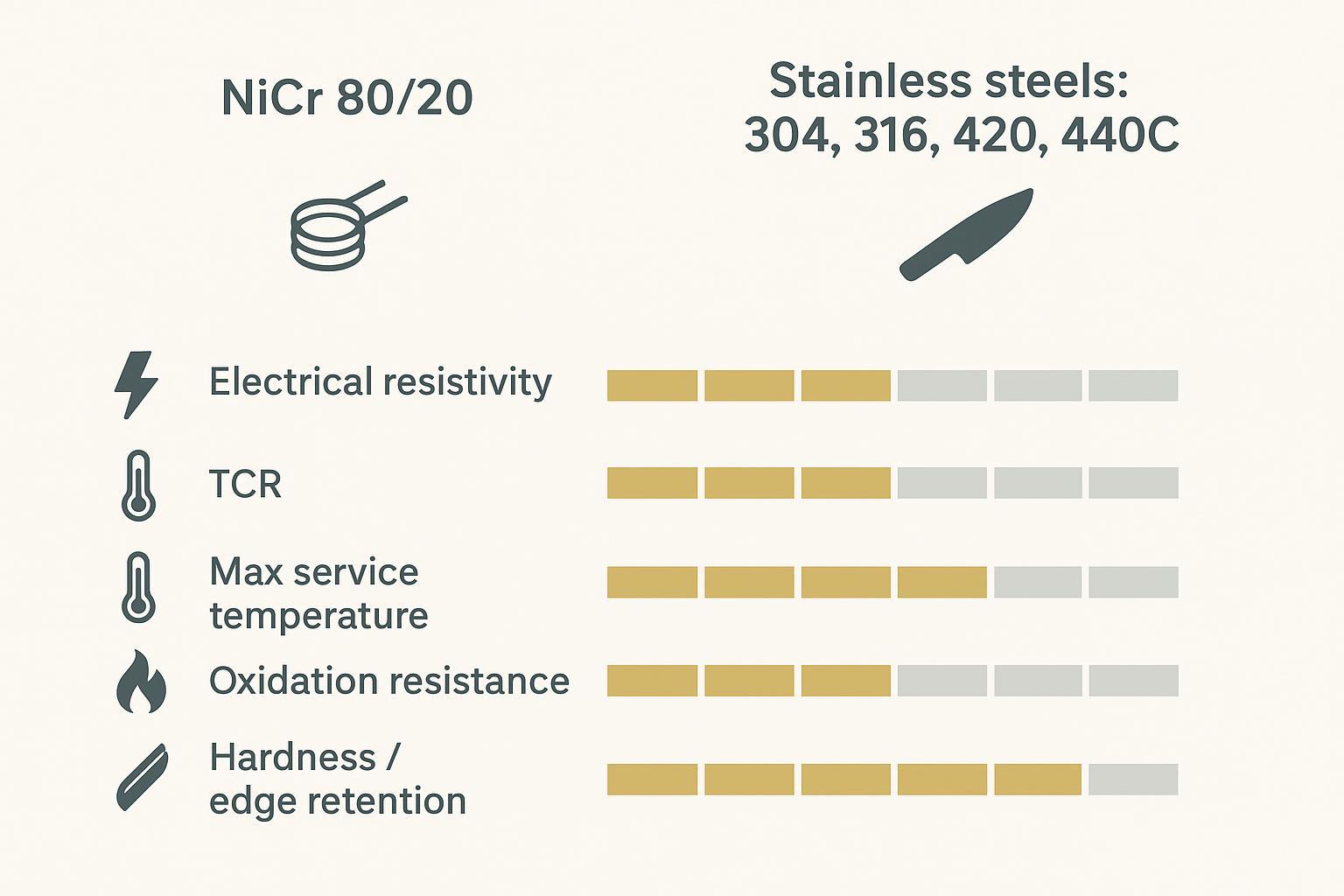
Electrical resistivity and temperature coefficient (TCR/Ct)
A resistance heater is a controlled resistor. High electrical resistivity makes it easier to generate heat with practical voltages and currents; a stable temperature coefficient of resistance (TCR) makes control more predictable as the element heats up. In other words, this is the core of the NiCr vs stainless steel heating element decision.
NiCr (nichrome 80/20) is a purpose-built resistance alloy for heating elements, which is why it dominates industrial heaters and hot-wire tooling. By contrast, stainless steels can conduct current, but they’re not optimized for stable, efficient resistance heating at elevated temperatures; even experienced engineers caution that stainless can’t “compare to Nichrome” once coils run red hot, as discussed in Eng-Tips: “304 Stainless Steel vs. Nichrome Heating Coils".
Maximum service temperature and oxidation behavior
Service temperature is not just “can it get hot?” It’s “can it survive thermal cycling in air without scaling, embrittlement, and resistance drift?” NiCr is designed to form a protective oxide layer and tolerate sustained high temperature in air, which is why it’s described in resistance alloy references like Tokkin’s resistance alloy overview as suited for high-temperature heater use.
Stainless steels can tolerate moderately high temperatures, but their oxidation behavior and mechanical properties change with temperature and time. If you’re designing near the top end of what your tooling sees, use authoritative, grade-specific elevated-temperature data (and validate with your supplier), such as the reference hub from the British Stainless Steel Association: "Elevated temperature physical properties of stainless steels".
Hardness, temper resistance, and structural rigidity
Here’s the split most factories miss:
- Heater element needs stable electrical behavior and oxidation resistance.
- Blade/edge needs hardness, temper resistance, and rigidity so it doesn’t round over, warp, or “push” material instead of slicing it.
This is where martensitic stainless grades (like 420 and 440C) matter: they can be heat-treated to a harder edge than 304/316, improving edge retention and reducing changeovers—만약에 you manage temper loss at operating temperature (more on that in the selection section).
| 재료 | Best role in a hot knife | Typical value(s) to anchor decisions | Primary source |
|---|---|---|---|
| NiCr 80/20 (Nikrothal® 80) | Heater element | Electrical resistivity 1.09 Ω·mm²/m (20°C); max continuous operating temperature in air 1200°C | Kanthal datasheet: Nikrothal® 80 strip (or Nikrothal® 80 wire) |
| 440C stainless (heat-treated) | Blade/edge for wear resistance | Hardness after heat treatment typically 58–60 HRC (application-dependent) | Carpenter Technology datasheet: CarTech® 440C Stainless |
| 420 stainless (heat-treated) | Blade/edge where toughness/resharpening matters | Hardness after hardening typically around 50 HRC (depends on heat treatment) | Atlas Steels datasheet: Stainless Steel 420 grade data sheet |
| 304 stainless (annealed) | Structural parts, low-heat tooling bodies | Electrical resistivity at 24°C 19.9 μΩ·cm | BSSA reference: Elevated temperature physical properties of stainless steels |
| 316 stainless (annealed) | Fixtures/housings in humid or chloride environments | Electrical resistivity at 24°C 19.9 μΩ·cm | BSSA reference: Elevated temperature physical properties of stainless steels |
Notes: “Typical values” vary by product form, heat-treatment condition, and temperature. For engineering sign-off, pull the exact values from your heater alloy datasheet and your mill test certificate/COA (or supplier datasheet), then validate performance under your real duty cycle, geometry, and controls.
From properties to process outcomes
Once you separate “heater” from “edge,” the process outcomes become easier to predict—and to fix.
Field snapshot: NiCr vs 440C on a 20 mm polyester webbing line (anonymous)
The data below comes from an industrial trial on an automated continuous cutting line running 20 mm polyester webbing, comparing a NiCr 80/20 hot-knife approach versus a heat-treated 440C blade approach. Treat it as a directional benchmark—your geometry, power supply, sensor placement, and line speed will shift the exact numbers.
For context, supplier specs for automated webbing hot-knife cutting machines often list cutting rates on the order of ~60–200 cuts/min depending on cut length and setup (see example machine specifications such as chinafoxsew’s automatic polyester webbing cutting machine 그리고 webbing cutting machine spec listing 200 cuts/min as an example at 50 mm length). Use this as a rationality check when you compare your own throughput.
- Warm-up to 350°C: NiCr 80/20 ~**15 s** vs 440C ~35 s
- Cut edge outcome (webbing): NiCr showed a flat sealed edge with minimal sticking; 440C performed excellently early on but could start “stringing” when temperature control drifted.
- Maintenance interval: NiCr ~**50,000 cuts** vs 440C ~120,000 cuts
- Typical failure mode: NiCr edges dulled mechanically and began under-sealing; 440C could soften over long high-temperature exposure and later chip once hardness dropped.
How to use this: if your process is dominated by heat delivery and stability, NiCr tends to win on time-to-ready and control margin; if it’s dominated by mechanical edge retention in thick/tough stock, heat-treated 440C often wins on wear and changeover interval.
*Data notes: the warm-up time is sensitive to heater resistance design (gauge/length), available voltage/current, PID/SSR behavior, and thermocouple location. For temperature measurement practice, cutting-temperature measurement methods generally emphasize placing the thermocouple junction as close as practical to the cutting edge/interface so it represents the real cutting zone (see review of cutting temperature measurement methods). Maintenance interval depends strongly on webbing construction, coatings/adhesives, edge geometry, and allowable seal quality.*
Heat-up speed and time-to-ready
Warm-up is a simple productivity lever: every restart, setup, and changeover has an “idle-to-ready” penalty. In practice, time-to-ready depends on how quickly the heater can deliver energy into the edge without needing excessive current, and how consistently the controller can hit setpoint without overshoot.
NiCr heaters typically shorten warm-up for a given power supply envelope because they’re designed to convert electrical power to heat efficiently and survive the temperature you actually need for sealing synthetics. If you’ve been compensating for slow warm-up with a higher setpoint “just to get it cutting,” that’s often what pushes you into blackening and heavy melt beads.
Temperature stability and drift under thermal cycling
Thermal cutting is a repeated disturbance: the blade dumps heat into the workpiece, then recovers, over and over. Hot knife temperature stability comes from three pieces:
- A heater material with predictable resistance change vs temperature
- A controller that can modulate power smoothly (SSR + PID is common)
- A temperature sensor mounted where it represents the cutting edge
Practical checklist (to make this reproducible on your line):
- Sensor placement: mount the thermocouple as close as safely possible to the cutting edge or the heat-transfer path that actually represents the edge temperature (not just the heater body).
- Controller output: SSR + PID works well for cycling loads; size SSR and wiring for your duty cycle and peak current.
- Overshoot control: if you see smoke/blackening at startup, reduce ramp rate or tune PID to soften the initial power burst before you raise setpoint.
- Stability criteria: judge stability by edge outcome (seal continuity, kerf, residue rate) and by whether the edge temperature recovers consistently after each cut.
When stability is poor, you see it as alternating under-seal and over-melt across a run. MAXTOR METAL describes these field symptoms—under-seal (fray), over-melt (distortion), and smoke/blackening—as common indicators that temperature, feed rate, and duty cycle aren’t matched, in their article “How a Synthetic Fabric Hot Knife Improves Yield and OEE”.
Element life, edge retention, and changeover frequency
Element life is mostly oxidation + thermal fatigue. Edge life is mostly hardness retention + contamination management.
A NiCr element that holds up to thermal cycling reduces heater failures and “mystery drift” where the tool needs more power over time to do the same work. For the blade, moving from 304/316 to a heat-treatable edge material (420/440C) can reduce how often you regrind or replace the blade—especially when cutting abrasive laminates, coated tapes, or foam with fillers.
Operating windows: textiles, webbing, labels, edge-banding, foams

The right material choice narrows the gap between “works on the bench” and “holds a window on the line.” The window is set by edge temperature, power delivery, and how fast you move.
Method and scope notes (read before you copy setpoints)
- Capability vs. recommended settings: temperature ratings and example tools show what a system ~할 수 있다 reach, not what you should run. Treat any number as a starting point, then qualify it on your own material and line speed.
- Validate locally: polymer family, coatings/adhesives, thickness, and airflow can change smoke, residue, and seal behavior. Always run a short, instrumented trial before locking parameters.
- Safety disclaimer: thermal cutting can release irritant gases, vapors, and particles. Use local exhaust ventilation and follow your site EHS requirements and applicable regulations.
Typical edge temperatures and setpoint ranges
Typical starting points depend on polymer family, thickness, and whether you’re sealing the edge or only separating.
- For many synthetic fabrics and webbings, hot knives are commonly rated to operate up to about 400°C, providing sealed cuts when motion and dwell are controlled.
- For foam tools, some industrial handheld cutters are designed to reach up to 500°C rapidly (for example, ATO’s handheld foam cutter listing (500°C capability)).
Treat these as capabilities and starting references, not universal setpoints. Your acceptance criteria should be edge quality (seal continuity, kerf, distortion) and fume level, not a target number alone.
Power matching, feed speed, and kerf/seal quality
Three practical rules keep you out of trouble:
- If you see fray or “hairy” edges (under-seal): raise temperature in small steps 또는 slow feed slightly 또는 improve tension/fixturing. Don’t jump straight to a much higher setpoint.
- If you see a big melt bead or edge shrink-back (over-melt): lower setpoint 또는 increase feed speed; consider changing blade geometry to reduce dwell and smear.
- If the cut is wavy or dimensions drift: your system is likely heat-soaking unevenly. Check rigidity (blade bending), sensor placement, and whether the heater is delivering uniform heat into the edge.
Those adjustments matter more when the heater material has stable behavior and the edge material keeps its shape; otherwise, you end up chasing the process all day.
Ventilation and fume considerations during thermal cutting
Thermal cutting makes fumes because you’re heating polymers at the edge. Even when the cut looks clean, ventilation is not optional in production.
Use local capture where practical, keep a record of materials cut (including coatings and adhesives), and treat smoke/odor changes as process signals—not “normal.” If you’re seeing persistent smoke or blackening, MAXTOR METAL’s process guidance is blunt: reduce temperature/dwell and clean the blade, rather than forcing the tool through contamination, as outlined in their yield/OEE hot knife note.
NIOSH’s Health Hazard Evaluations on high-heat plastic processes (including heat sealing) repeatedly emphasize capturing contaminants at the source—local exhaust ventilation at the point where the fume plume forms—because general ventilation alone is often not enough in real production conditions (see NIOSH HHE reports such as "Evaluation of Exposures and Symptoms from Heat Sealing…" 그리고 "Evaluation of Employee Exposures at a Plastic Bag Sealing Plant").
For example, OSHA’s welding/cutting/heat standards emphasize ventilation and fume control as core controls (see OSHA 29 CFR 1926.353 “Ventilation and protection in welding, cutting, and heating").
Engineering analysis and ROI
This is where material choice stops being a “preference” and becomes an engineering and cost decision.
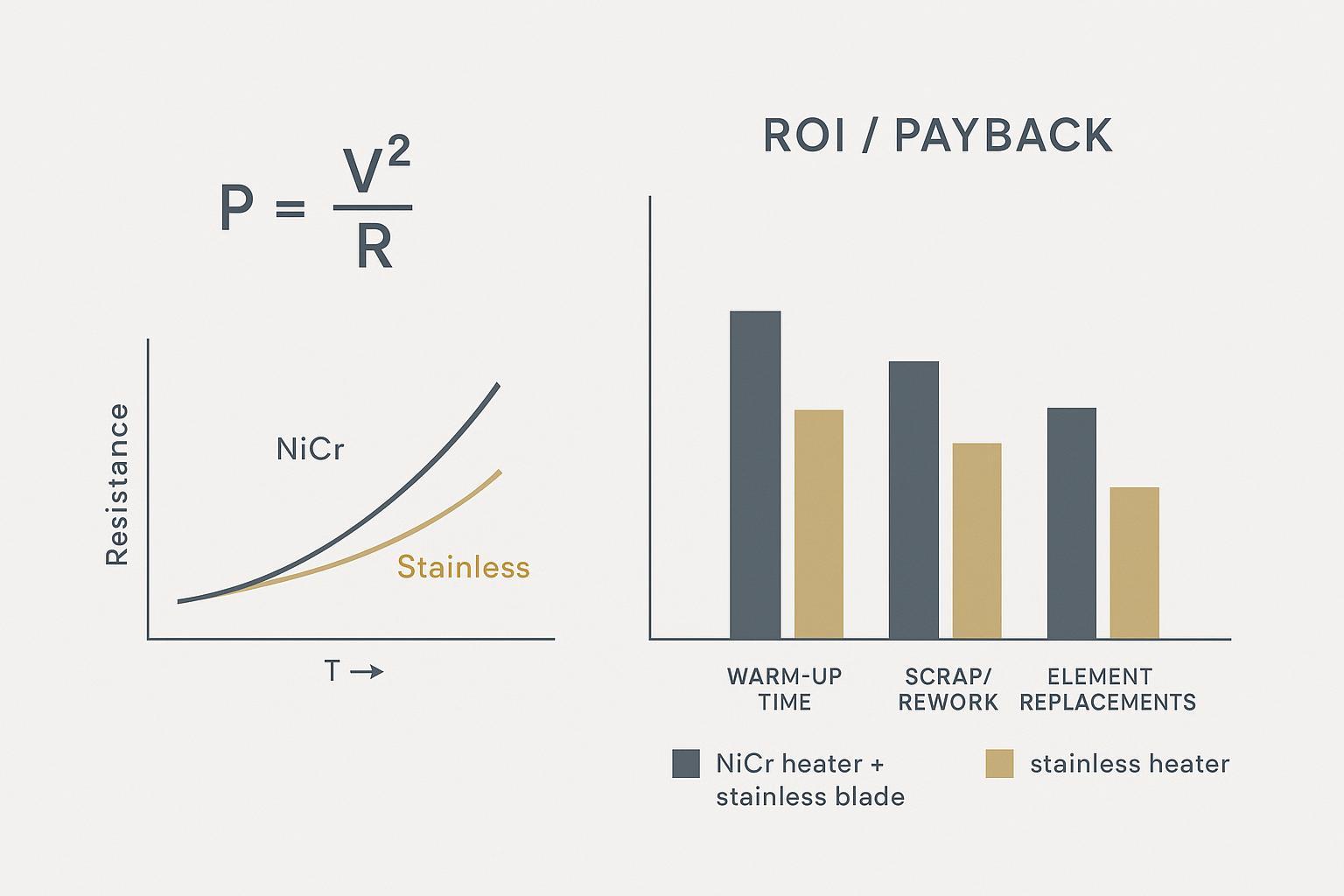
Linking P=V^2/R and TCR to warm-up and control accuracy
For a resistive heater:
- 힘 is approximately P = V² / R (at constant voltage).
- As the element heats, its resistance changes with its TCR.
Practical implication: if you choose a heater material with low resistivity or a large resistance swing vs temperature, you force either (a) higher current and heavier wiring/PSU, or (b) more aggressive controller duty cycling to maintain temperature. A heater designed for stable resistance heating makes it easier to reach setpoint quickly and hold it under load.
OEE/FPY gains from stability; energy and idle-to-ready savings
A stable hot knife improves OEE the same way stable extrusion or sealing does: fewer rejects, fewer micro-stops, and fewer “operator tweaks.” MAXTOR METAL frames the gain in terms of improved Quality (less scrap/rework from fraying) and improved Availability/Performance (less time fixing edge issues) in their hot knife yield and OEE article.
On the energy side, warm-up and idle-to-ready time is where factories quietly lose money: the line is waiting, the tool is heating, and you’re not shipping parts. Material choice that reduces warm-up time and stabilizes setpoint shrinks that non-productive window.
TCO: consumables, downtime, and quality-related scrap
A simple total cost of ownership model should include:
- Consumables: heater elements, blades/edges, insulation, fasteners
- 중단 시간: planned changeovers + unplanned stops from drift or failures
- Quality losses: scrap, rework labor, and inspection holds
If you already track OEE and scrap by SKU, you can make the case quickly: the payback is often driven by fewer changeovers and fewer “bad edge” parts, not by the unit price of the element.
Selection guide by scenario
Heater element: when NiCr is preferred over stainless
Choose NiCr (80/20) as the heater element (a nichrome 80/20 heater element in many legacy designs) when:
- You need fast time-to-ready without overshooting into smoke/blackening.
- The process requires stable cutting across thermal cycling (start/stop, varying feed, thicker sections).
- You operate at elevated temperatures where oxidation life matters.
Stainless can be workable for low-temperature, short-duty prototypes, but for production thermal cutting it often becomes a control problem (current draw, drift, shorter life) rather than a cost saver.
Blade/edge: when 420/440C beats 304/316, with temper management
Choose 420 or 440C for the blade/edge when you need hardness and edge retention.
- 420 is typically the more forgiving choice when toughness and ease of resharpening matter.
- 440도 is typically the better choice when wear resistance and edge retention dominate, and your setup avoids impact or edge chipping.
If your team keeps asking “440C vs 420 stainless blade edge?”, the practical answer is: pick 420 when abuse/toughness dominates; pick 440C when wear and longer intervals between regrinds dominate—then validate temper loss under your real setpoint and duty cycle.
Temper management matters because repeated heating can soften a hardened edge over time. Practical mitigations:
- Keep heat concentrated in the heater/edge zone; avoid heat soaking the whole blade body.
- Use insulation and geometry that reduces dwell and smearing.
- Validate edge retention under your real duty cycle (not just a short bench cut).
Humid/cleaning environments: roles for 316 structures plus NiCr heaters
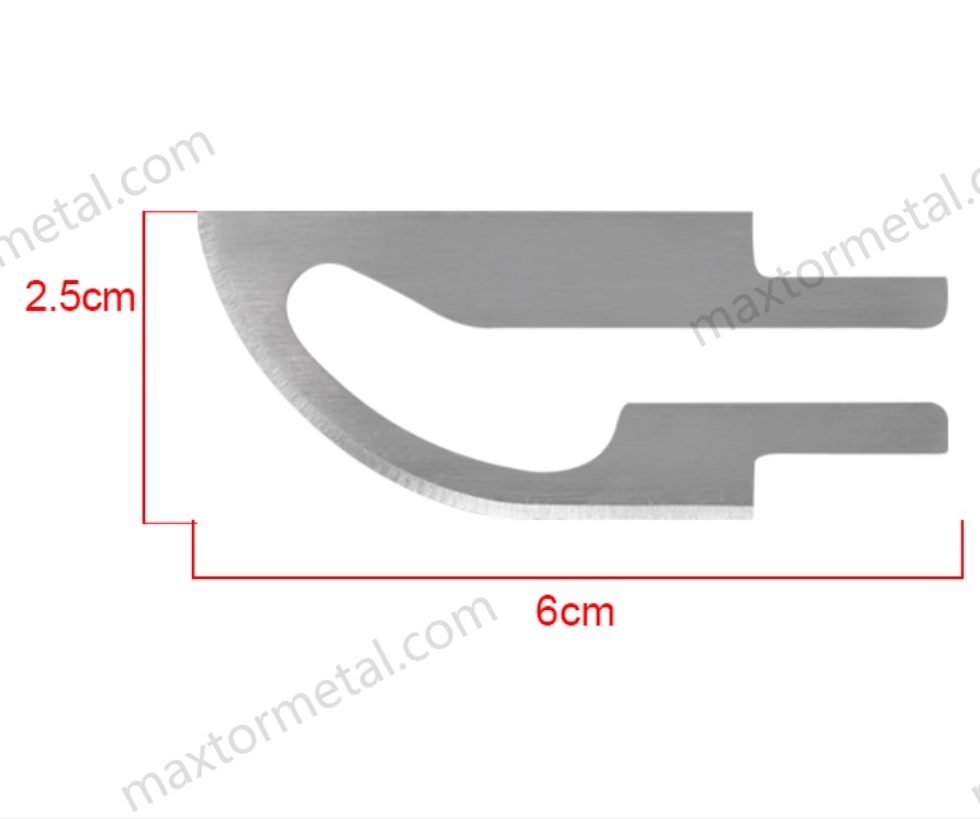
In washdown, humid, or chloride-prone environments, 316 is a strong choice for fixtures and housings, while keeping NiCr as the heater. MAXTOR METAL supports custom hot-knife blades and material selection (420/440C edges, 316 structures) and can help match a NiCr heater to your power and duty-cycle constraints.
Implementation and compliance
Verification checklist (what to confirm on your line)
- Materials & certificates: confirm heater alloy and blade steel match the specified grade and condition (e.g., heat-treated vs annealed) and review supplier datasheets plus your COA where available.
- Temperature measurement: verify the sensor location represents the cutting edge temperature (not only the heater body) and document the placement so results are repeatable.
- Controls: confirm power supply/SSR capacity matches peak current and duty cycle; tune PID to avoid overshoot (smoke/blackening at startup is a warning sign).
- Acceptance criteria: define pass/fail for seal continuity, kerf/dimensions, discoloration, residue buildup rate, and changeover interval.
- Ventilation: use local exhaust ventilation at the fume source and align with site EHS requirements and applicable OSHA/NIOSH guidance.
Trial protocol: instrumentation, ramp, and acceptance criteria
A trial should be short, instrumented, and repeatable:
- Instrument: record setpoint, actual edge temperature (thermocouple placement matters), power, and feed speed.
- Ramp and soak: define a warm-up time target and a soak time so the blade reaches a stable condition.
- Acceptance criteria (binary):
- edge seal continuity (pass/fail)
- kerf and dimensional stability (within your spec)
- discoloration/blackening (none allowed)
- residue buildup rate (cleaning interval target)
Keep the first-article approval explicit, then lock parameters per material.
Safety and air quality: capture, ventilation, and exposure controls
Treat thermal cutting as a fume-generating operation. Use local capture where feasible, document what materials/coatings are being cut, and train operators on symptoms that require action (smoke/odor change, irritation, residue buildup). If you need to defend your setup to EHS or a customer audit, the easiest win is a clear capture/ventilation plan plus records of setpoints and materials.
Power, controls, and CE/OSHA-aligned documentation
For controls, prioritize:
- Stable power delivery sized for your duty cycle
- Closed-loop temperature control with an SSR output where appropriate
- Documented setpoints, blade type, and acceptance checks per material
For documentation, keep wiring diagrams, control settings, and maintenance intervals in a single packet. It reduces troubleshooting time and makes compliance reviews faster.
결론
The practical split is simple:
- NiCr (80/20) is the right default for heater elements when you need fast warm-up, stable temperature under load, and long oxidation life.
- 420/440C are the right defaults for cutting edges when you need hardness and edge retention—provided you manage temper loss and contamination.
- 316 earns its place in structures and fixtures where corrosion and cleaning matter.
Business impact shows up as faster warm-up, steadier temperatures, longer life between changeovers, and a lower TCO driven by fewer defects and fewer stops.
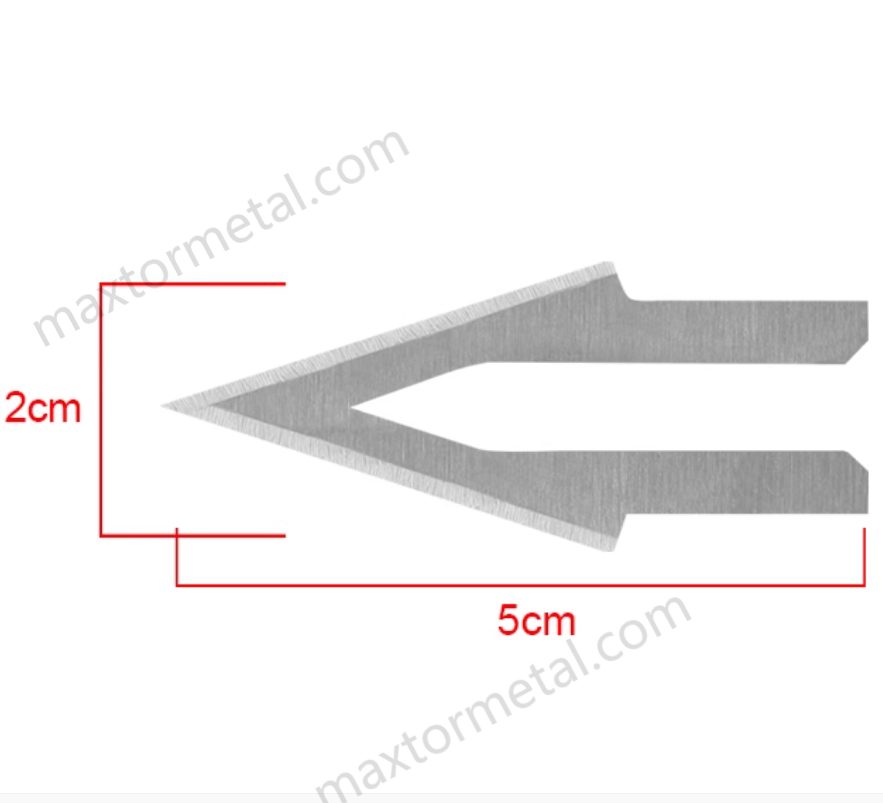
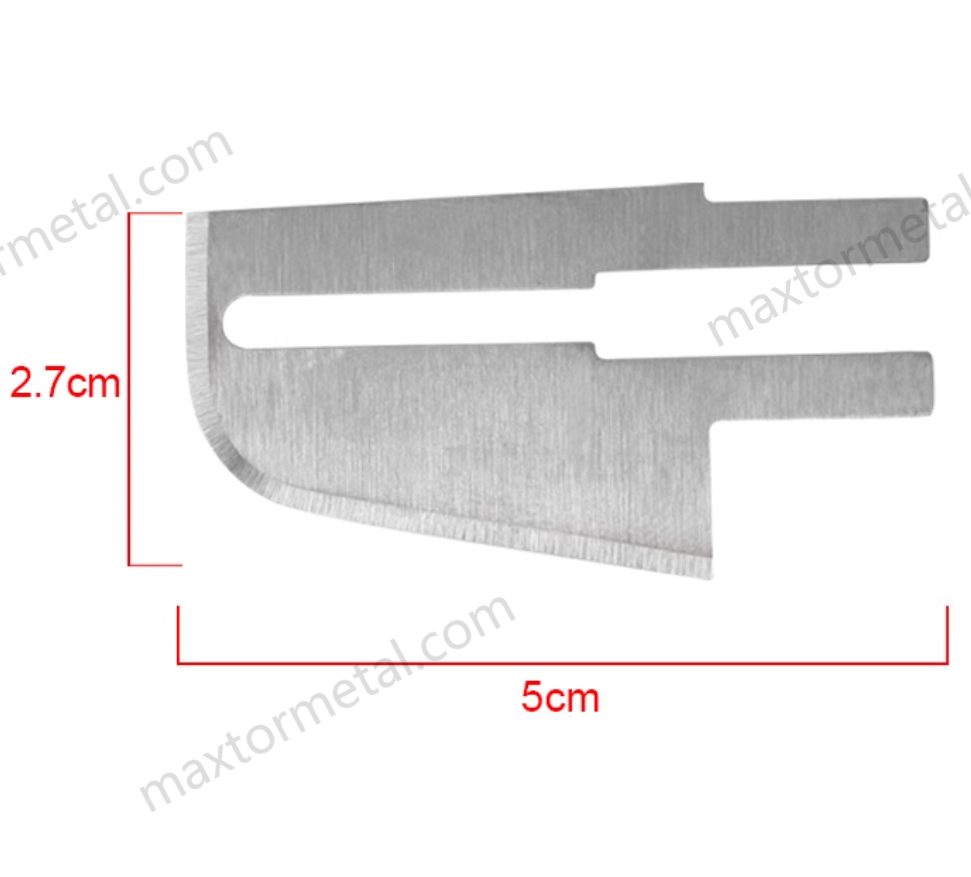
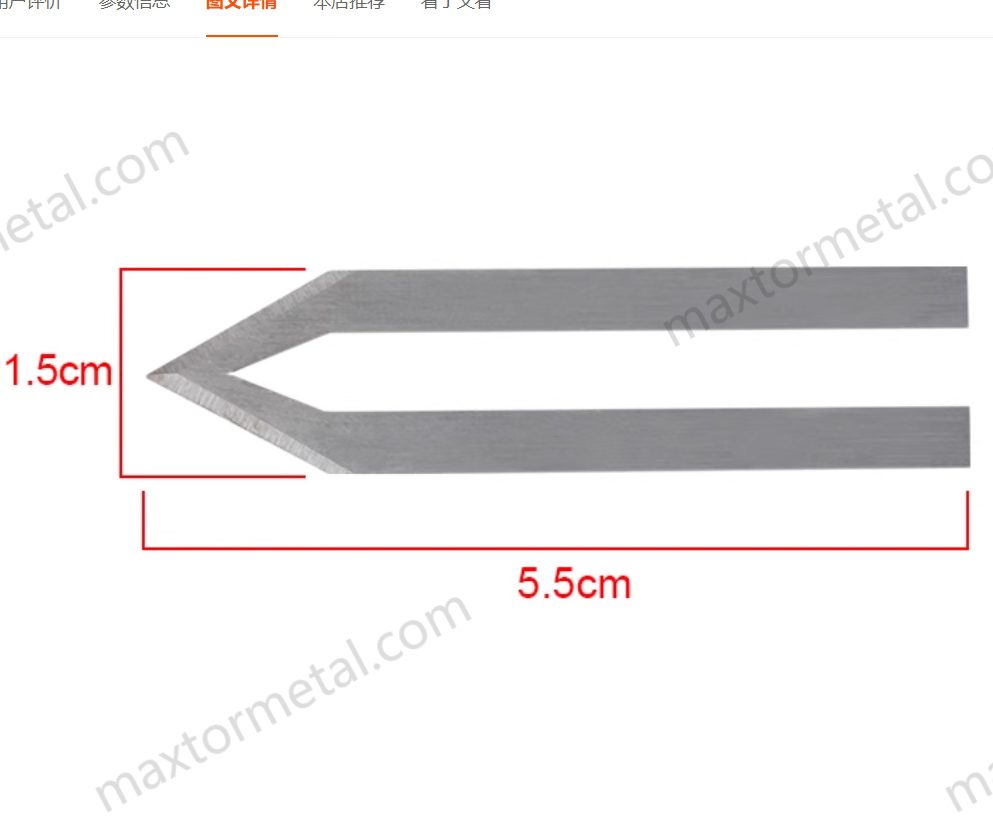
Next steps: run a short instrumented trial, lock setpoints and feed speeds per material, and document your safety/ventilation controls. If you’re building a custom blade or need help matching geometry and heater selection to your line, review MAXTOR METAL’s 전기 열선 커터 칼날 and their hot-knife process notes; for foam-specific considerations, see foam cutter blades for EPS/XPS.
저자 소개
Tommy Tang is a Senior Sales Engineer at Nanjing METAL Industrial with 12 years of experience supporting industrial cutting and hot-knife applications. His work includes application support for material selection and trial validation in webbing, textiles, and foam cutting. Certifications: CSE, CME, Six Sigma Green Belt, PMP.
기술 검토
This article is reviewed internally by the MAXTOR METAL manufacturing & QC team. Review scope includes material certifications (when available), incoming inspection checkpoints, first-article inspection, in-process checks, and final inspection criteria that affect blade performance.
최종 검토일: 2026-04