Высокоточные ножи для роликовых ножниц и дисковые ножи
Компания Maxtor Metal производит дисковые ножи (slitter) и ножи для роликовых ножниц для высокоскоростных линий продольной резки металла, где они функционируют как перекрывающиеся режущие инструменты. Работая за счет синхронизированных вращательных движений верхних и нижних ножей, эти инструменты обеспечивают непрерывную резку без образования стружки на рулонах холоднокатаной, горячекатаной стали и современных специальных сплавов. Разработанные для работы при экстремальных динамических нагрузках, эти инструменты идеально вписываются в самые требовательные производственные условия металлообработки в мире.
1.1 Technical Specification Matrix
Parameter Class
Technical Specification Details
Compatible Machinery
Deployed on global high-precision slitting lines and side trimmers including FIMI, SMS Group, Danieli, Andritz, Stamco, and Herr-Voss Stamco. Demands total compliance with rigid spindle systems requiring high dynamic balance and zero axial play.
* Thickness Tolerance: ±0.002 mm to ±0.005 mm (High-Precision Lines; distinct from standard ±0.01 mm commercial engineering blueprints—see Section 4.3 for deep analysis)
* Flatness & Parallelism: <0.003 mm to 0.005 mm
* Axial Runout: ≤0.005 mm (prevents periodic gap fluctuation and severe burrs)
* Unnoted Tolerances: Compliance with ISO 2768-mK standards.
Surface Topography
* Cutting Edge & Lateral Faces: Ra <0.2μm to 0.4μm via ultra-precision grinding and mirror polishing .
* Non-Working Surfaces: Ra <1.6μm.
Target Slitting Stock
Low-carbon cold-rolled coils, hot-rolled pickled plates, electrical silicon steel sheets, copper/aluminum alloy strips, stainless steels, and Ultra-High-Strength Steels (UHSS, yield strength ≥900 MPa, tensile strength up to ≥1200 MPa, such as automotive hot-stamped steel, martensitic steel, and DP1180).
Технический обзор ножей для роликовых ножниц
2.1 The Mechanics of “Shear-Heavy Compression”
Rotary slitting is not a simple separation process; it is a complex, continuous “shear-heavy compression” operation. As the metal coil passes through the overlapping upper and lower rotary blades, the material undergoes three distinct deformation phases:
Elastic Deformation: The initial contact where the knife edge indents the strip surface.
Plastic Shear: The blade penetrates deeper, forcing the material past its yield point along a localized shear plane.
Fracture Zone Initiation: Micro-cracks propagate from both the upper and lower knife tips until they meet, cleanly separating the material without chip generation.
During high-speed operations, the tool is subjected to severe cyclic mechanical impacts coupled with intense friction along the blade flanks. This localized friction generates extreme instantaneous flash temperatures. If the blade material lacks sufficient thermal stability or hot hardness, the cutting edge quickly undergoes localized tempering, leading to plastic deformation, accelerated abrasive wear, and eventual micro-chipping.
The peak shearing force per knife pair is calculated using the following empirical model:
Where:
Fmax is the peak shearing force per knife pair.
σb is the ultimate tensile strength of the strip material.
t is the strip thickness.
d is the blade outer diameter.
Δ is the total cutting engagement (penetration depth).
2.2 Microstructural Wear Diagnostics
To ensure stable tool performance, the blade microstructure must resist three primary wear mechanisms:
Adhesive Wear (Galling): Occurs predominantly when slitting soft or highly ductile materials like stainless steel or aluminum. The high pressure causes localized micro-welding between the strip and the blade flank, tearing away small particles of the blade matrix during operation.
Abrasive Wear: Caused by hard micro-constituents (such as iron oxides on hot-rolled pickled bands or highly abrasive silicon carbide structures in electrical steels) plowing into the tool steel matrix. Resistance depends entirely on the volume fraction and uniform distribution of primary alloy carbides (M6C, MC, M23C6).
Thermal Fatigue (Heat Checking): Continuous thermal cycling between ambient and flash temperatures induces cyclic tensile and compressive stresses at the cutting edge, leading to microscopic networks of perpendicular thermal cracks.
Промышленное применение ножей для роликовых ножниц
Work Material Profile: Dual-Phase (DP) steels, automotive hot-stamped boron steels, and martensitic steels with yield strengths ranging from 900 MPa to 1100 MPa.
Recommended Material Solution: High-Vanadium modified cold-work steel (DC53 / LD).
Engineered Clearances: Axial side clearance must be set to 14% to 18% of the sheet thickness. Setting a standard clearance under-provisions the shear plane, causing an exponential spike in cutting force that can lead to catastrophic blade fracturing.
Operational Parameter Limit: Maximum slitting speed should be regulated to 80 m/min to 120 m/min to control mechanical shock and thermal loading on the refined grain boundaries.
3.2 High-Speed Electrical Silicon Steel Slitting
Equipment Type: Ultra-precision, vibration-damped looping slitter lines running at high frequencies.
Work Material Profile: Non-oriented and grain-oriented electrical silicon steel sheets (0.20 mm to 0.50 mm thick) featuring highly abrasive silicon content.
Recommended Material Solution: Mo+W Composite Modified H13 or Performance Powder Metallurgy HSS (ASP 23).
Engineered Clearances: Axial side clearance strictly locked at 8% to 10% of the strip thickness; radial overlap controlled precisely within 2 mm to 0.4 mm.
Operational Parameter Limit: Slitting velocities up to 300 m/min to 400 m/min. Surface finishes must maintain Ra <0.2μm with a mirror polish to eliminate micro-abrasion and minimize secondary iron dust generation.
Equipment Type: Heavy-duty industrial slitter lines and side trimmers.
Work Material Profile: Hot-rolled pickled plate, carbon steel, and low-alloy structural steels with thicknesses ≥3 mm.
Recommended Material Solution: Standard H13 (4Cr5MoSiV1) or Cr-Mo-Ni Modified H13 for large diameters (>400 mm).
Engineered Clearances: Axial side clearance set to 10% to 12% of the plate thickness; radial overlap set between 6 mm and 1.0 mm to ensure complete structural separation across heavy cross-sections.
Operational Parameter Limit: Designed for heavy-impact, low-speed processing ranges (30 m/min to 60 m/min). Relies on high base impact toughness to prevent macro-chipping under high-tonnage loads.
Equipment Type: High-precision slitting lines equipped with secondary tension control loops and non-marring separating tools.
Work Material Profile: Austenitic (e.g., SUS304/316) and ferritic (e.g., SUS430) stainless steel precision strips with highly adhesive surface properties.
Recommended Material Solution: Cr-Mo-Ni Modified H13 or Matrix Steel (Caldie) combined with physical vapor deposition or special coatings.
Engineered Clearances: Side clearance set at 9% to 11% of the material thickness to compensate for the high work-hardening rate of austenitic matrices.
Operational Parameter Limit: Operating speeds of 100 m/min to 180 m/min. Utilizing DLC or advanced surface treatments prevents cold-welding and adhesive material buildup on the blade face.
Work Material Profile: High-conductivity copper strips, transformer aluminum foils, and battery-grade current collector foils down to ultra-thin gauges.
Recommended Material Solution: High-performance Powder Metallurgy Steel (ASP 23) to achieve maximum structural homogeneity.
Engineered Clearances: Ultra-low side clearances ranging from 6% to 8% of foil thickness; radial overlap minimized to 15 mm to 0.25 mm to avoid material folding.
Operational Parameter Limit: Running speeds up to 500 m/min. Requires a mirror finish (Ra ≤2μm) across both cutting flanks to eliminate localized drag and edge deformation.
Equipment Type: Standard commercial steel service center slitting equipment.
Work Material Profile: Cold-rolled commercial carbon steel coils (SPCC, SECC) with tensile strengths under 450 MPa and thicknesses between 0.5 mm and 2.0 mm.
Recommended Material Solution: Standard H13 (4Cr5MoSiV1) or Cr-Mo-V-Mo Modified H13.
Engineered Clearances: Standard side clearance fixed at 10% of the material thickness; radial overlap maintained at a constant 3 mm to 0.5 mm.
Operational Parameter Limit: Highly stable, continuous operation speeds up to 200m/min, emphasizing extended maintenance intervals and straightforward regrinding profiles.
4.Распространенные проблемы поломок и инженерные решения
4.1 Catastrophic Structural Cracking or Large-Scale Chipping
Root Cause Analysis: Using highly brittle, conventional cold-work tool steels (like D2 or SKD11) when slitting heavy-gauge plates (≥3mm) or high-strength steels under severe locking loads. These traditional steels lack sufficient fracture toughness under heavy, combined shear and compression forces, leading to deep, catastrophic transgranular cleavage failures.
Engineering Solution: Transition the blade base to standard H13 (4Cr5MoSiV1) or a specialized Cr-Mo-Ni modified H13 matrix. For high-strength applications up to 1500MPa, upgrade to low-carbon high-toughness matrix steel (Caldie/Viking). This shift optimizes core impact energy absorption while maintaining a high structural yield point.
Engineering Trade-off: Increasing the base toughness usually requires reducing the volume of primary un-dissolved chromium carbides. This lowers the material’s absolute abrasive wear resistance, requiring more frequent, controlled maintenance grinding.
4.2 Rapid Edge Softening and Thermal Collapse (Mushrooming)
Root Cause Analysis: Continuous, high-speed friction along the blade flanks generates localized heat that exceeds the material’s initial tempering temperature. This triggers a microstructural conversion from tempered martensite to over-tempered ferrite, lowering the edge hardness and causing the blade profile to deform or “mushroom”.
Engineering Solution: Deploy Cr-Mo-W or Mo+W composite modified H13 alloys. The synchronized additions of Tungsten (W) and Molybdenum (Mo) precipitate secondary ultra-fine M6C and MC carbides during hot processing. These carbides remain highly stable at elevated temperatures, providing excellent hot hardness and thermal fatigue resistance.
Engineering Trade-off: The high concentration of refractory elements (W, Mo) increases the material’s sensitivity to grinding burn during resharpening, requiring highly controlled grinding feeds and specialized vitrified CBN wheels.
4.3 Strip Camber, Snaking, and Inconsistent Slit Widths
Root Cause Analysis: Excessive cumulative thickness errors in the knife and spacer assembly, or severe axial runout (≥0.005mm) along the slitter arbor. This causes the relative clearance between the upper and lower knives to oscillate dynamically during rotation, shifting the shear plane and inducing lateral wandering in the strip.
Engineering Solution: Implement strict micro-metric manufacturing controls to guarantee thickness tolerances within ±0.002mm and keep the axial runout under ≤0.005mm. All tooling setups should utilize high-precision ground spacers and be assembled over high-rigidity spindles.
Engineering Trade-off: Achieving these tight tolerances requires temperature-controlled grinding rooms and comprehensive metrology verification, which increases initial tooling costs.
Engineering Note: The Operational Divide Between ±0.01 mm and ±0.002 mm Thickness Tolerances
In standard mechanical blueprints, a thickness tolerance of ±0.01 mm or wider is commonly specified. However, for the high-precision applications championed in this white paper, a micron-level tolerance of ±0.002 mm to ±0.005 mm is mandatory. The critical technical factors dictating this divide include:
Multi-Knife Setup & Cumulative Error Effect: In basic slitting operations where only 2 to 5 cuts are performed per arbor, a single-knife tolerance of ±0.01 mm results in a negligible total cumulative error. However, in high-capacity, multi-knife precision lines (e.g., electrical silicon steel or ultra-thin electronic foils) requiring 20 to 50 cuts simultaneously, a ±0.01 mm tolerance compounds into a massive cumulative axial drift of ±0.2 mm to ±0.5 mm. This severely misaligns the downstream knives relative to the arbor centerline, making ultra-precise setups impossible.
Tooling Setup Dynamics: Manual Shimming vs. Automated Blind-Assembly: Conventional industrial lines operating with ±0.01 mm knives heavily rely on skilled operators to manually measure and compensate for gaps using ultra-thin copper shims (typically 0.01 mm to 0.05 mm thick) during setup. Conversely, high-automation, world-class slitting lines (such as those from FIMI, SMS Group, or Danieli) require “blind-assembly”—where knives and precision spacers are stacked sequentially onto the arbor and locked mechanically based on pure computational data, with zero manual shimming allowed. This operational paradigm mandates a strict ±0.002 mm manufacturing tolerance.
Gauge-Specific Clearance Sensitivity: The optimal axial side clearance is usually engineered at 8% to 12% of the work material thickness. For heavy-gauge plates (≥3 mm), the nominal clearance spans hundreds of microns, rendering a ±0.01 mm knife thickness variation statistically insignificant. However, when slitting ultra-thin foils or electrical steels (≤0.1 mm), the ideal side clearance drops to approximately 0.01 mm. Under these extreme bounds, a ±0.01 mm knife tolerance will either close the gap to zero (causing immediate blade collision and edge chipping) or double it (causing severe vertical burrs and material deformation).
Manufacturing Feasibility & Asset Lifecycle TCO: Producing a knife with a ±0.01 mm tolerance requires only standard precision surface grinding. Achieving a reliable ±0.002 mm tolerance requires climate-controlled grinding facilities (to eliminate thermal expansion drift), deep cryogenic treatment (to stabilize the microstructure against residual stress warping), and sequential mirror lapping. While ultra-precision tooling demands a higher initial capital expenditure, it eliminates manual shimming downtime, protects high-cost arbor bearings from dynamic axial imbalances, and delivers a substantially lower Total Cost of Ownership (TCO) in high-throughput lines. For teams commissioning or auditing a new knife stack, the OEM Slitter Knife Spindle Fit Audit Checklist provides a structured workflow for verifying ISO bore fits, TIR gates, and spacer parallelism before the tooling touches coil.
4.4 Excessive Secondary Burr Formation on Strip Edges
Root Cause Analysis: The horizontal clearance between the upper and lower blades has widened beyond the optimal material deformation limits, or the blade edges have undergone micro-chipping. This forces the material to undergo tearing and tensile failure rather than clean shearing, leaving thick, vertical burrs along the bottom edge of the strip.
Engineering Solution: Readjust the horizontal clearance to match the specific material criteria (e.g., 8%–12% for soft carbon steels, 14%–18% for high-strength steels). If the burrs are caused by micro-abrasion of the blade edge, upgrade to an atomized Powder Metallurgy steel (ASP 23) to ensure a highly uniform carbide structure at the micron level.
Engineering Trade-off: Setting tighter clearance profiles demands exceptional machine stiffness and precise operator alignment, as any deflection can cause the blades to rub, accelerating tool wear.
4.5 Micro-Crack Propagation from Flank Wear (Heat Checking)
Root Cause Analysis: Repeated thermal shocks where the blade edge heats up rapidly in the cut and cools outside the cut create cyclic thermal stresses. This leads to the formation of micro-cracks perpendicular to the cutting edge, which can grow into large chips over time.
Engineering Solution: Utilize a Cr-Mo-V-Mo modified H13 steel with elevated Molybdenum content to enhance tempering stability and refine grain structures. Additionally, integrate deep cryogenic treatment down to -196℃ post-quenching to relieve residual micro-stresses and prevent sub-surface crack initiation.
Engineering Trade-off: The added thermal fatigue resistance slightly lowers the maximum achievable room-temperature hardness, reducing the tool’s effectiveness when slitting highly abrasive surfaces.
4.6 Edge Galling and Material Pickup when Slitting Aluminum/Stainless
Root Cause Analysis: Severe adhesive wear forces soft, ductile materials to cold-weld onto the unprotected carbon steel matrix of the knife flank. As the strip moves past, these adhered fragments break free, pulling tiny chunks of the tool steel matrix with them and scratching the slitted product.
Engineering Solution: Apply an ultra-smooth Diamond-Like Carbon (DLC) coating or a thin chromium-nitride layer to the blade flanks. Ensure the cutting edge and faces are mirror-polished to a surface finish of Ra <0.2μm to minimize physical mechanical locking points.
Engineering Trade-off: Thin, hard coatings like DLC are susceptible to peeling if the underlying steel matrix deforms under heavy impact, meaning they can only be applied to highly rigid base materials.
5.Руководство по материаловедению
The performance of a rotary slitter knife depends heavily on its underlying alloy chemistry and carbide morphology. Standard cold-work steels like D2 and SKD11 feature large, coarse primary chromium eutectic carbides (M7C3). Under the high cyclic compression loads of modern slitting lines, these large carbides act as structural stress concentrators, often leading to catastrophic edge chipping or sudden cracking. To address these challenges, advanced tool steels utilize tailored alloying strategies:
5.1 Standard H13 (4Cr5MoSiV1)
A medium-carbon, high-chromium hot-work steel featuring an exceptionally tough, dislocation-tempered martensitic matrix. It relies on a balanced Cr-Mo-V composition to deliver excellent impact energy absorption and resistance to thermal shock, making it an ideal choice for heavy-gauge hot-rolled processing lines. However, its lower volume fraction of primary hard carbides limits its long-term resistance to abrasive wear.
5.2 Modified H13 Variants (Co-Alloying Schemes)
Cr-Mo-W System (+W): Micro-additions of Tungsten form highly stable, hard M6C complex carbides. This modification significantly boosts secondary hardening peaks, hot hardness, and edge retention without sacrificing base impact toughness, making it well-suited for high-frequency silicon steel slitting.
Cr-Mo-Ni System (+Ni): Nickel additions strengthen the martensitic matrix through solid solution strengthening, lowering the ductile-to-brittle transition temperature and improving transverse mechanical properties. This modification helps prevent catastrophic axial cracking in large-diameter tools (>400mm) subjected to high lateral clamping forces.
Cr-Mo-V-Mo System (High Mo): Increasing the Molybdenum ratio improves grain refinement and significantly enhances tempering resistance. This structure resists thermal softening and micro-crack propagation under continuous, high-speed friction.
W+Ni Composite System: Combines the high-hardness precipitation of Tungsten carbides with the matrix-strengthening properties of Nickel. This dual approach creates an excellent balance of deformation resistance and toughness, ideal for slitting uneven or warped metal strips.
Mo+W Composite System: Leverages a balanced combination of Molybdenum and Tungsten to maximize thermal stability and grain refinement. This composition provides excellent hot hardness and thermal fatigue resistance during the high-speed slitting of ultra-thin electrical steels.
An advanced cold-work steel developed to overcome the toughness limitations of standard SKD11/D2 alloys. By increasing the Vanadium (V) content, it forms fine, evenly dispersed MC-type vanadium carbides that refine the grain structure. At an operating hardness of HRC 60–62, DC53 provides twice the impact toughness of SKD11, substantially reducing the risk of edge chipping when processing high-strength automotive sheets up to 1100MPa.
5.4 Matrix Steels (Caldie / Viking)
Engineered with a low-carbon, high-alloy matrix formula that minimizes the formation of large, brittle eutectic carbides during solidification. These steels combine the high matrix hardness of a high-speed steel (HRC 59–61) with the excellent impact ductility of an H13 hot-work alloy. This makes them highly effective at resisting fatigue cracking and structural failure under severe mechanical loads (1100MPa to 1500MPa).
Produced via gas atomization and Hot Isostatic Pressing (HIP), this process bypasses conventional ingot casting to eliminate carbide segregation. The resulting microstructure consists of an ultra-fine, highly uniform dispersion of sub-micron vanadium and tungsten carbides embedded within a high-alloy matrix. Operating at HRC 62–64, these materials offer an excellent combination of abrasive wear resistance, compressive strength, and toughness. For high-demand, automated slitting lines, PM steels can extend tool life by 5 to 10 times compared to standard H13 alloys.
6.Термообработка и баланс твердости
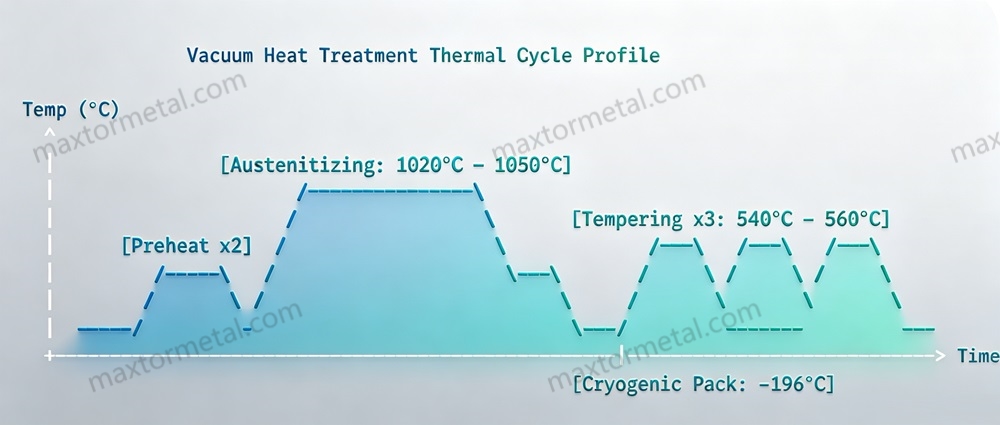
6.1 Vacuum Thermal Hardening and Tempering Operations
Achieving the proper balance between wear resistance and structural toughness requires precise control over the heat treatment process. Maxtor Metal’s standard thermal hardening cycle for high-alloy rotary slitter knives includes:
Double Stage Pre-heating: Blades are heated slowly to 550℃ and then to 850℃ inside a high-vacuum furnace (10-4 mbar). This minimizes thermal stress gradients and prevents distortion across the blade’s geometry.
High-Temperature Austenitizing: The temperature is raised to the material’s specific austenitizing range (typically 1020℃ to 1050℃ for modified H13 alloys; up to 1180℃ for PM variants) to dissolve alloy elements into the parent austenite matrix while preserving refined grain boundaries.
Controlled Gas Quenching: High-pressure nitrogen gas (4 bar to 10 bar) is forced through the chamber to quench the blades rapidly, transforming the austenite into a hard, un-tempered martensitic structure.
Triple Sub-Critical Tempering: To relieve internal quenching stresses and optimize toughness, the knives undergo at least three separate tempering cycles at temperatures ranging from 540℃ to 560^℃. This process triggers secondary hardening by precipitating fine alloy carbides and converts unstable retained austenite into stable tempered martensite.
6.2 Deep Cryogenic Treatment Mechanics
Deep cryogenic processing is highly recommended for high-performance slitting operations. Immediately following the initial gas quench, the blades are cooled gradually inside a specialized cryogenic chamber down to -196℃ and held at this temperature for 24 to 36 hours.
Complete Austenite Conversion: This process drives the transformation of remaining unstable retained austenite into hard martensite, eliminating structural weak points that can cause dimensional shifting or warping during operation.
Eta (η) Carbide Precipitation: Cryogenic conditioning creates micro-structural stresses that encourage the precipitation of ultra-fine, nano-scale eta-carbides during subsequent tempering stages. This significantly improves the tool’s micro-abrasive wear resistance and helps maintain a sharp cutting edge over extended production runs.
6.3 Duplex Plasma Nitriding Profiles
For challenging slitting applications, such as processing abrasive silicon steels or heavy-gauge carbon plates, the blades can undergo a duplex plasma nitriding treatment. Conducted in a vacuum chamber using an ionized hydrogen-nitrogen gas mixture at temperatures below the tempering point (480℃ to 500℃), this process introduces atomic nitrogen into the steel’s surface lattice.
Case Depth Control: Creates a highly controlled diffusion zone with a depth of 05 mm to 0.10 mm.
Surface-to-Core Hardness Gradient: The process yields a hard surface shell rated at HV 900–1100, while the core maintains its high toughness and impact resistance (HRC 54–57). This design successfully addresses the engineering challenge of combining high external wear resistance with high internal impact absorption.
7.Геометрия ножа и инженерия режущей кромки
The precision of a rotary slitting operation depends directly on maintaining correct geometric clearances and edge configurations:
7.1 Axial Side Clearance (Δx)
The horizontal gap between the upper and lower shearing edges is a critical parameter.
Standard Gauge Steels: Set between 8% and 12% of the material thickness. If the clearance is too small, the upper and lower fracture lines will pass each other, causing secondary shearing, high material friction, and fast edge wear. If the gap is too large, the material will undergo tensile tearing, leaving thick, heavy burrs.
Ultra-High-Strength Steels (UHSS): The side clearance must be increased to 14% to 18% of the sheet thickness. Because high-strength materials resist plastic deformation, a wider clearance is needed to let the shear cracks propagate naturally, preventing extreme force spikes that could crack or chip the blade.
7.2 Radial Overlap (ho)
The vertical engagement depth of the upper and lower blades is adjusted based on the material thickness and strength.
Thin Strip Materials (<0.5mm): Typically requires a small positive overlap (2 mm to 0.4 mm) to ensure complete separation across the entire width of the cut.
Heavy-Gauge Plates (≥3mm): The vertical overlap can be expanded up to 0 mm to ensure reliable material separation. This requires a highly rigid spindle system to prevent the knives from deflecting or backing off under load.
7.3 Edge Profiling and Micro-Beveling
Standard sharp, 90°square edges are prone to micro-chipping when subjected to high impact forces. To prevent this, Maxtor Metal uses specialized edge conditioning:
Micro-Honing: The sharp edge is lightly honed using fine diamond media to create a uniform radius of 5μm to 15μm. This provides extra support to the cutting edge, reducing localized stress concentrations without increasing burr formation.
Flank Micro-Beveling (45°Protective Chamfer): For heavy-duty slitting operations, a tiny 0.05mm*45°protective chamfer is ground onto the cutting corner. This redirecting feature helps absorb high impact forces and prevents edge chipping caused by material variations or line vibrations.
8.Производственный процесс и контроль качества
Every rotary slitter knife is manufactured through a precise sequence of operations to ensure exceptional dimensional accuracy and structural integrity:
8.1 Material Forging
Multi-Directional Forging: Ingots are forged using high-tonnage hydraulic presses across three dimensions, achieving a minimum forging reduction ratio of 5:1. This collapses dendritic structures and refines grain distributions.
8.2 Rough Machining & Stress Relieving
CNC Turning: Forged blanks are rough-turned to within +1.5mm of final dimensions, and center bores are pre-machined.
Stress-Relief Annealing: To eliminate residual stresses induced by forging and heavy machining, parts are heated to 650℃, held for 4 hours, and slowly cooled in the furnace. This ensures excellent dimensional stability during subsequent heat treatment.
8.3 Heat Treatment & Cryogenic Processing (refer to Section 6 for full cycle details)
Blanks undergo vacuum gas hardening and deep cryogenic cycling down to -196℃, as detailed in Section 6. This achieves the target hardness profile while minimizing internal material stresses.
8.4 Precision Grinding & Metrology Verification
Rotary Surface Grinding: Blade faces are ground on high-precision rotary grinders equipped with hydrostatic spindles and automated thermal compensation systems.
Bore Grinding: The internal center bore is ground to tight tolerances (typically H5, +0.011 / -0mm) to ensure a precise slip-fit onto the slitter arbor, minimizing radial play.
Dual-Face Mirror Lapping: Working flanks undergo a sequential lapping process using diamond slurries to achieve a surface roughness of Ra <0.2μm. This eliminates grinding marks and provides a mirror finish that reduces friction and prevents material adhesion.
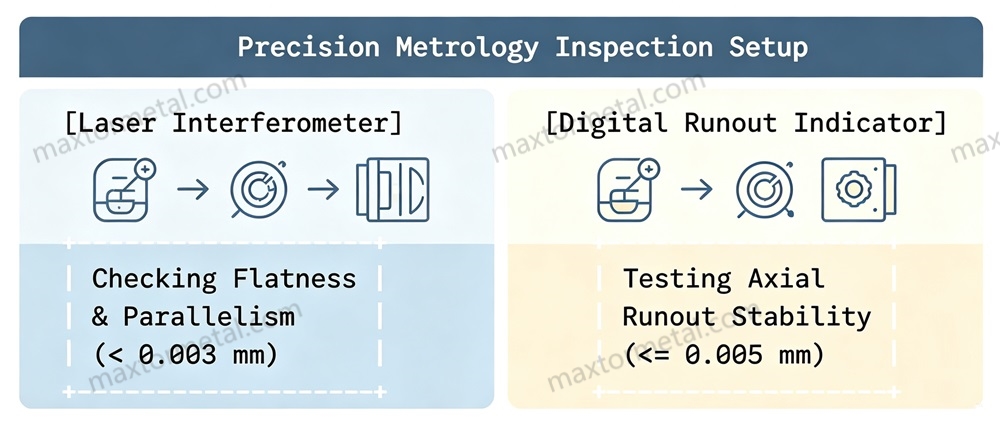
8.5 Final Quality Inspection Protocols
Dimensional Inspection: Thickness and parallelism are verified inside a climate-controlled metrology room (20℃±5℃) using laser interferometers and high-precision digital indicators. Parallelism must measure under 0.003mm to ensure uniform cutting clearance.
Axial Runout Testing: The finished knife is mounted on a certified reference mandrel and rotated under a high-resolution digital gauge to verify that axial runout remains ≤0.005mm.
Non-Destructive Testing (NDT): Every blade undergoes Magnetic Particle Inspection (MPI) or Liquid Penetrant Testing (LPI) across the cutting edges to confirm the total absence of micro-cracks or grinding burns.
9. Практические кейсы (Примеры внедрения)
Case Study 1: Resolving Edge Failure in an Automotive UHSS Slitting Line
The following data comes from Maxtor Metal’s project support for automotive steel service center, the customer name has been anonymized.
Customer Profile: A major tier-1 automotive steel service center processing advanced high-strength steels.
The Challenge: The facility was using conventional D2/SKD11 rotary knives to slit 1.6mm thick DP1180 high-strength steel coils. The blades suffered from frequent, unpredictable micro-chipping and large-scale fracturing along the cutting edges. This required the line to be shut down for knife changes every 12,000 meters of production, resulting in low equipment efficiency and high maintenance costs.
Engineering Intervention: Maxtor Metal’s application engineering analyzed the application and replaced the brittle D2 knives with DC53 High-Vanadium cold-work steel blades heat-treated to HRC 60–62. The new setup included deep cryogenic treatment to eliminate internal material stresses. Additionally, the horizontal cutting clearance was increased from a standard 10% up to 16% of the sheet thickness to accommodate the material’s high yield strength.
Quantifiable Results:
Tool Life Extension: Single-line slitting distance increased from 12,000 meters to over 25,000 meters before requiring a regrind.
Chipping Reduction: Catastrophic blade cracking was completely eliminated.
Экономия средств: Reduced annual tooling costs by 52% and decreased weekly downtime hours by 78%. (The reduction in catastrophic chipping events eliminated unplanned line stoppages, which accounted for the disproportionate reduction in downtime relative to knife life extension.)
Case Study 2: Eliminating Edge Softening and Burr Issues in Silicon Steel Slitting
The following data comes from Maxtor Metal’s project support for a motor laminations manufacturer, the customer name has been anonymized.
Customer Profile: A manufacturer of high-efficiency electrical transformers and electric vehicle motor laminations.
The Challenge: The plant was slitting ultra-thin, highly abrasive 0.35mm grain-oriented electrical silicon steel coils at a high speed of 250m/min. They used standard H13 tool steel blades, which suffered from rapid thermal softening and edge wear due to the high friction heat generated during operation. This led to excessive edge burrs (>0.05mm), causing the slitted strips to fail insulation tests.
Engineering Intervention: Maxtor Metal implemented a Mo+W Composite Modified H13 tool steel solution, hardened to HRC 58–60. The blades underwent an advanced vacuum heat treatment process followed by a 08 mm deep plasma nitriding cycle to create a hard surface shell (HV 1000) over a tough core. The blade faces were also mirror-polished to a surface finish of Ra 0.15μm to minimize friction.
Quantifiable Results:
Качество кромки: Edge burrs were maintained consistently under 015 mm, passing all quality checks.
Regrind Intervals: The continuous production volume between blade regrinds extended from 35,000 meters to 210,000 meters. (The extended interval reflects the particularly aggressive abrasive wear mode of silicon steel, where surface treatment and alloy selection have a compounding effect on tool life.)
Dust Reduction: Highly polished blade flanks minimized friction, significantly reducing airborne iron dust along the slitting line.
Часто задаваемые вопросы (FAQ)
Вопрос: Почему для резки тяжелых металлов следует использовать модифицированную инструментальную сталь H13 вместо традиционных D2/SKD11?
A1: Традиционные стали D2/SKD11 содержат в своей микроструктуре крупные и хрупкие карбиды хрома (M7C37C3). При воздействии высоких циклических сжимающих и ударных нагрузок, возникающих на современных линиях продольной резки, эти крупные карбиды действуют как концентраторы напряжений, что часто приводит к внезапному образованию трещин на режущей кромке или полному разрушению ножа. Модифицированные стали H13 имеют более вязкую и однородную мартенситную матрицу, которая устойчива к растрескиванию под высокими нагрузками, что делает их гораздо более надежным выбором для ответственных задач.
Вопрос: Как микродобавка вольфрама (W) улучшает работу ножа H13?
A2: Во время термообработки вольфрам соединяется с углеродом, образуя тонкие и твердые карбиды типа M66C. Эти микрокарбиды усиливают эффект вторичного твердения материала и сохраняют высокую твердость при повышенных температурах, предотвращая размягчение режущей кромки из-за тепла, возникающего при трении во время высокоскоростной резки.
Вопрос: Какую роль играет никель (Ni) в ножах для роликовых ножниц большого диаметра?
A3: Никель упрочняет стальную матрицу за счет упрочнения твердого раствора, что повышает ударную вязкость при низких температурах и улучшает поперечные механические свойства. Для ножей большого диаметра (>400 мм) эта дополнительная вязкость предотвращает осевое растрескивание инструмента при высоких боковых силах фиксации.
Вопрос: Когда необходимо переходить на высокоэффективные стали порошковой металлургии (PM), такие как ASP 23?
A4: Стали PM настоятельно рекомендуются для автоматизированных линий большой производительности или при резке тонких, абразивных материалов, таких как электротехническая кремнистая сталь, где качество кромки имеет решающее значение. Процесс порошковой металлургии устраняет сегрегацию карбидов, создавая исключительно однородную структуру, которая предотвращает микровыкрашивание и увеличивает срок службы инструмента в 5–10 раз по сравнению с обычными сталями.
Вопрос: Какова основная причина появления волнистой или «змеевидной» кромки на разрезанной полосе?
A5: Волнистые края обычно вызваны нестабильным зазором при резке, часто из-за осевого биения (runout), превышающего ≤0,005 мм, или из-за накопленных погрешностей толщины ножей и проставочных колец. Это приводит к небольшому биению ножей при вращении, из-за чего горизонтальный зазор динамически изменяется, а линия реза отклоняется.
Вопрос: Как отклонения в допусках по толщине влияют на настройку многоножевого реза?
A6: На валу с несколькими ножами и проставочными кольцами отдельные ошибки по толщине суммируются по всей сборке. Если допуски на отдельные ножи не выдерживаются в пределах ±0,002 мм – ±0,005 мм, общая накопленная ошибка приведет к рассогласованию верхних и нижних ножей, что повлечет за собой нестабильные зазоры, низкое качество кромки и ускоренный износ инструмента.
Вопрос: Почему автомобильные стали сверхвысокой прочности требуют увеличенных горизонтальных зазоров при резке?
A7: Высокопрочные материалы обладают высоким пределом текучести и низкой пластичностью. При использовании стандартного зазора 10% материал не разрушается должным образом, что приводит к резкому скачку усилия резания, который может быстро затупить или выкрошить нож. Увеличение зазора до 14%–18% позволяет трещинам среза естественным образом соединиться, обеспечивая чистый разрез при меньшей нагрузке на инструмент.
Вопрос: В чем преимущества глубокой криогенной обработки при -196°C для дисковых ножей?
A8: Криогенная обработка превращает остаточный нестабильный аустенит в стабильный отпущенный мартенсит и способствует выделению ультрамелких эта-карбидов. Это повышает размерную стабильность инструмента, снимает внутренние напряжения и гарантирует, что зазор при резке не изменится во время длительной высокоскоростной производственной работы.
Вопрос: Какова цель плазменного азотирования ножа и делает ли оно его хрупким?
A9: Плазменное азотирование насыщает поверхность ножа азотом, создавая твердый и износостойкий внешний слой (глубиной 0,05–0,10 мм, HV 900–1100), при этом сохраняя вязкость и ударопрочность сердцевины. Поскольку азотированный слой тонкий и поддерживается прочной сердцевиной, это значительно повышает износостойкость, не делая весь нож хрупким.
Вопрос: Как зеркально отполированная боковая поверхность (Ra < 0,2 мкм) улучшает качество резки?
A10: Зеркальная отделка удаляет микроследы шлифовки, которые могут стать очагами трещин, минимизирует трение о движущуюся полосу и помогает предотвратить налипание мягких металлов на инструмент. Это также снижает силу трения и ограничивает накопление железной пыли вдоль линии резки.
Вопрос: Можно ли использовать DLC-покрытия (алмазоподобный углерод) при резке высокопрочных сталей?
A11: Как правило, нет. Хотя DLC-покрытия обеспечивают исключительно низкий коэффициент трения, они очень тонкие и жесткие. Под воздействием экстремальных сжимающих усилий, необходимых для резки высокопрочных сталей, стальная основа может слегка прогибаться, из-за чего хрупкое DLC-покрытие трескается и отслаивается. DLC лучше всего подходит для мягких, вязких материалов, таких как алюминий или медь.
Вопрос: Какое идеальное вертикальное радиальное перекрытие для резки листов из среднеуглеродистой стали?
A12: Для стандартных листов из углеродистой стали (толщиной от 1,0 мм до 2,5 мм) оптимальное вертикальное радиальное перекрытие составляет от 0,3 мм до 0,6 мм. Эта глубина обеспечивает чистый рез без излишней нагрузки на подшипники вала разрезного станка.
Вопрос: Как предотвратить выкрашивание кромок при резке деформированных или неровных стальных рулонов?
A13: Деформированные рулоны создают непредсказуемые боковые движения и неравномерные ударные нагрузки при прохождении через ножи. В таких условиях рекомендуется использовать инструментальную сталь марки H13, модифицированную композитом W+Ni, которая обладает высокой ударной вязкостью матрицы для поглощения резких ударов в сочетании с небольшой защитной микрофаской на режущей кромке.
Вопрос: Каковы стандартные производственные критерии для некритических размеров ножей, не имеющих допусков?
A14: Все некритические или не указанные размеры изготавливаются в соответствии со стандартами ISO 2768-mK, что обеспечивает неизменное качество каждой детали.
Вопрос: Как часто следует проверять дисковые ножи на наличие микротрещин во время технического обслуживания?
A15: Ножи должны проходить тщательную очистку и проверку методом магнитопорошковой дефектоскопии (MPI) во время каждого планового цикла заточки. Шлифовка при наличии микротрещин без их полного удаления может привести к тому, что трещины станут глубже, что вызовет внезапный выход ножа из строя при возврате инструмента в эксплуатацию.
Вопрос: Какой тип шлифовального круга рекомендуется для заточки ножей из модифицированной стали H13?
A16: Рекомендуется использовать шлифовальные круги из кубического нитрида бора (CBN) на керамической связке в сочетании с высокопоточной водорастворимой синтетической охлаждающей жидкостью. Избегайте использования обычных кругов из оксида алюминия при больших подачах, так как возникающее тепло трения может легко вызвать локальный отпуск и прижоги на инструментальной стали.
Вопрос: Почему жесткий допуск на диаметр отверстия важен для высокоскоростных линий продольной резки?
A17: Центральное отверстие обычно изготавливается с допуском H5 для обеспечения плотной и точной посадки на вал станка. Любой чрезмерный зазор между отверстием и валом приведет к тому, что нож будет вращаться с небольшим эксцентриситетом, что приведет к циклическим изменениям радиального перекрытия и созданию неровного реза с прерывистыми заусенцами.
Вопрос: Что вызывает образование большого количества железной пыли вокруг узла продольной резки?
A18: Избыточное количество железной пыли обычно вызвано трением материала о шероховатые боковые поверхности ножей (Ra >0,8 мкм) или использованием слишком малых зазоров, что приводит к сошлифовыванию срезанных кромок. Переход на зеркально отполированные поверхности ножей (Ra <0,2 мкм) значительно снижает это трение и сокращает количество пыли.
Вопрос: Как сделать выбор между матричной сталью (Caldie) и порошковой сталью (ASP 23)?
A19: Выбирайте матричную сталь, если ваша главная проблема — это выкрашивание (растрескивание) ножей или сильные механические удары при резке толстых, твердых листов. Выбирайте порошковую сталь, если ваша главная цель — высокая износостойкость в течение длительного срока службы и получение очень чистого реза без заусенцев на высокоскоростных линиях.
Вопрос: Можно ли использовать стандартные стали для горячей обработки в процессах холодной резки?
A20: Да. Стандартная сталь H13 является сталью для горячей обработки, но ее высокая ударная вязкость, превосходная пластичность и стойкость к термической усталости делают ее исключительным базовым материалом для линий продольной резки холоднокатаной и горячекатаной углеродистой стали.
Technical Reviewed by: Senior Metallurgical Specialist at Maxtor Metal.
Выбирать Nanjing Metal IndustrialРоторные ножницы компании «Silver» обеспечивают более эффективную и точную резку металла, а также гарантируют долговечность и высокое качество работы.
Наслаждайтесь удобством беспрепятственного импорта. От транспортировки до таможенной очистки мы берем на себя весь процесс. Вам нужно только оплатить НДС и дождаться прибытия товара.
Конкурентоспособные цены
Наши лезвия используются в бесчисленных областях, и мы готовы взяться за любой проект, который вы нам предложите, обеспечивая точность, долговечность и беспрецедентные конкурентоспособные цены.
ODM и OEM доступны
Независимо от того, предоставите ли вы чертежи, эскизы или образцы, мы можем разработать и изготовить продукцию для вас. Мы также можем помочь в изменении существующих конструкций и спецификаций для улучшения практически любого применения промышленного инструмента. Пожалуйста, свяжитесь с нашим отделом продаж, чтобы обсудить ваши конкретные требования.
Контроль качества
Для контроля качества проводится ряд испытаний и проверок, включая проверку первого образца, входной контроль материалов и сертификацию материалов, контроль качества в процессе производства и окончательный контроль качества.
Гибкие закупки, неограниченное сотрудничество
Независимо от того, являетесь ли вы импортером, дистрибьютором, оптовым продавцом или конечным пользователем, мы приветствуем вас с минимальным MOQ, без проблем с запросами и большей свободой при покупке.
Зарубежный мониторинг, отчет о ходе производства в режиме реального времени
Станем вашим эксклюзивным монитором, регулярно передавая информацию о каждом важном узле производственной линии. Независимо от расстояния, вы сможете максимально полно отслеживать прогресс производства продукта.