Lame per cesoie a rulli e coltelli rotanti di alta precisione
Noi di Maxtor Metal produciamo coltelli circolari (slitter) e lame per cesoie a rulli per linee di taglio longitudinale ad alta velocità e rifilatrici, dove fungono da utensili da taglio sovrapposti. Operando tramite movimenti rotatori sincronizzati delle lame superiori e inferiori, questi utensili eseguono un taglio longitudinale continuo e senza trucioli su bobine di metallo laminato a freddo, a caldo e in leghe speciali avanzate. Progettati per resistere a forti carichi dinamici, questi utensili si integrano perfettamente negli ambienti di lavorazione dei metalli più esigenti al mondo.
1.1 Matrice delle specifiche tecniche
Classe di parametri
Dettagli delle specifiche tecniche
Macchinari compatibili
Utilizzato su linee di taglio ad alta precisione globali e rifilatrici laterali, tra cui FIMI, SMS Group, Danieli, Andritz, Stamco e Herr-Voss Stamco. Richiede la piena conformità con i sistemi a mandrino rigido che necessitano di un elevato bilanciamento dinamico e di un gioco assiale nullo.
Opzioni di base del materiale
Acciaio H13 standard (4Cr5MoSiV1); H13 modificato Cr-Mo-W; H13 modificato Cr-Mo-Ni; H13 modificato Cr-Mo-V-Mo; H13 modificato composito W+Ni; H13 modificato composito Mo+W; Acciaio per lavorazione a freddo ad alto contenuto di vanadio DC53/LD; Acciai matrice (Caldie / Viking); Acciai rapidi ad alte prestazioni per metallurgia delle polveri (ASP 23 / CPM M4 / Vanadis 4 Extra).
Spettro di durezza
* H13 standard/modificato: HRC 54–57 (Lamiere spesse di medio spessore) / HRC 57–60 (Linee sottili/ad alta frequenza)
* DC53/LD: HRC 60–62
* Matrix Steel: HRC 59–61
* Acciaio metallurgico in polvere (ASP 23): HRC 62–64.
Tolleranze dimensionali
* Tolleranza di spessore: Da ±0,002 mm a ±0,005 mm (linee ad alta precisione; distinte dai disegni tecnici commerciali standard da ±0,01 mm - vedere la Sezione 4.3 per un'analisi approfondita)
* Planarità e parallelismo: <0,003 mm a 0,005 mm
* Eccentricità assiale: ≤0,005 mm (impedisce fluttuazioni periodiche dello spazio e la formazione di bave severe)
* Tolleranze non specificate: Conformità agli standard ISO 2768-mK.
Topografia della superficie
* Lato tagliente e superfici laterali: Ra <0,2μm a 0,4μm tramite rettifica di ultra-precisione e lucidatura a specchio. .
* Superfici non lavoranti: Ra <1,6 μm.
Stock per taglio bersaglio
Bobine laminate a freddo a basso tenore di carbonio, lamiere decapate laminate a caldo, lamiere di acciaio al silicio elettrico, nastri in lega di rame/alluminio, acciai inossidabili e acciai ad altissima resistenza (UHSS, carico di snervamento ≥900 MPa, resistenza alla trazione fino a ≥1200 MPa, come l'acciaio stampato a caldo per autoveicoli, l'acciaio martensitico e il DP1180).
Panoramica tecnica delle lame per cesoie a rulli
2.1 La meccanica della “compressione ad alto taglio”
Il taglio rotativo non è un semplice processo di separazione; si tratta di un'operazione complessa e continua di "compressione ad alto taglio". Quando la bobina di metallo passa attraverso le lame rotanti superiore e inferiore sovrapposte, il materiale subisce tre distinte fasi di deformazione:
Deformazione elastica: Il contatto iniziale avviene nel punto in cui il bordo del coltello incide la superficie della striscia.
Forbici di plastica: La lama penetra più in profondità, spingendo il materiale oltre il suo punto di snervamento lungo un piano di taglio localizzato.
Inizio della zona di frattura: Le microfratture si propagano dalle punte superiore e inferiore della lama fino a incontrarsi, separando nettamente il materiale senza generare schegge.
Durante le operazioni ad alta velocità, l'utensile è soggetto a forti impatti meccanici ciclici combinati con un intenso attrito lungo i fianchi della lama. Questo attrito localizzato genera temperature istantanee estremamente elevate. Se il materiale della lama non possiede sufficiente stabilità termica o durezza a caldo, il tagliente subisce rapidamente un rinvenimento localizzato, che porta a deformazione plastica, usura abrasiva accelerata e, infine, micro-scheggiature.
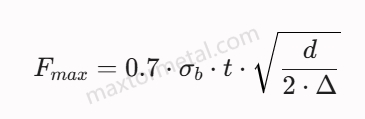
La forza di taglio massima per coppia di lame viene calcolata utilizzando il seguente modello empirico:
Dove:
Fmax è la forza di taglio massima per coppia di lame.
σb rappresenta la resistenza a trazione ultima del materiale del nastro.
t è lo spessore della striscia.
d è il diametro esterno della lama.
Δ rappresenta l'impegno totale di taglio (profondità di penetrazione).
2.2 Diagnostica dell'usura microstrutturale
Per garantire prestazioni stabili dell'utensile, la microstruttura della lama deve resistere a tre principali meccanismi di usura:
Usura adesiva (grippaggio): Si verifica prevalentemente durante il taglio di materiali morbidi o altamente duttili come l'acciaio inossidabile o l'alluminio. L'elevata pressione provoca una microsaldatura localizzata tra il nastro e il fianco della lama, strappando piccole particelle della matrice della lama durante il funzionamento.
Usura abrasiva: Causato da microcostituenti duri (come ossidi di ferro su nastri decapati laminati a caldo o strutture di carburo di silicio altamente abrasive negli acciai elettrici) che penetrano nella matrice dell'acciaio per utensili. La resistenza dipende interamente dalla frazione volumetrica e dalla distribuzione uniforme dei carburi primari della lega (M6C, MC, M23C6).
Affaticamento termico (controllo del calore): Il continuo alternarsi di temperature tra la temperatura ambiente e quella di flash induce sollecitazioni cicliche di trazione e compressione sul tagliente, che portano alla formazione di reti microscopiche di cricche termiche perpendicolari.
Applicazioni industriali delle lame per cesoie a rulli
3.1 Processi di lavorazione UHSS per il settore automobilistico (linee DP980 / DP1180)
Tipo di apparecchiatura: Linee di taglio di precisione per impieghi gravosi e ad alta rigidità, dotate di mandrini di bloccaggio anti-deformazione attivi.
Profilo dei materiali di lavoro: Acciai bifasici (DP), acciai al boro stampati a caldo per il settore automobilistico e acciai martensitici con limiti di snervamento compresi tra 900 MPa e 1100 MPa.
Soluzione di materiali consigliata: Acciaio per lavorazione a freddo modificato ad alto contenuto di vanadio (DC53 / LD).
Spazi di sicurezza previsti dal progetto: Il gioco laterale assiale deve essere impostato su Spessore della lamiera da 14% a 18%. Impostare un gioco standard non tiene conto a sufficienza del piano di taglio, causando un picco esponenziale della forza di taglio che può portare alla frattura catastrofica della lama.
Limite del parametro operativo: La velocità massima di taglio deve essere regolata tra 80 m/min e 120 m/min per controllare lo shock meccanico e il carico termico sui bordi dei grani raffinati.
3.2 Taglio ad alta velocità dell'acciaio al silicio elettrico
Tipo di apparecchiatura: Linee di taglio ad anello di altissima precisione, smorzate dalle vibrazioni e operanti ad alte frequenze.
Profilo dei materiali di lavoro: Lamiere di acciaio al silicio elettrico non orientate e a grani orientati (spessore da 0,20 mm a 0,50 mm) caratterizzate da un elevato contenuto di silicio abrasivo.
Soluzione di materiali consigliata: Composito Mo+W modificato H13 o acciaio rapido ad alte prestazioni (ASP 23) ottenuto mediante metallurgia delle polveri.
Spazi di sicurezza previsti dal progetto: Spazio laterale assiale rigorosamente bloccato a Spessore della striscia da 8% a 10%; sovrapposizione radiale controllata con precisione all'interno Da 2 mm a 0,4 mm.
Limite del parametro operativo: Velocità di taglio fino a 300 m/min - 400 m/min. Le finiture superficiali devono mantenere Ra <0,2 μm con lucidatura a specchio per eliminare la microabrasione e ridurre al minimo la generazione di polvere di ferro secondaria.
3.3 Lavorazione di bobine decapate laminate a caldo di grosso spessore
Tipo di apparecchiatura: Linee di taglio industriali per impieghi gravosi e rifilatrici laterali.
Profilo dei materiali di lavoro: Lamiere decapate laminate a caldo, acciaio al carbonio e acciai strutturali basso legati con spessori ≥3 mm.
Soluzione di materiali consigliata: Acciaio H13 standard (4Cr5MoSiV1) o H13 modificato con Cr-Mo-Ni per diametri elevati (>400 mm).
Spazi di sicurezza previsti dal progetto: Spazio laterale assiale impostato su Spessore della piastra da 10% a 12%; sovrapposizione radiale impostata tra 6 mm e 1,0 mm per garantire una completa separazione strutturale anche in presenza di sezioni trasversali di grande spessore.
Limite del parametro operativo: Progettato per lavorazioni ad alta velocità e ad alto impatto (da 30 m/min a 60 m/min). Si basa su un'elevata tenacità all'impatto della base per prevenire la formazione di macro-scheggiature sotto carichi elevati.
3.4 Taglio di precisione di nastri in acciaio inossidabile (serie 300/400)
Tipo di apparecchiatura: Linee di taglio ad alta precisione dotate di anelli di controllo della tensione secondari e utensili di separazione che non danneggiano il materiale.
Profilo dei materiali di lavoro: Nastri di precisione in acciaio inossidabile austenitico (ad es. SUS304/316) e ferritico (ad es. SUS430) con elevate proprietà adesive superficiali.
Soluzione di materiali consigliata: Acciaio H13 modificato con Cr-Mo-Ni o acciaio matrice (Caldie) combinato con deposizione fisica da fase vapore o rivestimenti speciali.
Spazi di sicurezza previsti dal progetto: Spazio laterale impostato a Spessore del materiale da 9% a 11% per compensare l'elevato tasso di incrudimento delle matrici austenitiche.
Limite del parametro operativo: Velocità operative da 100 m/min a 180 m/min. L'utilizzo di rivestimenti DLC o trattamenti superficiali avanzati previene la saldatura a freddo e l'accumulo di materiale adesivo sulla superficie della lama.
3.5 Lavorazione di lamine non ferrose ultrasottili (rame e alluminio)
Tipo di apparecchiatura: Macchine per il taglio di precisione di fogli sottili che utilizzano speciali pacchetti di micro-spessori.
Profilo dei materiali di lavoro: Strisce di rame ad alta conduttività, fogli di alluminio per trasformatori e fogli collettori di corrente di qualità per batterie, fino a spessori ultrasottili.
Soluzione di materiali consigliata: Acciaio metallurgico ad alte prestazioni (ASP 23) per ottenere la massima omogeneità strutturale.
Spazi di sicurezza previsti dal progetto: Spazi laterali ultra-bassi che vanno da Spessore del foglio da 6% a 8%; sovrapposizione radiale ridotta al minimo Da 15 mm a 0,25 mm per evitare la piegatura del materiale.
Limite del parametro operativo: Velocità di lavoro fino a 500 m/min. Richiede una finitura a specchio (Ra ≤2μm) su entrambi i fianchi di taglio per eliminare l'attrito localizzato e la deformazione del tagliente.
3.6 Centri generici in acciaio al carbonio laminato a freddo di piccolo spessore
Tipo di apparecchiatura: Attrezzature standard per il taglio di centri di servizio siderurgico commerciali.
Profilo dei materiali di lavoro: Bobine di acciaio al carbonio commerciale laminato a freddo (SPCC, SECC) con resistenza alla trazione inferiore a 450 MPa e spessore compreso tra 0,5 mm e 2,0 mm.
Soluzione di materiali consigliata: H13 standard (4Cr5MoSiV1) o H13 modificato con Cr-Mo-V-Mo.
Spazi di sicurezza previsti dal progetto: Spazio laterale standard fissato a 10% dello spessore del materiale; sovrapposizione radiale mantenuta a un valore costante Da 3 mm a 0,5 mm.
Limite del parametro operativo: Elevata stabilità e velocità di funzionamento continuo fino a 200 m/min, con particolare attenzione agli intervalli di manutenzione prolungati e ai profili di riaffilatura semplici.
4.Problemi di Guasto Comuni e Soluzioni Ingegneristiche
4.1 Fessurazioni strutturali catastrofiche o scheggiature su larga scala
Analisi delle cause profonde: L'utilizzo di acciai per utensili convenzionali per lavorazione a freddo, altamente fragili (come D2 o SKD11), durante il taglio di lamiere di grosso spessore (≥3 mm) o di acciai ad alta resistenza sottoposti a carichi di bloccaggio severi, non garantisce una sufficiente tenacità alla frattura in presenza di elevate forze combinate di taglio e compressione, con conseguenti rotture per clivaggio transgranulare profonde e catastrofiche.
Soluzione ingegneristica: Passare alla base della pala in acciaio H13 standard (4Cr5MoSiV1) o in una matrice H13 modificata con Cr-Mo-Ni. Per applicazioni ad alta resistenza fino a 1500 MPa, passare a un acciaio a matrice a basso tenore di carbonio e alta tenacità (Caldie/Viking). Questa modifica ottimizza l'assorbimento dell'energia d'impatto del nucleo, mantenendo al contempo un elevato limite di snervamento strutturale.
Compromesso ingegneristico: L'aumento della tenacità di base richiede solitamente la riduzione del volume dei carburi di cromo primari non disciolti. Ciò diminuisce la resistenza assoluta all'usura abrasiva del materiale, rendendo necessarie rettifiche di manutenzione più frequenti e controllate.
4.2 Rapido ammorbidimento dei bordi e collasso termico (effetto fungo)
Analisi delle cause profonde: L'attrito continuo e ad alta velocità lungo i fianchi della lama genera calore localizzato che supera la temperatura di tempra iniziale del materiale. Ciò innesca una conversione microstrutturale da martensite temprata a ferrite sovratemprata, riducendo la durezza del filo e causando la deformazione a "fungo" del profilo della lama.
Soluzione ingegneristica: Utilizzare leghe H13 modificate con compositi Cr-Mo-W o Mo+W. Le aggiunte sincronizzate di tungsteno (W) e molibdeno (Mo) precipitano M ultrafine secondario.6Carburi C e MC durante la lavorazione a caldo. Questi carburi rimangono altamente stabili ad alte temperature, garantendo un'eccellente durezza a caldo e resistenza alla fatica termica.
Compromesso ingegneristico: L'elevata concentrazione di elementi refrattari (W, Mo) aumenta la sensibilità del materiale alle bruciature da rettifica durante la riaffilatura, richiedendo avanzamenti di rettifica altamente controllati e mole in CBN vetrificato specializzate.
4.3 Curvatura della striscia, andamento ondulatorio e larghezze delle fessure non uniformi
Analisi delle cause profonde: Errori di spessore cumulativi eccessivi nell'assemblaggio lama e distanziatore, oppure una grave eccentricità assiale (≥0,005 mm) lungo l'albero della taglierina. Ciò provoca un'oscillazione dinamica del gioco relativo tra le lame superiore e inferiore durante la rotazione, spostando il piano di taglio e inducendo una deriva laterale nella striscia.
Soluzione ingegneristica: Implementare rigorosi controlli di produzione micrometrici per garantire tolleranze di spessore entro ±0,002 mm e mantenere l'eccentricità assiale inferiore a ≤0,005 mm. Tutte le configurazioni degli utensili devono utilizzare distanziali rettificati di alta precisione ed essere assemblate su mandrini ad alta rigidità.
Compromesso ingegneristico: Il raggiungimento di queste tolleranze ristrette richiede sale di rettifica a temperatura controllata e una verifica metrologica completa, il che aumenta i costi iniziali degli utensili.
Nota tecnica: La differenza operativa tra tolleranze di spessore di ±0,01 mm e ±0,002 mm
Nei disegni meccanici standard, viene comunemente specificata una tolleranza di spessore di ±0,01 mm o superiore. Tuttavia, per le applicazioni di alta precisione promosse in questo white paper, è obbligatoria una tolleranza a livello di micron compresa tra ±0,002 mm e ±0,005 mm. I fattori tecnici critici che determinano questa distinzione includono:
Configurazione multi-coltello ed effetto dell'errore cumulativoNelle operazioni di taglio di base, dove vengono eseguiti solo da 2 a 5 tagli per albero, una tolleranza di ±0,01 mm per singola lama si traduce in un errore cumulativo totale trascurabile. Tuttavia, nelle linee di precisione ad alta capacità e a più lame (ad esempio, acciaio al silicio elettrico o fogli elettronici ultrasottili) che richiedono da 20 a 50 tagli simultanei, una tolleranza di ±0,01 mm si somma in una massiccia deriva assiale cumulativa da ±0,2 mm a ±0,5 mm. Ciò disallinea gravemente le lame a valle rispetto all'asse centrale dell'albero, rendendo impossibili impostazioni di altissima precisione.
Dinamiche di impostazione degli utensili: spessoramento manuale vs. assemblaggio cieco automatizzato: Le linee industriali convenzionali che operano con lame da ±0,01 mm si affidano fortemente a operatori specializzati per misurare e compensare manualmente gli spazi utilizzando spessori di rame ultrasottili (tipicamente da 0,01 mm a 0,05 mm di spessore) durante la fase di impostazione. Al contrario, le linee di taglio altamente automatizzate e di livello mondiale (come quelle di FIMI, SMS Group o Danieli) richiedono un "assemblaggio cieco", in cui lame e distanziali di precisione vengono impilati sequenzialmente sull'albero e bloccati meccanicamente sulla base di dati puramente computazionali, senza possibilità di utilizzo di spessori manuali. Questo paradigma operativo impone una rigorosa tolleranza di produzione di ±0,002 mm.
Sensibilità del gioco specifica per calibro: Il gioco laterale assiale ottimale viene solitamente progettato tra 8% e 12% dello spessore del materiale in lavorazione. Per lamiere di grosso spessore (≥3 mm), il gioco nominale si estende per centinaia di micron, rendendo una variazione di ±0,01 mm dello spessore della lama statisticamente insignificante. Tuttavia, quando si tagliano lamine ultrasottili o acciai elettrici (≤0,1 mm), il gioco laterale ideale si riduce a circa 0,01 mm. In questi limiti estremi, una tolleranza della lama di ±0,01 mm ridurrà il gioco a zero (causando collisioni immediate della lama e scheggiature del bordo) o lo raddoppierà (causando gravi bave verticali e deformazioni del materiale).
Fattibilità produttiva e costo totale di proprietà (TCO) del ciclo di vita degli asset: La produzione di un coltello con una tolleranza di ±0,01 mm richiede solo la rettifica superficiale di precisione standard. Il raggiungimento di una tolleranza affidabile di ±0,002 mm richiede impianti di rettifica a temperatura controllata (per eliminare la deriva da espansione termica), un trattamento criogenico profondo (per stabilizzare la microstruttura contro la deformazione da stress residuo) e la lappatura a specchio sequenziale. Sebbene gli utensili di ultra-precisione richiedano una spesa iniziale maggiore, eliminano i tempi di inattività dovuti alla regolazione manuale, proteggono i cuscinetti dell'albero costosi dagli squilibri assiali dinamici e offrono un costo totale di proprietà (TCO) sostanzialmente inferiore nelle linee ad alta produttività. Per i team che mettono in servizio o verificano un nuovo gruppo di coltelli, il Lista di controllo per la verifica della compatibilità del mandrino della lama da taglio OEM Fornisce un flusso di lavoro strutturato per la verifica dell'accoppiamento dei fori ISO, dei gate TIR e del parallelismo dei distanziatori prima che l'utensile entri in contatto con la bobina.
4.4 Eccessiva formazione di bave secondarie sui bordi del nastro
Analisi delle cause profonde: Lo spazio orizzontale tra le lame superiore e inferiore si è ampliato oltre i limiti ottimali di deformazione del materiale, oppure i bordi delle lame hanno subito micro-scheggiature. Ciò costringe il materiale a subire lacerazioni e rotture per trazione anziché un taglio netto, lasciando spesse bave verticali lungo il bordo inferiore del nastro.
Soluzione ingegneristica: Regolare nuovamente il gioco orizzontale in base ai criteri specifici del materiale (ad esempio, 8%–12% per acciai al carbonio teneri, 14%–18% per acciai ad alta resistenza). Se le bave sono causate da microabrasione del bordo della lama, passare a un acciaio per metallurgia delle polveri atomizzato (ASP 23) per garantire una struttura di carburo altamente uniforme a livello micrometrico.
Compromesso ingegneristico: Impostare profili di gioco più stretti richiede una rigidità eccezionale della macchina e un allineamento preciso da parte dell'operatore, poiché qualsiasi flessione può causare lo sfregamento delle lame, accelerando l'usura dell'utensile.
4.5 Propagazione delle microfratture dovute all'usura del fianco (fessurazioni termiche)
Analisi delle cause profonde: I ripetuti shock termici, in cui il bordo della lama si riscalda rapidamente durante il taglio e si raffredda all'esterno, creano sollecitazioni termiche cicliche. Ciò porta alla formazione di microfratture perpendicolari al tagliente, che nel tempo possono trasformarsi in scheggiature di grandi dimensioni.
Soluzione ingegneristica: Utilizzare un acciaio H13 modificato con Cr-Mo-V-Mo ad alto contenuto di molibdeno per migliorare la stabilità al rinvenimento e affinare la struttura dei grani. Inoltre, integrare un trattamento criogenico profondo fino a -196 °C dopo la tempra per alleviare le microtensioni residue e prevenire l'innesco di cricche superficiali.
Compromesso ingegneristico: La maggiore resistenza alla fatica termica riduce leggermente la durezza massima raggiungibile a temperatura ambiente, diminuendo l'efficacia dell'utensile nel taglio di superfici altamente abrasive.
4.6 Graffi sui bordi e accumulo di materiale durante il taglio di alluminio/acciaio inossidabile
Analisi delle cause profonde: L'usura adesiva intensa costringe i materiali morbidi e duttili a saldarsi a freddo alla matrice di acciaio al carbonio non protetta del fianco della lama. Man mano che la striscia scorre, questi frammenti aderenti si staccano, trascinando con sé minuscoli pezzi della matrice di acciaio per utensili e graffiando il prodotto tagliato.
Soluzione ingegneristica: Applicare un rivestimento DLC (Diamond-Like Carbon) ultra-liscio o un sottile strato di nitruro di cromo sui fianchi della lama. Assicurarsi che il filo tagliente e le superfici siano lucidati a specchio fino a ottenere una finitura superficiale Ra <0,2 μm per ridurre al minimo i punti di bloccaggio meccanico.
Compromesso ingegneristico: I rivestimenti sottili e duri come il DLC sono soggetti a distacco se la matrice di acciaio sottostante si deforma sotto un forte impatto, il che significa che possono essere applicati solo su materiali di base estremamente rigidi.
5.Guida all'Ingegneria dei Materiali
Le prestazioni di una lama di taglio rotante dipendono fortemente dalla sua chimica di lega sottostante e dalla morfologia dei carburi. Gli acciai standard per lavorazione a freddo come D2 e SKD11 presentano grandi e grossolani carburi eutettici di cromo primari (M7C3Sotto gli elevati carichi di compressione ciclica delle moderne linee di taglio, questi grandi carburi agiscono come concentratori di stress strutturale, portando spesso a scheggiature catastrofiche dei bordi o a crepe improvvise. Per affrontare queste problematiche, gli acciai per utensili avanzati utilizzano strategie di lega specifiche:
5.1 Standard H13 (4Cr5MoSiV1)
Un acciaio per lavorazioni a caldo a medio tenore di carbonio e alto contenuto di cromo, caratterizzato da una matrice martensitica temprata per dislocazione eccezionalmente tenace. La sua composizione bilanciata Cr-Mo-V garantisce un eccellente assorbimento dell'energia d'impatto e resistenza agli shock termici, rendendolo la scelta ideale per le linee di lavorazione a caldo di laminazione di grosso spessore. Tuttavia, la sua minore frazione volumetrica di carburi primari duri ne limita la resistenza a lungo termine all'usura abrasiva.
5.2 Varianti H13 modificate (schemi di co-lega)
Sistema Cr-Mo-W (+W): Le micro-aggiunte di tungsteno formano M duro e altamente stabile6Carburi complessi C. Questa modifica aumenta significativamente i picchi di indurimento secondario, la durezza a caldo e la tenuta del tagliente senza sacrificare la tenacità all'impatto di base, rendendolo particolarmente adatto al taglio ad alta frequenza dell'acciaio al silicio.
Sistema Cr-Mo-Ni (+Ni): L'aggiunta di nichel rinforza la matrice martensitica attraverso un processo di indurimento per soluzione solida, abbassando la temperatura di transizione duttile-fragile e migliorando le proprietà meccaniche trasversali. Questa modifica contribuisce a prevenire la formazione di cricche assiali catastrofiche negli utensili di grande diametro (>400 mm) soggetti a elevate forze di serraggio laterali.
Sistema Cr-Mo-V-Mo (ad alto contenuto di Mo): L'aumento del rapporto di molibdeno migliora l'affinamento della grana e aumenta significativamente la resistenza al rinvenimento. Questa struttura resiste all'ammorbidimento termico e alla propagazione delle microfratture in condizioni di attrito continuo ad alta velocità.
Sistema composito W+Ni: Unisce l'elevata durezza dovuta alla precipitazione dei carburi di tungsteno con le proprietà di rinforzo della matrice del nichel. Questo duplice approccio crea un eccellente equilibrio tra resistenza alla deformazione e tenacità, ideale per il taglio di nastri metallici irregolari o deformati.
Sistema composito Mo+W: Sfrutta una combinazione bilanciata di molibdeno e tungsteno per massimizzare la stabilità termica e l'affinamento della grana. Questa composizione offre un'eccellente durezza a caldo e resistenza alla fatica termica durante il taglio ad alta velocità di acciai elettrici ultrasottili.
5.3 DC53 / LD (Acciaio per lavorazione a freddo modificato ad alto contenuto di vanadio)
Un acciaio per lavorazione a freddo avanzato, sviluppato per superare i limiti di tenacità delle leghe standard SKD11/D2. Aumentando il contenuto di vanadio (V), si formano carburi di vanadio di tipo MC fini e uniformemente dispersi che affinano la struttura granulare. Con una durezza di esercizio di HRC 60-62, il DC53 offre una tenacità all'impatto doppia rispetto all'SKD11, riducendo sostanzialmente il rischio di scheggiature dei bordi durante la lavorazione di lamiere ad alta resistenza per il settore automobilistico fino a 1100 MPa.
5.4 Acciai Matrix (Caldie / Viking)
Progettati con una formula a matrice a basso tenore di carbonio e alto contenuto di leganti che minimizza la formazione di carburi eutettici grandi e fragili durante la solidificazione, questi acciai combinano l'elevata durezza della matrice di un acciaio rapido (HRC 59-61) con l'eccellente duttilità all'impatto di una lega per lavorazioni a caldo H13. Ciò li rende altamente efficaci nel resistere alla fessurazione da fatica e al cedimento strutturale sotto carichi meccanici severi (da 1100 MPa a 1500 MPa).
5.5 Acciai rapidi per metallurgia delle polveri (ASP 23 / CPM M4)
Prodotto tramite atomizzazione a gas e pressatura isostatica a caldo (HIP), questo processo evita la tradizionale fusione in lingotti, eliminando la segregazione dei carburi. La microstruttura risultante è costituita da una dispersione ultrafine e altamente uniforme di carburi di vanadio e tungsteno sub-micronici, inglobati in una matrice ad alta lega. Operando a HRC 62-64, questi materiali offrono un'eccellente combinazione di resistenza all'usura abrasiva, resistenza alla compressione e tenacità. Per le linee di taglio automatizzate ad alta richiesta, gli acciai PM possono prolungare la durata degli utensili da 5 a 10 volte rispetto alle leghe H13 standard.
6.Trattamento Termico e Bilanciamento della Durezza
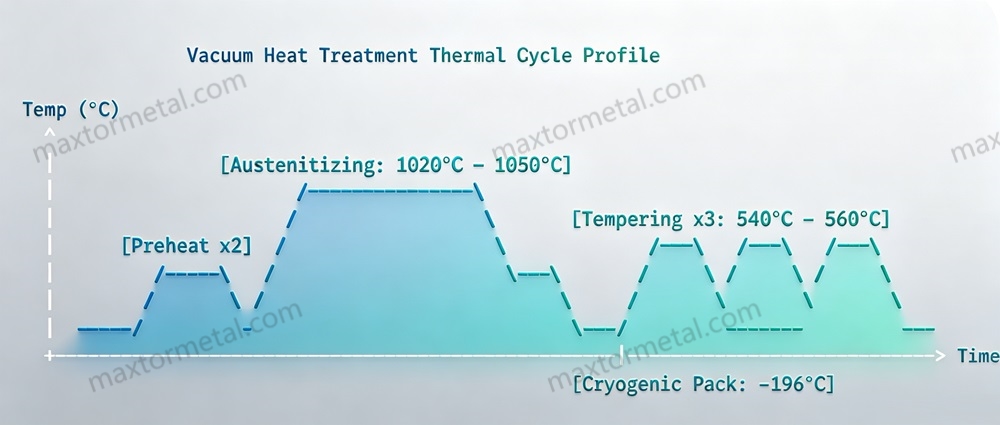
6.1 Operazioni di tempra e rinvenimento termico sotto vuoto
Per raggiungere il giusto equilibrio tra resistenza all'usura e tenacità strutturale è necessario un controllo preciso del processo di trattamento termico. Il ciclo di tempra termica standard di Maxtor Metal per le lame rotanti in acciaio ad alta lega comprende:
Preriscaldamento a due stadi: Le lame vengono riscaldate lentamente a 550℃ e poi a 850℃ all'interno di un forno ad alto vuoto (10-4 mbar). Ciò riduce al minimo i gradienti di stress termico e previene la distorsione della geometria della pala.
Austenitizzazione ad alta temperatura: La temperatura viene innalzata fino all'intervallo di austenitizzazione specifico del materiale (tipicamente da 1020℃ a 1050℃ per le leghe H13 modificate; fino a 1180℃ per le varianti PM) per dissolvere gli elementi di lega nella matrice austenitica di partenza, preservando al contempo i bordi dei grani raffinati.
Tempra controllata in gas: Gas azoto ad alta pressione (da 4 a 10 bar) viene forzato attraverso la camera per temprare rapidamente le lame, trasformando l'austenite in una struttura martensitica dura e non rinvenuta.
Tempra tripla subcritica: Per alleviare le tensioni interne dovute alla tempra e ottimizzare la tenacità, i coltelli vengono sottoposti ad almeno tre cicli di rinvenimento separati a temperature comprese tra 540°C e 560°C. Questo processo innesca un indurimento secondario mediante la precipitazione di fini carburi di lega e converte l'austenite residua instabile in martensite rinvenuta stabile.
6.2 Meccanismi del trattamento criogenico profondo
Per le operazioni di taglio ad alte prestazioni, si raccomanda vivamente un trattamento criogenico profondo. Immediatamente dopo il raffreddamento iniziale in gas, le lame vengono raffreddate gradualmente all'interno di una camera criogenica specializzata fino a -196 °C e mantenute a questa temperatura per 24-36 ore.
Conversione austenitica completa: Questo processo determina la trasformazione dell'austenite residua instabile rimanente in martensite dura, eliminando i punti deboli strutturali che possono causare spostamenti dimensionali o deformazioni durante il funzionamento.
Precipitazione del carburo Eta (η): Il condizionamento criogenico crea tensioni microstrutturali che favoriscono la precipitazione di carburi eta ultrafini su scala nanometrica durante le successive fasi di tempra. Ciò migliora significativamente la resistenza all'usura microabrasiva dell'utensile e contribuisce a mantenere un tagliente affilato per cicli di produzione prolungati.
6.3 Profili di nitrurazione al plasma duplex
Per applicazioni di taglio impegnative, come la lavorazione di acciai al silicio abrasivi o lamiere di carbonio di grosso spessore, le lame possono essere sottoposte a un trattamento di nitrurazione al plasma duplex. Condotto in una camera a vuoto utilizzando una miscela di gas ionizzato di idrogeno e azoto a temperature inferiori al punto di rinvenimento (da 480℃ a 500℃), questo processo introduce azoto atomico nel reticolo superficiale dell'acciaio.
Controllo della profondità della cassa: Crea una zona di diffusione altamente controllata con una profondità di Da 0,5 mm a 0,10 mm.
Gradiente di durezza dalla superficie al nucleo: Il processo produce un guscio di superficie dura con una classificazione di HV 900–1100, mentre il nucleo mantiene la sua elevata tenacità e resistenza agli urti (HRC 54–57). Questo design affronta con successo la sfida ingegneristica di combinare un'elevata resistenza all'usura esterna con un elevato assorbimento degli urti interni.
7.Geometria della Lama e Ingegneria del Filo
La precisione di un'operazione di taglio rotativo dipende direttamente dal mantenimento di corrette tolleranze geometriche e configurazioni dei bordi:
7.1 Gioco laterale assiale (Δx)
Lo spazio orizzontale tra i bordi di taglio superiore e inferiore è un parametro critico.
Acciai di calibro standard: Impostato tra 8% e 12% dello spessore del materiale. Se lo spazio è troppo piccolo, le linee di frattura superiore e inferiore si sovrapporranno, causando un taglio secondario, un elevato attrito del materiale e una rapida usura dei bordi. Se lo spazio è troppo grande, il materiale subirà una lacerazione per trazione, lasciando bave spesse e pesanti.
Acciai ad altissima resistenza (UHSS): Lo spazio laterale deve essere aumentato per Spessore della lamiera da 14% a 18%. Poiché i materiali ad alta resistenza resistono alla deformazione plastica, è necessario un gioco maggiore per consentire alle cricche di taglio di propagarsi naturalmente, prevenendo picchi di forza estremi che potrebbero incrinare o scheggiare la pala.
7.2 Sovrapposizione radiale (ho)
La profondità di contatto verticale delle lame superiore e inferiore viene regolata in base allo spessore e alla resistenza del materiale.
Materiali in strisce sottili (<0,5 mm): In genere richiede una piccola sovrapposizione positiva (Da 2 mm a 0,4 mm) per garantire una separazione completa su tutta la larghezza del taglio.
Lamiere di grosso spessore (≥3 mm): La sovrapposizione verticale può essere espansa fino a 0 mm per garantire una separazione affidabile del materiale. Ciò richiede un sistema di mandrini estremamente rigido per impedire che le lame si flettano o si abbassino sotto carico.
7.3 Profilatura dei bordi e micro-smussatura
I bordi standard a 90° affilati sono soggetti a micro-scheggiature se sottoposti a forze d'impatto elevate. Per evitare ciò, Maxtor Metal utilizza una speciale tecnologia di condizionamento dei bordi:
Micro-levigatura: Il bordo tagliente viene leggermente affilato con abrasivo diamantato fine per creare un raggio uniforme compreso tra 5 μm e 15 μm. Ciò fornisce un supporto aggiuntivo al tagliente, riducendo le concentrazioni di stress localizzate senza aumentare la formazione di bave.
Micro-smussatura del fianco (smusso protettivo a 45°): Per le operazioni di taglio gravose, sull'angolo di taglio viene rettificata una piccola smussatura protettiva di 0,05 mm*45°. Questa caratteristica di reindirizzamento aiuta ad assorbire le forze d'impatto elevate e previene la scheggiatura del bordo causata da variazioni del materiale o vibrazioni della linea.
8.Processo di Produzione e Controllo Qualità
Ogni lama della taglierina rotante viene realizzata attraverso una sequenza precisa di operazioni per garantire un'eccezionale precisione dimensionale e integrità strutturale:
8.1 Forgiatura dei materiali
Forgiatura multidirezionale: I lingotti vengono forgiati utilizzando presse idrauliche ad alto tonnellaggio su tre dimensioni, raggiungendo un rapporto di riduzione minimo di forgiatura di 5:1. Questo processo fa collassare le strutture dendritiche e affina la distribuzione dei grani.
8.2 Lavorazione di sgrossatura e distensione
Tornitura CNC: I pezzi grezzi forgiati vengono sgrossati al tornio fino a una tolleranza di ±1,5 mm rispetto alle dimensioni finali, e i fori centrali vengono pre-lavorati.
Ricottura di distensione: Per eliminare le tensioni residue indotte dalla forgiatura e dalle lavorazioni meccaniche pesanti, i pezzi vengono riscaldati a 650 °C, mantenuti a tale temperatura per 4 ore e raffreddati lentamente nel forno. Ciò garantisce un'eccellente stabilità dimensionale durante i successivi trattamenti termici.
8.3 Trattamento termico e processo criogenico (Per i dettagli completi del ciclo, fare riferimento alla Sezione 6.)
I semilavorati vengono sottoposti a indurimento in gas sottovuoto e a cicli criogenici profondi fino a -196 °C, come descritto in dettaglio nella Sezione 6. Questo permette di ottenere il profilo di durezza desiderato riducendo al minimo le tensioni interne del materiale.
8.4 Rettifica di precisione e verifica metrologica
Rettifica rotativa delle superfici: Le superfici delle pale vengono rettificate su rettificatrici rotative di alta precisione dotate di mandrini idrostatici e sistemi automatizzati di compensazione termica.
Rettifica alesaggio: Il foro centrale interno è rettificato con tolleranze ristrette (tipicamente H5, +0,011 / -0 mm) per garantire un accoppiamento preciso sull'albero della taglierina, riducendo al minimo il gioco radiale.
Lappatura a specchio bifacciale: Le superfici di lavoro vengono sottoposte a un processo di lappatura sequenziale con paste diamantate per ottenere una rugosità superficiale Ra <0,2 μm. Questo elimina i segni di rettifica e fornisce una finitura a specchio che riduce l'attrito e previene l'adesione del materiale.
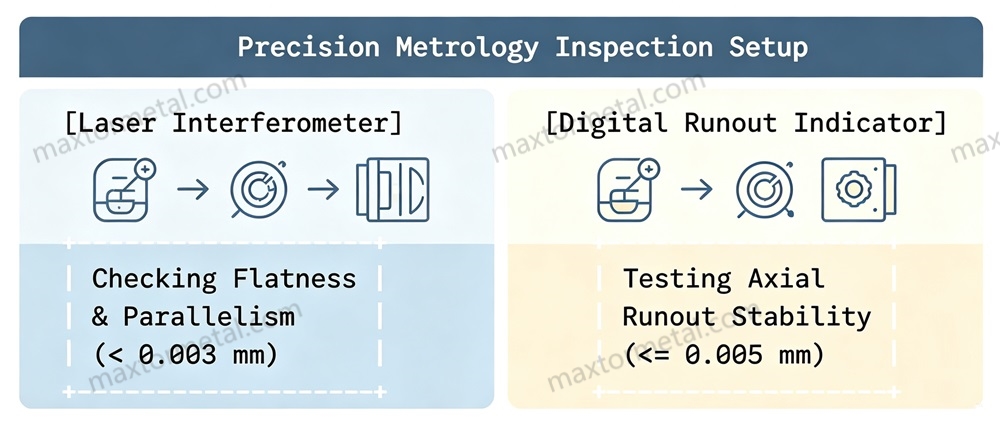
8.5 Protocolli finali di controllo qualità
Controllo dimensionale: Spessore e parallelismo vengono verificati all'interno di una camera di metrologia a temperatura controllata (20℃±5℃) utilizzando interferometri laser e indicatori digitali di alta precisione. Il parallelismo deve essere inferiore a 0,003 mm per garantire un gioco di taglio uniforme.
Test di eccentricità assiale: La lama finita viene montata su un mandrino di riferimento certificato e ruotata sotto un calibro digitale ad alta risoluzione per verificare che l'eccentricità assiale rimanga ≤0,005 mm.
Prove non distruttive (NDT): Ogni lama viene sottoposta a ispezione con particelle magnetiche (MPI) o a test con liquidi penetranti (LPI) lungo i bordi taglienti per confermare la totale assenza di microfratture o bruciature da rettifica.
9. Casi di Studio
Caso di studio 1: Risoluzione del cedimento del bordo in una linea di taglio UHSS per il settore automobilistico
I seguenti dati provengono dal progetto di supporto di Maxtor Metal per il centro servizi siderurgico del settore automobilistico; il nome del cliente è stato reso anonimo.
Profilo del cliente: Un importante centro di servizi siderurgici di primo livello per il settore automobilistico, specializzato nella lavorazione di acciai avanzati ad alta resistenza.
La sfida: L'impianto utilizzava lame rotanti convenzionali D2/SKD11 per tagliare bobine di acciaio ad alta resistenza DP1180 dello spessore di 1,6 mm. Le lame erano soggette a frequenti e imprevedibili micro-scheggiature e a fratture su larga scala lungo i bordi taglienti. Ciò rendeva necessario l'arresto della linea per la sostituzione delle lame ogni 12.000 metri di produzione, con conseguente bassa efficienza dell'attrezzatura ed elevati costi di manutenzione.
Intervento ingegneristico: L'ingegneria applicativa di Maxtor Metal ha analizzato l'applicazione e ha sostituito i fragili coltelli D2 con Acciaio per lavorazione a freddo ad alto contenuto di vanadio DC53 lame trattate termicamente a HRC 60–62. La nuova configurazione includeva un trattamento criogenico profondo per eliminare le tensioni interne del materiale. Inoltre, il gioco di taglio orizzontale è stato aumentato da uno standard 10% fino a 16% dello spessore della lamiera per adattarsi all'elevata resistenza allo snervamento del materiale.
Risultati quantificabili:
Prolungamento della durata degli utensili: La distanza di taglio a linea singola è aumentata da 12.000 metri a oltre 25.000 metri prima di richiedere una nuova macinatura.
Riduzione delle scheggiature: Il rischio di rottura catastrofica delle lame è stato completamente eliminato.
Risparmio sui costi: Riduzione dei costi annuali degli utensili di 52% e diminuzione delle ore di fermo settimanali di 78%. (La riduzione degli eventi catastrofici di scheggiatura ha eliminato gli arresti imprevisti della linea, il che ha comportato una riduzione sproporzionata dei tempi di inattività rispetto al prolungamento della durata delle lame.)
Caso di studio 2: Eliminazione dei problemi di smussatura dei bordi e di formazione di bave nel taglio dell'acciaio al silicio.
I seguenti dati provengono dal supporto fornito da Maxtor Metal a un produttore di lamierini per motori; il nome del cliente è stato reso anonimo.
Profilo del cliente: Azienda produttrice di trasformatori elettrici ad alta efficienza e lamierini per motori di veicoli elettrici.
La sfida: L'impianto tagliava a una velocità elevata di 250 m/min nastri di acciaio al silicio elettrico a grani orientati (G-SI) ultrasottili e altamente abrasivi, con uno spessore di 0,35 mm. Venivano utilizzate lame standard in acciaio per utensili H13, che subivano un rapido rammollimento termico e un'usura del bordo a causa dell'elevato calore da attrito generato durante il funzionamento. Ciò causava un'eccessiva formazione di bave sul bordo (>0,05 mm), con conseguente esito negativo dei test di isolamento sui nastri tagliati.
Intervento ingegneristico: Maxtor Metal ha implementato un Composito Mo+W modificato H13 soluzione di acciaio per utensili, temprato a HRC 58–60. Le lame sono state sottoposte a un processo avanzato di trattamento termico sottovuoto seguito da un nitrurazione al plasma profonda 0,8 mm Il ciclo di lavorazione crea un guscio superficiale duro (HV 1000) su un nucleo resistente. Le superfici delle lame sono state inoltre lucidate a specchio fino a ottenere una finitura superficiale Ra di 0,15 μm per ridurre al minimo l'attrito.
Risultati quantificabili:
Qualità del bordo: Le bave di bordo sono state mantenute costantemente sotto 0,15 mm, superando tutti i controlli di qualità.
Intervalli di rimacinazione: Il volume di produzione continua tra le riaffilature delle lame si è esteso da 35.000 metri a 210.000 metri. (L'intervallo prolungato riflette la modalità di usura abrasiva particolarmente aggressiva dell'acciaio al silicio, dove il trattamento superficiale e la scelta della lega hanno un effetto cumulativo sulla durata dell'utensile.)
Riduzione della polvere: I fianchi della lama altamente lucidati riducevano al minimo l'attrito, diminuendo significativamente la dispersione di polvere di ferro nell'aria lungo la linea di taglio.
Domande frequenti (FAQ)
Domanda: Perché dovremmo usare acciai per utensili H13 modificati al posto dei convenzionali D2/SKD11 per il taglio di metalli pesanti?
Risposta 1: Gli acciai convenzionali D2/SKD11 presentano carburi di cromo (M7C37C3) grandes y quebradizos en su microestructura. Cuando se someten a las altas fuerzas de compresión e impacto cíclico de las líneas de corte modernas, estos carburos actúan como concentradores de tensión, lo que a menudo provoca grietas repentinas en el filo o fallas catastróficas de la cuchilla. Los aceros H13 modificados utilizan una matriz martensítica más tenaz y uniforme que resiste el agrietamiento bajo cargas pesadas, convirtiéndolos en una opción mucho más confiable para aplicaciones exigentes.
Domanda: In che modo una micro-aggiunta di tungsteno (W) migliora le prestazioni del coltello slitter H13?
A2: Durante il trattamento termico, il tungsteno si combina con il carbonio per formare carburi fini e duri di tipo M66C. Questi micro-carburi aumentano la risposta di indurimento secondario del materiale e mantengono un'elevata durezza alle alte temperature, impedendo al tagliente di ammorbidirsi a causa del calore da attrito durante il taglio ad alta velocità.
Domanda: Che ruolo svolge il nichel (Ni) nelle lame per cesoie a rulli di grande diametro?
A3: Il nichel rafforza la matrice d'acciaio attraverso l'indurimento per soluzione solida, migliorando la tenacità agli urti a bassa temperatura e le proprietà meccaniche trasversali. Per lame di grande diametro (>400 mm), questa maggiore tenacità impedisce all'utensile di incrinarsi assialmente sotto elevate forze di bloccaggio laterale.
Domanda: Quando è necessario passare ad acciai da polveri (PM) ad alte prestazioni come l'ASP 23?
A4: Gli acciai PM sono vivamente consigliati per linee di taglio automatizzate ad alto volume o per la lavorazione di materiali sottili e abrasivi, come l'acciaio al silicio elettrico, dove la qualità del bordo è fondamentale. Il processo di metallurgia delle polveri elimina la segregazione dei carburi, creando una struttura eccezionalmente uniforme che previene le micro-scheggiature e prolunga la vita utile dell'utensile da 5 a 10 volte rispetto agli acciai convenzionali.
Domanda: Qual è la causa principale dei bordi ondulati o "a serpente" su una striscia tagliata?
A5: I bordi ondulati sono solitamente causati da un gioco di taglio instabile durante il funzionamento, spesso dovuto a un gioco assiale (runout) che supera i ≤0,005 mm o a variazioni di spessore cumulative nel gruppo lame e distanziali. Ciò consente alle lame di oscillare leggermente durante la rotazione, causando una variazione dinamica del gioco orizzontale e portando il taglio a deviare.
Domanda: In che modo le variazioni nelle tolleranze di spessore influiscono su una configurazione di taglio a lame multiple?
A6: Su un albero di taglio con lame e distanziali multipli, gli errori di spessore dei singoli componenti si accumulano lungo l'intero gruppo. Se le tolleranze delle singole lame non sono mantenute entro ±0,002 mm – ±0,005 mm, l'errore totale accumulato causerà un disallineamento tra le lame superiori e inferiori, portando a giochi inconsistenti, scarsa qualità del bordo e un'usura accelerata dell'utensile.
Domanda: Perché gli acciai automobilistici ad altissima resistenza richiedono giochi di taglio orizzontali più ampi?
A7: I materiali ad alta resistenza possiedono elevati punti di snervamento e bassa duttilità. Se si utilizza un gioco standard del 10%, il materiale non si fratturerà in modo netto, causando un enorme picco nella forza di taglio che può rapidamente smussare o scheggiare la lama. Aumentare il gioco al 14%–18% consente alle cricche di taglio di incontrarsi naturalmente, garantendo una separazione netta con meno stress sull'utensile.
Domanda: Quali sono i vantaggi del trattamento criogenico profondo a -196°C per i coltelli circolari?
A8: Il trattamento criogenico trasforma l'austenite residua instabile rimanente in martensite rinvenuta stabile e favorisce la precipitazione di eta-carburi ultrafini. Ciò migliora la stabilità dimensionale dell'utensile, allevia le tensioni interne e garantisce che il gioco di taglio non si modifichi durante le lunghe produzioni ad alta velocità.
Domanda: Qual è lo scopo della nitrurazione al plasma su una lama slitter e renderà l'utensile fragile?
A9: La nitrurazione al plasma diffonde azoto nella superficie della lama per creare uno strato esterno duro e resistente all'usura (profondità 0,05–0,10 mm, HV 900–1100), mantenendo il nucleo tenace e resistente agli urti. Poiché lo strato nitrurato è sottile ed è supportato da un nucleo robusto, migliora significativamente la resistenza all'usura senza rendere fragile l'intera lama.
Domanda: In che modo una faccia laterale con finitura a specchio (Ra < 0,2 µm) migliora le prestazioni di taglio?
A10: Una finitura a specchio rimuove i micro-segni di rettifica dove possono avere origine le crepe, riduce al minimo l'attrito contro la striscia in movimento e aiuta a prevenire l'adesione di metalli teneri all'utensile. Riduce inoltre la resistenza per attrito e limita l'accumulo di polvere di ferro lungo la linea.
Domanda: I rivestimenti DLC (Diamond-Like Carbon) possono essere utilizzati per il taglio di acciai ad alta resistenza?
A11: Generalmente no. Sebbene i rivestimenti DLC offrano un coefficiente di attrito eccezionalmente basso, sono molto sottili e rigidi. Sotto le forze di compressione estreme necessarie per tagliare acciai ad alta resistenza, la matrice di acciaio sottostante può flettersi leggermente, causando la rottura e il distacco del rivestimento DLC, che è fragile. Il DLC è più adatto a materiali morbidi e appiccicosi come alluminio o rame.
Domanda: Qual è la sovrapposizione radiale verticale ideale per il taglio di lamiere in acciaio al carbonio medio?
A12: Per le lamiere in acciaio al carbonio standard (spessore da 1,0 mm a 2,5 mm), la sovrapposizione radiale verticale ottimale è compresa tra 0,3 mm e 0,6 mm. Questa profondità garantisce un taglio netto senza sottoporre a sforzi inutili i cuscinetti dell'albero della slitter.
Domanda: Come possiamo prevenire la scheggiatura dei bordi durante il taglio di coil d'acciaio deformati o non livellati?
A13: I coil deformati creano movimenti laterali imprevedibili e forze d'impatto irregolari durante il passaggio tra le lame. Per queste condizioni, si consiglia l'acciaio per utensili H13 modificato con composto W+Ni, che offre un'elevata tenacità della matrice per assorbire gli urti improvvisi, combinato con un piccolo micro-bisello protettivo sul filo di taglio.
Domanda: Quali sono i criteri di produzione standard senza tolleranza specifica per le dimensioni non critiche della lama?
A14: Tutte le dimensioni non critiche o non indicate vengono prodotte in conformità agli standard ISO 2768-mK, garantendo una qualità costante su ogni pezzo.
Domanda: Con quale frequenza le lame circolari slitter devono essere controllate per individuare micro-crepe durante la manutenzione?
A15: Le lame devono essere accuratamente pulite e ispezionate tramite prove con particelle magnetiche (MPI) durante ogni ciclo di riaffilatura programmato. Rettificare sopra micro-crepe esistenti senza rimuoverle completamente può causare un approfondimento delle crepe, portando a un guasto improvviso della lama quando l'utensile viene rimesso in servizio.
Domanda: Che tipo di mola abrasiva è consigliata per riaffilare le lame in H13 modificato?
A16: Si consigliano mole in Nitruro di Boro Cubico (CBN) a legante vetrificato, utilizzate con un refrigerante sintetico idrosolubile ad alto flusso. Evitare l'uso di mole convenzionali in ossido di alluminio con avanzamenti elevati, poiché il calore di attrito risultante può facilmente causare un rinvenimento localizzato e bruciature di rettifica sull'acciaio dell'utensile.
Domanda: Perché una tolleranza del foro stretta è importante per le linee di taglio ad alta velocità?
A17: Il foro centrale è tipicamente prodotto con una tolleranza H5 per garantire un accoppiamento stretto e preciso sull'albero della slitter. Qualsiasi gioco eccessivo tra il foro e l'albero causerà una rotazione della lama leggermente fuori centro, portando a variazioni cicliche della sovrapposizione radiale e creando un taglio irregolare con bave intermittenti.
Domanda: Cosa causa la generazione di polvere di ferro pesante attorno al gruppo slitter?
A18: L'eccesso di polvere di ferro è solitamente causato dallo sfregamento del materiale contro i fianchi della lama ruvidi (Ra >0,8 μm) o dall'utilizzo di un gioco troppo stretto, che provoca la molatura dei bordi tagliati. L'aggiornamento a facce della lama lucidate a specchio (Ra <0,2 μm) riduce significativamente questo attrito e diminuisce la generazione di polvere.
Domanda: Come scegliere tra l'acciaio da matrice (Caldie) e l'acciaio da metallurgia delle polveri (ASP 23)?
A19: Scegli l'acciaio da matrice se la tua sfida principale sono le crepe della lama o i forti urti meccanici dovuti a lamiere spesse e dure. Scegli l'acciaio da metallurgia delle polveri se il tuo obiettivo principale è la resistenza all'usura a lungo termine e il mantenimento di un filo di taglio molto pulito e privo di bave sulle linee ad alta velocità.
Domanda: Gli acciai standard per lavorazioni a caldo possono essere utilizzati per applicazioni di taglio a freddo?
A20: Sì. L'acciaio H13 standard è un acciaio per lavorazioni a caldo, ma la sua elevata tenacità agli urti, l'eccellente duttilità e la resistenza alla fatica termica lo rendono un materiale di base eccezionale per le linee di taglio di acciaio al carbonio laminato a freddo e a caldo.
Revisione tecnica a cura di: Specialista senior in metallurgia presso Maxtor Metal.
Scegliere Nanjing Metal IndustrialeLe lame rotanti di per una produzione di taglio dei metalli più efficiente e precisa e godono della garanzia di prestazioni durevoli e di alta qualità.
Servizio di Importazione Completo e Senza Problemi
Goditi la comodità di un'importazione senza intoppi. Dal trasporto allo sdoganamento, gestiamo l'intero processo. Tutto ciò che devi fare è pagare l'IVA e attendere l'arrivo della merce.
Prezzi Competitivi
Abbiamo visto le nostre lame eccellere in innumerevoli applicazioni e siamo pronti per qualsiasi progetto tu ci proponga. Aspettati precisione, durata e prezzi competitivi ineguagliabili.
ODM & OEM Disponibili
Sia che tu fornisca disegni, schizzi o campioni, possiamo progettare e produrre per te. Abbiamo anche l'esperienza per assistere nella modifica di design e specifiche esistenti per migliorare quasi ogni applicazione di utensili industriali. Contatta il nostro team di vendita dedicato per discutere le tue esigenze specifiche.
Controllo Qualità Rigoroso
Vengono eseguite una serie di test e ispezioni per controllare la qualità, tra cui l'ispezione del primo articolo, l'ispezione del materiale in ingresso e dei materiali certificati, l'ispezione di qualità in-process e l'ispezione di qualità finale.
Che tu sia un importatore, distributore, grossista o utente finale, ti diamo il benvenuto. Approfitta di MOQ minimi, richieste senza problemi e maggiore libertà di acquisto.
Monitoraggio in Tempo Reale del Progresso di Produzione
Consideraci il tuo monitor esclusivo. Forniremo aggiornamenti regolari su ogni fase cruciale della tua linea di produzione. Indipendentemente dalla distanza, avrai una visione in tempo reale dello stato di avanzamento del tuo prodotto.