
Выбираем лучшее Инструментальная оснастка для пресс-тормоза для нержавеющей стали Это поможет вам работать лучше. Вы получите более точные изгибы. Ваши инструменты прослужат дольше. Вы потратите меньше денег на изготовление вещей. Вам нужны точные инструменты, потому что нержавеющая сталь гнется особым образом. Она гнется не так, как другие металлы. Специальный инструмент поможет вам сэкономить время и деньги:
- Инструменты с профилем «шляпка» позволяют изготавливать детали быстрее. При этом требуется вдвое меньше движений, чем при использовании обычных инструментов.
- Если вы производите 30 000 деталей, использование специальной оснастки позволяет сэкономить 10 000 рупий. Это лучше, чем использование обычных инструментов.
Ключевые выводы
- Правильный выбор оснастки для листогибочного пресса для нержавеющей стали помогает сделать гибку более точной и снизить затраты. Специальная оснастка, например, инструмент для профилей типа «шляпка», может ускорить работу и сэкономить деньги. Важно знать о пружинящем эффекте. Иногда для получения желаемого угла необходимо сильнее согнуть металл. Использование правильной оснастки предотвращает образование трещин и улучшает качество гибки. Правильный уход за инструментом и его хранение продлевают срок его службы и повышают эффективность работы. Перед выбором оснастки всегда проверяйте толщину и марку нержавеющей стали. Качественные материалы для оснастки предотвращают повреждения и делают гибку более точной. Пробные настройки на образцах помогают избежать ошибок и получить правильные результаты.
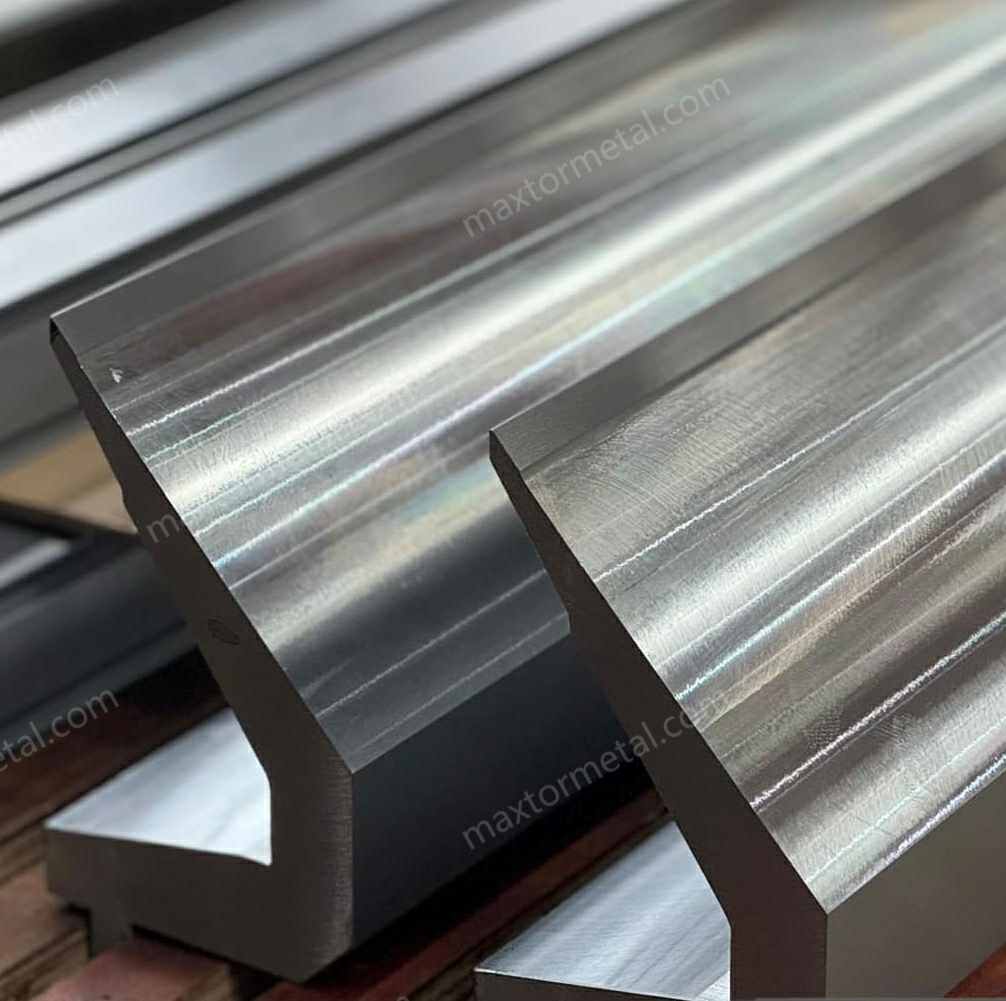
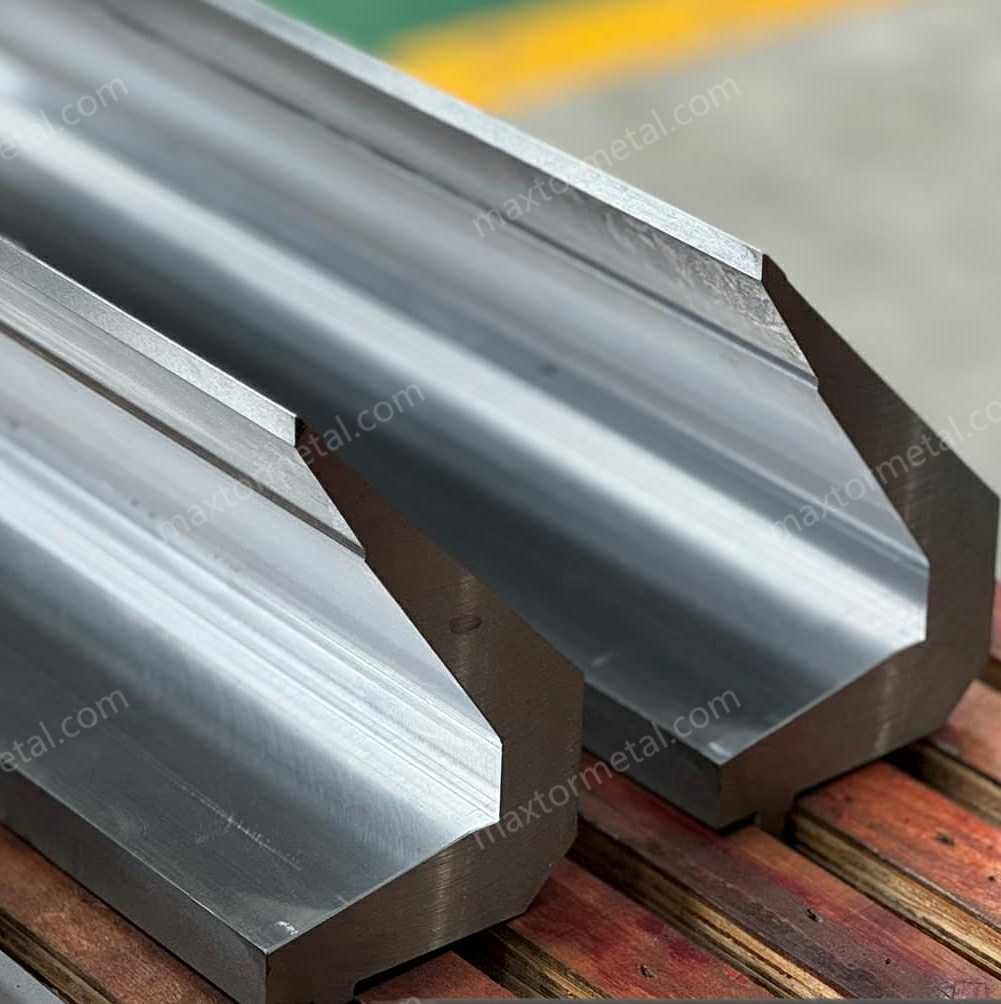
Инструментальная оснастка для пресс-тормоза для нержавеющей стали

Гибка нержавеющей стали — сложная задача. Перед выбором оснастки для листогибочного пресса для нержавеющей стали необходимо знать о возможных проблемах. Нержавеющая сталь прочная и твердая. Она нелегко гнется. Эти свойства делают ее популярной во многих областях. Но при гибке с ней нужно быть осторожным.
Проблемы, связанные с гибкой нержавеющей стали.
При сгибании нержавеющей стали могут возникнуть некоторые проблемы:
- Для того чтобы согнуть его, потребуется больше усилий. Это может привести к более быстрому износу инструментов.
- Металл становится тверже по мере сгибания. Это делает следующий изгиб еще более сложным.
- Пружинение — большая проблема. Нержавеющая сталь стремится вернуться к своей прежней форме. Это затрудняет получение желаемого угла.
- Трещины могут появиться, если слишком сильно согнуть инструмент или использовать неподходящие инструменты.
- Царапины и повреждения инструментов — обычное явление, поскольку нержавеющая сталь имеет шероховатую поверхность.
Пружинный отскок
Пружинный эффект — серьезная проблема при гибке нержавеющей стали. Когда пресс прекращается, металл стремится вернуться в исходное положение. Нержавеющая сталь проявляет это сильнее, чем другие металлы. Например, пружинный эффект может составлять от 2 до 3 градусов. У низкоуглеродистого алюминия он составляет всего от 1,5 до 2 градусов. Для решения этой проблемы необходимо заменить оснастку листогибочного пресса на оснастку для нержавеющей стали. Возможно, потребуется сильнее согнуть металл или использовать специальные штампы для получения нужного угла.
Упрочнение при работе
Упрочнение металла происходит при сгибании нержавеющей стали. С каждым сгибанием металл становится прочнее и тверже. Это затрудняет выполнение следующего сгиба. Если использовать неправильный инструмент для листогибочного пресса для нержавеющей стали, можно сломать его или испортить деталь. Необходимо тщательно планировать сгибы. Чрезмерный сгиб может привести к трещинам или неудовлетворительным результатам.
Почему выбор инструмента имеет значение
Выбор правильной оснастки для листогибочного пресса, предназначенной для работы с нержавеющей сталью, имеет очень важное значение:
- С нержавеющей сталью сложно получить острые углы. Металл прочный и пружинит, поэтому можно промахнуться.
- Правильно подобранный инструмент помогает контролировать изгиб. Для нержавеющей стали внутренний радиус изгиба должен быть не менее чем в 1,5 раза больше толщины металла. Это помогает предотвратить образование трещин и изготавливать более качественные детали.
- Качественная оснастка позволяет получать более качественные изгибы и избегать ошибок. Вы можете контролировать процесс и предотвращать образование трещин или дефектов формы.
- Правильно подобранная оснастка для листогибочного пресса, предназначенная для нержавеющей стали, помогает при работе со сложными формами и изгибами, расположенными близко друг к другу. Это позволит избежать деталей, которые не соответствуют вашему проекту.
Совет: Всегда проверяйте инструменты на наличие повреждений. Убедитесь, что они соответствуют толщине и типу вашей нержавеющей стали. Этот простой шаг может предотвратить множество проблем при сгибании нержавеющей стали.
Если вы знаете об этих проблемах и правильно подберете оснастку для листогибочного пресса из нержавеющей стали, вы будете работать лучше. Вы будете меньше тратить впустую, и ваши инструменты прослужат дольше.
Виды инструментов для листогибочных прессов

При работе с нержавеющей сталью необходимо знать типы инструментов для листогибочных прессов. Каждый инструмент выполняет свою особую функцию. Правильный инструмент поможет добиться наилучших результатов. Существуют инструменты самых разных форм и размеров. Некоторые инструменты предназначены для простых гибок, другие — для изготовления сложных деталей.
Если вам нужны лезвия нестандартной формы или формы, вы можете ознакомиться с информацией на нашем сайте. Лезвия на Заказ в соответствии с потребностями вашего проекта.
Удары
Пуансоны листогибочного пресса придают металлу форму сверху. Вы устанавливаете пуансон на листогибочный пресс. Пуансон вдавливает металл в матрицу, расположенную ниже. Для вашей работы вы можете выбрать различные типы пуансонов.
Стандарт
Стандартные пуансоны для листогибочных прессов хорошо подходят для большинства задач. Их используют для общей гибки листов нержавеющей стали средней толщины. Эти пуансоны просты в настройке. Они стоят дешевле, чем другие типы. Хорошие результаты получаются при простых изгибах. Если необходимо изготавливать сложные или глубокие профили, может потребоваться другой пуансон.
Гусиная шея
Пуансоны для листогибочных прессов с изогнутой шейкой позволяют изготавливать детали с загнутыми фланцами или глубокими изгибами. Особая форма обеспечивает дополнительный зазор. Вы можете сгибать металл, не задевая пуансон. Этот тип отлично подходит для изготовления коробок или деталей с крутыми углами. Пуансоны с изогнутой шейкой позволяют формировать сложные формы, с которыми не справляются стандартные пуансоны.
Подшивка
Пуансоны для гибочного пресса помогают загнуть край нержавеющей стали. Они используются для создания безопасных и гладких кромок. Пуансоны важны для деталей, к которым прикасаются люди, например, для панелей бытовой техники. Вы всегда получаете чистый и ровный край. Эти пуансоны не предназначены для обычной гибки. Их используют только тогда, когда необходим кромочный шов.
Умирает
Штампы для листогибочного пресса располагаются под металлом. Штамп работает вместе с пуансоном, придавая металлу форму. Для нержавеющей стали можно выбрать один из множества типов штампов.
V-Dies
V-образные матрицы — наиболее распространенный инструмент для листогибочных прессов. Их используют для обработки нержавеющей стали различной толщины. V-образные матрицы выпускаются во многих размерах. С их помощью можно сгибать сталь разной толщины и под разными углами. Эти матрицы хорошо подходят для большинства задач. Если требуется очень крутой изгиб или особая форма, может понадобиться другая матрица.
Острый угол
Штампы для острых углов помогают делать резкие изгибы. Их используют для гибки металла на воздухе. Эти штампы позволяют сгибать металл под малыми углами. Их также можно использовать для различных радиусов. Для работы со штампами для острых углов требуется большее усилие. Тонкая нержавеющая сталь может треснуть, если приложить слишком большое давление.
Дно
Штампы для гибки с углублением обеспечивают высокоточную гибку. Их используют, когда необходимо уменьшить упругое деформирование нержавеющей стали. Пуансон и матрица плотно прилегают друг к другу. Вы всегда получаете точные изгибы. Для работы со штампами для гибки с углублением требуется тщательная настройка. Для достижения наилучших результатов необходимо правильно подобрать пуансон и матрицу.
Специализация
Специальные штампы помогают создавать уникальные формы или выполнять особые задачи. Их используют для тиснения, формовки или изготовления сложных деталей. Специальные штампы позволяют автоматизировать процессы и выполнять многоэтапные операции. Они обеспечивают высокую точность и стабильность. Эти штампы важны для деталей со сложной конструкцией.
Примечание: Специальные штампы могут сэкономить вам время. Они сокращают ручной труд и помогают изготавливать больше деталей быстрее.
Nanjing Metal Индивидуальная оснастка Процесс
Для вашего проекта может потребоваться инструмент, изготовленный на заказ. Компания Nanjing Metal предлагает изготовление оснастки для листогибочных прессов по индивидуальному заказу. Вы можете заказать инструменты, изготовленные с учетом формы, размера или конкретных потребностей вашей детали. Наша команда разработает и протестирует инструмент совместно с вами. Вы получите инструмент, который идеально подойдет для вашего листогибочного пресса и вашей задачи.
Таблица сравнения инструментов
Ниже приведена таблица, которая поможет вам сравнить основные типы пуансонов и матриц для листогибочных прессов, предназначенных для работы с нержавеющей сталью:
| Тип инструмента | Описание и области применения |
|---|---|
| Стандартный перфоратор | Гибка общего назначения для материалов средней толщины. |
| Удар гусиной шеей | Глубокие изгибы и возвратные фланцы, предотвращающие помехи. |
| Пробойник для подшивания | Создает закругления и безопасные кромки на деталях. |
| V-Die | Наиболее распространенный штамп, позволяющий сгибать заготовки различной толщины и под разными углами. |
| Остроугольная кость | Позволяет создавать резкие изгибы и обеспечивает гибкий радиус. |
| Нижняя матрица | Высокоточная гибка уменьшает пружинение. |
| Специальная штамповка | Изготовление деталей нестандартной формы, тиснение, многоступенчатые операции и формовка сложных деталей. |
| Штамп для бритья | Обрабатывает кромки для получения идеально гладкой поверхности, используется в высокоточных деталях. |
| Гнущая матрица | Придает плоским металлическим поверхностям нужную форму, превращая их в углы, используемые в системах отопления, вентиляции и кондиционирования воздуха, а также в автомобильных деталях. |
| Кубик для вытягивания | Изготавливает полые детали из плоских листов, например, банки или корпуса. |
| Монетный штамп | Наносит мелкие детали, используется на денежных купюрах и разъемах. |
| Экструзионная матрица | Позволяет изготавливать непрерывные профили, такие как стержни и трубы. |
| Кованый штамп | Формирует из металла прочные компоненты для аэрокосмической и автомобильной промышленности. |
| Твердый пуансон | Создает аккуратные отверстия в металлических листах и пластике. |
| Удар под острым углом | Позволяет изготавливать гибки с малым радиусом для высокоточных применений. |
| Прогрессивный удар | Выполняет несколько операций последовательно для сложных деталей. |
Как специальные штампы повышают эффективность
- Специальные штампы автоматизируют сложные операции формовки. Вам потребуется меньше ручного труда.
- Вы можете выполнять многоэтапные операции. Это экономит время на настройку и ускоряет производство.
- Вы получаете высокую точность и стабильность. Это важно для деталей со сложной конструкцией.
Совет: Правильный выбор инструментов для листогибочного пресса упростит вашу работу и улучшит качество изготавливаемых деталей.
Существует множество типов инструментов для листогибочных прессов, предназначенных для работы с нержавеющей сталью. Вы можете использовать V-образные, радиусные и другие формы в соответствии с вашими потребностями. Если вам нужен специальный инструмент, вы можете заказать изготовление инструмента для листогибочного пресса на заказ.
Выбор материалов для оснастки

Выбор правильного материала для оснастки листогибочного пресса имеет большое значение при работе с нержавеющей сталью. Выбранный материал влияет на срок службы инструментов, их производительность и общее качество готовых изделий. Вам нужны инструменты, которые выдерживают нагрузки и сохраняют свою форму даже после многократного использования.
Высококачественная оснастка для листогибочных прессов
Для достижения наилучших результатов при работе с нержавеющей сталью вам необходима высококачественная оснастка для листогибочного пресса. Прочные материалы помогают инструментам противостоять износу и сохранять форму. Это означает, что вы всегда будете получать точные изгибы. Использование инструментов, изготовленных из лучших материалов, также снижает риск образования трещин или поломки инструмента. Nanjing Metal Компания применяет строгий контроль качества и передовые методы тестирования, чтобы гарантировать соответствие каждого инструмента высоким стандартам.
Варианты инструментальной стали
Для изготовления оснастки для листогибочных прессов хорошо подходят многие виды стали. Каждый вид обладает особыми свойствами, которые помогают в выполнении различных задач. Вот некоторые из наиболее популярных вариантов:
Сплав 42CrMo
Сплав 42CrMo отличается прочностью и ударной вязкостью. После термообработки он достигает предела прочности на растяжение 850–1000 МПа и предела текучести около 700 МПа. При закалке и отпуске эта сталь становится еще тверже и износостойкой. Это делает ее идеальной для работы в условиях высоких нагрузок. Вы можете рассчитывать на то, что 42CrMo сохранит свою форму и обеспечит точные изгибы даже после многих циклов.
| Свойство | Ценить |
|---|---|
| Предел прочности | 850–1000 МПа |
| Предел текучести | ~700 МПа |
| Твердость после закалки | 28–32 HRC |
Низколегированная инструментальная сталь
Низколегированные инструментальные стали, такие как хромомолибденовая сталь (хромомолибденовая сталь), обладают высокой прочностью и коррозионной стойкостью. Эти стали хорошо работают в сложных условиях. Они помогают продлить срок службы инструментов и обеспечивают высокое качество гибки. Их можно использовать для изготовления многих типов штампов для листогибочных прессов.
С твердосплавным наконечником
Инструменты с твердосплавными наконечниками обеспечивают дополнительную прочность. Твердосплавная кромка дольше остается острой и лучше противостоит износу, чем обычная сталь. Стальной корпус поглощает удары, поэтому инструмент не ломается легко. Инструменты с твердосплавными наконечниками также позволяют работать на листогибочном прессе с высокой скоростью. более высокие скоростиЭто экономит время. Вы получаете больше деталей с меньшим временем простоя на смену инструмента.
| Преимущество | Описание |
|---|---|
| Амортизация | Стальной корпус поглощает ударные нагрузки, предотвращая поломку инструмента. |
| Сокращение количества отходов | Трещины в твердосплавных деталях локализованы, поэтому вы можете продолжать использовать инструмент. |
| Экономическая эффективность | Твердый сплав используется только по краям, что делает его дешевле, чем цельнотвердосплавный материал. |
| Исключительная износостойкость | Сохраняет остроту лезвия дольше, уменьшая необходимость в повторной заточке. |
| Более длительное время работы | Сокращение времени простоя на замену инструментов. |
Покрытия и обработки
Специальные покрытия и обработки могут значительно продлить срок службы вашего инструмента. Термическая обработка, такая как закалка и отпуск, повышает твердость и прочность. Поверхностные покрытия, такие как азотирование или хромирование, помогают предотвратить ржавление и уменьшить трение. Эти меры позволяют поддерживать инструменты в отличном состоянии и помогают сохранять качество работы.
Совет: Всегда выбирайте инструменты из подходящего материала и с соответствующей обработкой для вашей работы. Это поможет вам добиться наилучшего качества и сэкономить деньги в долгосрочной перспективе.
Этапы выбора инструмента

Выбор подходящей оснастки для листогибочного пресса из нержавеющей стали начинается с тщательного пошагового процесса. Необходимо подобрать инструменты в соответствии с материалом и выполняемой задачей. Следуйте этим советам экспертов, чтобы выбрать оптимальную конфигурацию для вашего следующего проекта по гибке листового металла.
Оценить толщину
Измерение толщины материала
Для начала измерьте толщину нержавеющей стали. Для точности используйте штангенциркуль или микрометр. Запишите полученное значение. Даже небольшая разница в толщине может повлиять на изгиб металла. Если вы пропустите этот шаг, вы рискуете получить неудовлетворительные результаты и повредить инструмент.
Определите марку нержавеющей стали
Далее, выясните марку нержавеющей стали, которую вы планируете использовать. Марки, такие как 304 или 316, имеют разную прочность и характеристики при гибке. Для некоторых марок требуется больше усилий при гибке. Знание марки поможет вам выбрать подходящий инструмент и избежать растрескивания или деформации.
Запись для справки
Записывайте как толщину, так и марку материала. Эта информация понадобится вам на каждом последующем этапе. Составьте таблицу или сделайте пометку в файле проекта. Эта привычка сэкономит время и поможет избежать ошибок в будущих работах по гибке.
Выберите радиус наконечника
Примените эмпирическое правило
Радиус закругления наконечника пуансона влияет на качество изгибов. Для большинства видов нержавеющей стали используйте «правило 1Т». Это означает, что внутренний радиус изгиба должен равняться толщине материала. Например, если толщина вашей стали составляет 3 мм, используйте радиус 3 мм. Это правило помогает избежать трещин и обеспечивает плавный изгиб.
| Толщина материала (мм) | Рекомендуемый радиус изгиба (в пересчете на толщину) |
|---|---|
| Младше 6 лет | 1Т (равно толщине) |
| от 6 до 12 | Толщина в 1,25–1,5 раза |
| Более 12 | в 2-3 раза толще |
Использование слишком малого радиуса может привести к растрескиванию нержавеющей стали. Больший радиус распределяет напряжение и делает операцию гибки более безопасной и надежной.
Корректировка для крутых поворотов или особых требований.
Иногда для изготовления детали требуется более крутой изгиб или особая форма. В таких случаях может потребоваться корректировка радиуса закругления. Если необходимо использовать меньший радиус, выбирайте высококачественный инструмент и проверяйте наличие трещин во время тестовых изгибов. Для более толстой или высокопрочной нержавеющей стали увеличьте радиус, чтобы предотвратить повреждения. Всегда подбирайте радиус в соответствии с потребностями детали и свойствами металла.
Совет: Если после сгибания вы видите трещины или неровные края, попробуйте увеличить радиус сгиба для достижения лучших результатов.
Выберите отверстие штампа
Используйте стандартную формулу
Размер отверстия матрицы имеет решающее значение для точной гибки. Используйте «Правило 8x«В качестве отправной точки». Умножьте толщину материала на восемь, чтобы найти оптимальное отверстие V-образной матрицы. Например, если толщина вашей нержавеющей стали составляет 4 мм, используйте отверстие матрицы 32 мм.
| Правило | Описание |
|---|---|
| Правило 8x | Для достижения оптимальных результатов ширина отверстия матрицы должна быть в восемь раз больше толщины материала. |
| Правило 20 процентов | Внутренний радиус изгиба для нержавеющей стали марки 304 должен составлять от 20 до 22 процентов от ширины отверстия матрицы. |
Эта формула хорошо подходит для большинства работ по гибке листового металла. Для более толстых пластин может потребоваться матрица с отверстием, в десять раз превышающим толщину листа.
Учитывайте упругость материала и угол изгиба.
Нержавеющая сталь обладает сильным пружинящим эффектом. После завершения операции гибки металл стремится вернуться к своей первоначальной форме. Для получения правильного угла может потребоваться немного перегнуть деталь. Также проверьте одновременно размер отверстия матрицы и угол гибки. Большее отверстие матрицы может уменьшить необходимое усилие, но может увеличить пружинящий эффект. Всегда проверяйте свою установку на образце перед началом полномасштабного производства.
Примечание: Чем больше внутренний радиус изгиба, тем лучше толщина материала, тем меньше деформация и тем выше качество изгибов.
Следуя этим шагам, вы обеспечите себе успех в каждом проекте по гибке металла. Тщательное планирование и правильный выбор инструмента приводят к лучшим результатам и увеличению срока службы инструмента.
Рассчитать тоннаж
Используйте таблицы тоннажа или калькуляторы.
Необходимо знать, какое усилие требуется листогибочному прессу для гибки нержавеющей стали. Это усилие называется тоннажем. Если приложить слишком малое усилие, металл не согнется. Если же приложить слишком большое усилие, можно повредить оснастку или сам пресс.
Для расчета необходимого количества тонн можно использовать таблицы тоннажности или онлайн-калькуляторы. Эти инструменты запрашивают толщину, длину и тип материала. Они показывают, какой тоннаж необходим для вашей работы. Например, таблица может показать, что для гибки нержавеющей стали толщиной 3 мм на длине 1 метр требуется около 60 тонн.
Кончик: Перед началом работы всегда сверяйтесь с таблицей или калькулятором. Этот шаг поможет избежать ошибок и обеспечит сохранность вашего оборудования.
Не превышайте допустимые пределы для листогибочного пресса и инструмента.
Для каждого листогибочного пресса и инструмента существует максимальный допустимый тоннаж. Необходимо соблюдать эти ограничения, чтобы предотвратить несчастные случаи и повреждение инструмента. Проверьте руководство по эксплуатации станка или этикетку на инструменте листогибочного пресса, если он изготовлен из нержавеющей стали. Запишите максимально допустимый тоннаж.
Если для выполнения вашей работы требуется большее усилие, чем может выдержать ваш станок, вам следует использовать другую конфигурацию. Вы можете попробовать увеличить отверстие матрицы или радиус изгиба. Эти изменения снизят требуемое усилие.
Контрольный список для обеспечения безопасности:
- Проверьте допустимую грузоподъемность вашего листогибочного пресса.
- Проверьте допустимую грузоподъемность вашего инструмента.
- Сравните требуемый тоннаж с обоими показателями.
- При необходимости внесите необходимые изменения в настройки.
Учитывайте прочность материала.
Нержавеющая сталь прочнее низкоуглеродистой стали или алюминия. Для её гибки требуется большее усилие. Всегда используйте правильный тип материала в своих расчётах. Неправильные цифры могут привести к перегрузке оснастки листогибочного пресса для нержавеющей стали.
Вот простая таблица, которая поможет вам увидеть разницу:
| Материал | Коэффициент тоннажа (на мм толщины, на метр) |
|---|---|
| Мягкая сталь | 1.0 |
| Нержавеющая сталь | 1.5 |
| Алюминий | 0.5 |
При работе с нержавеющей сталью умножьте усилие сгибания на 1,5. Эта корректировка обеспечит точность гибки и безопасность инструментов.
Соответствие проекту детали
Рассмотрите радиусы изгиба и длину фланцев.
При проектировании детали необходимо проверить радиусы изгиба и длину фланца. Радиус изгиба должен соответствовать правилам для нержавеющей стали. Если радиус слишком мал, металл может треснуть. Если он слишком велик, деталь может не подойти.
Длина фланца — это прямая часть после изгиба. Убедитесь, что длина фланца достаточна для используемого вами отверстия матрицы. Короткий фланец может соскользнуть в матрицу и вызвать некачественный изгиб.
Убедитесь, что инструмент соответствует геометрии детали.
Инструменты для листогибочного пресса, предназначенные для работы с нержавеющей сталью, должны соответствовать форме детали. Обратите внимание на форму пуансона и матрицы. Убедитесь, что они соответствуют изгибам и углам вашей детали. Если ваша деталь имеет глубокие изгибы или возвратные фланцы, используйте пуансон типа «гусиная шея». Для острых углов используйте матрицу для острых углов.
Если ваша деталь имеет особую форму, вам может потребоваться нестандартная оснастка. Нестандартные инструменты помогут вам получить именно ту форму, которая вам нужна.
Учитывайте особенности конструкции (отверстия, выемки и т. д.).
Многие детали имеют отверстия, выемки или вырезы вблизи линии сгиба. Эти особенности могут ослабить металл. Необходимо планировать изгибы таким образом, чтобы эти участки не трескались и не деформировались.
Проверьте расстояние от отверстия или выемки до линии сгиба. Оставьте достаточно места между ними. Если вам необходимо согнуть деталь близко к отверстию, используйте больший радиус сгиба или специальную матрицу для уменьшения напряжения.
Примечание: Если ваша конструкция имеет особые характеристики, всегда тестируйте образец детали. Этот шаг поможет выявить проблемы до начала полномасштабного производства.
Компенсировать отскок
Отрегулируйте угол изгиба или настройку инструмента.
Нержавеющая сталь пружинит сильнее, чем другие металлы. После сгибания угол немного увеличивается. Для получения нужного результата необходимо согнуть металл дальше желаемого угла. Этот процесс называется перегибом.
Для уменьшения упругого отскока можно также использовать штампы или специальную оснастку. Эти инструменты удерживают металл на месте и помогают получить более точный угол.
Тестируйте и дорабатывайте по мере необходимости.
Всегда проверяйте свою установку на образце. Измерьте угол после сгибания. Если угол неверен, отрегулируйте угол сгибания или настройку инструмента. Повторяйте этот процесс, пока не получите желаемый результат.
Записывайте свои настройки для будущих работ. Эта привычка экономит время и помогает получать стабильные результаты каждый раз, когда вы используете оснастку для листогибочного пресса для работы с нержавеющей сталью.
Кончик: Небольшие изменения в настройках могут иметь большое значение. Не торопитесь, тщательно отладьте свой процесс для достижения наилучших результатов.
Точность и допуск

Требования к точности
При гибке нержавеющей стали необходимо соблюдать особую осторожность. Небольшие ошибки могут привести к неправильной подгонке деталей. Жесткие допуски, например, 0,0004 дюйма, помогают добиться правильного изгиба каждого элемента. Использование листогибочного пресса для нержавеющей стали позволяет достичь таких точных значений. В некоторых отраслях, например, в аэрокосмической и электронной промышленности, требуется именно такая точность. Если изгибы выполнены неправильно, изделие может не пройти проверку качества.
Стандарты допусков
Вам следует изучить основные правила гибки нержавеющей стали. Эти правила помогут вам проверить, насколько хорошо работает ваш листогибочный пресс для нержавеющей стали. В большинстве цехов используются рекомендации по углу гибки и линейному положению. Вот таблица с распространенными значениями из разных источников:
| Тип допуска | Типичное значение | Источник |
|---|---|---|
| Допуск на угол изгиба | ±0,5° | Статья ACCURL о точности листогибочных прессов |
| Допуск линейного позиционирования | от ±0,1 до ±0,2 мм | Статья ACCURL о точности листогибочных прессов |
| Допуск на угол изгиба | ±1,0° | Статья из журнала The Fabricator о разумных допусках |
| Допуск линейного позиционирования | ±0,1 мм | Статья HARSLE о калибровке заднего упора |
| Допуск линейного позиционирования | ±0,1 мм | Статья Ширчи о точности заднего упора |
| Изменение угла изгиба | < 0,5° | Статья MachineMFG о точности производства |
| Допуск линейного позиционирования | от 0,001″ до 0,004″ | Статья ACCURL о точности листогибочных прессов |
Некоторые стандарты, такие как GB/T14349-2011 и ANSI B11.3-2012, помогают проверять и поддерживать точность в вашем цехе. Соблюдение этих правил обеспечивает безопасность и надежность вашей работы.
Минимизация корректировок
Использование качественного инструмента для листогибочного пресса, предназначенного для работы с нержавеющей сталью, позволяет вносить меньше изменений. Инструменты с жесткими допусками, такие как... ±0,002 дюймаЭто поможет вам быстро получить нужный изгиб. Если вы работаете в строгих условиях, например, в аэрокосмической отрасли, вам могут потребоваться еще более жесткие допуски — иногда ±0,001 дюйма.
Вы также получаете помощь и консультации от проверенных поставщиков. Эта помощь позволяет правильно настроить оснастку для листогибочного пресса для нержавеющей стали. Используя точные инструменты и следуя правильным инструкциям, вы совершаете меньше ошибок и производите больше качественных деталей.
Совет: Всегда проверяйте свои инструменты и станки перед каждой работой. Очистите и выровняйте оснастку листогибочного пресса для нержавеющей стали, чтобы обеспечить точность гибки и соответствие деталей допускам.
Советы по использованию инструментов
Настройка и выравнивание
Правильная настройка и выравнивание помогут вам максимально эффективно использовать оснастку листогибочного пресса для нержавеющей стали. Правильная настройка инструментов обеспечивает более качественную гибку и продлевает срок службы инструмента.
- Всегда Выровняйте оснастку листогибочного пресса вдоль осей Tx и Ty.Ось Tx управляет задним упором и радиусом закругления пуансона. Этот шаг помогает каждый раз получать правильный размер фланца.
- Ось Ty обеспечивает параллельность инструментов вдоль станины. Параллельное расположение инструментов позволяет получать равномерные изгибы и минимизировать ошибки.
- Если ваш станок оснащен функцией наклона ползуна, используйте ее для исправления ошибок параллельности. Эта регулировка гарантирует, что ваши детали будут выходить ровными.
- Регулярно проверяйте и калибруйте систему автоматического зажима инструмента. Хорошо откалиброванная система надежно удерживает инструменты и фиксирует их в нужном положении.
Кончик: Не торопитесь во время установки. Несколько дополнительных минут на проверку соосности сэкономят вам часы на исправление неисправных деталей позже.
Техническое обслуживание
Регулярное техническое обслуживание поддерживает инструмент для листогибочных прессов, предназначенный для работы с нержавеющей сталью, в отличном состоянии. Регулярный уход позволит продлить срок службы инструмента на 15%–25%. Это означает, что вы потратите меньше денег на замену и получите большую отдачу от своих инвестиций.
- Проверяйте свои инструменты до и после каждой работы.. Осмотрите на наличие трещин, сколов или потертых краев.
- Очистите инструменты от пыли, металлической стружки и масла. Грязь и мусор могут вызывать износ и повреждения.
- При необходимости смажьте движущиеся части. Этот шаг предотвращает образование ржавчины и обеспечивает бесперебойную работу всех механизмов.
- Запланируйте регулярную генеральную уборку и осмотр. Отметьте эти даты в календаре, чтобы не забыть.
Своевременное техническое обслуживание помогает избежать внезапных поломок и обеспечивает оптимальную работу оснастки листогибочного пресса для нержавеющей стали.
Смазка
Смазка защищает оснастку листогибочного пресса для нержавеющей стали от износа и ржавчины. Правильная смазка помогает избежать трения и перегрева, которые могут сократить срок службы инструмента.
- Смазывайте инструменты еженедельно или по мере необходимости. Используйте только одобренные антикоррозионные смазки.
- Не переусердствуйте с маслом для инструментов. Избыток масла может задерживать пыль и вызывать дополнительные проблемы.
- После чистки слегка протрите инструменты смазкой, прежде чем убрать их на хранение.
- При работе со смазанными инструментами всегда надевайте перчатки. Это поможет вам надежно захватить инструмент и предотвратить несчастные случаи.
Примечание: Недостаточная смазка может привести к чрезмерному трению, перегреву поверхности и сокращению срока службы инструмента. Сделайте смазку регулярной частью своей работы.
Если вам нужны специальные формы или вы хотите продлить срок службы оснастки для листогибочного пресса, предназначенной для нержавеющей стали, вы можете изучить другие варианты. Лезвия на Заказ Разработано с учетом ваших потребностей.
Хранилище
Правильное хранение оснастки для листогибочного пресса, предназначенной для работы с нержавеющей сталью, помогает поддерживать инструменты в хорошем состоянии. Вы защищаете свои инвестиции и гарантируете бесперебойную работу инструментов при каждом использовании. Для достижения наилучших результатов необходимо выполнить несколько простых шагов.
- Очистите перед хранением.Всегда очищайте оснастку листогибочного пресса для нержавеющей стали после каждой работы. Удаляйте пыль, масло и металлическую стружку. Грязь может вызвать ржавчину и повреждения.
- Используйте защитные чехлыХраните инструменты в кейсах или стеллажах, предназначенных для оснастки листогибочных прессов. Кейсы защищают инструменты от ударов и царапин.
- Контроль влажностиДержите место хранения сухим. Влага вызывает ржавчину и ослабляет инструменты. При необходимости используйте осушители воздуха или пакеты с силикагелем.
- Сортировать по типу и размеруРазместите каждый инструмент на своем месте. Подпишите полки или контейнеры, указав тип и размер инструмента. Это облегчит поиск нужного инструмента и предотвратит путаницу.
- Избегайте штабелирования.Не складывайте друг на друга оснастку для листогибочных прессов, предназначенную для работы с нержавеющей сталью. Складывание может привести к деформации или сколам кромок.
Кончик: Регулярно проверяйте место хранения. Ищите признаки ржавчины или повреждений. Устраняйте неполадки незамедлительно, чтобы ваши инструменты были готовы к следующей работе.
Вот простая таблица, которая поможет вам запомнить лучшие методы хранения:
| Этап хранения | Почему это важно |
|---|---|
| Чистые инструменты | Предотвращает ржавление и износ. |
| Use cases/racks | Protects from physical damage |
| Контроль влажности | Stops corrosion |
| Organize tools | Saves time and avoids mistakes |
| Избегайте штабелирования. | Keeps edges sharp and undamaged |
Proper storage keeps your press brake tooling for stainless steel accurate and ready for use. You spend less time fixing problems and more time making quality parts.
Распространенные ошибки
Wrong Angles
You might notice that your bends do not match the design. This often happens when you use the wrong angle during bending. If you set the press brake tooling for stainless steel at the wrong angle, your parts will not fit together. You may also see gaps or overlaps in your finished product. Sometimes, the problem comes from using the wrong punch or die. Misalignment between the die and punch can cause uneven bends and even damage your tools.
Here are some common mistakes that lead to wrong angles:
- Using incorrect tooling for the job
- Not checking the alignment of the die and punch
- Skipping test bends before starting production
Кончик: Always check your setup before you start. Use a sample piece to test the angle. Adjust your press brake tooling for stainless steel until you get the right result.
Ignoring Springback
Stainless steel has a strong memory. After you bend it, the metal tries to return to its original shape. This is called springback. If you ignore springback, your bends will open up and you will not get the angle you want. Many people forget to account for this effect when setting up their press brake tooling for stainless steel.
You can avoid this mistake by:
- Overbending the metal slightly to reach the correct angle
- Using bottoming dies to reduce springback
- Testing and adjusting your setup with each new batch
Примечание: Overbending too much can weaken the material and cause cracks. Always use the right amount of force and check your results.
Tool Wear
Tool wear is a common problem when working with stainless steel. This metal is tough and can wear down your press brake tooling quickly. Worn tools make poor quality bends and can even damage your parts. You might see rough edges, cracks, or uneven shapes if your tools are not in good condition.
Watch out for these signs of tool wear:
- Dull or chipped punch tips
- Cracks in the die or punch
- Uneven bends or surface marks on the metal
To prevent tool wear, you should:
- Inspect your press brake tooling for stainless steel before each job
- Use strong materials like 42CrMo or Cr12Mo for your dies
- Avoid using brittle materials like T10, which can crack under stress
- Clean and lubricate your tools regularly
Кончик: Replace worn tools right away. This keeps your bends accurate and your press brake tooling for stainless steel working longer.
By watching for these common mistakes, you can improve your results and make your press brake tooling for stainless steel last longer. Always check your setup, account for springback, and keep your tools in top shape.
Tonnage Overload
Tonnage overload is a common mistake when using press brake tooling for stainless steel.
You might think more force will give you a better bend, but using too much tonnage can damage your tools, your machine, and even your parts. Stainless steel needs more force than mild steel, but you must always stay within safe limits.
When you overload your press brake tooling for stainless steel, several problems can happen:
- Tool Damage: Too much force can crack or deform your punches and dies. You may see chips, dents, or even broken pieces.
- Износ машины: Press brakes have a maximum tonnage rating. If you go over this limit, you can bend the frame or damage the hydraulic system.
- Poor Bends: Overloading can cause uneven bends, warping, or marks on the stainless steel. Your parts may not fit or look right.
- Риски безопасности: High tonnage increases the risk of accidents. Broken tools or machine parts can cause injuries.
Кончик: Always check the tonnage rating for both your press brake and your tooling before you start a job.
You can avoid tonnage overload by following a few simple steps:
- Calculate the Needed Tonnage: Use a tonnage chart or calculator. Enter the thickness, length, and type of stainless steel. This gives you the correct force for your bend.
- Check Your Equipment Limits: Look at the press brake’s manual and the markings on your tooling. Never exceed these numbers.
- Use the Right Die Opening: A larger die opening reduces the force needed. For example, if you double the die opening, you cut the required tonnage in half.
- Adjust for Stainless Steel: Stainless steel needs about 1.5 times the tonnage of mild steel. Always use the correct factor in your calculations.
- Test with a Sample: Bend a short piece first. Check for tool marks, cracks, or machine strain. Make changes before running a full batch.
Here is a quick reference table:
| Шаг | Что делать |
|---|---|
| Рассчитать тоннаж | Use charts or calculators |
| Check Limits | Review machine and tooling ratings |
| Adjust Die Opening | Use larger openings for less force |
| Factor Material | Multiply by 1.5 for stainless steel |
| Test First | Run a sample bend and inspect results |
If you follow these steps, you protect your press brake tooling for stainless steel and get better results. Always respect the limits of your tools and machine. This keeps your shop safe and your parts accurate.
Контрольный список передовых методов

Key Steps
You want to get the best results when you use press brake tooling for stainless steel. Follow these key steps to make your work easier and your parts better. These steps help you in many applications, from making kitchen equipment to building parts for cars.
- Check Your Tooling
Inspect your tooling before each job. Look for cracks, chips, or worn edges. Good tooling gives you better bends and longer tool life. - Match Tooling to Material
Choose the right tooling for your stainless steel thickness and grade. This step helps you avoid cracks and get the right bend angle. Many applications need different tooling shapes, so always double-check your setup. - Set Up Correctly
Align your tooling along the press brake bed. Make sure the punch and die fit together well. Proper setup keeps your bends straight and your tooling safe. - Рассчитать тоннаж
Use a tonnage chart or calculator. Stainless steel needs more force than other metals. Stay within the limits of your press brake and tooling. - Test with a Sample
Bend a test piece before you start full production. Check the angle and look for cracks. Adjust your tooling if needed. - Maintain and Store Tooling
Clean your tooling after each use. Store it in a dry place. Good care keeps your tooling ready for all applications.
Tip: Always record your settings for each job. This habit saves time and helps you repeat good results in future applications.
Краткий справочник
Use this table as a quick guide when you set up your press brake tooling for stainless steel. It covers the most important steps for many applications.
| Шаг | Что делать | Почему это важно |
|---|---|---|
| Inspect tooling | Check for damage or wear | Prevents bad bends and tool failure |
| Choose right tooling | Match to material thickness and grade | Fits all applications and avoids cracks |
| Align tooling | Set up punch and die correctly | Ensures straight, accurate bends |
| Calculate tonnage | Use charts or calculators | Protects tooling and machine |
| Test bend | Try a sample piece | Confirms setup before production |
| Maintain tooling | Clean and store properly | Extends tooling life for all applications |
Note: Following this checklist helps you get the best results in every application. You save time, reduce waste, and keep your tooling in top shape.
Choosing the best press brake tooling for stainless steel means picking the right material, setting up carefully, and keeping your tools in good shape. When you do these things, you get better results and save money. Good tooling gives you lots of benefits:
- You make accurate bends and throw away less scrap.
- You work faster and pay less for labor.
- You use less material and spend less fixing mistakes.
- You get better quality and can repeat good results.
Always use the checklist for each project. If you want help or need special tools, you can talk to the Nanjing Metal team on their контактная страница. Buying strong press brake tooling for stainless steel helps you do well on every job.
Часто задаваемые вопросы
What is a press brake?
A press brake is a machine that bends sheet metal. You use it to make parts for many jobs. The press brake pushes metal between a punch and a die. You get straight or angled bends.
Why does stainless steel need special press brake tooling?
Stainless steel is strong and springs back after bending. You need special press brake tooling to get the right angle. This tooling helps you avoid cracks and keeps your bends accurate.
How do you choose the right press brake punch and die?
You look at the thickness and grade of your stainless steel. You match the punch tip radius and die opening to your material. The right press brake tooling gives you better results.
What is springback in press brake bending?
Springback happens when stainless steel tries to return to its old shape after bending. You must bend the metal past your target angle. Press brake tooling helps you control springback.
How often should you check your press brake tooling?
You should check your press brake tooling before every job. Look for cracks, chips, or worn edges. Clean and align your tools. Good care helps your press brake work better.
Can you use the same press brake tooling for all metals?
No, you cannot use the same press brake tooling for every metal. Stainless steel needs stronger tooling than aluminum or mild steel. You must match your press brake tooling to the metal.
What are some common mistakes with press brake tooling?
You might use the wrong angle, ignore springback, or overload the press brake. Tool wear is also a problem. You avoid mistakes by checking your press brake tooling and following best practices.
Where do you see press brake used in industry applications?
You see press brake machines in automotive, aerospace, and appliance manufacturing. These industry applications need accurate bends and strong parts. Press brake tooling helps you meet these needs.
Смотрите также
Как Работает Пуансон Листогибочного Пресса при Гибке Листового Металла
Как индивидуальный инструмент для листогибочного пресса повышает эффективность вашего производства
Освоение инструмента для листогибочного пресса: как определить и устранить износ пуансонов и матриц
Один ответ