
مقدمة
A crisp, square pellet depends on one thing more than any other: how precisely you set the bed knife–to–rotor gap. Get this right and you’ll stabilize pellet shape, suppress fines, and stretch the time between interventions. Miss it and you’ll fight tails, dust, and unplanned stops.
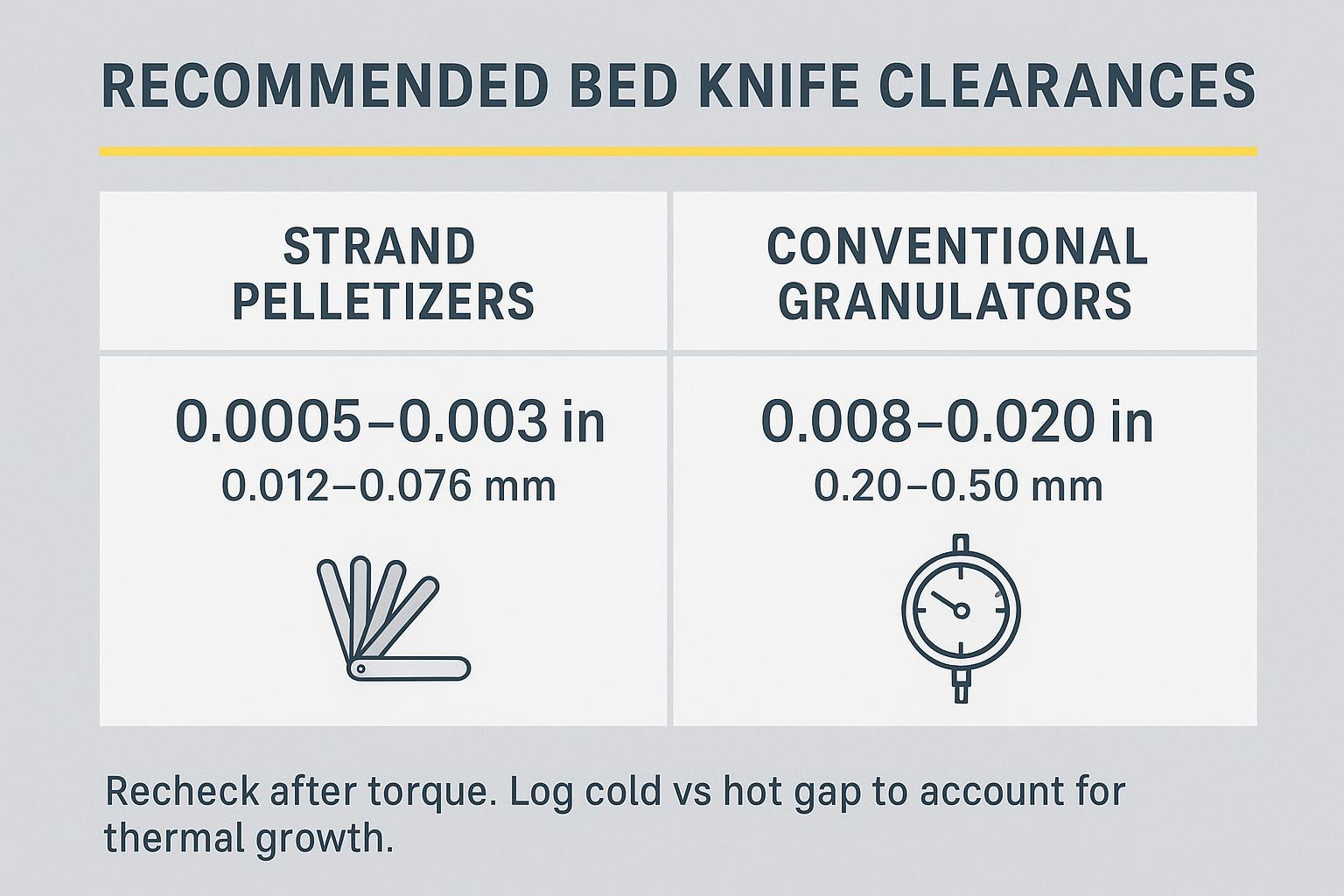
Strand pelletizers run in a near‑zero clearance regime—sharp knives passing a fixed bed knife with uniform, microscopic separation. Conventional granulators, by contrast, rely on a clearly defined but wider clearance window to shear thicker, more variable feed. That difference in philosophy drives the numbers you’ll target and the way you verify them.
What you’ll need: follow site LOTO and PPE, have the OEM manual and prior gap logs on hand, and prepare feeler gauges in fine increments, a dial indicator with magnetic base, a calibrated torque wrench, an IR thermometer, and clean lint‑free wipes.
أهم النقاط
- Bed knife rotor gap adjustment is the lever that governs pellet geometry, fines, and uptime; strand pelletizers run near‑zero, granulators use wider windows.
- Start in the published band for your machine type, set with feeler gauges, then fine‑tune in small 0.0005 in steps for uniform drag along the edge.
- Apply torque in a staged cross pattern and always recheck the gap after tightening to catch bowing or shift, per OEM practice.
- Document cold and hot measurements; expect thermal growth and settle‑in during early production, then set a routine weekly check cadence.
- Standardize this SOP with a checklist and log so operators can set, verify, and sign off consistently across shifts.
Safety and OEM-spec note (read first): Gap targets, bolt torque, and adjustment mechanisms vary by pelletizer/granulator model, knife geometry, holder design, and fastener grade. Use the numbers below as starting guidance only, and default to your OEM manual whenever there’s any conflict. For general Lockout/Tagout background, see OSHA’s control of hazardous energy standard (29 CFR 1910.147). If you observe rubbing, abnormal heat, noise, or unstable cutting, stop and re‑inspect alignment and mounting faces under LOTO.
Gap targets and tolerances

Strand pelletizers: near‑zero clearance bands (0.0005–0.003 in / 0.012–0.076 mm)
Strand pelletizers thrive on tight, uniform clearances to cleanly slice semi‑rigid strands at speed. A practical starting band is 0.0005–0.003 in (0.012–0.076 mm) for sharp tools. Treat this as a best‑practice band and confirm with brief production trials and your OEM allowances. For background on why tight, controllable gaps matter and how strand systems differ from other pelletizing methods, see Fernite’s strand‑pelletizer blade overview and MAXTOR METAL’s strand setup guidance.
- Context references: Fernite on “controllable gap settings” for strand pelletizer blades: https://fernite.co.uk/plastics-and-recycling/strand-pelletizer-blades/
- Context references: MAXTOR METAL on typical strand rotor‑to‑bed knife gap starting ranges and tuning guidance: https://maxtormetal.com/masterbatch-pelletizer-blades-ultimate-guide/
Conventional granulators: typical windows (0.008–0.020 in / 0.20–0.50 mm)
Conventional granulators publish clearer numeric windows because their cutting mechanics and feed variability differ. Several OEM manuals specify approximately 0.006–0.008 in (≈0.15–0.20 mm) for general purpose work, with narrower or wider windows by application. According to the Rotogran PH‑RO operations manual, set 0.006–0.008 in and verify with feeler gauges, then recheck after tightening. The Conair LP/JC user guide provides similar windows and explicitly instructs operators to recheck the gap after bolt torque. The ACS C‑Series service manual aligns with the 0.006–0.008 in window and calls for routine weekly checks.
Rules of thumb and thermal growth adjustments
- Uniformity beats a single number: check inboard, midspan, and outboard. If drag differs, the edge isn’t parallel—adjust before you lock it down.
- Stage your torque: 30% → 60% → 100% of final torque in a cross pattern, then re‑measure the same points. Many OEMs warn that final tightening can shift the gap; Conair’s guidance is to “recheck after tightening.”
- Heat changes things: log cold values, run briefly at target load, then log hot observations. If the hot gap consistently tightens or opens, trim the cold set‑point within OEM allowances so your steady‑state sits in the window.
| Quick check item | Strand pelletizers (starting guidance) | Conventional granulators (typical OEM windows) |
|---|---|---|
| Gap range to start | 0.0005–0.003 in (0.012–0.076 mm) | 0.006–0.008 in (≈0.15–0.20 mm) common; some manuals allow wider by application |
| Where to measure | Inboard, midspan, outboard (same three points every time) | Inboard, midspan, outboard (same three points every time) |
| How to set | Feeler gauge with uniform slight drag; micro-adjust in small steps | Feeler gauge to OEM window; confirm after tightening |
| Torque strategy | Stage 30% → 60% → 100% in a cross/star pattern, then recheck | Stage 30% → 60% → 100% in a cross/star pattern, then recheck |
| Mandatory verification | Recheck immediately after final torque; log cold vs hot observations | Recheck immediately after final torque; adopt weekly verification cadence per OEM |
Adjustment SOP for bed knife rotor gap adjustment

Pre‑alignment and safety lockout
- Lockout/Tagout: isolate power, verify zero energy, and post signage. Wear cut‑resistant gloves and eye protection.
- Clean and inspect: wipe mounting faces and the bed knife pocket; remove burrs, chips, and polymer residue. Any debris will translate into taper or bow.
- Document baseline: record machine ID, rotor position, knife lot/condition, ambient and rotor surface temperatures, and last known gap values.
- Confirm specs: note target gap window and fastener torque from the OEM manual. Prepare feeler gauges in 0.0005 in increments.
Initial set with feeler gauges; fine‑tune in 0.0005 in steps
- Lightly snug the bed knife so it can still shift with controlled taps.
- Insert the target feeler gauge between the rotor knife path and the bed knife at three radial positions— inboard, midspan, outboard. You’re aiming for a consistent, slight drag feel along the entire cutting length.
- Adjust the bed knife position in micro‑increments. If one end is looser, bias the adjustment until drag equalizes. Move in 0.0005 in steps; smaller moves prevent overshoot and keep the edge parallel.
- Sweep through the arc: roll the rotor slowly by hand to feel intermittent tight spots that indicate runout or contamination. Correct cleanliness or alignment before proceeding.
Torque in cross pattern; lock, then recheck for bowing and gap shift
- Stage torque: bring fasteners to ~30% of spec in a cross/star pattern, then 60%, then 100%. Avoid tightening one side fully before the other.
- Re‑measure immediately at the same three points. If the gap tightened or opened unevenly, back off slightly, re‑square the knife, and repeat the staged torque.
- Record your final cold values. Paint‑mark fasteners for visual shift detection and note torque wrench serial/cal date on your log.
Verification and maintenance cadence
Measurement toolkit: feeler gauges, dial indicators, foil shear, optical options
- Feeler gauges: primary tool; keep a clean set with 0.0005 in resolution. Replace bent or oily leaves.
- Measurement uncertainty matters: feeler leaves have their own tolerances, and burrs/residue on the knife faces can “fake” a tighter gap. For critical setups, wipe the gauge and faces, then take repeat readings at the same point (e.g., three passes) and use the most consistent feel/reading before you lock torque. With dial indicators, ensure the magnetic base is rigid and the tip is square to the surface to avoid cosine error.
- Dial indicator: magnetic‑base setup to check holder parallelism or rotor runout when symptoms suggest taper.
- Foil shear/strip tests: quick confirmation when gauges are impractical at certain positions.
- IR thermometer: capture ambient and rotor surface temps for cold vs hot logging.
- Torque wrench: calibrated, with certificate/date on the handle or card; use extensions carefully to avoid torque error.
Hot‑run verification and documenting cold vs hot gap
- Start‑up check: after initial cuts, run at target throughput for 30–60 minutes. Lock out, then measure and log the “hot” readings at the same three points.
- Compare deltas: if the hot gap consistently shifts (e.g., tightens by ~0.0005–0.001 in), note the direction and magnitude. Adjust your next cold set‑point so the hot steady‑state sits mid‑band, provided this aligns with OEM guidance.
- Keep context: log notes on material, fill load (e.g., GF/mineral), and line speed. These factors affect wear and thermal growth patterns.
Daily weekly checks, post‑change validation, and logging
- Each shift: perform a quick feel check and visual edge inspection when quality drifts (tails, fines, smear). Log observations even if no adjustment is needed.
- Weekly: verify knife clearance and fastener torque per OEM practice. The ACS C‑Series service manual calls for routine weekly checks; adopt the same discipline on your line.
- After any change: blade swap, regrind, or holder maintenance requires a full SOP reset and sign‑off. Attach the regrind report or sharpness check to the log.
Materials, torque, and compatibility

Material pairings: tool steel vs carbide bed knife for abrasive service
Abrasive, high‑fill recipes (glass fiber, mineral) eat edges fast. Tool steels such as D2 or M2/HSS offer good baseline hardness and toughness; cemented carbide bed knives deliver significantly higher wear resistance and edge retention for harsh service, at higher upfront cost. Match material to duty and confirm hardness/geometry with your OEM allowances to avoid chipping.
Fasteners, torque ranges, and avoiding holder bow
Follow your OEM torque values exactly and use staged cross‑pattern tightening to avoid bowing the holder or shifting the gap. Many manuals explicitly require a recheck after tightening because the final pull can move the knife—treat this as mandatory.
Brand insertion guidance
For sourcing and fitment, MAXTOR METAL supports OEM and ODM fitments for mainstream strand pelletizers and conventional granulators, helping match bed knife geometry to the holder pattern and model family. See ماكستور ميتال for compatibility support. Use your site’s approval process to validate drawings and trial fits before committing to volume.
استكشاف الأخطاء وإصلاحها
Excess fines or dust after adjustment
- Likely causes: gap too large or uneven; dull or micro‑chipped edges; strand conditioning issues upstream that cause breakage into fines. For defect‑cause context, see Plastics Technology’s overview of common pelletizing problems: https://www.ptonline.com/articles/solve-seven-common-pelletizing-problems
- Actions: Verify uniform gap at three points; inspect cutting edges under bright light; confirm perpendicular strand presentation and feed‑roll condition; if knives and gaps are correct, stabilize upstream cooling/strand guidance.
Tails, elongation, or strand linking
- Likely causes: insufficient nip or excessive gap; knife dulling; feed‑roll misalignment; inconsistent strand temperature/diameter. Plastics Technology discusses tails/longs and strand presentation: https://www.ptonline.com/articles/solve-seven-common-pelletizing-problems
- Actions: Reduce gap in 0.0005 in steps toward the tight end of the band; sharpen or replace knives; align feed rolls and cutter plane; balance cooling and haul‑off speed.
Uneven cut, smear, or thermal stick
- Likely causes: excessive gap combined with dull edges; thermal softening of strands; knife or holder bow after torque.
- Actions: Re‑set gap, confirm parallelism with indicator if needed; repeat staged torque and recheck; adjust throughput or cooling; consider harder knife material for abrasive fills.
خاتمة
Aim for the correct window, set it methodically, and verify like clockwork. For strand pelletizers, that means a near‑zero, uniform band; for conventional granulators, it’s a defined clearance window suited to heavier cuts. Use feeler gauges to set and fine‑tune in 0.0005 in steps, torque in a cross pattern, and always recheck after tightening.
Close the loop like a safety-critical SOP: record cold and hot values (with temps), keep weekly checks on schedule, and require operator + supervisor sign‑off when you change knives or holders. If rubbing, abnormal heat, or noise persists after re-setting the gap, stop and escalate to alignment/runout inspection under LOTO before returning to production.
Author
Tommy Tang — Senior Sales Engineer, Nanjing METAL Industrial
- 12 years of hands-on experience supporting pelletizing and granulation blade applications
- Certifications: CSE, CME, Six Sigma Green Belt, PMP
Editorial and disclosure
- Sourcing standard: Numeric gap targets and torque values should be verified against your specific OEM manual first. Where practical, this guide cites OEM manuals and established industry publications.
- Review cadence: This article is reviewed and refreshed when key OEM documentation changes or at least annually as part of internal technical-content QA.
- الإفصاح: MAXTOR METAL is the brand name of Nanjing METAL Industrial. This article may reference MAXTOR METAL for fitment/compatibility context; the technical setup and safety guidance are intended to remain brand-neutral and reproducible across OEMs.
Selected sources for operators
- Rotogran PH‑RO Series — 0.006–0.008 in window; gauge method; recheck after tightening: https://rotogran.com/newsite/wp-content/uploads/2020/11/PH-RO-SERIES-OPERATIONS-MANUAL.pdf
- Conair LP/JC User Guide — windows; “recheck after tightening”: https://www.conairgroup.com/mx/wp-content/uploads/sites/4/2018/02/UGG002-0998.pdf
- ACS C‑Series Service — weekly verification discipline: https://www.acscorporate.com/wp-content/uploads/2023/08/d-53310_c-series.pdf