
Введение
Четкая, квадратная форма гранулы зависит от одного фактора больше, чем от чего-либо другого: от точности установки зазора между ножом станка и ротором. Правильная настройка зазора обеспечит стабилизацию формы гранулы, подавление образования мелких частиц и увеличение интервала между вмешательствами. Неправильная настройка приведет к образованию хвостов, пыли и незапланированным остановкам.
Грануляторы нитевидной структуры работают в режиме практически нулевого зазора — острые ножи проходят мимо неподвижного ножа в слое с равномерным микроскопическим разделением. Традиционные грануляторы, напротив, полагаются на четко определенный, но более широкий диапазон зазоров для измельчения более густого и неоднородного сырья. Эта разница в подходах определяет целевые показатели и способы их проверки.
Что вам понадобится: соблюдайте правила блокировки и маркировки оборудования (LOTO) и использования средств индивидуальной защиты (СИЗ) на объекте, имейте под рукой руководство производителя и предыдущие журналы учета зазоров, а также подготовьте щупы с мелкими делениями, индикатор часового типа с магнитным основанием, откалиброванный динамометрический ключ, инфракрасный термометр и чистые безворсовые салфетки.
Основные выводы
- Регулировка зазора между ножами ротора — это рычаг, который управляет геометрией гранул, размером частиц и временем безотказной работы; грануляторы с ленточным ротором работают практически без зазоров, а грануляторы используют более широкий диапазон зазоров.
- Начните с указанного диапазона для вашего типа станка, установите его с помощью щупов, затем выполняйте точную настройку с шагом 0,0005 для равномерного сопротивления вдоль кромки.
- Прикладывайте усилие затяжки поэтапно, крест-накрест, и всегда проверяйте зазор после затяжки, чтобы предотвратить деформацию или смещение, в соответствии с рекомендациями производителя.
- Задокументируйте измерения в холодном и горячем состояниях; учитывайте возможное увеличение температуры и стабилизацию в начале производственного процесса, затем установите регулярный еженедельный график проверок.
- Стандартизируйте эту стандартную операционную процедуру с помощью контрольного списка и журнала, чтобы операторы могли устанавливать, проверять и подписывать ее согласованно в течение всех смен.
Примечание по безопасности и спецификациям производителя (прочитайте сначала): Целевые значения зазора, момента затяжки болтов и механизмы регулировки различаются в зависимости от модели гранулятора/пеллетизатора, геометрии ножа, конструкции держателя и класса крепежных элементов. Используйте приведенные ниже значения только в качестве ориентира. по умолчанию используется руководство пользователя от производителя. При возникновении любого конфликта. Для получения общей информации о блокировке/маркировке оборудования см. OSHA. Контроль за опасным энергетическим уровнем (29 CFR 1910.147)Если вы заметили трение, аномальный нагрев, шум или нестабильную резку, остановитесь и повторно проверьте соосность и монтажные поверхности в соответствии с требованиями LOTO (блокировка и маркировка).
Целевые значения зазора и допуски

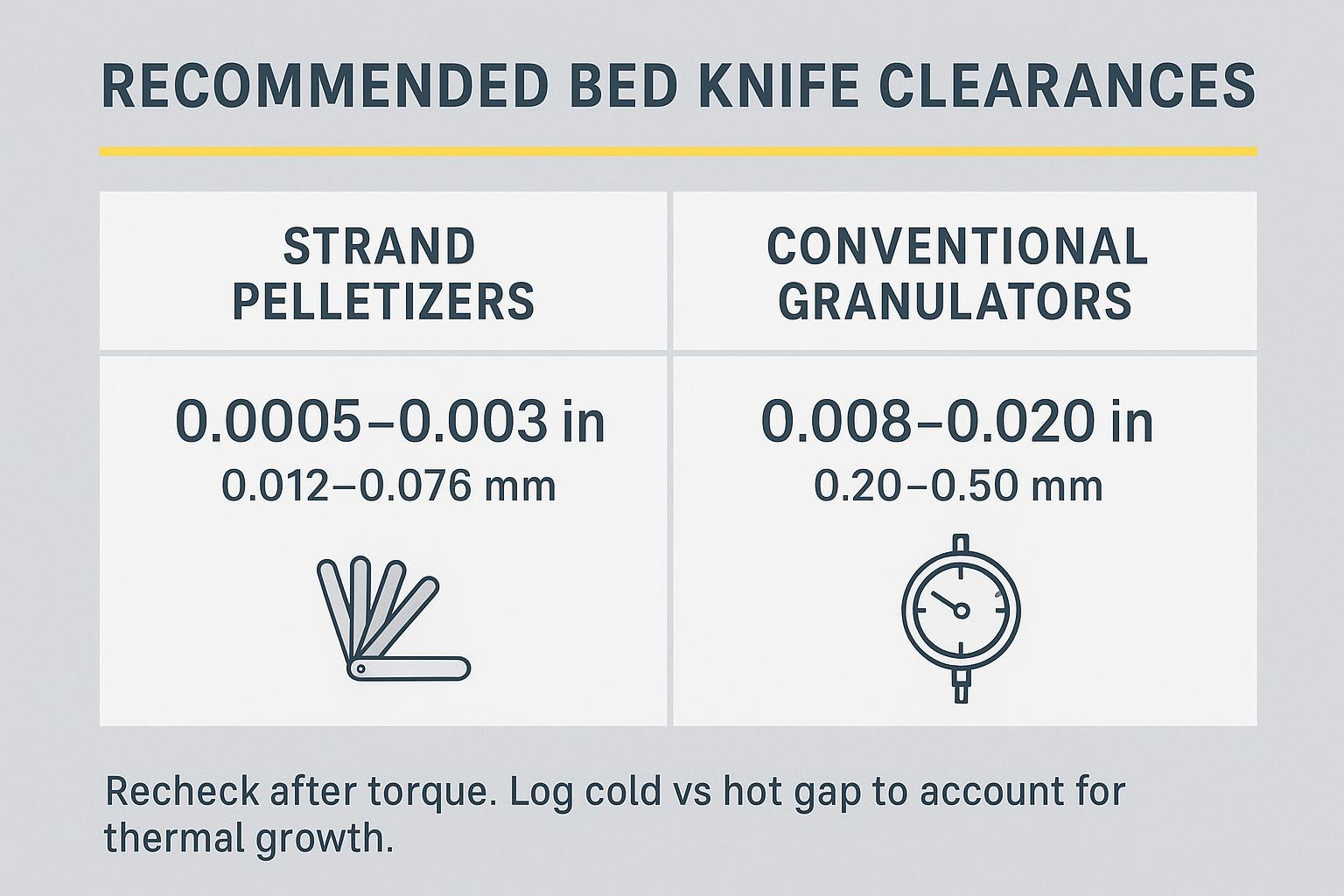
Гранулизаторы для струйной обработки: практически нулевой зазор между полосами (0,0005–0,003 дюйма / 0,012–0,076 мм)
Грануляторы для нитевидных материалов эффективно работают при минимальных и равномерных зазорах, позволяющих быстро и чисто разрезать полужесткие нити. Практический начальный зазор составляет 0,0005–0,003 дюйма (0,012–0,076 мм) для острых инструментов. Рассматривайте это как оптимальный зазор и подтвердите его с помощью кратких производственных испытаний и с учетом допусков вашего производителя. Для получения дополнительной информации о том, почему важны минимальные, контролируемые зазоры и чем системы гранулирования отличаются от других методов, см. обзор лезвий грануляторов Fernite и руководство по настройке нитей от MAXTOR METAL.
- Ссылки на контекст: Fernite о «регулируемых настройках зазора» для лезвий гранулятора: https://fernite.co.uk/plastics-and-recycling/strand-pelletizer-blades/
- Ссылки на источники: MAXTOR METAL — информация о типичных диапазонах начального зазора между ротором и ножом в слое проволоки и рекомендации по настройке: https://maxtormetal.com/masterbatch-pelletizer-blades-ultimate-guide/
Традиционные грануляторы: типичные окна (0,008–0,020 дюйма / 0,20–0,50 мм)
Традиционные грануляторы отображают более четкие числовые значения, поскольку их механика резки и изменчивость подачи различаются. В руководствах ряда производителей указывается приблизительно 0,006–0,008 дюйма (≈0,15–0,20 мм) для общего назначения, при этом значения могут быть уже или шире в зависимости от области применения. Согласно данным... Инструкция по эксплуатации Rotogran PH‑ROУстановите зазор 0,006–0,008 дюйма и проверьте с помощью щупов, затем повторно проверьте после затяжки. Руководство пользователя Conair LP/JC Предоставляет аналогичные окна и четко инструктирует операторов повторно проверять зазор после затяжки болтов. Руководство по обслуживанию ACS C-Series соответствует диапазону 0,006–0,008 и требует проведения регулярных еженедельных проверок.
Практические рекомендации и корректировка роста в зависимости от температуры
- Равномерность важнее одного числа: проверьте внутреннюю, среднюю и внешнюю стороны. Если сопротивление различается, значит, кромка не параллельна — отрегулируйте ее перед фиксацией.
- Пошагово затягивайте болты: 30% → 60% → 100%, затем повторите замеры в тех же точках. Многие производители предупреждают, что окончательная затяжка может сместить зазор; компания Conair рекомендует «повторно проверить после затяжки».
- Нагрев влияет на ситуацию: запишите значения при низкой температуре, кратковременно протестируйте при целевой нагрузке, затем запишите значения при высокой температуре. Если разница температур при высокой температуре постоянно сужается или расширяется, скорректируйте заданное значение при низкой температуре в пределах допустимых значений, установленных производителем, чтобы установившееся значение находилось в допустимом диапазоне.
| Пункт быстрой проверки | Грануляторы для струйных гранул (руководство по началу работы) | Традиционные грануляторы (типичные окна от производителей оборудования) |
|---|---|---|
| Диапазон разрыва для начала | 0,0005–0,003 дюйма (0,012–0,076 мм) | Обычно используется диаметр 0,006–0,008 дюйма (≈0,15–0,20 мм); в некоторых руководствах допускается больший диаметр в зависимости от области применения. |
| Где проводить измерения | Внутренняя, средняя, внешняя (всегда одни и те же три точки) | Внутренняя, средняя, внешняя (всегда одни и те же три точки) |
| Как настроить | Щуп с равномерным, но небольшим сопротивлением; микрорегулировка с малым шагом. | Приложите щуп к заводскому окну; подтвердите после затяжки. |
| Стратегия крутящего момента | Этап 30% → 60% → 100% по схеме крест/звезда, затем повторная проверка. | Этап 30% → 60% → 100% по схеме крест/звезда, затем повторная проверка. |
| Обязательная проверка | Повторно проверьте сразу после окончательной затяжки; запишите результаты измерений в холодном и горячем состоянии. | Повторная проверка сразу после окончательной затяжки; внедрите еженедельный график проверки в соответствии с требованиями производителя. |
Процедура регулировки зазора между ножами станины и ротором

Предварительная центровка и блокировка безопасности
- Блокировка/маркировка: отключите электропитание, убедитесь в отсутствии напряжения и разместите предупреждающие знаки. Наденьте перчатки, устойчивые к порезам, и защитные очки.
- Очистка и осмотр: протрите монтажные поверхности и гнездо ножа станины; удалите заусенцы, стружку и остатки полимера. Любые загрязнения приведут к конусности или изгибу.
- Основные параметры документации: идентификатор станка, положение ротора, партия/состояние ножей, температура окружающей среды и поверхности ротора, а также последние известные значения зазора.
- Проверьте технические характеристики: обратите внимание на целевой зазор и момент затяжки крепежных элементов из руководства производителя. Подготовьте щупы с шагом 0,0005 дюйма.
Первоначальная настройка с помощью щупов; точная настройка с шагом 0,0005.
- Слегка затяните нож крепления кровати так, чтобы он мог смещаться при контролируемых нажатиях.
- Вставьте измерительный щуп между режущей кромкой роторного ножа и ножом станины в трех радиальных положениях — внутри, посередине и снаружи. Ваша цель — добиться равномерного, незначительного сопротивления по всей длине резания.
- Регулируйте положение ножа на станине с микрошагами. Если один конец болтается, смещайте регулировку до тех пор, пока сопротивление не выровняется. Перемещайте с шагом 0,0005; меньшие перемещения предотвращают перерегулирование и сохраняют параллельность лезвия.
- Проведите пальцем по дуге: медленно прокатывайте ротор рукой, чтобы почувствовать периодические заедания, указывающие на биение или загрязнение. Перед продолжением проверьте чистоту или соосность.
Затяните по крестообразной схеме; зафиксируйте, затем проверьте на наличие прогиба и смещения зазора.
- Поэтапный момент затяжки: затяните крепежные элементы примерно до 30% от заданного значения по схеме крест-на-звезде, затем до 60%, затем до 100%. Избегайте полной затяжки одной стороны раньше другой.
- Немедленно повторите измерения в тех же трех точках. Если зазор уменьшился или увеличился неравномерно, немного ослабьте затяжку, выровняйте нож и повторите поэтапную затяжку.
- Запишите окончательные значения в холодном состоянии. Пометьте крепежные элементы краской для визуального определения смещения и укажите серийный номер/дату калибровки динамометрического ключа в журнале.
Периодичность проверки и технического обслуживания
Набор измерительных инструментов: щупы, индикаторы часового типа, ножницы для фольги, оптические приборы.
- Щупы: основной инструмент; поддерживайте чистоту комплекта с точностью 0,0005. Заменяйте погнутые или замасленные листья.
- Погрешность измерения имеет значение: щупы имеют свои собственные допуски, а заусенцы/остатки на поверхностях ножей могут «имитировать» более узкий зазор. Для ответственных настроек протрите измерительный прибор и поверхности, а затем сделайте замер. повторные измерения в той же точке (например, три прохода) и используйте наиболее стабильное ощущение/показание, прежде чем зафиксировать крутящий момент. При использовании индикаторов часового типа убедитесь, что магнитное основание жесткое, а наконечник перпендикулярен поверхности, чтобы избежать ошибки косинуса.
- Индикатор часового типа: магнитная основа для проверки параллельности держателя или биения ротора, если признаки указывают на конусность.
- Испытания на сдвиг/прокол фольги: быстрое подтверждение в случаях, когда использование измерительных приборов нецелесообразно в определенных местах.
- ИК-термометр: позволяет измерять температуру окружающей среды и поверхности ротора для сравнения температур при холодной и горячей каротаже.
- Динамометрический ключ: калиброванный, с сертификатом/датой на рукоятке или карточке; используйте удлинители осторожно, чтобы избежать ошибок при затяжке.
Проверка в режиме горячего запуска и документирование разницы между холодным и горячим режимами.
- Проверка перед запуском: после первоначальной резки запустите процесс с целевой производительностью на 30–60 минут. Заблокируйте процесс, затем измерьте и запишите показания в «горячей» точке в тех же трех точках.
- Сравните изменения: если зазор в горячем состоянии постоянно смещается (например, уменьшается примерно на 0,0005–0,001 дюйма), отметьте направление и величину. Отрегулируйте следующую заданную температуру в холодном состоянии так, чтобы установившаяся температура в горячем состоянии находилась в середине диапазона, при условии, что это соответствует рекомендациям производителя.
- Сохраняйте контекст: записывайте информацию о материале, загрузке (например, стекловолокно/минерал) и скорости линии. Эти факторы влияют на износ и характер термического расширения.
Ежедневные и еженедельные проверки, подтверждение изменений после их внесения и ведение журнала.
- В каждую смену: при отклонении качества (хвосты, мелкие частицы, размазывание) проводите быструю проверку на ощупь и визуальный осмотр краев. Регистрируйте наблюдения, даже если корректировка не требуется.
- Еженедельно: проверять зазор между ножом и крепежными элементами в соответствии с рекомендациями производителя. Руководство по обслуживанию ACS C-Series призывает к проведению еженедельных проверок; примените тот же принцип и на своей линии.
- После любых изменений: замены лезвия, переточки или обслуживания держателя требуется полная перезагрузка стандартной операционной процедуры и подтверждение выполнения. Приложите к журналу отчет о переточке или проверке остроты.
Материалы, крутящий момент и совместимость

Сочетание материалов: инструментальная сталь против твердосплавного ножа для абразивной обработки.
Абразивные материалы с высоким содержанием наполнителя (стекловолокно, минералы) быстро изнашивают кромки. Инструментальные стали, такие как D2 или M2/HSS, обеспечивают хорошую базовую твердость и прочность; ножи с твердосплавным основанием обладают значительно большей износостойкостью и сохранением остроты кромки при работе в жестких условиях, но при этом имеют более высокую первоначальную стоимость. Подбирайте материал в соответствии с условиями эксплуатации и согласовывайте твердость/геометрию с допусками производителя, чтобы избежать сколов.
Крепежные элементы, диапазоны крутящего момента и предотвращение прогиба держателя.
Строго соблюдайте указанные производителем значения крутящего момента и используйте поэтапную затяжку крест-накрест, чтобы избежать деформации держателя или смещения зазора. Во многих руководствах прямо указано, что после затяжки необходимо повторно проверить момент затяжки, поскольку окончательная затяжка может сместить нож — считайте это обязательным условием.
рекомендации по размещению бренда
Компания MAXTOR METAL предлагает услуги по подбору и установке комплектующих для OEM и ODM производителей грануляторов и обычных грануляторов, помогая подобрать геометрию ножей в соответствии с конфигурацией держателя и семейством моделей. См. МАКСТОР МЕТАЛЛ для обеспечения совместимости. Используйте процесс утверждения на вашем сайте для проверки чертежей и примерок перед началом серийного производства.
Поиск неисправностей
Избыток мелкой пыли или пыли после регулировки
- Вероятные причины: слишком большой или неравномерный зазор; затупленные или микроскопически сколотые края; проблемы с обработкой волокон на предыдущих этапах производства, приводящие к их измельчению до мелких частиц. Для получения дополнительной информации о причинах дефектов см. обзор распространенных проблем гранулирования на сайте Plastics Technology: https://www.ptonline.com/articles/solve-seven-common-pelletizing-problems
- Действия: Проверить равномерность зазора в трех точках; осмотреть режущие кромки при ярком освещении; подтвердить перпендикулярность подачи пряди и состояние подающего ролика; если ножи и зазоры правильны, стабилизировать охлаждение/направление пряди в потоке.
Хвосты, удлинение или соединение нитей
- Вероятные причины: недостаточный зазор или чрезмерный зазор; затупление ножа; смещение подающего ролика; непостоянная температура/диаметр нити. В разделе «Технология пластмасс» рассматриваются хвостовые/длинные части и способ представления нити: https://www.ptonline.com/articles/solve-seven-common-pelletizing-problems
- Действия: Постепенно уменьшать зазор на 0,0005 по направлению к натянутому концу ленты; заточить или заменить ножи; выровнять подающие ролики и плоскость режущего инструмента; сбалансировать скорость охлаждения и скорость протяжки.
Неровный срез, размазывание или прилипание термоклея
- Вероятные причины: чрезмерный зазор в сочетании с затуплением кромок; термическое размягчение волокон; изгиб ножа или держателя после затяжки.
- Действия: отрегулировать зазор, при необходимости подтвердить параллельность с помощью индикатора; повторить поэтапную затяжку с заданным моментом затяжки и повторно проверить; отрегулировать производительность или охлаждение; рассмотреть возможность использования более твердого материала для абразивных материалов.
Заключение
Нацельтесь на правильный зазор, устанавливайте его методично и проверяйте с точностью до часа. Для грануляторов с нитевидным гранулированием это означает практически нулевую, равномерную полосу; для обычных грануляторов это определенный зазор, подходящий для более крупных фракций. Используйте щупы для установки и точной настройки с шагом 0,0005, затягивайте с крестообразным шагом и всегда перепроверяйте после затяжки.
Замкните цикл, как в критически важной для безопасности стандартной операционной процедуре: регистрируйте значения температуры в холодном и горячем состоянии, проводите еженедельные проверки в соответствии с графиком и требуйте подписи оператора и руководителя при смене ножей или держателей. Если после повторной установки зазора сохраняется трение, аномальный нагрев или шум, остановите процесс и передайте проблему на проверку выравнивания/биения в соответствии с системой блокировки и маркировки (LOTO) перед возобновлением производства.
Автор
Томми Танг — Старший инженер по продажам, Нанкинская металлургическая промышленность
- 12 лет практического опыта работы с оборудованием для гранулирования и пеллетирования.
- Сертификаты: CSE, CME, Six Sigma Green Belt, PMP
Редакционная работа и раскрытие информации
- Стандарт закупок: Значения зазоров и моментов затяжки следует предварительно сверить с руководством производителя вашего оборудования. По возможности, в данном руководстве приводятся ссылки на руководства производителей и авторитетные отраслевые публикации.
- Периодичность обзора: Данная статья пересматривается и обновляется при изменении ключевой документации OEM-производителя или, по крайней мере, ежегодно в рамках внутреннего контроля качества технического контента.
- Примечание: MAXTOR METAL — это торговая марка компании Нанкинская металлургическая промышленностьВ данной статье могут упоминаться MAXTOR METAL для контекста совместимости; технические характеристики и рекомендации по безопасности призваны оставаться нейтральными по отношению к конкретному бренду и воспроизводимыми для всех производителей оригинального оборудования.
Избранные источники для операторов
- Rotogran PH‑RO Series — окно 0,006–0,008 дюйма; метод измерения с помощью калибра; повторная проверка после затяжки: https://rotogran.com/newsite/wp-content/uploads/2020/11/PH-RO-SERIES-OPERATIONS-MANUAL.pdf
- Руководство пользователя Conair LP/JC — окна; «проверьте еще раз после затяжки»: https://www.conairgroup.com/mx/wp-content/uploads/sites/4/2018/02/UGG002-0998.pdf
- Сервис ACS C-Series — еженедельная проверка: https://www.acscorporate.com/wp-content/uploads/2023/08/d-53310_c-series.pdf
Один ответ