
Blade selection is one of the fastest levers you can pull to improve pellet uniformity, uptime, and total cost. In strand pelletizing, the blade story is about helical scissor geometry, rotor‑to‑bed knife gap, and how quickly wear drifts that gap. In underwater pelletizing (die‑face/water‑ring), it’s about keeping a clean, stable cut through controlled knife contact pressure, thermal balance at startup, and robust process‑water flow.
In this guide, you’ll compare materials, geometries, gap/pressure windows, and coatings for masterbatch pelletizer blades. We focus on two real production pain points: underwater startup stability and knife pressure control (tails/fines), and strand gap drift and changeover cadence—while providing a practical selection matrix to speed decisions.
أهم النقاط
- Underwater pelletizing: start with a controlled engage pressure, then trim down as the system stabilizes; maintain a warm die at startup and sufficient water flow to prevent tails/fines spikes, per OEM guidance such as ECON and MAAG/Gala, and application notes from Xinda and Plastics Technology.
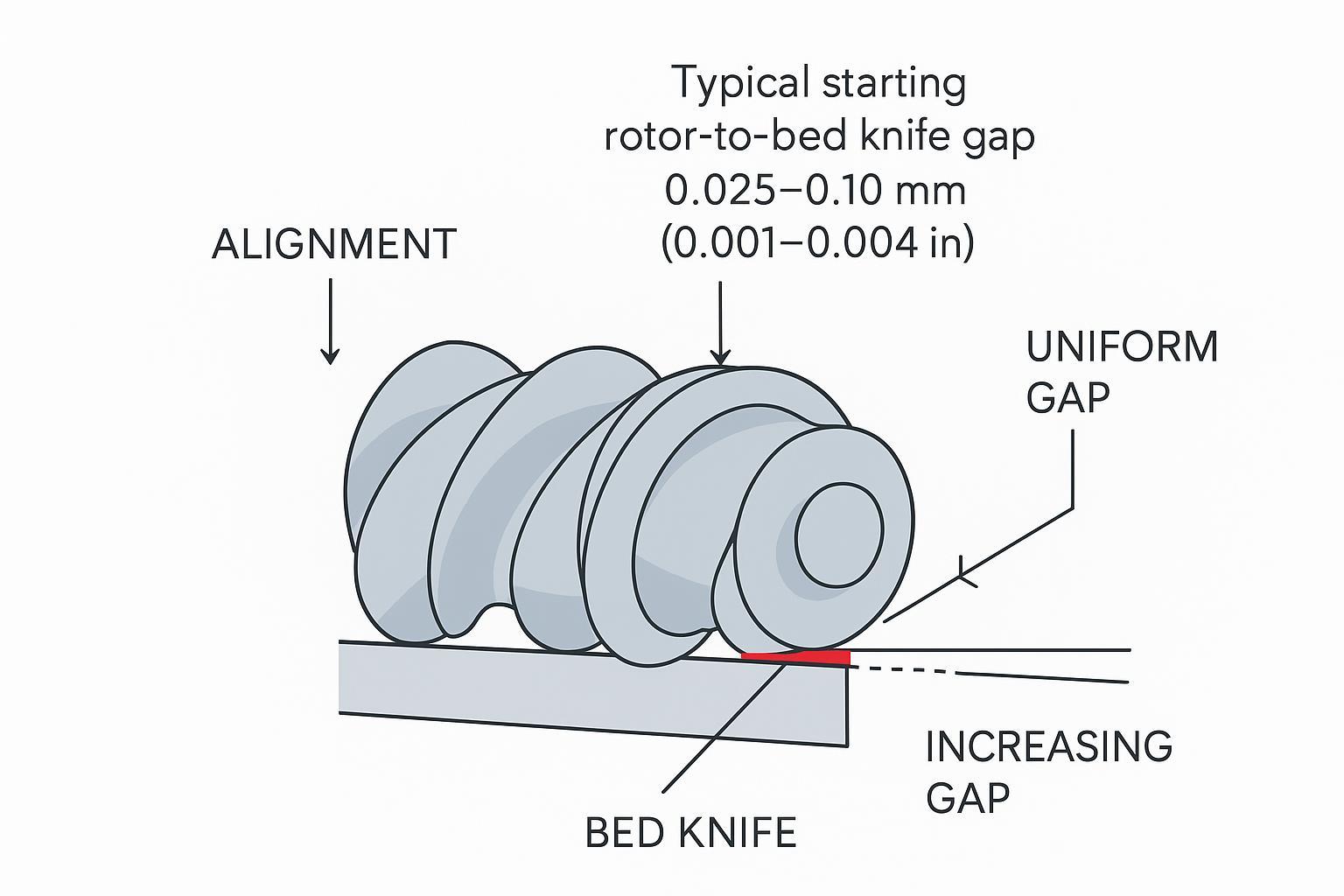
- Strand pelletizing: a sharp helical rotor cutting against a straight bed knife with a uniform, tight starting gap window (on the order of 0.025–0.10 mm) reduces fines—re‑gap and realign as wear accumulates.
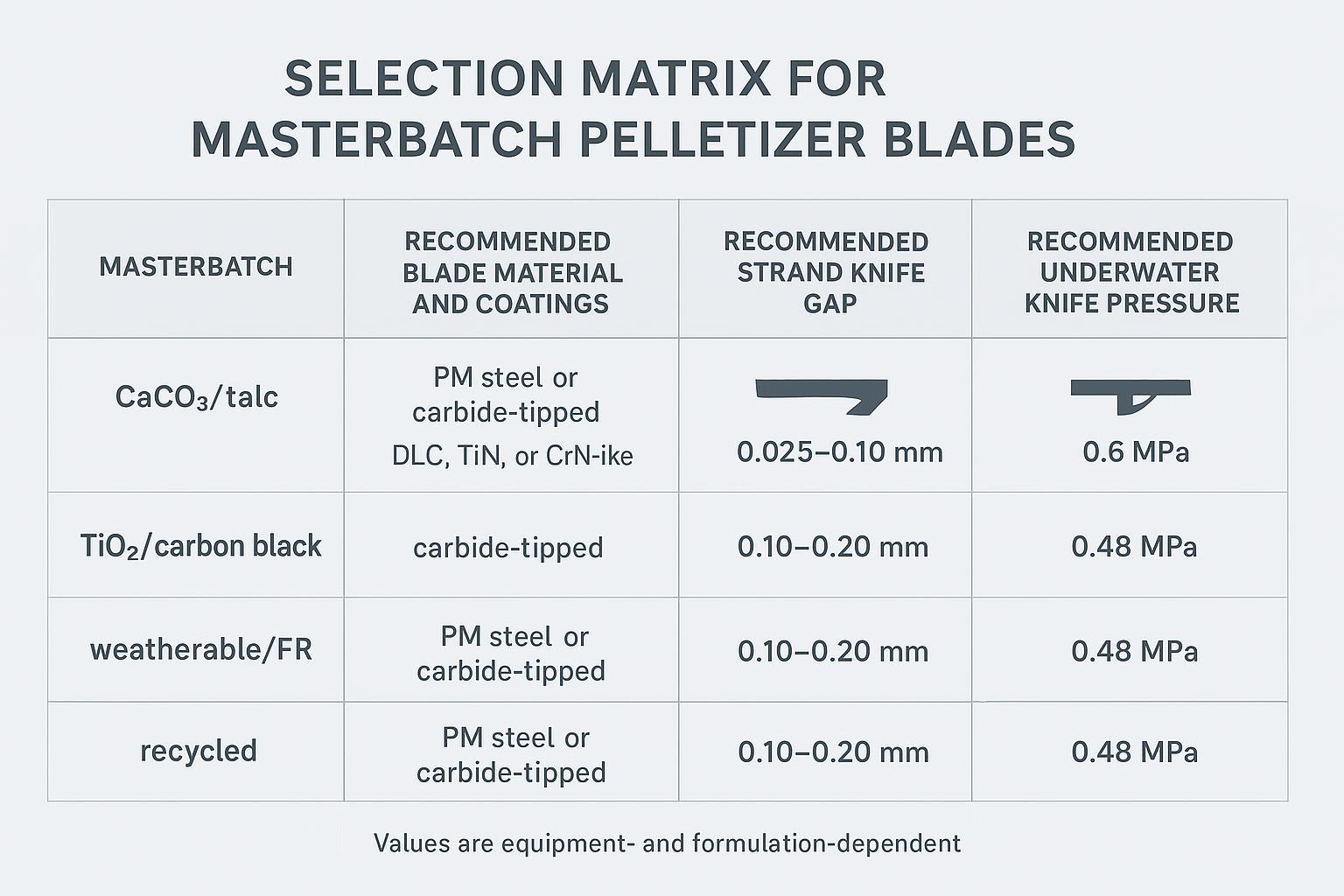
- Abrasive masterbatches (CaCO3/talc) favor tougher, wear‑resistant substrates (PM steels, carbide‑tipped) and low‑friction coatings; TiO2/carbon black reward tough substrates with anti‑pickup coatings.
- Always treat numbers here as “typical starting windows.” Confirm against your OEM manual and validate in trials for your formulation and throughput.
Strand pelletizing essentials
Rotor/bed materials for abrasives
For high‑fill CaCO3 or talc masterbatches, abrasion quickly rounds cutting edges. Practical starting choices include D2/SKD11 as a baseline, M2 HSS or PM‑grade tool steels (vanadium‑rich) where heat and wear are severe, and, in extreme cases, carbide‑tipped bed knives. Typical knife body hardness targets sit roughly in the 57–62 HRC band (grade‑dependent), extending life without making edges so brittle that micro‑chipping cascades into fines. Vendor summaries and OEM pages describe these ranges and coating options, for example in Sollex’s pellet blade overview (typical 55–62 HRC) and MAAG’s knife and holder documentation. See the discussions in the Sollex category page on pellet blades and MAAG’s knife‑holders and knives pages for reference.
- According to the Sollex overview of pellet blades (typical hardness ranges 55–62 HRC), harder substrates plus PVD coatings such as TiN/CrN/DLC‑like can extend service life while reducing pickup. Source: the Sollex pellet blades overview.
- MAAG’s strand pelletizer literature emphasizes precision alignment and durable cutting components, which are essential when running abrasive fillers at speed. Source: MAAG strand pelletizer brochures.
Helical scissor geometry and gap
Underwater pelletizing: start with a controlled engage pressure, then trim down as the system stabilizes; maintain a warm die at startup and sufficient water flow to prevent tails/fines spikes (Plastics Technology — “Mitigating and Troubleshooting Underwater Pelletizing Issues”, 2020; MAAG — PURO tempered‑water systems brochure, 2016; Xinda application note, accessed 2026).
- For background on scissor action and upstream influences, see the Plastics Technology article on what happens between extruder and pelletizer.
- For practical troubleshooting cues (e.g., when to re‑gap), see Plastics Technology’s “Solve Seven Common Pelletizing Problems.”
Changeovers and adjustment
- Verify rotor/bed knife sharpness and clean seating surfaces; torque fasteners per the OEM spec. Use the built‑in eccentric adjustment to “dial in” uniform contact, then back off to the target gap.
- Present strands squarely: maintain feed‑roll grip and replace grooved rolls; minimize push distance from nip to cut point; keep strand diameters consistent from the die/stranding plate. These steps are repeatedly called out in Plastics Technology problem‑solving features.
- Re‑gap at the first sign of rising fines/length variance or after any blade touch, and log hours/tons per edge to establish a changeover cadence.
- OEM/model-size example tolerances and torque (public-facing examples): For small/compact (T‑class) chambers expect flatness/parallelism targets in the order of 0.01–0.03 mm and clamp/fastener torque examples of 8–12 N·m for common knife‑holder bolts. For large/industrial (S‑class) chambers expect flatness ≈0.02–0.05 mm and clamp torque 12–20 N·m as a vendor‑level example. These figures reflect aftermarket/vendor precision claims (see Cowles Tool precision claims و GL Knife concentricity claims) and MAAG/Gala model families for context (see MAAG strand pelletizer family pages). Always follow your OEM service manual as authoritative and validate on‑machine with a torque wrench and flatness gauge.
Underwater pelletizing essentials
Knife materials and coatings
Underwater service adds corrosion and thermal cycling to the wear equation. Tool steels like D2 and M2 HSS are common baselines; PM grades offer better abrasion resistance; in corrosive or aqueous environments some OEMs note stainless tool steels (e.g., 440‑series) at moderate hardness. Typical underwater blade hardness references cluster around ~55–60 HRC to balance toughness with life. Coatings such as TiN/CrN or DLC‑like films help limit adhesion and abrasion. For representative ranges and construction concepts (e.g., self‑sharpening blades, TC nibs on die faces), see MAAG/Gala documentation on knife holders and AMN dies, as well as the Sollex overview of pellet blades and X‑Keen’s example (57–60 HRC) for underwater knives.
- MAAG/Gala documents insulated dies and self‑sharpening concepts that maintain a consistent edge at the die face. See MAAG’s knife‑holders and AMN die pages.
- The Sollex pellet blade overview summarizes hardness and coating choices commonly used across pelletizing applications.
Contact pressure control
Knife contact pressure is a primary quality and life lever. Many systems engage with a higher force to ensure a clean initial cut, then reduce as the system stabilizes.
- Pneumatic control: Xinda’s application note describes a manual startup where feeding air is set around 0.6 MPa to engage, then reduced stepwise (≈0.01 MPa increments) toward ≈0.48 MPa before switching to automatic, while monitoring cutter motor current. Treat these as equipment‑specific examples and adjust by resin and die size. See Xinda’s guidance on underwater pelletizer control.
- Servo/hydraulic control: ECON’s EUP documentation emphasizes thermal insulation and controlled knife force to maintain contact without die freeze sensitivity across output swings. See ECON’s EUP overview.
- General principle: Avoid sudden pressure changes; track cutter current and surface wear marks; excessive force accelerates wear and can trigger sticking or padding at the die face. Plastics Technology’s selection/troubleshooting coverage reinforces these points.
Water and start‑up stability
Stable startup keeps holes open and pellets clean.
- Die vs. melt temperature: Plastics Technology advises a practical starting offset where the die is held approximately 25°F (≈14°C) above the melt temperature at startup to avoid freezing; tune by resin and local conditions. See Plastics Technology’s underwater troubleshooting features on mitigating and solving common problems.
- Process‑water temperature and flow: MAAG/Gala notes that with insulated dies, process water generally need not exceed about 70°C at startup, and standard flows are adequate when properly directed at the die. OEM pump curves show flow scaling with throughput—for example, PURO tempered‑water systems list roughly 15 m³/h (~250 L/min) near 500 kg/h up to ~70 m³/h (~1,167 L/min) in higher‑throughput ranges. See MAAG’s PURO tempered‑water systems and Gala brochures for representative values.
Typical starting windows (quick reference)
| المعلمة | Starting window | Evidence (publisher, year) |
|---|---|---|
| Strand rotor‑to‑bed knife gap | ≈ 0.025–0.10 mm (0.001–0.004 in) for sharp tools; then tune | Plastics Technology troubleshooting articles; OEM adjustment notes |
| Underwater engage → trim knife pressure (pneumatic example) | Engage ≈ 0.6 MPa → trim ≈ 0.48 MPa before auto; step ≈ 0.01 MPa while watching motor current | Xinda application note (accessed 2026) |
| Underwater startup die vs. melt temperature | Die ≈ melt + 25°F (≈14°C) at startup | Plastics Technology underwater troubleshooting (2019–2023 coverage) |
| Process‑water temperature | Generally ≤ 70°C sufficient with insulated die | MAAG/Gala brochures (CPT/insulated die notes) |
| Process‑water flow vs throughput | Scales with kg/h (e.g., ~15 m³/h at ~500 kg/h → ~70 m³/h at ~4,000–6,000 kg/h) | MAAG PURO tempered‑water systems brochure |
| Resin | Underwater (UW) — knife pressure & engage→trim; die vs. melt startup | Strand — initial rotor→bed gap & adjustment tips |
|---|---|---|
| PP (polypropylene) | Example/starting window: Engage pneumatic feed ≈ 0.55–0.65 MPa, trim in ≈0.01 MPa steps toward ~0.45–0.50 MPa as current and pellet quality stabilize; hold die ~melt + 25°F (≈14°C) at startup; keep process water ≤70°C and verify flow per OEM pump curves (see Xinda 2021 guidance; Plastics Technology 2020). | Example/starting window: Start with a tight clearance—~0.03–0.08 mm—then run short trials at line speed and increment gap by 0.01–0.02 mm if rubbing or heat rises; re‑gap at first signs of fines/length variance (see Plastics Technology troubleshooting). |
| PE (HDPE/LDPE) | Example/starting window: Engage ≈ 0.50–0.60 MPa, trim toward ~0.42–0.50 MPa while monitoring cutter motor current; set die ≈ melt + 25°F (≈14°C) at startup and ensure adequate water velocity per MAAG/Gala flow guidance (MAAG PURO brochure 2016); treat HDPE on the higher-force side vs. LDPE. | Example/starting window: Start ~0.03–0.10 mm (HDPE stiffer → lower end; LDPE softer → slightly higher); verify strand rigidity before cut and use eccentric adjustments to equalize contact across the rotor. |
| PA (nylon) | Example/starting window: Engage slightly lower or more cautiously—~0.45–0.55 MPa engage, trim to ~0.40–0.48 MPa; maintain die warm (melt + ~14°C) to prevent freeze and reduce hole plugging—nylons are sensitive to thermal gradients (see Plastics Technology 2020 و Cowin extrusion 2026). | Example/starting window: Use ~0.04–0.10 mm starting gap depending on strand diameter; avoid shock cuts—confirm strand straightness and use slower ramp-up of rotor speed during commissioning. |
| PET (amorphous & semi-crystalline) | Example/starting window: For high‑MFI or hygroscopic PET, engage ~0.50–0.60 MPa, trim to ~0.45–0.50 MPa while watching cutter current and hole integrity; hold die ≈ melt + 25°F (≈14°C) and ensure dehumidified feed and stable water temperature per OEM practice (MAAG/Gala 2016; [Plastics Technology 2020]). | Example/starting window: Start ~0.03–0.07 mm for brittle melts; prioritize strand cooling uniformity and run short validation batches—increase gap only if streaking or rubbed surfaces appear. |
All values are equipment- and formulation-dependent example/starting windows; always confirm with your OEM manual and validate in short trials while monitoring cutter current, fines/tails, and die hole integrity.
Notes: Values are starting points. Confirm against your OEM manual and validate through trials.
Selection criteria for blades
Match to masterbatch type
- High CaCO3/talc (abrasive): PM tool steels or carbide‑tipped knives; consider DLC/TiN/CrN‑like coatings to lower friction and extend life. Emphasize precise alignment (strand) and controlled contact force (underwater).
- TiO2 or carbon black (edge chipping and pickup): Favor tough substrates (D2/PM); use low‑friction coatings (DLC‑/CrN‑like) to reduce buildup; maintain sharpness to avoid micro‑chipping.
- Weatherable/FR systems (deposition/corrosion risk): Pair low‑friction wear coatings with corrosion‑resistant substrates (e.g., 440‑series in aqueous environments). Manage water chemistry.
- Recycled/heterogeneous compounds (impurities): Balance abrasion resistance and toughness with PM steels or carbide‑tipped designs; for underwater, avoid overly brittle edges and monitor for corrosion.
Tolerances and life extension
Specify flatness, parallelism, and edge geometry tightly enough to keep the working gap or contact condition stable as wear accumulates. On strand systems, even tens of microns of drift can raise fines; on underwater systems, force that is too high to “chase” a worn geometry often shortens life. Coatings that reduce adhesion lower the torque/current spikes that precede tails and fines.
Specify masterbatch blades
Disclosure: MAXTOR METAL is our product. ماكستور ميتال offers custom, precision‑ground pelletizer blades that can be specified with tighter tolerances and ceramic‑like coatings to extend service intervals on highly abrasive CaCO3‑filled masterbatches.
- Example request to vendors: “For a CaCO3/talc masterbatch at X kg/h, strand pelletizer target gap 0.025–0.10 mm; recommend PM‑grade or carbide‑tipped bed knife with low‑friction coating. For underwater on the same formulation, propose a tough substrate (~55–60 HRC) with DLC‑like coating and knife‑force engage‑then‑trim procedure per our OEM.”
Maintenance and ROI
Mini case examples (representative plant examples — not universal)
Case A — Underwater, high‑CaCO3 masterbatch (die‑face water ring)
- Context: 800 kg/h line, PE masterbatch with 25% CaCO3; symptoms: tails/fines ~1.8% by weight and frequent cutter trips. Intervention: replace uncoated D2 knives with DLC‑like coated PM‑grade knives and adopt an engage→trim pneumatic routine (engage ≈ 0.60 MPa → trim to ≈ 0.48 MPa while monitoring cutter current). Result (after 2 weeks): fines fell to ~0.7%, average cutter motor current dropped ~12%, mean hours per blade edge rose from ~120 h to ~210 h, and unplanned stops fell from 3/month to 1/month. Improvements align with pressure/startup guidance from Xinda application notes and die‑thermal practice summarized by Plastics Technology.
Case B — Strand, high‑fill talc masterbatch
- Context: 600 kg/h strand line, PP masterbatch with 30% talc; symptoms: length variance and fines ~1.5%, blade changeovers every 5 days. Intervention: switch to carbide‑tipped bed knives, tightened re‑gap routine to a starting window of ~0.03–0.08 mm, and formalized alignment checklist. Result (30‑day trial): fines reduced to ~0.5%, average edge life increased from 90 h to ~220 h between regrinds, changeovers dropped 55%, and estimated blade‑related cost‑per‑ton improved by ~18% (materials + labor + avoided downtime). Findings are consistent with strand gap and carbide‑tip recommendations in vendor/industry literature (see Plastics Technology troubleshooting and MAAG strand guidance).
Preventive routines
- Underwater: verify knife force setpoints (feed/return or servo), inspect the die face and blade wear tracks, confirm water temperature and flow, and use the OEM’s circulation/bypass steps before engagement. See the guidance in Plastics Technology’s mitigation article on underwater pelletizing issues and MAAG/Gala’s brochures on insulated dies and startup practices.
- Strand: check rotor and bed edges for rounding, re‑gap to your target window, maintain feed‑roll grip and alignment, and ensure strand conditioning upstream (bath length, guide‑roll condition) remains stable. Plastics Technology’s “Solve Seven Common Pelletizing Problems” provides relevant cues.
Sharpening/rotation strategy
Rotate multi‑edge bed knives and sharpen before edges round to the point where motor current and fines rise. For underwater systems equipped with in‑operation grinding, use it to refresh edges without stopping. Log hours/tons per edge set and relate to tails/fines to set a data‑driven rotation cadence.
Cost‑per‑ton tracking
Track total blade cost (purchase + sharpening) plus labor and downtime across each edge set, divided by tons produced on that set. Correlate with tails/fines and cutter current to flag early degradation. As a simple worked example: if a carbide‑tipped underwater knife set costs $X and runs Y tons between planned refreshes, while reducing tails by Z% (cutting rework and unplanned stops), calculate cost/ton with and without the improved set and compare against your downtime value per hour. This method mirrors standard maintenance economics used in plant optimization literature.
Strand and underwater pelletizing reward different priorities. On strand lines, keep a sharp helical‑to‑straight scissor cut with a tight, uniform gap and re‑gap as wear accumulates. On underwater lines, control knife force through a stable engage‑then‑trim routine, keep the die warm at startup, and ensure adequate, well‑directed process‑water flow. Match blade substrates and coatings to your masterbatch—abrasive fillers push you toward tougher PM steels or carbide‑tipped edges with low‑friction coatings; sticky or brittle systems benefit from tough substrates and anti‑pickup surfaces. Next steps: define your gap/pressure target windows, specify materials/coatings aligned to your formulation, and validate through short trials while logging fines/tails and cost‑per‑ton.
References (selected; each URL used once)
- Xinda — knife pressure via feeding/return air (engage ≈0.6 MPa → trim ≈0.48 MPa; step ≈0.01 MPa; accessed 2026): https://www.xindacorp.com/how-to-control-pellet-moisture-with-underwater-pelletizer-2/
- Plastics Technology — mitigating and troubleshooting underwater pelletizing issues (die ≈ melt + 25°F; startup practices): https://www.ptonline.com/blog/post/mitigating-and-troubleshooting-underwater-pelletizing-issues
- ECON EUP — thermal insulation and controlled knife force: https://www.econ.eu/eup.html
- MAAG — PURO tempered‑water systems (flow vs throughput examples): https://maag.com/wp-content/uploads/PURO_Tempered-Process-Water-Systems.pdf
- Plastics Technology — Solve Seven Common Pelletizing Problems (strand alignment/gap cues): https://www.ptonline.com/articles/solve-seven-common-pelletizing-problems
ردود 4
Thanks for breaking down the nuances between strand and underwater pelletizing blade requirements—especially the emphasis on gap control and startup stability really resonates with the challenges we’ve seen in production. It’s easy to overlook how critical consistent knife contact pressure and thermal balance are for maintaining pellet quality, particularly during those tricky start-up phases. Your take on wear drift and its impact on uptime is spot on, and it reinforces why blade selection should be a strategic consideration rather than an afterthought.