
A seleção da lâmina é uma das alavancas mais rápidas que você pode acionar para melhorar a uniformidade dos grânulos, o tempo de atividade e o custo total. Na granulação por filamento, a questão da lâmina envolve a geometria helicoidal da tesoura, a folga entre o rotor e a lâmina de base e a rapidez com que o desgaste altera essa folga. Na granulação subaquática (matriz/anel de água), trata-se de manter um corte limpo e estável por meio da pressão de contato controlada da lâmina, do equilíbrio térmico na inicialização e de um fluxo robusto de água de processo.
Neste guia, você comparará materiais, geometrias, faixas de pressão/espaçamento e revestimentos para lâminas de granuladores de masterbatch. Nosso foco está em dois pontos críticos da produção: estabilidade na inicialização subaquática e controle da pressão da lâmina (rejeitos/partículas finas), além da deriva do espaçamento entre os filamentos e da frequência de troca — tudo isso enquanto fornecemos uma matriz de seleção prática para agilizar as decisões.
Principais conclusões
- Granulação subaquática: inicie com uma pressão de engate controlada e, em seguida, reduza-a conforme o sistema se estabiliza; mantenha a matriz aquecida na inicialização e um fluxo de água suficiente para evitar picos de rejeitos/partículas finas, conforme as orientações do fabricante original, como ECON e MAAG/Gala, e as notas de aplicação da Xinda e da Plastics Technology.
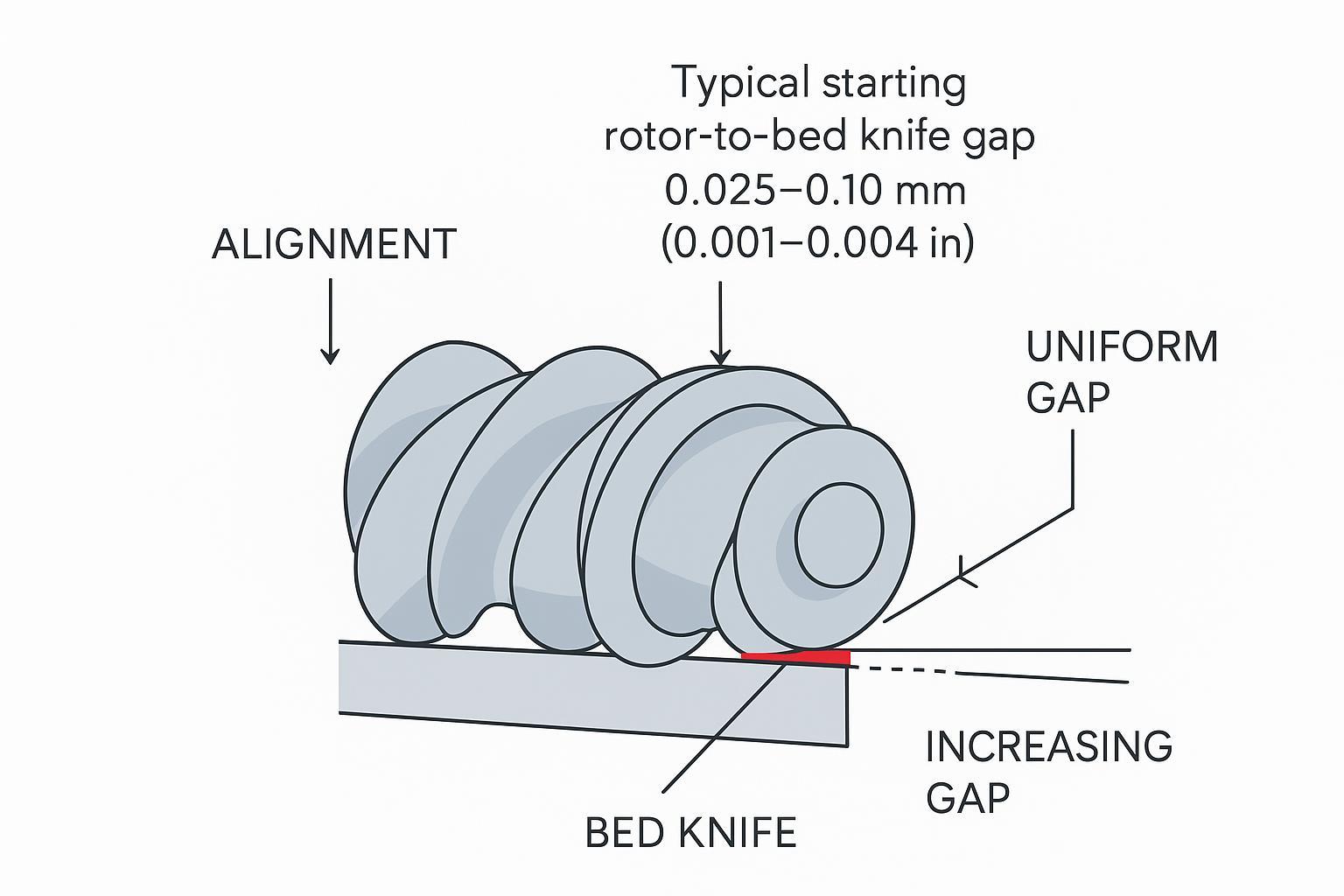
- Granulação por filamento: um rotor helicoidal afiado cortando contra uma lâmina reta com uma folga inicial uniforme e estreita (da ordem de 0,025 a 0,10 mm) reduz as partículas finas — reajuste a folga e realinhe conforme o desgaste se acumula.
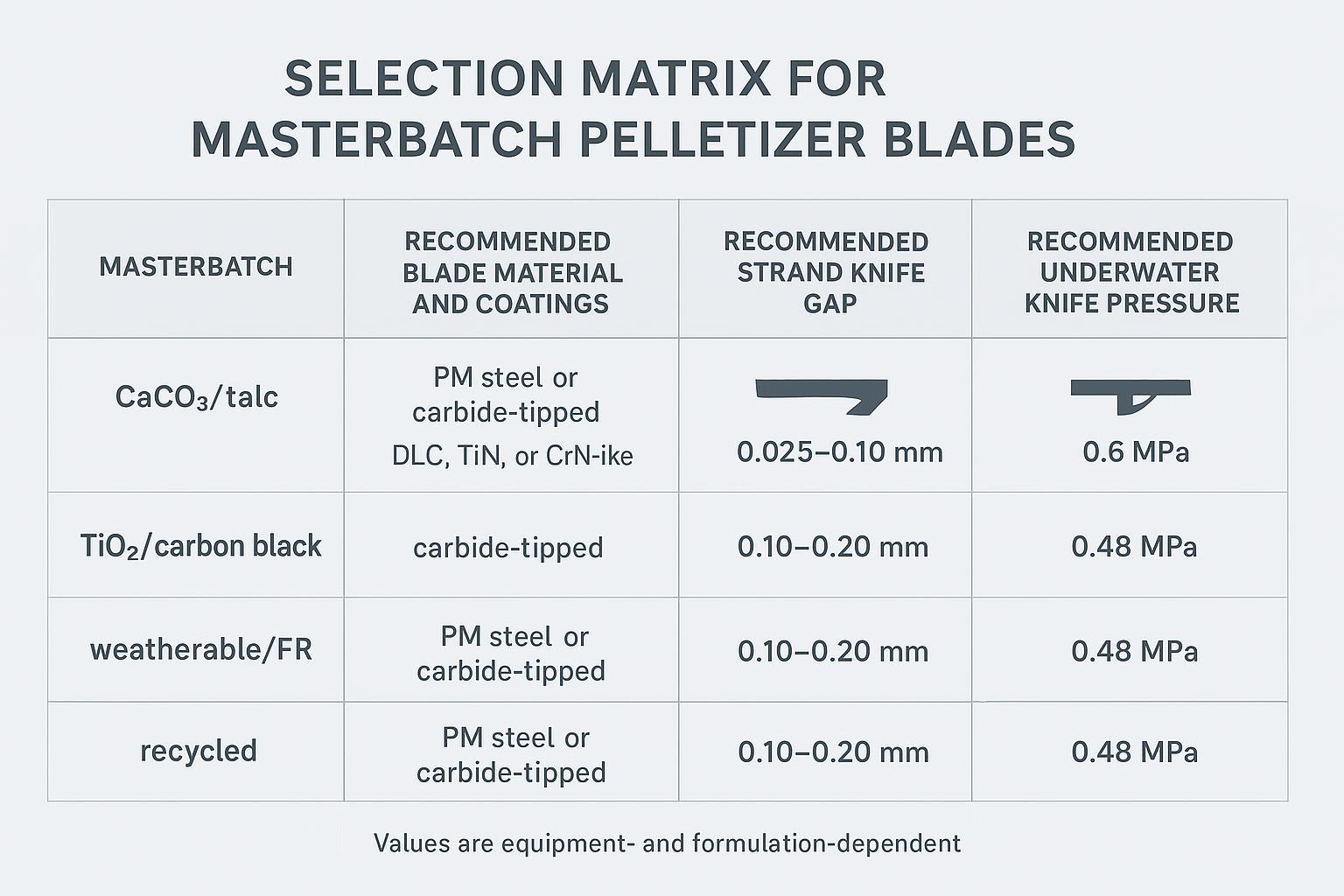
- Os masterbatches abrasivos (CaCO3/talco) favorecem substratos mais resistentes e com maior durabilidade (aços PM, com ponta de carboneto) e revestimentos de baixo atrito; o TiO2/negro de fumo beneficia substratos resistentes com revestimentos antiaderentes.
- Considere sempre os números aqui apresentados como "valores iniciais típicos". Confirme-os com o manual do fabricante e valide-os em testes para sua formulação e capacidade de produção.
Fundamentos da granulação de filamentos
Materiais de rotor/leito para abrasivos
Para masterbatches com alto teor de CaCO3 ou talco, a abrasão arredonda rapidamente as arestas de corte. Opções práticas para começar incluem D2/SKD11 como base, aços HSS M2 ou aços ferramenta de grau PM (ricos em vanádio) onde o calor e o desgaste são severos e, em casos extremos, lâminas de corte com ponta de carboneto. Os valores típicos de dureza do corpo da lâmina situam-se aproximadamente na faixa de 57–62 HRC (dependendo da classe), prolongando a vida útil sem tornar as arestas tão quebradiças a ponto de causar lascas finas. Resumos de fornecedores e páginas de OEMs descrevem essas faixas e opções de revestimento, por exemplo, na visão geral de lâminas para pellets da Sollex (típico 55–62 HRC) e na documentação de lâminas e suportes da MAAG. Consulte as discussões na página da categoria de lâminas para pellets da Sollex e as páginas de suportes e lâminas da MAAG para referência.
- De acordo com a visão geral da Sollex sobre lâminas para pellets (com dureza típica entre 55 e 62 HRC), substratos mais duros, juntamente com revestimentos PVD como TiN/CrN/DLC, podem prolongar a vida útil e reduzir o acúmulo de material. Fonte: Visão geral da Sollex sobre lâminas para pellets.
- A literatura da MAAG sobre granuladores de filamentos enfatiza o alinhamento preciso e os componentes de corte duráveis, que são essenciais ao processar cargas abrasivas em alta velocidade. Fonte: Brochuras da MAAG sobre granuladores de filamentos.
Geometria e folga da tesoura helicoidal
Granulação subaquática: comece com uma pressão de engate controlada e, em seguida, reduza-a à medida que o sistema se estabiliza; mantenha a matriz aquecida na inicialização e um fluxo de água suficiente para evitar picos de rejeitos/partículas finas (Plastics Technology — “Mitigating and Troubleshooting Underwater Pelletizing Issues”, 2020; MAAG — PURO tempered‑water systems brochure, 2016; Xinda application note, accessed 2026).
- Para obter informações sobre o funcionamento em tesoura e as influências a montante, consulte o artigo da revista Plastics Technology sobre o que acontece entre a extrusora e a granuladora.
- Para dicas práticas de resolução de problemas (por exemplo, quando reajustar a folga), consulte o artigo da Plastics Technology "Resolva sete problemas comuns de granulação".
Trocas e ajustes
- Verifique se o rotor/lâmina da mesa está afiado e se as superfícies de contato estão limpas; aperte os fixadores de acordo com as especificações do fabricante. Use o ajuste excêntrico integrado para obter um contato uniforme e, em seguida, afrouxe até a folga desejada.
- Apresente os filamentos de forma alinhada: mantenha a aderência do rolo de alimentação e substitua os rolos ranhurados; minimize a distância de empurrar do ponto de contato até o ponto de corte; mantenha os diâmetros dos filamentos consistentes desde a matriz/placa de encordoamento. Essas etapas são repetidamente mencionadas nas seções de solução de problemas da revista Plastics Technology.
- Reajuste o espaçamento ao primeiro sinal de aumento de finos/variação de comprimento ou após qualquer contato da lâmina e registre horas/toneladas por aresta para estabelecer uma cadência de troca.
- Tolerâncias e torques de exemplo por OEM/tamanho do modelo (exemplos públicos): Para Câmaras pequenas/compactas (classe T) espere metas de planicidade/paralelismo na ordem de 0,01–0,03 mm e exemplos de torque de aperto/fixação de 8–12 N·m para parafusos comuns de suporte de faca. Para Câmaras grandes/industriais (classe S) espere planura ≈0,02–0,05 mm e torque de aperto 12–20 N·m como exemplo a nível de fornecedor. Estes números refletem as alegações de precisão do mercado de reposição/fornecedor (ver Alegações de precisão da Cowles Tool e Alegações de concentricidade da GL Knife) e famílias de modelos MAAG/Gala para contexto (ver Páginas da família de peletizadores de filamentos MAAGSempre siga o manual de serviço do fabricante como fonte oficial e valide as medidas na máquina com uma chave dinamométrica e um medidor de planicidade.
Fundamentos da peletização subaquática
Materiais e revestimentos para facas
O serviço subaquático adiciona corrosão e ciclos térmicos à equação de desgaste. Aços-ferramenta como o D2 e o M2 HSS são padrões comuns; os aços metalúrgicos oferecem melhor resistência à abrasão; em ambientes corrosivos ou aquosos, alguns fabricantes de equipamentos originais (OEMs) recomendam aços-ferramenta inoxidáveis (por exemplo, série 440) com dureza moderada. As referências típicas de dureza para lâminas subaquáticas giram em torno de 55–60 HRC para equilibrar tenacidade e vida útil. Revestimentos como TiN/CrN ou filmes semelhantes a DLC ajudam a limitar a adesão e a abrasão. Para faixas representativas e conceitos de construção (por exemplo, lâminas autoafiáveis, pontas de TC nas faces da matriz), consulte a documentação da MAAG/Gala sobre porta-lâminas e matrizes AMN, bem como a visão geral da Sollex sobre lâminas para pellets e o exemplo da X-Keen (57–60 HRC) para lâminas subaquáticas.
- A MAAG/Gala documenta matrizes isoladas e conceitos de autoafiação que mantêm uma aresta consistente na face da matriz. Consulte as páginas da MAAG sobre porta-facas e matrizes AMN.
- A visão geral das lâminas de granulação Sollex resume as opções de dureza e revestimento comumente usadas em aplicações de granulação.
Controle de pressão de contato
A pressão de contato da lâmina é um fator primordial para a qualidade e durabilidade do sistema. Muitos sistemas aplicam uma força maior para garantir um corte inicial limpo, reduzindo-a posteriormente à medida que o sistema se estabiliza.
- Controle pneumático: A nota de aplicação da Xinda descreve uma inicialização manual onde a alimentação de ar é ajustada em torno de 0,6 MPa para engatar, sendo então reduzida gradualmente (incrementos de ≈0,01 MPa) até ≈0,48 MPa antes de passar para o modo automático, enquanto a corrente do motor de corte é monitorada. Considere estes exemplos como específicos para cada equipamento e ajuste-os de acordo com a resina e o tamanho da matriz. Consulte as orientações da Xinda sobre o controle de granuladores subaquáticos.
- Controle servo-hidráulico: A documentação EUP da ECON enfatiza o isolamento térmico e a força de corte controlada para manter o contato sem sensibilidade ao congelamento do chip em diferentes faixas de produção. Consulte a visão geral da EUP da ECON.
- Princípio geral: Evite mudanças bruscas de pressão; monitore a corrente de corte e as marcas de desgaste da superfície; força excessiva acelera o desgaste e pode causar aderência ou acúmulo de material na face da matriz. O guia de seleção e solução de problemas da Plastics Technology reforça esses pontos.
Estabilidade da água e da partida
Uma partida estável mantém os orifícios abertos e os pellets limpos.
- Temperatura da matriz versus temperatura de fusão: A Plastics Technology recomenda um ajuste inicial prático, no qual a matriz é mantida aproximadamente 14 °C (25 °F) acima da temperatura de fusão no início do processo para evitar o congelamento; ajuste conforme a resina e as condições locais. Consulte os recursos de solução de problemas subaquáticos da Plastics Technology para obter informações sobre como mitigar e resolver problemas comuns.
- Temperatura e vazão da água de processo: A MAAG/Gala observa que, com matrizes isoladas, a água de processo geralmente não precisa exceder cerca de 70 °C na inicialização, e vazões padrão são adequadas quando direcionadas corretamente para a matriz. As curvas de vazão das bombas OEM mostram a escalabilidade da vazão com a produção — por exemplo, os sistemas de água temperada PURO listam aproximadamente 15 m³/h (~250 L/min) perto de 500 kg/h até ~70 m³/h (~1.167 L/min) em faixas de produção mais altas. Consulte os sistemas de água temperada PURO da MAAG e os folhetos da Gala para valores representativos.
Janelas iniciais típicas (referência rápida)
| Parâmetro | Janela inicial | Evidência (editora, ano) |
|---|---|---|
| Folga da lâmina do rotor em relação à base do rotor Strand | ≈ 0,025–0,10 mm (0,001–0,004 pol.) para ferramentas afiadas; em seguida, ajuste. | Artigos sobre solução de problemas em tecnologia de plásticos; notas de ajuste do fabricante original (OEM) |
| Engate subaquático → ajuste da pressão da faca (exemplo pneumático) | Pressão de acionamento ≈ 0,6 MPa → ajuste fino ≈ 0,48 MPa antes do modo automático; incremento ≈ 0,01 MPa enquanto monitora a corrente do motor. | Nota de aplicação Xinda (acessada em 2026) |
| matriz de inicialização subaquática versus temperatura de fusão | A temperatura da matriz é aproximadamente igual à temperatura de fusão + 25°F (aproximadamente 14°C) no início da inicialização. | Tecnologia de plásticos: resolução de problemas subaquáticos (cobertura de 2019 a 2023) |
| Temperatura da água de processo | Geralmente, ≤ 70 °C é suficiente com matriz isolada. | Brochuras MAAG/Gala (notas de matriz CPT/isoladas) |
| Fluxo de água de processo versus capacidade de processamento | Escalas com kg/h (ex.: ~15 m³/h a ~500 kg/h → ~70 m³/h a ~4.000–6.000 kg/h) | Folheto sobre sistemas de água temperada MAAG PURO |
| Resina | Subaquático (UW) — pressão da lâmina e engate → corte; início da matriz versus fusão | Strand — folga inicial entre rotor e leito e dicas de ajuste |
|---|---|---|
| PP (polipropileno) | Exemplo/janela inicial: Acionar alimentação pneumática ≈ 0,55–0,65 MPa, ajuste em incrementos de ≈0,01 MPa em direção a ~0,45–0,50 MPa Assim que a corrente e a qualidade dos pellets se estabilizarem, segure a matriz.derretimento + 25°F (≈14°C) Na inicialização, mantenha a temperatura da água do processo ≤70°C e verifique a vazão de acordo com as curvas da bomba do fabricante (consulte Orientação Xinda 2021; Tecnologia de Plásticos 2020). | Exemplo/janela inicial: Comece com uma folga mínima—~0,03–0,08 mm—em seguida, realize testes curtos na velocidade da linha e aumente a folga em 0,01–0,02 mm se houver atrito ou aumento de temperatura; ajuste a folga novamente aos primeiros sinais de variação de partículas finas/comprimento (consulte Solução de problemas em tecnologia de plásticos). |
| PE (HDPE/LDPE) | Exemplo/janela inicial: Engajar ≈ 0,50–0,60 MPa, apare em direção a ~0,42–0,50 MPa enquanto monitora a corrente do motor de corte; ajuste a matriz ≈ derretimento + 25°F (≈14°C) Na inicialização, assegure-se de que a velocidade da água esteja de acordo com as orientações de fluxo da MAAG/Gala (Catálogo MAAG PURO 2016); tratar o HDPE no lado de maior força em comparação com o LDPE. | Exemplo/janela inicial: Iniciar ~0,03–0,10 mm (HDPE mais rígido → limite inferior; LDPE mais macio → ligeiramente superior); verifique a rigidez do filamento antes do corte e use ajustes excêntricos para equalizar o contato em todo o rotor. |
| PA (nylon) | Exemplo/janela inicial: Engate um pouco mais baixo ou com mais cautela—~0,45–0,55 MPa engaje, apare para ~0,40–0,48 MPaMantenha a matriz aquecida (temperatura de fusão + ~14°C) para evitar o congelamento e reduzir o entupimento dos furos — os náilons são sensíveis a gradientes térmicos (ver Tecnologia de Plásticos 2020 e Extrusão Cowin 2026). | Exemplo/janela inicial: Usar ~0,04–0,10 mm A folga inicial depende do diâmetro do fio; evite cortes bruscos — confirme o alinhamento do fio e utilize uma aceleração mais lenta do rotor durante o comissionamento. |
| PET (amorfo e semicristalino) | Exemplo/janela inicial: Para PET com alto MFI ou higroscópico, ative ~0,50–0,60 MPa, aparar para ~0,45–0,50 MPa enquanto observa a corrente de corte e a integridade do furo; segure a matriz ≈ derretimento + 25°F (≈14°C) e garantir a alimentação desumidificada e a temperatura estável da água de acordo com as práticas do fabricante original (OEM).MAAG/Gala 2016; [Tecnologia de Plásticos 2020]). | Exemplo/janela inicial: Iniciar ~0,03–0,07 mm Para materiais fundidos frágeis, priorize a uniformidade do resfriamento dos filamentos e execute lotes de validação curtos — aumente o espaçamento apenas se aparecerem estrias ou superfícies desgastadas. |
Todos os valores são exemplos/valores iniciais que dependem do equipamento e da formulação; sempre confirme com o manual do fabricante e valide em testes curtos, monitorando a corrente de corte, partículas finas/rejeitos e a integridade do furo da matriz.
Observações: Os valores são pontos de partida. Confirme com o manual do fabricante e valide através de testes.
Critérios de seleção para lâminas
Correspondência com o tipo de masterbatch
- Alto teor de CaCO3/talco (abrasivo): aços para ferramentas PM ou lâminas com ponta de carboneto; considere revestimentos do tipo DLC/TiN/CrN para reduzir o atrito e prolongar a vida útil. Dê ênfase ao alinhamento preciso (fio) e à força de contato controlada (subaquático).
- TiO2 ou negro de fumo (lascamento e acúmulo de material nas bordas): Prefira substratos resistentes (D2/PM); use revestimentos de baixo atrito (tipo DLC/CrN) para reduzir o acúmulo; mantenha a lâmina afiada para evitar microlascamento.
- Sistemas resistentes às intempéries/retardantes à chama (risco de deposição/corrosão): Combine revestimentos de baixo atrito com substratos resistentes à corrosão (por exemplo, série 440 em ambientes aquosos). Controle a química da água.
- Compostos reciclados/heterogêneos (impurezas): Equilibre a resistência à abrasão e a tenacidade com aços PM ou designs com ponta de carboneto; para uso subaquático, evite bordas excessivamente frágeis e monitore a corrosão.
Tolerâncias e prolongamento da vida útil
Especifique a planicidade, o paralelismo e a geometria das bordas com precisão suficiente para manter a folga de trabalho ou a condição de contato estável à medida que o desgaste se acumula. Em sistemas de cabos, mesmo dezenas de micrômetros de deriva podem gerar partículas finas; em sistemas subaquáticos, uma força excessiva para "corrigir" uma geometria desgastada geralmente reduz a vida útil. Revestimentos que reduzem a adesão diminuem os picos de torque/corrente que precedem a formação de caudas e partículas finas.
Especificar lâminas de masterbatch
Aviso: MAXTOR METAL é um produto nosso. MAXTOR METAL Oferece lâminas de granulador personalizadas e retificadas com precisão, que podem ser especificadas com tolerâncias mais rigorosas e revestimentos semelhantes a cerâmica para prolongar os intervalos de serviço em masterbatches altamente abrasivos com carga de CaCO3.
- Exemplo de solicitação a fornecedores: “Para um masterbatch de CaCO3/talco a X kg/h, com espaçamento alvo de 0,025–0,10 mm no granulador de filamentos; recomenda-se lâmina de leito de grau PM ou com ponta de carboneto e revestimento de baixo atrito. Para processamento subaquático na mesma formulação, propõe-se um substrato resistente (~55–60 HRC) com revestimento tipo DLC e procedimento de engate e corte da força da lâmina, conforme nosso fabricante original.”
Manutenção e ROI
Exemplos de casos reduzidos (exemplos representativos de plantas — não universais)
Caso A — Masterbatch subaquático com alto teor de CaCO3 (anel de água na face da matriz)
- Contexto: Linha de 800 kg/h, masterbatch de PE com 25% de CaCO3; sintomas: rejeitos/partículas finas em torno de 1,8% em peso e frequentes paradas da lâmina de corte. Intervenção: substituição das lâminas D2 sem revestimento por lâminas de grau PM com revestimento tipo DLC e adoção de uma rotina pneumática de engate → corte (engate ≈ 0,60 MPa → corte para ≈ 0,48 MPa, monitorando a corrente da lâmina de corte). Resultado (após 2 semanas): as partículas finas caíram para ~0,7%, a corrente média do motor da lâmina de corte diminuiu ~12%, a média de horas por aresta de corte aumentou de ~120 h para ~210 h e as paradas não planejadas caíram de 3/mês para 1/mês. As melhorias estão de acordo com as orientações de pressão/inicialização da [fonte não especificada]. Notas de aplicação Xinda e prática térmica de matrizes resumida por Tecnologia de plásticos.
Caso B — Strand, masterbatch de talco de alto teor de enchimento
- Contexto: Linha de produção de 600 kg/h, masterbatch de PP com 30% de talco; sintomas: variação de comprimento e finos em torno de 1,5%, troca de lâminas a cada 5 dias. Intervenção: substituição das lâminas de corte por lâminas de corte com ponta de carboneto, ajuste da rotina de espaçamento para uma janela inicial de aproximadamente 0,03–0,08 mm e formalização da lista de verificação de alinhamento. Resultado (teste de 30 dias): redução de finos para aproximadamente 0,5%, aumento da vida útil média da aresta de corte de 90 h para aproximadamente 220 h entre as reafiações, redução de 55% nas trocas de lâminas e melhoria estimada do custo por tonelada relacionado às lâminas em aproximadamente 18% (materiais + mão de obra + tempo de inatividade evitado). Os resultados são consistentes com as recomendações de espaçamento entre os fios e ponta de carboneto presentes na literatura do fornecedor/indústria (ver Solução de problemas em tecnologia de plásticos e orientação da cadeia MAAG).
rotinas preventivas
- Em ambiente subaquático: verifique os pontos de ajuste da força da lâmina (alimentação/retorno ou servo), inspecione a face da matriz e as marcas de desgaste da lâmina, confirme a temperatura e o fluxo da água e utilize os procedimentos de circulação/desvio recomendados pelo fabricante antes do acionamento. Consulte as orientações no artigo da Plastics Technology sobre problemas de granulação subaquática e os folhetos da MAAG/Gala sobre matrizes isoladas e práticas de inicialização.
- Fibra: verifique se as bordas do rotor e da base estão arredondadas, ajuste a folga para a janela desejada, mantenha a aderência e o alinhamento do rolo de alimentação e assegure-se de que o condicionamento da fibra a montante (comprimento do banho, condição do rolo guia) permaneça estável. O artigo "Solve Seven Common Granletizing Problems" da Plastics Technology fornece dicas relevantes.
Estratégia de afiação/rotação
Gire as lâminas de polimento de múltiplas arestas e afie-as antes que as arestas se arredondem a ponto de causar aumento da corrente do motor e da quantidade de partículas finas. Para sistemas subaquáticos equipados com retificação em operação, utilize-a para renovar as arestas sem interromper o processo. Registre as horas/toneladas por conjunto de arestas e relacione-as com a quantidade de partículas/partículas para definir uma cadência de rotação baseada em dados.
Rastreamento de custo por tonelada
Acompanhe o custo total das lâminas (compra + afiação), mais a mão de obra e o tempo de inatividade para cada conjunto de lâminas, dividido pela quantidade de toneladas produzidas com esse conjunto. Correlacione com os resíduos/partículas finas e a corrente de corte para identificar a degradação precoce. Como um exemplo prático simples: se um conjunto de lâminas subaquáticas com ponta de metal duro custa $X e produz Y toneladas entre as revisões planejadas, enquanto reduz os resíduos em Z% (retrabalho de corte e paradas não planejadas), calcule o custo por tonelada com e sem o conjunto aprimorado e compare com o valor do tempo de inatividade por hora. Este método reflete a economia de manutenção padrão usada na literatura de otimização de plantas industriais.
A granulação em linha e a granulação subaquática exigem prioridades diferentes. Em linhas de granulação em linha, mantenha um corte helicoidal-reto preciso com uma folga uniforme e estreita, ajustando-a conforme o desgaste se acumula. Em linhas subaquáticas, controle a força da lâmina por meio de uma rotina estável de engate e corte, mantenha a matriz aquecida na inicialização e assegure um fluxo de água de processo adequado e bem direcionado. Combine os substratos e revestimentos das lâminas com seu masterbatch — cargas abrasivas exigem aços PM mais resistentes ou bordas com ponta de carboneto com revestimentos de baixo atrito; sistemas pegajosos ou quebradiços se beneficiam de substratos resistentes e superfícies antiaderentes. Próximos passos: defina suas faixas de folga/pressão alvo, especifique materiais/revestimentos alinhados à sua formulação e valide por meio de testes curtos, registrando finos/rejeitos e custo por tonelada.
Referências (selecionadas; cada URL usada uma vez)
- Xinda — pressão da lâmina via ar de alimentação/retorno (engajamento ≈0,6 MPa → corte ≈0,48 MPa; passo ≈0,01 MPa; acessado em 2026): https://www.xindacorp.com/how-to-control-pellet-moisture-with-underwater-pelletizer-2/
- Tecnologia de Plásticos — mitigação e resolução de problemas na granulação subaquática (temperatura da matriz ≈ fusão + 25°F; práticas de inicialização): https://www.ptonline.com/blog/post/mitigating-and-troubleshooting-underwater-pelletizing-issues
- ECON EUP — isolamento térmico e força de corte controlada: https://www.econ.eu/eup.html
- MAAG — Sistemas de água temperada PURO (exemplos de fluxo versus vazão): https://maag.com/wp-content/uploads/PURO_Tempered-Process-Water-Systems.pdf
- Tecnologia de Plásticos — Resolva Sete Problemas Comuns na Granulação (alinhamento de filamentos/indicações de espaçamento): https://www.ptonline.com/articles/solve-seven-common-pelletizing-problems
4 respostas
Obrigado por detalhar as nuances entre os requisitos das lâminas para granulação em filamento e subaquática — especialmente a ênfase no controle da folga e na estabilidade inicial, que realmente ressoa com os desafios que temos observado na produção. É fácil negligenciar a importância da pressão de contato consistente da lâmina e do equilíbrio térmico para manter a qualidade dos grânulos, principalmente durante as fases iniciais mais complexas. Sua análise sobre a deriva por desgaste e seu impacto no tempo de atividade é precisa e reforça a importância da seleção da lâmina como uma consideração estratégica, e não uma decisão tomada posteriormente.