
A Abkantpresse Stempel ist ein unverzichtbares industrielles Maschinenmesser, das in Abkantpressen zum präzisen Formen und Biegen von Blechen verwendet wird. Nanjing Metal Nanjing Metal ist spezialisiert auf die Herstellung hochwertiger Stempel für Abkantpressen, die nahtlos mit den Matrizen zusammenarbeiten, um präzise Biegungen in Blechen zu erzeugen. Zahlreiche Fabriken vertrauen auf die maßgefertigten Stempel von Nanjing Metal zur Produktion von Teilen für Autos, Haushaltsgeräte und Gebäude. Der globale Markt für Abkantpressen erreichte $568,2 Millionen im Jahr 2022 Der Markt wächst stetig, da Unternehmen nach mehr Effizienz und Sicherheit streben. Interessierte, die ihre Metallbiegeprozesse optimieren möchten, können sich an Nanjing Metal wenden, um mehr über deren fortschrittliche Stanzlösungen für Abkantpressen zu erfahren.
Die wichtigsten Erkenntnisse
- Abkantpressen formen Bleche, indem sie diese in eine Matrize pressen und so präzise Biegungen für viele Branchen wie die Automobil- und die Bauindustrie erzeugen.
- Die Wahl des richtigen Stempels hängt von der Metallart, der Dicke und dem Biegewinkel ab, um starke und präzise Biegungen zu gewährleisten und die Maschine zu schützen.
- Regelmäßige Wartung, einschließlich Reinigung, Schmierung und Inspektion, verlängert die Lebensdauer der Stempel und sorgt für gleichmäßige und sichere Biegeergebnisse.
- Kundenspezifische Stanzwerkzeuge für Abkantpressen helfen Herstellern bei der Bearbeitung komplexer Formen und einzigartiger Materialien, verbessern die Effizienz und reduzieren Abfall.
- Durch die Verwendung der richtigen Presskraft und die Abstimmung der Stempel auf die Maschinen werden Beschädigungen vermieden, die Sicherheit erhöht und eine qualitativ hochwertige Metallumformung gewährleistet.
Grundlagen des Stanzens mit Abkantpresse
Definition und Aliasnamen
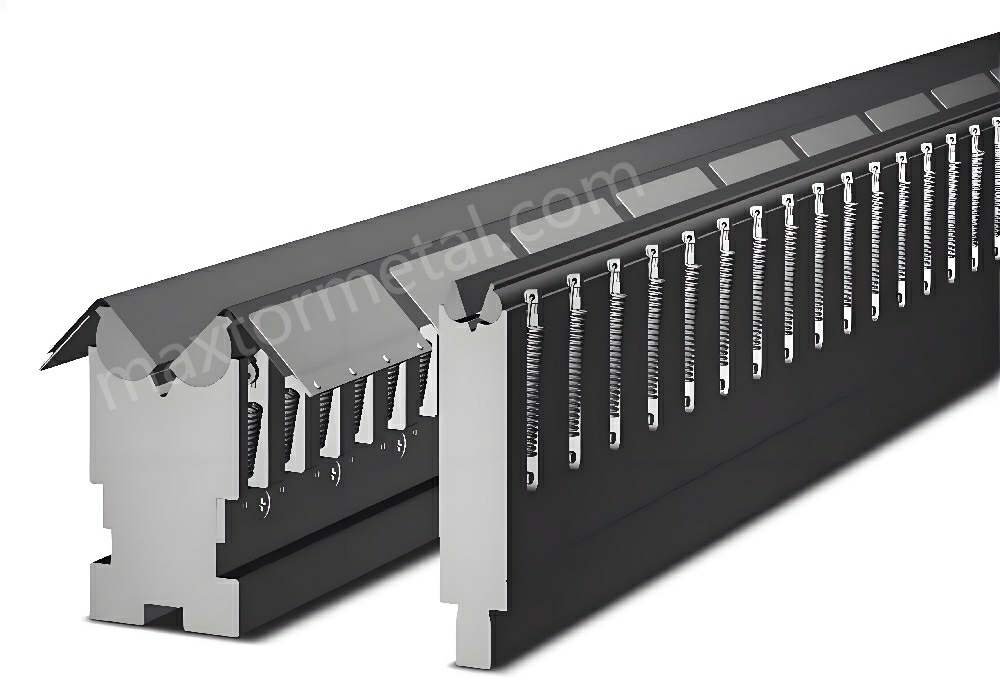
A Abkantpresse Stempel Es handelt sich um ein spezielles Werkzeug für industrielle Abkantpressen. Dieses Werkzeug formt und biegt Bleche, indem es sie in eine passende Matrize presst. Je nach Form oder Funktion werden diese Stempel mitunter unterschiedlich bezeichnet. Die folgende Tabelle zeigt gängige Typen, ihre technischen Definitionen und dokumentierte Alternativbezeichnungen:
| Stanztyp | Technische Definition | Dokumentierte Aliasnamen |
|---|---|---|
| Standardlocher | Am häufigsten verwendeter Stempel; biegt dicke Materialien aufgrund der schmaleren Spitze und des größeren Körpers; Außenseite nach innen flach mit kleiner konkaver Krümmung. | N / A |
| Joggle Punch | Spezialwerkzeug für Biegungen um Ecken; dünneres Profil; geeignet für S-Formen; ungewöhnlich und speziell. | Z-Werkzeug |
| Radius-Oberstempel | Abgerundete Spitze, die U-förmige Biegungen anstelle scharfer V-Formen erzeugt; wird mit einer U-förmigen Matrize für abgerundete Ecken verwendet. | N / A |
| Schmaler Schlag | Geringe Dicke, gleichmäßige Länge; wird dort eingesetzt, wo der Platz begrenzt ist; beliebt zum Verschließen von quadratischen oder kastenförmigen Profilen. | Schwerthieb |
| Schwanenhalsstanzer | Wird zum Markieren und Erstellen spezieller U-Profile verwendet; die einzigartige Form verhindert, dass gebogene Schenkel gegen Werkzeuge stoßen; weniger robust bei geringerer Tonnagekapazität. | Schwanenhalsloch (Variante) |
| Spitzer Winkelstanzer | Kurzwinklige Biegungen (bis zu 30° oder 60°); dicker Körper mit spitzer Spitze; manchmal auch als spitze Stempel bezeichnet. | Akute Schläge |
| Flügelstanze | Kleiner Körper mit abgewinkelter Spitze; ermöglicht das Biegen um Kurven; wird häufig für Türzargen und -flügel verwendet. | N / A |
Diese Bezeichnungen helfen den Arbeitern und Ingenieuren, die richtigen Werkzeuge für die Abkantpresse für jeden Auftrag zu identifizieren.
So funktioniert es
Der Stempel einer Abkantpresse ist auf dem oberen Arbeitstisch, auch Stößel oder Schieber genannt, montiert. Beim Betrieb bewegt sich der Stempel nach unten und presst das Blech gegen eine Matrize, die auf dem unteren Tisch befestigt ist. Dadurch entsteht eine präzise Biegung entlang einer geraden Linie.
Beim Biegen wird mithilfe hydraulischer oder mechanischer Kräfte kontrollierter Druck ausgeübt. Durch den Wechsel von Stempel und Matrize lassen sich verschiedene Formen und Winkel erzeugen. Moderne Maschinen, wie CNC- oder hydraulische Abkantpressen, verwenden Computerprogramme zur präzisen Einstellung von Maßen und Winkeln. Diese Technologie verbessert die Genauigkeit und Wiederholbarkeit beim Abkanten.
Zu den wichtigsten Schritten beim Betrieb der Abkantpresse gehören:
- Das Blech auf die untere Matrize legen.
- Den Stempel oberhalb der gewünschten Biegelinie ausrichten.
- Die Abkantpresse wird aktiviert, um den Stempel abzusenken.
- Durch Krafteinwirkung wird das Metall auf den erforderlichen Winkel gebogen.
- Den Stempel anheben und das fertige Teil entnehmen.
Sicherheitsmerkmale wie Sensoren und Schutzvorrichtungen schützen die Bediener beim Biegen unter hohem Druck. Die Integration von CNC- und CAD-Software ermöglicht komplexe Formen und Mehrfachbiegungen, wodurch die Metallbiegemaschine für viele Branchen geeignet ist.
Anwendungen in der Industrie
Stempel für Abkantpressen spielen in vielen Industriezweigen eine entscheidende Rolle. Fabriken nutzen sie zur Herstellung von Teilen für Autos, Flugzeuge, Schiffe und Gebäude. Die größte Abkantpresse der Welt mit einer Presskraft von 5.500 Tonnen ist in Branchen wie der Luft- und Raumfahrt, der Automobilindustrie, dem Bauwesen, dem Schiffbau und dem Schwermaschinenbau im Einsatz. Einige Maschinen können Rohmaterialien mit einer Dicke von bis zu 320 mm verarbeiten und demonstrieren damit die Leistungsfähigkeit und Flexibilität moderner Abkantpressenwerkzeuge.
Die Automatisierung hat die Effizienz des Abkantpressenbetriebs verbessert. Robotersysteme mit automatischen Werkzeugwechslern ermöglichen eine kontinuierliche Produktion rund um die Uhr. Fallstudien zeigen, dass Hersteller von kundenspezifischen Vorrichtungen mithilfe von Blechbiegemaschinen ihre Produktivität um 301.400 Tonnen steigern konnten. Prototypenentwicklungswerkstätten setzen Abkantpressen ein, um vielfältige Produktionskapazitäten zu gewährleisten. Diese Beispiele verdeutlichen die breite Palette an Einsatzmöglichkeiten von Abkantpressen in der modernen Fertigungsindustrie.
| Industriesektor | Verwendete Maschine | Ergebnis |
|---|---|---|
| Hersteller von kundenspezifischen Einrichtungsgegenständen | Blechbieger | 30% Produktivitätssteigerung |
| Workshop zur Prototypenentwicklung | Pressbremse | Beibehaltung vielfältiger Produktionskapazitäten |
Gängige Materialien
Hersteller fertigen Stempel für Abkantpressen aus robusten und langlebigen Materialien. Werkzeugstahl ist die gängigste Wahl, da er verschleißfest ist und seine Schärfe lange behält. Für zusätzliche Festigkeit werden manche Stempel aus gehärtetem Stahl oder Schnellarbeitsstahl gefertigt. Spezielle Stempel bestehen aus legierten Stählen oder werden oberflächenbehandelt, um auch anspruchsvolle Aufgaben zu bewältigen. Die Materialwahl hängt von der Art des Abkantwerkzeugs und den Anforderungen des Biegeprozesses ab.
Tipp: Die Verwendung des richtigen Materials für einen Abkantpressstempel verlängert dessen Lebensdauer und gewährleistet gleichmäßige Ergebnisse beim Blechbiegen.
Arten von Abkantpresswerkzeugen

Abkantwerkzeuge Es gibt sie in vielen Formen und Ausführungen. Jeder Stempeltyp erfüllt beim Biegeprozess eine spezielle Funktion. Die verschiedenen Abkantpressen verwenden diese Stempel zur Herstellung einer breiten Palette von Metallteilen.
Standardstempel
Standardstempel sind die gebräuchlichsten Werkzeuge in der Abkantpresse. Sie helfen dabei, einfache Biegungen und Formen in Blechen zu erzeugen.
Gerade Schläge
Gerade Stanzgeräte ermöglichen 90-Grad-Biegungen in Materialien wie Baustahl, Edelstahl und Aluminium. Sie werden in Fabriken für allgemeine Biegearbeiten eingesetzt. Leistungstests, wie zum Beispiel Kugel- und ScherprüfungenSie zeigen, dass gerade Stempel zuverlässige Ergebnisse liefern. Diese Tests messen Eigenschaften wie Zugfestigkeit und Duktilität, die für die Qualitätskontrolle in der Fertigung wichtig sind.
Schwanenhals-Stanzen
Schwanenhalsstempel haben eine gebogene Form. Sie ermöglichen tiefe Biegungen, ohne das Werkstück zu beschädigen. Arbeiter verwenden sie zum Formen von Kanälen oder Gehäusen. Diese Stempel werden häufig in der HLK-Technik, im Bereich elektrischer Gehäuse und in der Haushaltsgeräteherstellung eingesetzt.
Spitzwinkelstanzen
Spitzwinkelstempel erzeugen scharfe Biegungen, oft unter 90 Grad. Sie eignen sich für die Herstellung von dekorativen Metallarbeiten und Präzisionsteilen. Der dicke Schaft und die spitze Spitze ermöglichen das Formen enger Winkel.
Säumen von Schlägen
Beim Bördeln wird Blech umgefaltet. Dadurch wird die Kante des Metalls verstärkt. Karosserieteile und Blechtüren erfordern häufig Bördelarbeiten.
Radiusstempel
Radiusstempel biegen Metall mit glatten, abgerundeten Kanten. Möbelhersteller und Architekten verwenden sie zur Herstellung gebogener Teile. Die abgerundete Spitze beugt Rissen im Metall vor.
Spezial-Stempel
Spezielle Stempel bewältigen besondere Biegeaufgaben. Sie arbeiten mit verschiedenen Arten von Abkantpressen zusammen, um spezifische Anforderungen zu erfüllen.
Versetzte Stempel
Mit Offset-Stanzwerkzeugen lassen sich Z-förmige Biegungen erzeugen. Diese Stanzwerkzeuge werden häufig bei der Herstellung von Halterungen und Stützen eingesetzt.
U-förmige Stanzungen
Mit U-förmigen Stanzen lassen sich U-Profile herstellen. Diese Werkzeuge finden im Bauwesen und im Rahmenbau Anwendung.
Stanzformen mit individuellem Profil
Stanzwerkzeuge mit kundenspezifischen Profilen weisen einzigartige Formen auf. Die Luft- und Raumfahrtindustrie sowie der Maschinenbau benötigen diese speziellen Ausführungen häufig.
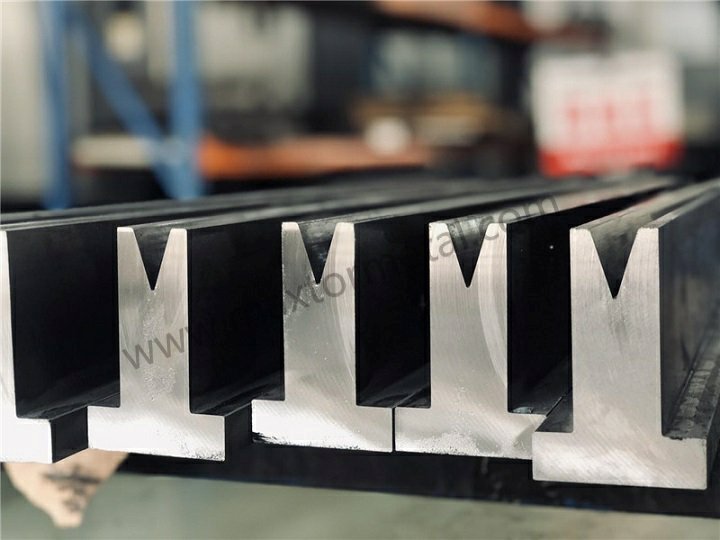
Mehrfach-V-Stanzen
Mehrfach-V-Stempel ermöglichen die Herstellung verschiedener Biegeradien. Flexible Fertigungsumgebungen profitieren von diesen Stempeln, da sie Werkzeugwechsel reduzieren.
Anwendungsgebiete und Materialien
Standardstempel
Standardstempel bewähren sich in vielen Branchen. Sie sind hilfreich bei Projekten in der Automobil-, Haushaltsgeräte- und Bauindustrie. Technische Dokumentationen belegen, dass Standardstempel präzise und reproduzierbare Ergebnisse liefern. Scherprüfung und andere Methoden bestätigen ihren Wert bei der Materialprüfung und -herstellung.
Spezial-Stempel
Spezielle Stanzwerkzeuge eignen sich für Anwendungen, die besondere Formen oder mehrfaches Biegen erfordern. Branchen wie die Luft- und Raumfahrt, das Bauwesen und der Sondermaschinenbau verwenden diese Werkzeuge für komplexe Bauteile.
Gängige Materialien
Die meisten Standardstempel werden von Herstellern aus Werkzeugstahl, gehärtetem Stahl oder Schnellarbeitsstahl gefertigt. Diese Werkstoffe sind verschleißfest und behalten ihre Schärfe. Spezialstempel können aus legierten Stählen bestehen oder Oberflächenbehandlungen zur Erhöhung der Festigkeit erhalten. Studien belegen, dass Stempelform und Materialwahl die Festigkeit und Qualität des fertigen Bauteils beeinflussen. So können beispielsweise Stempelkrümmung und Pressdruck die Haftung der Schichten bei der Tablettenherstellung verändern. Materialverträglichkeit hängt von Eigenschaften wie Plastizität und Sprödigkeit ab, welche die Festigkeit des Endprodukts beeinflussen.
Hinweis: Die Wahl des richtigen Stempels und Materials trägt dazu bei, starke und präzise Biegungen sowie eine lange Lebensdauer der Abkantpresswerkzeuge zu gewährleisten.
Auswahl eines Abkantpressenstempels
Material und Dicke
Materialarten
Die Wahl des richtigen Stempels beginnt mit der Kenntnis des Metalls. Hersteller verwenden häufig Stempel aus Chrom-Molybdän-Legierung für Kohlenstoffstahl. Stempel aus Kobaltlegierung oder Hartmetall eignen sich am besten für Edelstahl. Aluminium benötigt polierte Stempel, um Beschädigungen zu vermeiden. Die Abstimmung des Stempelmaterials auf das Blech beugt Beschädigungen vor und sorgt für eine hohe Stabilität des Stempels.
Überlegungen zur Blechdicke
Die Blechdicke beeinflusst den benötigten Stempeldruck. Dünne Bleche (0,5 bis 2 mm) erfordern scharfe, präzisionsgeschliffene Stempel. Mittlere Bleche (2 bis 6 mm) werden mit Stempeln aus gehärtetem Werkzeugstahl gefertigt. Dicke Bleche (über 6 mm) benötigen verstärkte Gussstempel. Die folgende Tabelle veranschaulicht dies. Stempelkraft und -energie verändern sich mit der Dicke:
| Besonderheit | Verhältnis zur Blechdicke | Beschreibung |
|---|---|---|
| Maximale Schlagkraft | Nimmt mit der Dicke zu | Dickere Bleche benötigen beim Betrieb mehr Kraft. |
| Erledigte Arbeiten | Abhängig von der Dicke | Für dickere Bleche wird mehr Energie benötigt. |
| Stempelphasenlänge | Proportional zur Dicke | Die Stanzphase verlängert sich mit zunehmender Dicke. |
| Elastischer Gradient | Funktion der Dicke | Das Stanzverhalten ändert sich mit unterschiedlichen Dicken. |
Auswirkungen auf die Stempelauswahl
Die Wahl des Stempels hängt sowohl vom Material als auch von dessen Dicke ab. Ein Stempel, der für dünnes Aluminium geeignet ist, ist möglicherweise nicht für dickes Edelstahl geeignet. Herstellerangaben und Branchenstandards geben hierbei Orientierung. Die Verwendung des richtigen Stempels verbessert die Biegequalität und reduziert Fehler.

Biegewinkel und Kompatibilität
Erforderliche Biegewinkel
Für jeden Biegevorgang ist ein bestimmter Winkel erforderlich. Manche Stempel erzeugen scharfe Biegungen, andere sanfte Kurven. Der Bediener muss den Stempel auswählen, der dem benötigten Winkel für das jeweilige Werkstück entspricht.
Minimaler Biegeradius
Der minimale Biegeradius hängt von der Metallart und -dicke ab. Ein zu kleiner Radius kann bei harten Metallen zu Rissen führen. Die Bediener prüfen Tabellen oder verwenden Software, um den sicheren Mindestradius für jeden Arbeitsgang zu ermitteln.
Werkzeug- und Maschinenkompatibilität
Die Stempel müssen zur Abkantpresse passen. Hydraulische und CNC-Abkantpressen haben unterschiedliche Anforderungen. Stempel und Presskraft müssen der Maschine entsprechen. Passgenauigkeit gewährleistet einen sicheren und präzisen Betrieb.
Werkzeugauswahl für die Anwendung
Anwendungsszenarien
Verschiedene Branchen nutzen Abkantpressen für vielfältige Aufgaben. Beispielsweise verwenden Fabriken sie zur Herstellung von Autoteilen, Haushaltsgeräten und Gebäudekonstruktionen. Für manche Arbeitsgänge werden Spezialstempel für komplexe Formen benötigt.
Branchenspezifische Anforderungen
Studien belegen, dass die Auswahl der richtigen Werkzeuge für jede Branche das Verletzungsrisiko verringert und die Produktivität steigert. Zum Beispiel:
- CNC-Abkantpressen im Werkzeugbau reduzieren die Belastung und das Schnittrisiko.
- Die Automatisierung in Metallbetrieben reduziert Verletzungen durch repetitive Bewegungen.
- Sicherheitsprüfungen und Mitarbeiterfeedback helfen bei der Auswahl der besten Werkzeuge für jeden Bereich.
Praktische Auswahltipps
Betreiber sollten:
- Bitte prüfen Sie die Herstellerrichtlinien hinsichtlich der Kompatibilität von Stanzwerkzeug und Maschine.
- Mithilfe von Tabellen und Diagrammen können Sie den passenden Stempeltyp für Material und Dicke ermitteln.
- Berücksichtigen Sie Produktionsvolumen und Wartungsbedarf. Tipp: Mit dem richtigen Stempel wird das Biegen sicherer, schneller und zuverlässiger.
Stanzleistung der Abkantpresse
Tonnage und Ladung
Berechnung der erforderlichen Tonnage
Operators must calculate the correct tonnage before starting a press brake operation. Tonnage means the amount of force needed to bend metal. The right tonnage depends on the material type, thickness, die opening width, and punch radius. For example, stainless steel needs about 1.5 times more force than mild steel. Aluminum needs less, while titanium may need double the force. The table below shows how these factors affect tonnage:
| Faktor | Beschreibung | Impact on Tonnage |
|---|---|---|
| Die Opening Width | 6-8x material thickness for mild steel | Reduces tonnage by up to 30% |
| Punch Radius | Sharp radii need more force | Rounded profiles lower force needed |
| Materialstärke | Thicker sheets need more force | Directly increases required tonnage |
| Materialtyp | Different metals need different multipliers | Stainless steel 1.5x, aluminum 0.55x, titanium 2x |
Load Distribution and Safety Margins
Proper load distribution keeps the press brake safe and extends tool life. Operators use test bends, force sensors, or software to check the force during operation. Safety margins help prevent overload. For example, using 20% more force than needed can reduce hydraulic seal life from five years to only eighteen months. Ram guides and frame bolts also wear out faster if the load is too high.
Factors Affecting Tonnage Selection
Several factors affect tonnage selection. These include the shape of the punch, the width of the die, and the type of metal. If operators use too little force, the bend may not form correctly. Too much force can damage the machine or cause safety risks. Accurate tonnage calculation keeps the operation safe and efficient.

Wartung
Routine Cleaning Procedures
Operators should clean press brake punches after each use. Removing dust and metal shavings prevents buildup. Clean tools work better and last longer.
Rust Prevention and Lubrication
Applying a light oil coating helps prevent rust. Lubrication reduces friction during operation. This keeps the punch moving smoothly and protects the surface.
Wear Inspection and Replacement Guidelines
Regular inspections help spot wear or cracks early. Operators should check for uneven edges or surface damage. Replace worn punches to keep bending results accurate and safe.
Standzeit
Factors Influencing Tool Life
Tool life depends on correct tonnage, proper maintenance, and material choice. Overloading or using the wrong punch shortens tool life.
Best Practices for Extending Tool Life
Operators should use the right punch for each job, follow cleaning routines, and avoid overloading. Storing punches in a dry place also helps.
Häufige Fehlermodi
Common failures include cracks, chipped edges, and surface wear. Regular checks and proper use help prevent these problems.
Kundenspezifische Stanzlösungen für Abkantpressen
Vorteile der Anpassung
Custom press brake punches offer unique advantages for manufacturers with specialized needs. Companies that use customized tooling often see faster production cycles and less material waste. Liberty Systems reports that tailored press brake tooling maximizes efficiency and improves accuracy. These benefits of press brakes help factories meet strict quality standards and reduce costs over time. In one case, a fabrication shop used 3D-printed custom punches made from fiber-reinforced polymer. The shop produced tooling for 14-gauge steel in less than 48 hours at a fraction of the usual cost. This approach not only met performance requirements but also accelerated delivery and saved money. Customization allows manufacturers to match equipment to specific tasks, which supports higher productivity and better results.
Nanjing Metal Custom Punches
Nanjing Metal stands out as a trusted industrial blades manufacturer in the industry. With 18 years of experience, the company has built a strong reputation for quality and reliability. Nanjing Metal employs a skilled design and manufacturing team that focuses on custom industrial blades for press brake machines. Many clients choose Nanjing Metal for their ability to deliver precise, durable, and innovative solutions. The company’s expertise ensures that each custom punch meets the exact requirements of the application. Industry recognition and positive feedback highlight the company’s commitment to excellence. Nanjing Metal continues to lead the way in custom press brake punch manufacturing.
When to Choose Custom
Manufacturers should consider custom press brake punches when standard tooling cannot achieve the desired results. Complex part shapes, tight tolerances, or unique materials often require a tailored solution. Custom punches provide the benefits of press brakes by enabling new designs and improving process efficiency. Companies that face frequent design changes or work with advanced materials gain the most from customization. Choosing a custom punch helps solve production challenges and supports long-term growth.
Interessierte Leser können Kontakt a sales engineer to discuss custom press brake punch solutions.
Press brake punches shape metal sheets with accuracy and strength. The right punch and careful maintenance ensure each bend meets strict quality standards. Industry feedback shows that matching punches and dies to each job keeps bends precise and reliable. Custom solutions help factories handle unique projects and improve results.
For specialized needs, manufacturers can trust a professional press brake punch manufacturer with proven experience. Interested readers may contact a sales engineer for expert support.
Häufig gestellte Fragen
What is the main function of a press brake punch?
A press brake punch shapes and bends sheet metal by pressing it into a die. This tool helps create precise angles and forms in metal parts for many industries.
How often should operators inspect press brake punches?
Operators should check punches before each use. Regular inspections help find wear or damage early. This practice keeps the bending process safe and accurate.
Which materials work best with press brake punches?
Tool steel, hardened steel, and high-speed steel are common choices. These materials resist wear and keep a sharp edge. Some special punches use alloy steel for extra strength.
Can custom punches improve production efficiency?
Custom punches match unique project needs. They help reduce setup time and material waste. Many factories see faster production and better results with custom tooling.
Where can manufacturers find a reliable press brake punch supplier?
Many companies look for experienced press brake dies manufacturer with a strong reputation. For more information or to discuss custom solutions, interested readers can contact a sales engineer.
Siehe auch
Beherrschung von Abkantwerkzeugen: So erkennen und beheben Sie Stempel- und Matrizenverschleiß
Tipps zur Wartung von Abkantwerkzeugen für langlebige Werkzeuge
Wie kundenspezifische Abkantwerkzeuge Ihre Fertigungseffizienz steigern