
Wenn Sie Scheer-Stranggranulatoren der Baureihen S3500/SGS einsetzen, werden Pelletqualität, Laufzeit und Kosten pro Tonne als Leistungsindikatoren herangezogen. Dieser Leitfaden zeigt Ihnen genau, wie Sie hochpräzise Ersatzrotoren und -messer auswählen, installieren und validieren – damit Sie die Pelletgeometrie beibehalten, Feinanteile abscheiden und die Kosten für den Erstausrüster reduzieren können, ohne die Kompatibilität zu gefährden.
Was Sie hier erhalten: ein praktisches Auswahl-Framework, klare Toleranzfenster für einen stabilen Messerspalt, auf die jeweilige Aufgabe abgestimmte Materialien und Schneidengeometrie für PP/PE-Masterbatch (mit Hinweisen für anspruchsvollere Rezepturen), eine Standardarbeitsanweisung für Installation und Verifizierung sowie eine Checkliste für Qualitätssicherung und Rückverfolgbarkeit, die Importrisiken minimiert und die Wirtschaftlichkeit des Wiedermahlens unterstützt.
Wichtigste Erkenntnisse
- Fokusmaschinen: Scheer S3500/SGS-Linien (z. B. S3508/3512/3516; SGS 50–300). Bitte prüfen Sie vor der Bestellung die Arbeitsbreite und Rotorform anhand des Typenschilds/der Bedienungsanleitung.
- Ziel-Messerspalt: 0,05–0,10 mm zur Minimierung von Feinanteilen; 0,10–0,15 mm für Langzeitstabilität. Immer an Ihrer Produktionslinie überprüfen.
- Materialauswahl: Beginnen Sie mit D2 oder HSS für PP/PE-Masterbatch; wechseln Sie zu PM 10V oder WC-Einsätzen, wenn Schleifmittel überwiegen; ziehen Sie Stellite in Betracht, wenn Hitze/Korrosion eine Rolle spielen.
- Die Einhaltung der Standardarbeitsanweisungen (SOP) zahlt sich aus: Vorabprüfung von Rundlauf und Parallelität, gleichmäßige Einstellung des Abstands und Synchronisierung der Abziehgeschwindigkeit mit dem Strangvorschub.
- Eine sorgfältige Dokumentation minimiert Risiken: Verlangen Sie Zertifikate nach EN 10204, Härteprüfungen nach ASTM E18/ISO 6508, Maßberichte und Chargenrückverfolgbarkeit. Erfassen Sie Laufzeit und Feinanteile und nutzen Sie Nachmahlgut, um die Kosten pro Tonne zu senken.
Passform und Auswahl

Scheer-Modell-Abbildung
Bei Installationen von Scheer S3500/SGS sollten Sie zunächst das genaue Modell und die Arbeitsbreite auf dem Typenschild der Maschine und im Handbuch des Originalherstellers (OEM) überprüfen. Die öffentlichen OEM-Webseiten beschreiben diese Baureihen und Anwendungen, veröffentlichen jedoch keine detaillierten Rotorabmessungen oder Zahnzahltabellen. Sind die Modelldaten nicht ohne Weiteres verfügbar, messen Sie vor Ort: Rotordurchmesser, Arbeitsbreite, Naben-/Wellenschnittstelle und alle Keilwellen-/Antriebsmerkmale. Laut den Baureihenübersichten von MAAG sind die SGS- und S3500-Plattformen für das Strangschneiden mit Trockenlaufkonfigurationen ausgelegt. Anwender müssen jedoch die Maßangaben vor Ort überprüfen, bevor sie Ersatzteile spezifizieren. Weitere Informationen zur Baureihenfamilie vom OEM finden Sie hier: MAAGs Kategorie der Stranggranulierung (Herstellerübersicht)) und die Überblick über Pelletiersysteme, die den Systemumfang beschreiben, ohne Rotor-/Zähneanzahltabellen offenzulegen.
- Praktische Sorgfalt: Wenn Sie den Austausch eines Scheer-Rotationsfräsers planen, überprüfen Sie vor der Bestellung den Rotordurchmesser/-breite und die Nabenschnittstelle anhand des Maschinenhandbuchs oder durch Messung.
Logik für Rotordurchmesser, -breite und Zähnezahl
Kurzübersicht (was sich üblicherweise ändert, wenn man die Geometrie ändert):
| Parameteränderung | Wahrscheinlicher Aufwärtstrend | Üblicher Kompromiss | Was Sie an Ihrer Leitung überprüfen sollten |
|---|---|---|---|
| Größerer Rotordurchmesser (bei gleicher Drehzahl) | Höhere Spitzengeschwindigkeit; potenziell saubererer Schnitt | Höherer Wärme-/Drehmomentbedarf | Motorlast, Temperatur, Feinanteile Trend |
| Höhere Zähnezahl (bei gleichem Durchmesser/Drehzahl) | Mehr Schnitte/Umdrehungen; potenziell glattere Pellet-Enden | Engere Rundlauf-/Spalttoleranzen; weniger Platz für Späne | Vibrationen, Lärm, Feinstaub, Zahnabriebmuster |
| Größere Arbeitsbreite | Unterstützt mehr Stränge/Matrizenbreite | Höhere Sensibilität gegenüber Parallelismus | Parallelität wie bei einem Bettmesser über die gesamte Breite |
| Segmentierter Rotor | Schnellere Wartung; Teile austauschen | Die Ausrichtung der Schnittstelle wird entscheidend. | Segment-zu-Segment-Auslauf und -Balance |
Betrachten Sie den Rotor als Taktgeber Ihres Schnitts. Durchmesser und Drehzahl bestimmen die Umfangsgeschwindigkeit; die Zähnezahl bestimmt, wie oft Sie auf den Strang auftreffen. Größere Durchmesser (bei gleicher Drehzahl) erhöhen die Umfangsgeschwindigkeit und können die Schnittqualität bis zu einem gewissen Grad verbessern, erhöhen aber gleichzeitig den Wärme- und Drehmomentbedarf. Mehr Zähne erhöhen die Schnitte pro Umdrehung, wodurch die Pelletenden potenziell verfeinert werden, gleichzeitig aber die Toleranzen für Ausrichtung und Rundlauf verringert und der Spanraum reduziert wird.
- Breite/Segmentierung: Die Rotorarbeitsbreite sollte an die Matrizen-/Strangzahl und die Kontaktlänge des Untermessers angepasst werden. Segmentierte Rotoren vereinfachen die Wartung, wenn in Ihrer Produktionslinie die Matrizenbreite gewechselt wird.
- Abwägung bei der Anzahl der Zähne: Weniger, dafür robustere Zähne können sich positiv auf abrasive oder recycelte Materialien auswirken, da sie die Zähigkeit verbessern; eine höhere Anzahl von Zähnen kann bei PP/PE-Masterbatches hilfreich sein, wenn die Messgenauigkeit eng ist.
- Praktischer Tipp: Bevor Sie die Zähnezahl gegenüber Ihrer OEM-Referenz ändern, überprüfen Sie den Drehmomentspielraum und die Wärmebelastung des Motors und planen Sie einen Validierungslauf, um Feinanteile und Oberflächengüte im stationären Zustand zu überprüfen.
Toleranzen für einen stabilen Messerspalt
Der Zielspalt ist klein: 0,05–0,10 mm für feinste Partikel; 0,10–0,15 mm für ausgewogene Stabilität und längere Einstellintervalle. Um diese Werte zu erreichen, ist eine präzise mechanische Einstellung erforderlich.
- Der Rundlauf (Rotor-TIR) und die Parallelität des Bettmessers sollten innerhalb der Präzisionsgrenzen von Maschinen liegen – oft im Bereich von 0,01–0,025 mm –, damit Sie nicht ständig den Spalt um die Rotation herum korrigieren müssen. Betrachten Sie diese Werte als realistische Zielvorgaben und überprüfen Sie sie in Ihrem Werk mithilfe von Messindikatoren und Inspektionsberichten.
- Überprüfen Sie den Spalt bei kalter Installation und erneut im warmen, stationären Zustand; die thermische Ausdehnung kann den effektiven Spalt verändern.
Die Pelletqualität reagiert sehr empfindlich auf vorgelagerte Verfahren wie die Handhabung zwischen Extruder und Granulator und die Einstellung der Schneideinheit. Für einen Einblick in den Prozessablauf und die Auswirkungen der Handhabung zwischen Extruder und Granulator auf die Qualität in Strangpressanlagen siehe die Analyse von Plastics Technology. „Vom Extruder zum Pelletierer – Was dazwischen geschieht, beeinflusst die Qualität“Konzepte zur Synchronisation und präzisen Anpresskontrolle erscheinen in „Präzisions-Extrusionszieher/Schneider für medizinische Schläuche“ und lassen sich gut auf Stranggranulatoren übertragen.
Materialien und Geometrie

Stahl- und Hartauftragsoptionen
Die Wahl der richtigen Metallurgie sorgt für ein ausgewogenes Verhältnis von Verschleißfestigkeit, Zähigkeit und Nachschleifbarkeit.
- D2: Typische Härte 58–62 HRC. Chromkarbide bieten eine grundlegende Verschleißfestigkeit; gut geeignet für PP/PE-Masterbatch bei mäßiger Stoßbelastung. Siehe PM/Kaltverformung in Uddeholms PM-Stahlliteratur, z. B. Uddeholm Vanadis 4 Extra Datenblatt.
- M2 HSS: Häufig 62–65 HRC. Bessere Warmhärte als D2; geeignet für höhere Umfangsgeschwindigkeiten oder bei Reibungswärme.
- PM 10V (Hoch-V-PM-Werkzeugstahl): Typischerweise 60–64 HRC bei Anwendungen mit sehr hoher Abrasionsbeständigkeit; geringere Zähigkeit als Standard-PM-Sorten; am besten geeignet bei hohem Füllstoffanteil. Vergleichbare PM-Verschleiß-/Zähigkeitseigenschaften finden sich in Uddeholm Vanadis 30.
- Hartmetall-Wendeschneidplatten: Üblicherweise werden Härtewerte von 89–93 HRC angegeben (beachten Sie die HRA-Skala für Hartmetalle; nicht direkt in HRC umrechnen). Extrem verschleißfest, jedoch kann es zu Sprödbruch kommen; das Nachschleifen unterscheidet sich von dem von Stählen. Bei der Festlegung der Spezifikationen sollten Sie die technischen Daten des Hartmetallherstellers berücksichtigen.
- Stellite (Co-Cr-Hartauftragsmasse): Sorten wie Stellite 6 (~36–45 HRC) und [**Stellite 12**](https://www.stellite.com/us/en/alloys/stellite/stellite-12-alloy.html) (~45–51 HRC) bieten Warmhärte und Fressbeständigkeit, was dort von Vorteil ist, wo Hitze/Korrosion wichtiger sind als reiner abrasiver Verschleiß.
Für interne, markenunabhängige Hintergrundinformationen zur Metallurgie und Wärmebehandlung speziell für Industriemesser siehe die Leitfäden von MAXTOR METAL: Materialleitfaden für Industriemesser und Leitfaden zur Wärmebehandlung von Rotationsscherenklingen.
Kantenmikrogeometrie und Beschichtungen
- Mikrofase: Eine kleine Sekundärfase verbessert die Schneidkantenstabilität und verringert das Ausbrechen von Mikrosplittern, allerdings auf Kosten der Rasiermesserschärfe. Bei abrasiven Füllstoffen sollte die Mikrofase etwas verstärkt werden, um das Ausbrechen zu verzögern und die Qualität der Pelletenden länger zu erhalten.
- Kantenvorbereitung: Leichtes Kantenschärfen kann die Entstehung von Rissen reduzieren. Achten Sie auf ein gleichmäßiges Schärfen über den gesamten Umfang.
- Beschichtungen: TiN/TiAlN- oder DLC-ähnliche Schichten auf Stahlkanten können Reibung und Feinabrieb reduzieren; überprüfen Sie die Kompatibilität der Beschichtung mit den Nachschleifverfahren und stellen Sie sicher, dass die Beschichtungsdicke Ihren effektiven Spalt nicht verfälscht.
Aufgabengerechte Empfehlungen
Prioritätsszenario: PP/PE-Masterbatch auf S3500/SGS-Anlagen.
- Ausgangspunkt: D2- oder M2-HSS-Rohre mit feiner, gleichmäßiger Kantenbearbeitung und minimaler Mikrofase, wobei ein Spaltbereich von 0,05–0,10 mm für besonders saubere Enden angestrebt wird.
- Abrasive/recycelte Ausführung: Wechseln Sie zu PM 10V oder ausgewählten WC-Einsätzen mit etwas größerer Mikrofase und planen Sie eine höhere Prüffrequenz ein. Erwägen Sie Stellite, wenn Korrosion oder wärmebedingtes Fressen ein Problem darstellen.
- Immer überprüfen: Die Wahl des Messerstahls/der Beschichtung sollte mit einem Einsatzplan verknüpft werden, der die Feinteile %, die Laufzeit bis zur ersten Nachjustierung und den Zustand der Schneide nach dem Einsatz protokolliert.
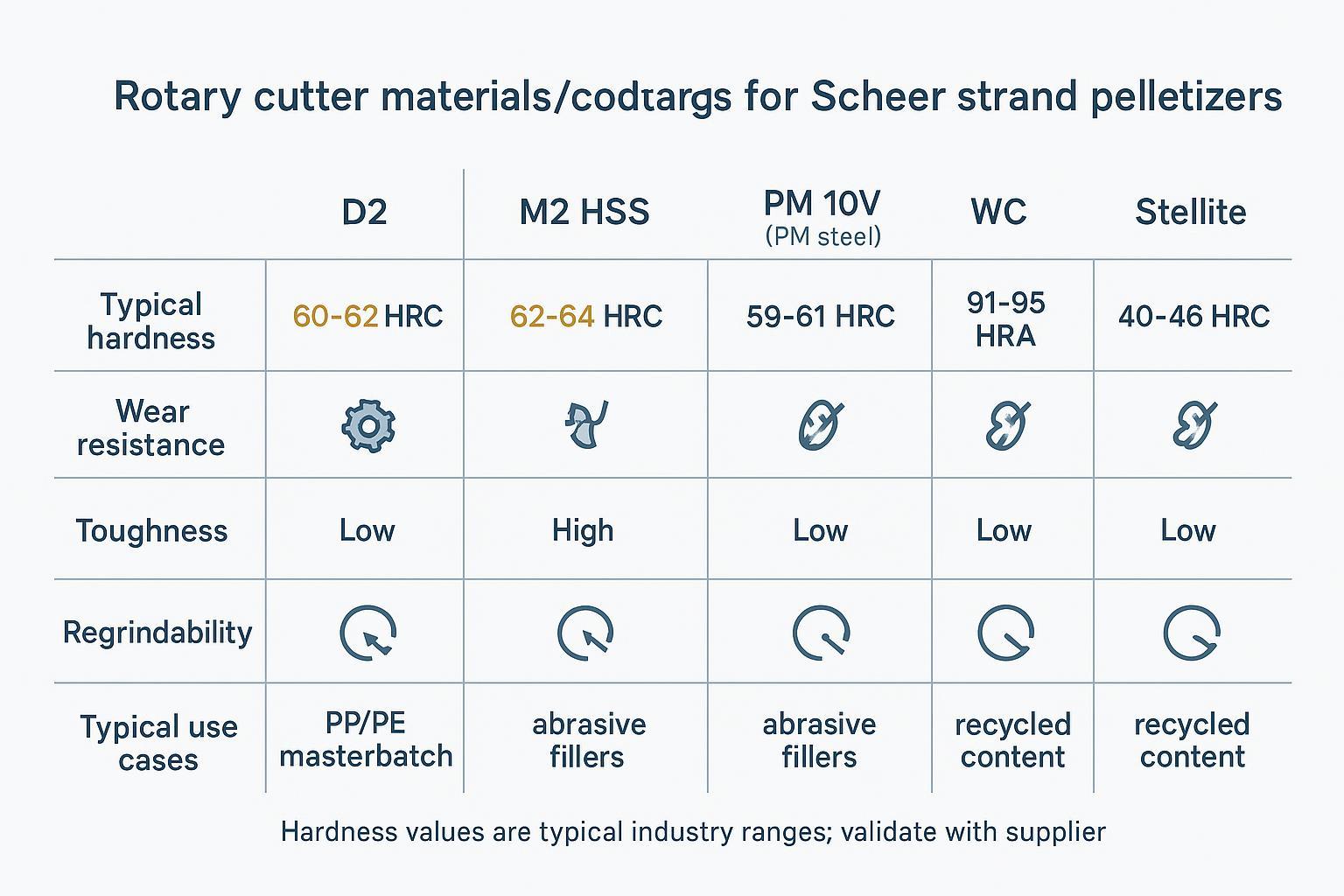
Hinweis: Die oben genannten Härtewerte entsprechen branchenüblichen Werten; bitte überprüfen Sie die tatsächliche Härte anhand der Zertifikate und Wärmebehandlungsberichte Ihres Lieferanten.
Installations- und Messerspalt-SOP
Sicherheit geht vor (Sperr- und Kennzeichnungsverfahren sowie persönliche Schutzausrüstung).
Vor jeglicher Einrichtung oder Messung:
- Führen Sie eine Sperrung/Kennzeichnung (LOTO) an den Antrieben des Pelletierers und des Abzugs durch und überprüfen Sie, ob keine Energie mehr vorhanden ist.
- Halten Sie die Schutzvorrichtungen nach Möglichkeit angebracht; öffnen Sie die Kammer nur, wenn eine Rotation mechanisch verhindert wird.
- Tragen Sie schnittfeste Handschuhe und Augenschutz; behandeln Sie alle Messerschneiden auch im abgenutzten Zustand als scharf.
- Verwenden Sie beim Prüfen von engen/lockeren Stellen eine kontrollierte Handrotationsmethode (niemals unter Motor laufen lassen).
Vorprüfungen: Konzentrizität, Parallelität, Auslauf
- Dichtflächen prüfen und reinigen; Grate und Verunreinigungen entfernen.
- Rotor montieren; Rundlaufabweichung (TIR) mit einer Messuhr an mehreren axialen Positionen messen. Als praktisches Ziel einen Präzisionsbereich (~0,01–0,025 mm) anstreben; Werte protokollieren.
- Prüfen Sie mit Fühlerlehren und Messuhren, ob das Bettmesser plan und parallel zur Rotorachse über die gesamte Arbeitsbreite ausgerichtet ist.
- Prüfen Sie gegebenenfalls die dynamischen Saldenzertifikate; ein Ungleichgewicht kann zu Geschwindigkeitsschwankungen führen.
Stellen Sie einen Spalt von 0,05–0,15 mm ein und überprüfen Sie diesen.
Messwerkzeuge und Genauigkeitstipps:
- Fühlerlehren/Unterlegscheiben: Verwenden Sie eine bekannte Güteklasse/einen bekannten Satz; ersetzen Sie verbogene Lamellen; halten Sie sie sauber und ölfrei.
- Messuhr für Rundlauf und Abstände: Bevorzugt wird eine Auflösung von 0,001 mm oder 0,01 mm (passend zum Zielfenster). Die Kalibrierung sollte anhand einer Referenz überprüft werden.
- Umgebungstemperatur und „heiße stationäre“ Temperatur aufzeichnen; die Differenz kann sich mit der thermischen Ausdehnung verschieben.
- Wenn in Ihrem Werk ein Kalibrierungsplan verwendet wird, richten Sie diese Standardarbeitsanweisung danach aus (überprüfen Sie die Indikatoren mindestens vierteljährlich oder nach jedem Abfall/Aufprall).
- Bei geöffneter Kammer und ausgeschalteter Stromzufuhr das Bettmesser in die Nähe bringen.
- Verwenden Sie kalibrierte Fühlerlehren oder Ausgleichsscheiben, um den Mindestspalt einzustellen. Prüfen Sie an mehreren Positionen im Uhrzeigersinn.
- Den Rotor langsam drehen und enge/lockere Stellen protokollieren; einstellen, um einen gleichmäßigen Wert von 0,05–0,10 mm für Ziele mit geringem Feinanteil oder 0,10–0,15 mm für Langzeitstabilität zu erreichen.
- Überprüfung nach dem Aufwärmen: Nachdem die Maschine die Betriebstemperatur erreicht hat, überprüfen Sie den Spalt erneut. Durch die Wärmeausdehnung kann sich der Spalt verringern; korrigieren Sie ihn, falls ein Bereich unter den Mindestwert fällt.
Die Qualität reagiert auf kleine Änderungen in Handhabung und Einrichtung. Bei Litzen, Der Leitfaden von Plastics Technology erklärt die Vorgänge zwischen Extruder und Granulator. und seine Diskussion über Präzisionsabzieher-/Schneidsynchronisation bieten übertragbare Prinzipien an.
Abzieher, Geschwindigkeit und Stranghandhabung synchronisieren
- Die Geschwindigkeit des Abzugsbandes muss an die Drehzahl des Schneidmessers angepasst werden, damit die Fasern gleichmäßig in den Spalt eintreten – so wird ein Verklumpen oder Spannungsspitzen, die zu Faserenden führen, vermieden.
- Um eine gleichbleibende Strangqualität zu gewährleisten, sollte die Strangkonditionierung (z. B. Wasserbadlänge/-temperatur bei Stranggranulieranlagen) stabilisiert werden. Die Synchronisierung sorgt dafür, dass der Schneidkopf innerhalb des vorgegebenen Spaltbereichs arbeitet, anstatt Schwankungen im Zufuhrbereich auszugleichen.
Bei einem Austauschprojekt eines Scheer-Rotationsfräsers sollten Sie während der Testläufe das Verhältnis von Abzieher- zu Fräserdrehzahl dokumentieren; dies beschleunigt die spätere Fehlersuche und erhält Ihr validiertes Spaltfenster.
Qualitätssicherung, Rückverfolgbarkeit und Lebenszykluswert

Dokumente und Inspektionen, die erforderlich sind
- EN 10204-Zertifikate: Fordern Sie mindestens ein Dokument vom Typ 3.1 für Stahlbauteile an; ein Dokument vom Typ 3.2, wenn für kritische Chargen ein unabhängiger Prüfer erforderlich ist.
- Härteprüfungen nach ASTM E18 / ISO 6508: Bitten Sie um kalibrierte Maschinendaten und Härtekarten entlang der Kante oder des Rotorkörpers.
- Maßprüfung: Messung von Arbeitsbreite, Dicke, Rundlauf und Parallelität sowie Überprüfung der Ebenheit des Untermessers; gegebenenfalls auch Angabe von Auswuchtdaten.
- Zusammenfassung des Wärmebehandlungszyklus und Chargen-/Los-Rückverfolgbarkeitsnummern.
Weitere Hintergrundinformationen finden Sie in den Ressourcen von MAXTOR METAL zu Werkstoffen und Wärmebehandlung –Materialleitfaden für Industriemesser und Leitfaden zur Wärmebehandlung von Rotationsscherenklingen—kann dazu beitragen, die Erwartungen an Metallurgie und Härtekontrolle anzugleichen. Um Passform- und Haltbarkeitsaspekte verschiedener Marken zu vergleichen, siehe Vergleich von Pelletiermessern – Top-Marken (2025).
Laufzeit, Strafen und Wirtschaftlichkeit des Nachmahlens
Bei jedem Validierungslauf werden drei KPIs erfasst: Laufzeit bis zur ersten Justierung oder zum ersten Nachmahlen, Feinanteil (mittels Siebmethode) und Oberflächenqualität am Pelletende.
Ein einfaches KPI-Protokoll (zum Kopieren/Einfügen in Ihr Testblatt):
| Zeitstempel | Rezeptur (PP/PE-Masterbatch usw.) | Rotordrehzahl | Zuggeschwindigkeit | Mindest-/Maximalspalt (mm) | Bußgelder % | Pellet-Endnoten | Vibrationen/Geräusche | Ergriffene Maßnahmen |
|---|---|---|---|---|---|---|---|---|
| Start (kalt) | ||||||||
| 1 Std. (heiß) | ||||||||
| 4 Std. | ||||||||
| 8–24 Stunden |
Eine einfache Tabelle zum Vergleich von Nachschleifen und Ersetzen veranschaulicht die wirtschaftlichen Aspekte:
| Szenario | Was Sie pro Zyklus bezahlen | Typische Zyklen vor dem Verschrottungsprozess | Was zu verfolgen ist | Wenn es normalerweise gewinnt |
|---|---|---|---|---|
| Ersetzen Sie nur | Neuer Rotor-/Messersatz + Installationsausfallzeit | 1 | Basis-Feinabstimmungen %, Basis-Laufzeit | Wenn die Qualität des Mahlguts uneinheitlich ist oder das Risiko von Lieferverzögerungen hoch ist |
| Regrind-Programm | Nachschleifgebühr + kürzere Ausfallzeit | 2–4 (ortsabhängig) | Laufzeit pro Zyklus, Feinabstimmung %, Fotos zum Randzustand | Wenn Ausfallzeiten teuer sind und die Kanten nach dem Nachschleifen stabil bleiben |
Beispiel (ersetzen Sie die Zahlen durch Ihre tatsächlichen Zahlen):
- Angenommen, ein Messerset kostet $1,200, ein Nachmahlen kostet $180und jede Umstellung kostet 1,5 Stunden Ausfallzeiten.
- Wenn die Ausfallkosten Ihrer Leitung $600/StundeDann verursacht jeder Produktwechsel „Kosten“ $900 in meiner Freizeit allein.
- Ein Nachmahlprogramm, das sogar noch mehr hinzufügt 2 zusätzliche Zyklen bevor Schrott die Gesamtkosten pro Tonne senken kann Wenn Die Bußgelder bleiben im Rahmen der Vorgaben.
Checkliste für Pflanzendaten zum Ausfüllen:
- Kosten des neuen Sets ($)
- Mahlkosten ($)
- Ausfallzeit pro Umrüstung (h)
- Ausfallkosten pro Stunde ($/h)
- Laufzeit bis zur ersten Justierung / Nachbearbeitung (h)
- Feinanteile % (Siebverfahren) und Annahmegrenze
- Anmerkungen/Fotos zu Kantenabnutzung und etwaigen Absplitterungen
Import, Lieferzeit und Risikokontrolle
Bei Beschaffungen außerhalb Ihrer Region sollten Sie eine Checkliste mit allen erforderlichen Dokumenten in Ihre Bestellung integrieren: Zertifikatsstufe (EN 10204 3.1/3.2), Härtestandard (ASTM E18/ISO 6508), Maßangaben, Bilanzdaten und Versand-/HS-Codes. Bestätigen Sie die Incoterms, die Mehrwertsteuerabwicklung und die voraussichtliche Lieferzeit; halten Sie während der ersten Prüfung einen Sicherheitsbestand bereit.
Beispiel eines Lieferanten für die Dokumentation zum Austausch von Scheer-Rotationsschneidern
Ein Lieferant wie MAXTOR METAL Wir liefern OEM-kompatible Ersatzteile für Scheer-Rotationsfräser mit nachvollziehbarer Dokumentation (Materialzertifikate, Härteprüfung nach ASTM E18/ISO 6508 und Maßberichte) und unterstützen Nachschleifzyklen zur Verlängerung der Lebensdauer. Weitere technische Informationen finden Sie in der Publikation von MAXTOR METAL. Materialleitfaden für Industriemesser, Leitfaden zur Wärmebehandlung von Rotationsscherenklingen, Und Vergleich von PelletierklingenNutzen Sie diese Informationen, um die Erwartungen vor einer Pilotbestellung abzustimmen. Bestätigen Sie bei der Bestellung den Zertifikatstyp (EN 10204 3.1/3.2) und das Berichtsformat und prüfen Sie die Kompatibilität mit Ihrer Produktlinie vor der breiten Einführung.
Schlussfolgerung
Wichtigste Erkenntnisse zu Kompatibilität, Materialien, Standardarbeitsanweisungen und Qualitätssicherung
- Bitte überprüfen Sie anhand der Angaben auf der Maschine und im Handbuch, ob es sich um Ihr genaues S3500/SGS-Modell und die Arbeitsbreite handelt; messen Sie im Zweifelsfall vor Ort nach.
- Verwenden Sie einen Spalt von 0,05–0,10 mm für die feinsten Partikel oder 0,10–0,15 mm für längere, gleichmäßigere Läufe; überprüfen Sie dies erneut bei der gewünschten Temperatur.
- Metallurgie an die jeweilige Aufgabe anpassen: D2/HSS für PP/PE-Masterbatch; PM 10V- oder WC-Einsätze für abrasive/recycelte Ströme; Stellite, wenn Hitze/Korrosion Faktoren sind.
- Befolgen Sie eine disziplinierte Standardarbeitsanweisung: Metrologie-Vorprüfungen, einheitliche Spalteinstellung, synchronisierte Abzugs-/Schneidgeschwindigkeiten und dokumentierte Überprüfung.
- Nachfragerückverfolgbarkeit: EN 10204-Zertifikate, ASTM/ISO-Härteprüfungen, Maß- und Auswuchtdaten sowie vollständige Chargenprotokolle. Laufzeit, Feinanteile und ROI des Nachmahlens werden erfasst.
Nächste Schritte: Validierungsablaufplan und Lieferantencheckliste
Führen Sie eine 8- bis 24-stündige Validierung Ihrer primären PP/PE-Masterbatch-Qualität durch; protokollieren Sie Feinanteile (%), Laufzeit und Spaltabweichung. Erstellen Sie eine Lieferanten-Checkliste mit EN 10204-Zertifikaten, ASTM/ISO-Härteprüfungen und Maß-/Wuchtungsberichten. Laden Sie für einen OEM-kompatiblen Pilotversuch zum Austausch eines Scheer-Rotationsschneiders einen qualifizierten Lieferanten mit Unterstützung für Mahlgut zu einer Kleinserienprüfung ein.
Anmerkung des Autors
Dieser Artikel wurde von einem Anwendungsentwicklungsteam zusammengestellt für Scheer S3500/SGS Stranggranulatoren. Die angegebenen Maße und Toleranzbereiche dienen als praktische Ausgangspunkte; überprüfen Sie Passung, Messerspalt und thermisches Verhalten stets an Ihrer eigenen Produktionslinie, bevor Sie Teile oder Verfahren standardisieren.