
This guide is for compounding leaders running water‑strand pelletising lines who need dependable cut quality with fewer changeovers and predictable costs. You’ll learn the technical requirements that stabilise pellet length and shape, how to vet a China rotary‑cutter/knife factory with confidence, what to ask for in QC documentation, and how to model landed cost and lifecycle economics without surprises. Throughout, we prioritise reliability, QC traceability, OEM fit, and cost per tonne under high recycled‑content, variable‑feed scenarios. If you are comparing options for a rotary cutter for water-strand pelletizing, use this as your evaluation baseline.
Points clés à retenir
- Knife‑change intervals and OEE improve when feed speed and cutter RPM are synchronised and the knife gap is uniform and tight; treat regrinding and re‑gapping as a managed programme, not an ad‑hoc task.
- Total cost per tonne depends on blade life, allowable regrinds, swap time, freight/insurance/tariffs, and downtime risk—build a landed‑cost model, not just a price comparison.
- For recycled or abrasive feeds, select D2, M2, carbide or PM tool steels based on wear, red‑hardness, and toughness trade‑offs; confirm OEM‑approved hardness windows for your model.
- Vet suppliers with drawings, first‑article inspections, hardness/heat‑treat reports, and serialised traceability; prove fit and performance via a short, reproducible acceptance trial.
- Choose Incoterms (FOB vs CIF) deliberately to balance logistics control with simplicity; align warranty, resharpening turnaround, and spares strategy before you cut POs.
Water-Strand Line Requirements

Pellet Length and Speed Control
Pellet length is set by the ratio of strand feed speed to cutter RPM, multiplied by the number of knives. Modern strand pelletisers use independent drives so you can set pellet length within a practical window and hold it as upstream conditions vary. Vendor brochures illustrate typical controllable ranges such as 0.5–5 mm with independent feed and cutter drives; see, for example, the Three‑Tec strand pelletiser system (2024), which specifies a 0–300 rpm cutter and independent speed control for lengths roughly in the 0.5–5 mm band in practice according to its brochure. For your line, treat such figures as indicative and confirm the achievable window and step resolution against your OEM manual and HMI scaling.
Why it matters for OEE: a stable length setpoint reduces rework and keeps classification steady. When length drifts, investigate speed synchronisation first, then cutting mechanics (gap, edge condition), before widening process tolerances. If you are scoping a rotary cutter for water-strand pelletizing, confirm the control philosophy (linked or independent drives) during vendor screening.
Reference: an OEM training PDF from Bay Plastics Machinery explains how the cutter and feed drive work together within a controlled envelope and highlights the importance of mechanical stability in the cutting station to hold the set length under load. See the Basics of Strand Pelletizing training document (Bay Plastics Machinery, PDF). Bay Plastics Machinery — Basics of Strand Pelletizing (training PDF, mechanism and gap uniformity)
Knife Gap and Tolerances
The clearance between the rotating knife and the bed knife dominates cut cleanliness. Uniform, near‑zero effective gap shears strands cleanly; too wide or uneven gaps cause tails, fines, and shorts/longs. In practice, pelletiser maintenance content frequently cites starting clearances around 0.2–0.3 mm for general granulator/pelletiser contexts, but the correct number is OEM‑specific. Your aim is a tight, consistent gap across the full width, verified at multiple points.
A pragmatic SOP to hold that gap in production:
- Pre‑set the bed‑knife position using the push‑pull or shim method recommended by your OEM; lightly clamp.
- Insert calibrated feeler gauges at left/centre/right, rotate the rotor by hand through a full revolution, and record the light drag points. Adjust to equalise.
- Fully torque clamps, then re‑check uniformity. Any “high” zone after torquing suggests bed‑knife deflection; re‑shim or inspect supports.
- Log the final settings (positions/torques) so repeatability improves with each changeover.
Two practical signals you’re losing the gap: a jump in fines percentage at constant RPM and feed, or a new, audible tick as the edge skates rather than shears. For routine tips, Cowin’s maintenance article summarises sharpening cadence and clearance checks (2024). Cowin Extrusion — Maintenance tips to keep pelletizer blades sharp (clearance checks and sharpening)
Materials and Hardness Windows
Under recycled‑content and variable formulations, abrasion, contamination, and temperature swings raise the bar for blade metallurgy. Treat materials and hardness as a matrix of trade‑offs:
- D2 (DIN 1.2379): Strong cold‑wear resistance; a pelletiser‑knife listing for a Gala‑compatible blade documents a working hardness example of 57–59 HRC. Use this as an application‑specific anchor and confirm your OEM’s window. American Cutting Edge — D2 pelletizer knife listing showing 57–59 HRC example
- M2 (HSS): Chosen for red hardness at speed/heat; typical post‑heat‑treatment hardness is often cited in the low‑to‑mid 60s HRC depending on the hardening/tempering cycle. For example, Carpenter’s CarTech® M2 high‑speed steel data sheet (PDF) provides heat‑treatment guidance and is a useful anchor when you’re defining an OEM‑approved hardness window for your cutter model.
- Carbide (solid or faced): Highest wear resistance for highly filled or dirty feeds; expect >70 HRC equivalent (e.g., cemented carbide), but manage brittleness and cost; ensure mechanical support to avoid chipping.
- PM tool steels: Consider when you need D2‑like wear with added toughness to mitigate micro‑chipping under shocks.
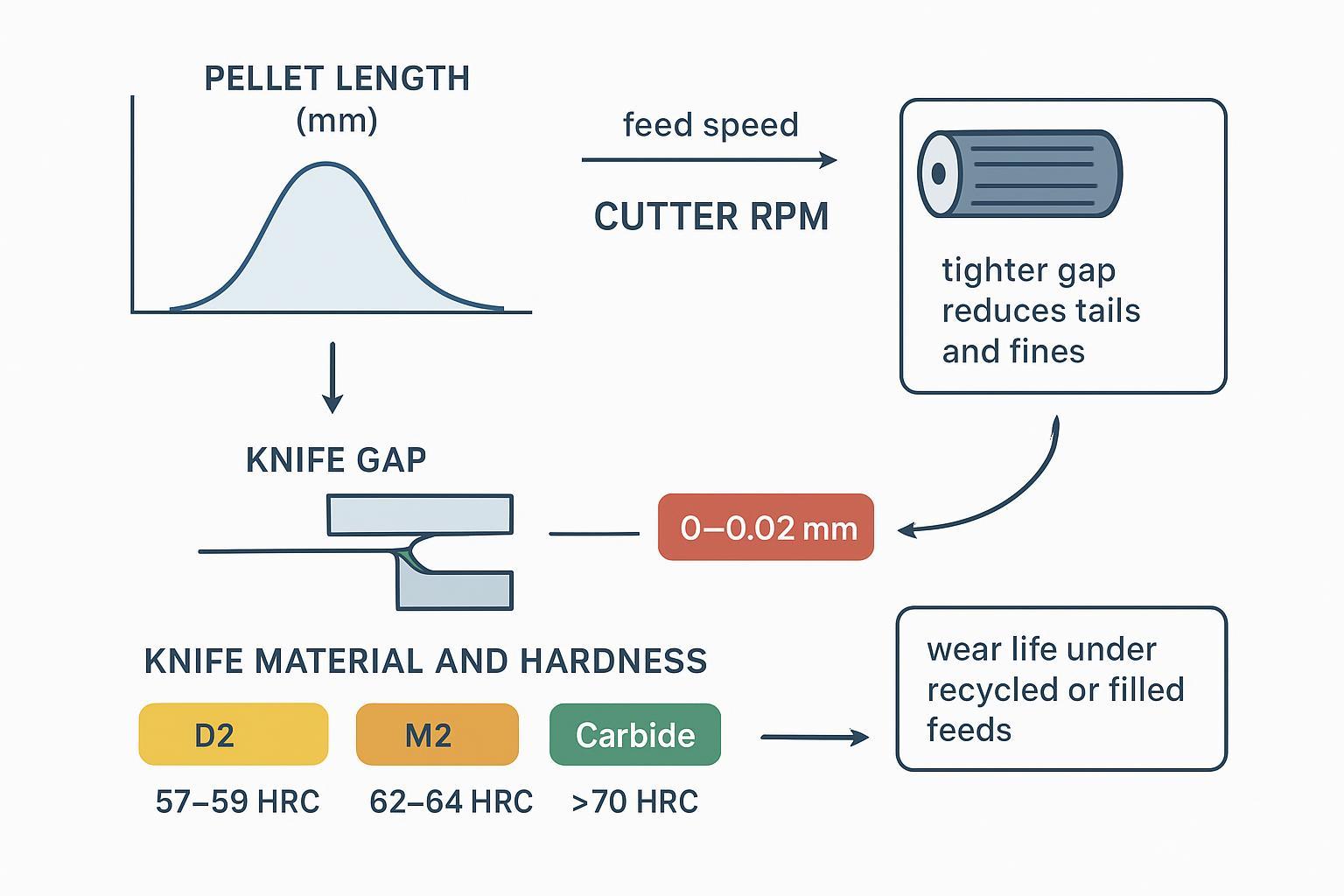
The graphic above links four levers you control: pellet length via feed/RPM, knife gap (some plants aim for near‑zero effective engagement in tightly controlled QA runs, but the correct clearance and method are always OEM‑ and machine‑specific), and knife material/hardness for the given feed. In short: choose metallurgy to slow wear, but preserve geometry with timely, precision regrinds so the effective gap stays tight.
For a broader mindset on materials and tolerances in polymer cutting applications, see this internal guide to industrial blades for plastic processing. Industrial blades for plastic processing — MAXTOR METAL guide
Vet a China Rotary Cutter Factory
OEM Compatibility and Drawings
Begin with a drawing‑led fit check. Share current or legacy drawings and, if permitted, a sample rotor and bed knife. Ask the factory to confirm:
- Critical dimensions (L/W/T), hole diameters and spacing, countersink/counterbore details, and datum scheme.
- Edge geometry (bevels/reliefs), flatness/parallelism call‑outs on ground faces, and surface finish requirements.
- Assemblies: bolt patterns, slot tolerances, and acceptable run‑out on any rotating interfaces.
- Inspection plan: how first‑article data will be captured (CMM/height‑gauge), sampling level, and pass/fail limits.
Because strand pelletisers depend on a stable bed‑knife support to hold the set gap under load, request evidence of dimensional stability after clamping (before and after torque readings). The Bay Plastics Machinery training PDF shows typical push‑pull arrangements used to dial in and hold a specific gap; the principle transfers to acceptance checks on replacement knives. Bay Plastics Machinery — Basics of Strand Pelletizing (push–pull bed‑knife method, training PDF)
QC, Certs, and Traceability
Ask any candidate factory for a complete QC packet tied to each heat/lot and to each finished blade serial number:
- Material certificate (grade, chemistry, heat/lot), incoming inspection records.
- Heat‑treatment records (quench/temper details) linked to the lot; hardness reports with method and certified blocks traceability.
- Dimensional inspection report for first articles and production lots; measurement methods and gauges identified.
- Serialisation that links each blade to its material heat and inspection results.
Suppliers should also document how they control deformation through heat treatment. For background on deformation control and tempering strategy in machine knives, see this heat‑treatment explainer. Heat treatment process for machine knives — MAXTOR METAL guide
If you’re shortlisting vendors, note that MAXTOR MÉTAL can provide QC documentation sets (material certs, hardness and dimensional reports) and support OEM‑fit projects based on customer drawings or samples, aligning with the above checklist. Keep the mention neutral: request document specimens and a first‑article plan before awarding volume.
Sample Trials and Acceptance
Agree an acceptance trial you can reproduce in‑house on a recycled‑content run:
- Pellet length capability: collect at least 30 pellets at steady state and compute capability indices against your nominal length window. Many quality programmes target Cpk ≥1.33 for general characteristics and ≥1.67 for critical ones. Ensure the process is stable before capability assessment.
- Fines percentage: define a house method (e.g., collect post‑dryer pellets, sieve below a stated threshold such as <0.5 mm, weigh fines, and report % of sample mass). Track tails/longs separately with a short visual protocol. Plastics Technology’s troubleshooting primers offer pragmatic defect‑diagnosis context you can adapt to your SOPs. Plastics Technology — Solve Seven Common Pelletizing Problems (practical troubleshooting)
- Runtime stability: run each condition for at least 30 minutes, logging pellet length mean/SD, fines %, and observed defects. Record cutter RPM, feed speed, strand count, polymer temperature, knife‑gap setting, and knife condition.
Document pass/fail thresholds in the PO, and require the supplier’s first‑article report to match your drawing and hardness windows before the trial.
Use the template below to make the trial reproducible and auditable across shifts and suppliers:
| Trial record item | What to capture | Example / notes |
|---|---|---|
| Line + cutter configuration | Pelletiser model, rotor/bed‑knife part numbers, number of knives, strand count | Record drawing revision and any spacers/shims used |
| Material context | Polymer, recycled content %, filler/fibre %, contamination notes, melt temperature window | Note batch ID so you can repeat the run |
| Setpoints | Feed speed, cutter RPM, target pellet length, water‑bath conditions, dryer settings | Capture HMI screenshots if allowed |
| Knife condition at start | New / reground, regrind count, edge geometry notes, measured flatness/parallelism | Attach the supplier’s grind report if provided |
| Knife gap method + result | Method used (push–pull / shims), gauge type, measurement points (L/C/R), final readings | Record readings before and after clamp torque |
| Pellet length capability | n ≥ 30 pellets, mean/SD, Cpk vs your spec window | Only calculate Cpk after the process is stable |
| Fines % method | Sample location (post‑dryer), sieve threshold (e.g., <0.5 mm), sample mass, fines mass | Keep sieve and sample mass constant run‑to‑run |
| Runtime stability | Minimum run time (e.g., 30 min per condition), defect notes (tails/longs), any noise/vibration | Log timestamps and any interventions |
| Pass/fail decision | Pre‑agreed thresholds for length distribution, fines %, and defect rate | Include sign‑off names and date |
Common pitfalls (worth calling out in your trial plan):
- Gap readings that look fine before final clamp torque, then shift after torque—always record both.
- Comparing suppliers using different sampling points (e.g., pre‑dryer vs post‑dryer) or different sieve meshes—standardise the method first.
- Accepting a “good” result without confirming knife condition (new vs reground) and regrind count—log it every time.
Logistics, Tariffs, and After-Sales

Lead Times and Incoterms
Set realistic calendars: sample knives (drawing review + first article) often take 2–4 weeks; production lots add material lead time, heat‑treat capacity, and outbound logistics. Clarify consolidation windows if you operate spares‑kits or multiple SKUs.
Choose Incoterms to match your logistics maturity. Under FOB the seller covers local origin costs up to loading; you control main carriage, insurance, and consolidation. Under CIF the seller also arranges freight and minimum insurance to the named port, but risk still transfers at loading at origin. For a clear buyer’s comparison, this Incoterms explainer details responsibilities and risk transfer (ICC framework). IncoDocs — CIF vs FOB Incoterms (responsibilities and risk transfer, 2025)
| Terme | Who pays freight | Who pays insurance | Risk transfer point |
|---|---|---|---|
| FOB | Buyer | Buyer | At loading on vessel at origin |
| CIF | Seller | Seller (minimum) | At loading on vessel at origin |
Tip: Experienced buyers of industrial parts often prefer FOB to control carriers and consolidation; CIF can simplify smaller or infrequent programmes.
Tariff and Landed-Cost Modeling
Classification drives duty. Machine knives and blades commonly fall in HS Chapter 82; many markets use 8208.90 for “other” knives and cutting blades for machines. Verify with your customs broker for your jurisdiction and end use. Tariffnumber.com — HS 82089000 description (indicative reference, confirm locally)
Build a landed‑cost model rather than judging by unit price alone. Inputs typically include:
- Unit price and expected life (hours or tonnes) per edge; allowable regrinds and regrind cost per edge.
- Changeover time and labour; unplanned downtime risk allowance.
- Freight, insurance, duties/taxes, brokerage, and inland transport per Incoterm.
Run sensitivity on life and regrinds, because these two variables usually dominate cost per tonne.
Warranty, Resharpening, SOPs
A credible vendor states what they warrant (materials, hardness window, dimensional conformance) and how they handle defects (turnaround, credit, replacement). For resharpening, insist on CNC grinding that restores OEM geometry and surface finish; request a short report after each grind and track how many regrinds remain on each blade.
Practical maintenance cadence for OEE:
- Swap to a sharp, spare rotor and bed‑knife set at the first sign of tails/fines rise rather than nursing a dull edge. Validate gap on install, then release the worn set for grinding.
- After each regrind, measure flatness/parallelism, re‑gap carefully, and log the run time to build life curves for your recycled‑content recipes.
For additional background on sharpening workflow, this maintenance guide discusses geometry preservation and inspection mindset. Industrial blade maintenance tips — MAXTOR METAL
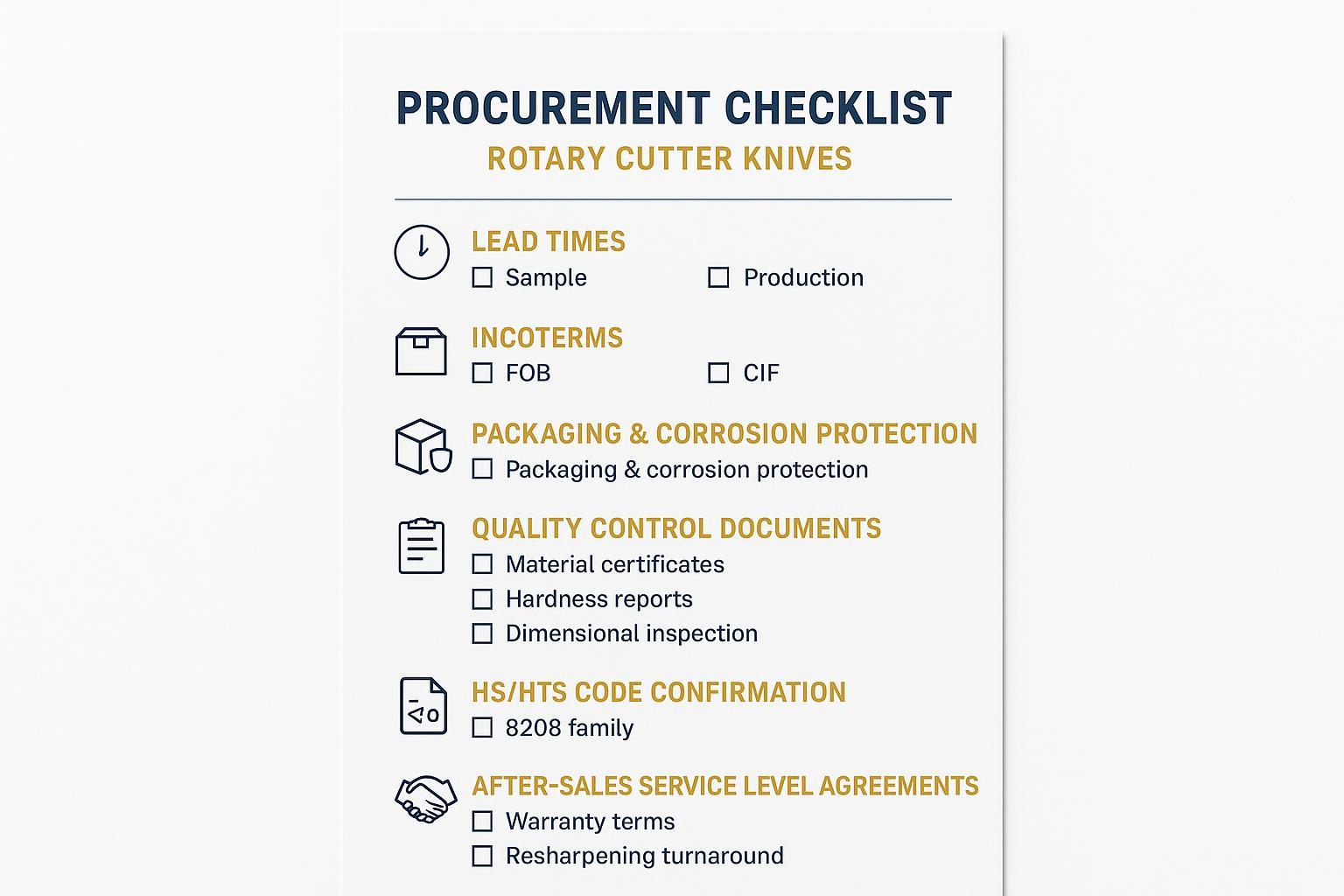
Use the sourcing checklist above as a one‑page aide‑mémoire during vendor calls. Add your own line‑specific acceptance thresholds and HS sub‑codes per destination.
Conclusion
For water‑strand pelletising under recycled and variable feeds, the winning recipe is simple to say and rigorous to execute: hold a stable length setpoint via feed/RPM control; maintain a uniformly tight knife gap; pick metallurgy and hardness that slow wear without inviting chipping; and prove both OEM fit and quality via a short, data‑backed trial. Vet any China rotary cutter factory with drawings, first‑article and hardness/heat‑treat documentation, and serialised traceability; model landed cost with duties, freight, regrinds, and downtime included. Your next steps are straightforward: request and review drawings, schedule a pilot cut on a recycled‑content run with clear pass/fail criteria, and lock logistics and after‑sales terms (FOB or CIF) before you commit.
How to verify critical numbers on your own line
If you use this guide as a procurement baseline, treat the following as must‑verify on your machine items before you scale to volume:
- Knife gap/clearance: verify with calibrated gauges at multiple points (left/centre/right) and re‑check after clamp torque.
- Hardness window: confirm the OEM‑approved range for your cutter model, then verify incoming knives with a documented test method and traceable reference blocks.
- Geometry after regrind: confirm the grinding shop restores bevel/relief geometry and surface finish; re‑gap and re‑check cut quality after installation.
- Acceptance metrics: lock down one in‑house method for pellet length sampling and fines % so supplier comparisons are apples‑to‑apples.
Document control: Version 1.1 (reviewed 2026-03-22 — acceptance‑trial template, verification checklist, and author details added.)
References (selected)
- Bay Plastics Machinery — Basics of Strand Pelletizing (training PDF, mechanism and gap uniformity). 2015. https://bayplasticsmachinery.com/wp-content/uploads/2015/11/BPM-Training.pdf
- Cowin Extrusion — Maintenance tips to keep pelletizer blades sharp (clearance checks and sharpening). 2024. https://www.cowinextrusion.com/follow-these-maintenance-tips-to-keep-your-pelletizer-blades-sharp/
- American Cutting Edge — D2 pelletizer knife listing showing 57–59 HRC example. Accessed 2026. https://americancuttingedge.com/gala-compatible-1-6-x-0-65-x-0-14-inch-pelletizer-knife-d2-455-g650d
- IncoDocs — CIF vs FOB Incoterms (responsibilities and risk transfer). 2025. https://incodocs.com/blog/cif-vs-fob-incoterms/
- Tariffnumber.com — HS 82089000 description (indicative reference). 2026. https://www.tariffnumber.com/2026/82089000
Auteur
Tommy Tang — Senior Sales Engineer, Nanjing METAL Industrial.
- Experience: 12 years in industrial blades and cutting applications
- Certifications: CSE, CME, Six Sigma Green Belt, PMP