
Ce guide s'adresse aux responsables de lignes de granulation à l'eau qui exigent une qualité de coupe fiable, des changements de format réduits et des coûts prévisibles. Vous découvrirez les exigences techniques pour stabiliser la longueur et la forme des granulés, comment évaluer avec confiance un fabricant chinois de coupeuses rotatives, les informations essentielles à demander dans la documentation de contrôle qualité et comment modéliser le coût total de possession et l'économie du cycle de vie sans mauvaises surprises. Nous mettons l'accent sur la fiabilité, la traçabilité du contrôle qualité, la compatibilité avec les équipementiers et le coût par tonne dans des scénarios à forte teneur en matières recyclées et à alimentation variable. Si vous comparez différentes options de coupeuses rotatives pour la granulation à l'eau, ce guide vous servira de référence.
Points clés à retenir
- Les intervalles de changement de couteaux et le TRS s'améliorent lorsque la vitesse d'avance et le régime de coupe sont synchronisés et que l'écartement des couteaux est uniforme et réduit ; considérez le réaffûtage et le réajustement de l'écartement comme un programme géré, et non comme une tâche ponctuelle.
- Le coût total par tonne dépend de la durée de vie de la lame, des réaffûtages autorisés, du temps de remplacement, du fret/assurance/droits de douane et du risque d'arrêt de production ; établissez un modèle de coût total, et non une simple comparaison de prix.
- Pour les alimentations recyclées ou abrasives, sélectionnez les aciers à outils D2, M2, carbure ou PM en fonction des compromis entre usure, dureté à chaud et ténacité ; confirmez les plages de dureté approuvées par l'OEM pour votre modèle.
- Vérification des fournisseurs avec des dessins, des inspections du premier article, des rapports de dureté/traitement thermique et une traçabilité sérialisée ; preuve de l'adéquation et des performances via un essai d'acceptation court et reproductible.
- Choisissez délibérément les Incoterms (FOB vs CIF) pour équilibrer le contrôle logistique et la simplicité ; alignez la garantie, le délai de réaffûtage et la stratégie de pièces détachées avant de passer vos commandes.
Exigences relatives à la ligne Water Strand

Contrôle de la longueur et de la vitesse des granulés
La longueur des granulés est déterminée par le rapport entre la vitesse d'alimentation du fil et la vitesse de rotation de la lame, multiplié par le nombre de lames. Les granulateurs à fil modernes utilisent des entraînements indépendants, ce qui permet de régler la longueur des granulés dans une plage pratique et de la maintenir malgré les variations des conditions en amont. Les brochures des fournisseurs illustrent des plages de réglage typiques, par exemple de 0,5 à 5 mm, avec des entraînements indépendants pour l'alimentation et la lame ; voir, par exemple, le système de granulateur à fil Three-Tec (2024), qui spécifie une vitesse de rotation de la lame de 0 à 300 tr/min et un contrôle indépendant de la vitesse pour des longueurs comprises approximativement entre 0,5 et 5 mm en pratique, selon sa brochure. Pour votre ligne, considérez ces valeurs comme indicatives et vérifiez la plage de réglage et la résolution possibles à l'aide du manuel du fabricant et de l'échelle de l'interface homme-machine.
Pourquoi c'est important pour le TRS : une consigne de longueur stable réduit les retouches et assure une classification constante. En cas de dérive de la longueur, il convient d'examiner d'abord la synchronisation de la vitesse, puis la mécanique de coupe (écart, état des bords), avant d'élargir les tolérances du processus. Si vous envisagez d'acquérir une machine de coupe rotative pour la granulation de filaments d'eau, vérifiez le principe de commande (entraînements couplés ou indépendants) lors de la sélection des fournisseurs.
Référence : un document de formation constructeur (PDF) de Bay Plastics Machinery explique le fonctionnement conjoint du système de coupe et d’alimentation dans un espace contrôlé et souligne l’importance de la stabilité mécanique du poste de coupe pour maintenir la longueur définie sous charge. Voir le document de formation « Principes de base de la granulation de brins » (Bay Plastics Machinery, PDF). Machines pour plastiques de la baie — Principes de base de la granulation par brins (formation PDF, mécanisme et uniformité de l'écartement)
Jeu de couteaux et tolérances
L'écart entre le couteau rotatif et le couteau de lit est déterminant pour la netteté de la coupe. Un écart uniforme, quasi nul, permet une coupe nette des fibres ; un écart trop important ou irrégulier entraîne des queues, des fines fibres et des fibres trop courtes ou trop longues. En pratique, les manuels d'entretien des granulateurs recommandent souvent un écart initial d'environ 0,2 à 0,3 mm pour les granulateurs en général, mais la valeur optimale dépend du fabricant. L'objectif est d'obtenir un écart faible et constant sur toute la largeur, vérifié en plusieurs points.
Une procédure opérationnelle standard pragmatique pour combler cet écart de production :
- Préréglez la position du couteau de lit à l'aide de la méthode de poussée-traction ou de calage recommandée par votre fabricant d'équipement d'origine (OEM) ; serrez légèrement.
- Insérez des jauges d'épaisseur calibrées à gauche, au centre et à droite, faites tourner le rotor à la main sur un tour complet et notez les points de frottement léger. Ajustez pour égaliser.
- Serrer complètement les brides, puis vérifier l'uniformité. Toute zone « haute » après le serrage indique une déviation du couteau de table ; recalibrer ou inspecter les supports.
- Consignez les réglages finaux (positions/couples) afin d'améliorer la répétabilité à chaque changement.
Deux signes pratiques indiquent que vous perdez l'affûtage : une augmentation du pourcentage de fines à régime et avance constants, ou un nouveau cliquetis audible lorsque le tranchant glisse au lieu de couper. Pour des conseils d'entretien régulier, l'article de Cowin sur la maintenance résume la fréquence d'affûtage et les contrôles de jeu (2024). Cowin Extrusion — Conseils d'entretien pour maintenir le tranchant des lames de la presse à granulés (vérifications du jeu et affûtage)
Matériaux et dureté des fenêtres
Dans le contexte de l'utilisation de matériaux recyclés et de formulations variables, l'abrasion, la contamination et les variations de température complexifient la métallurgie des lames. Il convient de considérer les matériaux et la dureté comme un ensemble de compromis.
- D2 (DIN 1.2379) : Forte résistance à l’usure à froid ; la fiche technique d’une lame de granulateur compatible Gala indique une dureté de travail de 57 à 59 HRC. Utilisez cette valeur comme référence pour votre application et vérifiez les spécifications de votre fabricant. American Cutting Edge — Liste des lames de granulateur D2, exemple de lame 57–59 HRC
- M2 (HSS) : Choisi pour sa dureté à chaud à vitesse/température donnée ; la dureté typique après traitement thermique est souvent de l’ordre de 60 à 65 HRC, selon le cycle de trempe/revenu. Par exemple, Carpenter’s Fiche technique de l'acier rapide CarTech® M2 (PDF) Il fournit des indications sur le traitement thermique et constitue un point d'ancrage utile lorsque vous définissez une plage de dureté approuvée par le fabricant d'équipement d'origine pour votre modèle de fraise.
- Carbure (massif ou à surface plane) : résistance à l’usure maximale pour les alimentations très chargées ou sales ; prévoir un équivalent > 70 HRC (par exemple, carbure cémenté), mais gérer la fragilité et le coût ; assurer un support mécanique pour éviter l’écaillage.
- Aciers à outils PM : à considérer lorsque vous avez besoin d’une usure similaire à celle du D2 avec une ténacité accrue pour atténuer les micro-ébréchures sous l’effet des chocs.
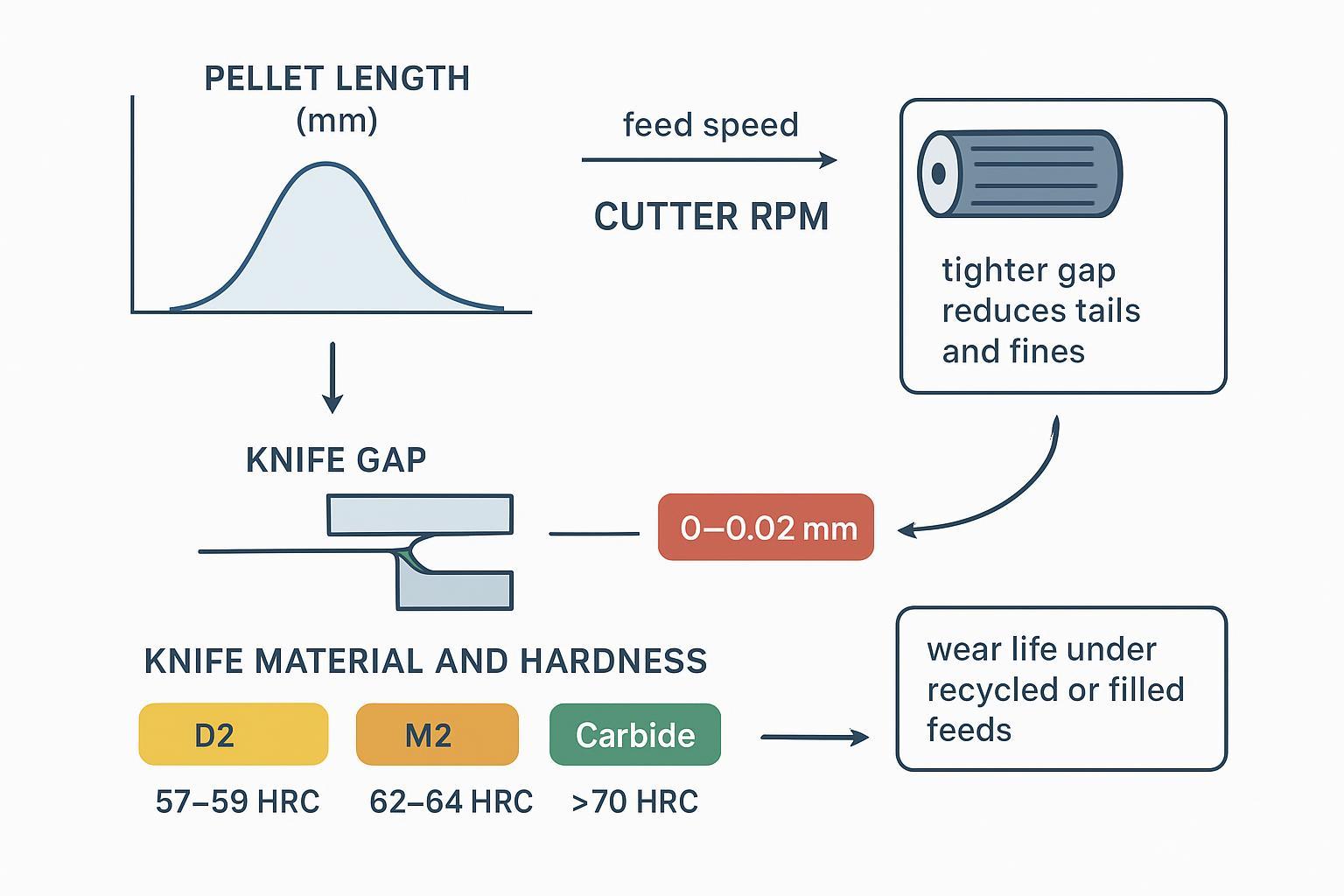
Le graphique ci-dessus relie quatre leviers que vous contrôlez : la longueur des granulés via l’alimentation/le régime moteur, l’écartement des couteaux (certaines usines visent un écartement quasi nul). efficace L’engagement dans des contrôles qualité rigoureux est essentiel, mais le jeu et la méthode appropriés dépendent toujours du fabricant et de la machine, ainsi que du matériau et de la dureté de la lame pour l’avance donnée. En bref : choisissez une métallurgie qui limite l’usure, mais préservez la géométrie grâce à des réaffûtages précis et réguliers afin de maintenir un jeu effectif réduit.
Pour une vision plus globale des matériaux et des tolérances dans les applications de découpe des polymères, consultez ce guide interne sur les lames industrielles pour le traitement des plastiques. Lames industrielles pour le traitement des matières plastiques — Guide MAXTOR METAL
Examiner une usine de découpeuses rotatives en Chine
Compatibilité et schémas des équipementiers
Commencez par une vérification de compatibilité à l'aide de plans. Partagez les plans actuels ou anciens et, si autorisé, un échantillon de rotor et de couteau de banc. Demandez confirmation à l'usine :
- Dimensions critiques (L/l/T), diamètres et espacement des trous, détails de fraisage/alésage et schéma de référence.
- Géométrie des bords (biseaux/reliefs), indications de planéité/parallélisme sur les faces rectifiées et exigences de finition de surface.
- Assemblages : schémas de boulonnage, tolérances des fentes et faux-rond acceptable sur toutes les interfaces rotatives.
- Plan d’inspection : comment les données du premier article seront capturées (CMM/jauge de hauteur), niveau d’échantillonnage et limites de réussite/échec.
Les granulateurs à filaments nécessitent un support de couteau stable pour maintenir l'écartement réglé sous charge ; il convient donc de vérifier la stabilité dimensionnelle après serrage (mesures de couple avant et après serrage). Le document PDF de formation de Bay Plastics Machinery présente les configurations de serrage typiques utilisées pour régler et maintenir un écartement précis ; ce principe s'applique également aux contrôles de réception des couteaux de remplacement. Machines pour plastiques Bay — Principes de base de la granulation par filaments (méthode de lit à couteaux push-pull, formation PDF)
Contrôle qualité, certifications et traçabilité
Demandez à chaque usine candidate un dossier de contrôle qualité complet, associé à chaque lot de coulée et au numéro de série de chaque lame finie :
- Certificat de matériau (qualité, composition chimique, lot de coulée), rapports d'inspection à réception.
- Dossiers de traitement thermique (détails de trempe/revenu) liés au lot ; rapports de dureté avec traçabilité de la méthode et des blocs certifiés.
- Rapport d'inspection dimensionnelle des premiers articles et des lots de production ; méthodes de mesure et instruments de mesure identifiés.
- Sérialisation reliant chaque lame à son matériau, à son traitement thermique et aux résultats d'inspection.
Les fournisseurs doivent également documenter leurs méthodes de contrôle de la déformation par traitement thermique. Pour plus d'informations sur le contrôle de la déformation et la stratégie de revenu des lames de machines, consultez cette explication sur le traitement thermique. Procédé de traitement thermique pour lames de machines — Guide MAXTOR METAL
Si vous êtes en train de présélectionner des fournisseurs, notez que MAXTOR MÉTAL Nous pouvons fournir des dossiers de contrôle qualité (certificats de matériaux, rapports de dureté et de dimensions) et accompagner les projets d'adaptation OEM à partir des plans ou échantillons du client, conformément à la liste de contrôle ci-dessus. Restez neutre : demandez des spécimens de documents et un plan de premier article avant de passer commande en volume.
Essais et acceptation des échantillons
Convenir d'un essai d'acceptation que vous pouvez reproduire en interne sur une production à contenu recyclé :
- Capacité de longueur des granulés : prélevez au moins 30 granulés à l’état stationnaire et calculez les indices de capabilité par rapport à votre plage de longueur nominale. De nombreux programmes qualité visent un Cpk ≥ 1,33 pour les caractéristiques générales et ≥ 1,67 pour les caractéristiques critiques. Assurez-vous de la stabilité du procédé avant l’évaluation de la capabilité.
- Pourcentage de fines : définissez une méthode interne (par exemple, collecter les granulés après séchage, les tamiser à une taille inférieure à un seuil spécifié, par exemple < 0,5 mm, peser les fines et indiquer la masse totale de l’échantillon). Suivez séparément les queues et les particules longues à l’aide d’un protocole visuel simple. Les guides de dépannage de Plastics Technology offrent un contexte pragmatique de diagnostic des défauts que vous pouvez adapter à vos procédures opératoires normalisées. Technologie des plastiques — Résoudre sept problèmes courants de granulation (dépannage pratique)
- Stabilité en cours de fonctionnement : exécuter chaque condition pendant au moins 30 minutes, en enregistrant la longueur moyenne/écart-type des granulés, les fines % et les défauts observés. Noter la vitesse de rotation de la fraise, la vitesse d’avance, le nombre de brins, la température du polymère, le réglage de l’écartement des couteaux et l’état des couteaux.
Définissez les seuils de réussite/échec dans le bon de commande et exigez que le rapport du premier article du fournisseur corresponde à vos fenêtres de dessin et de dureté avant l'essai.
Utilisez le modèle ci-dessous pour rendre l'essai reproductible et vérifiable selon les équipes et les fournisseurs :
| Élément du dossier d'essai | Que capturer | Exemple / notes |
|---|---|---|
| Configuration ligne + coupe | Modèle de granulateur, références des lames rotor/lit, nombre de lames, nombre de brins | Consignez la révision du dessin et les entretoises/cales utilisées. |
| Contexte matériel | Polymère, contenu recyclé %, charge/fibre %, notes sur la contamination, plage de température de fusion | Notez l'identifiant du lot pour pouvoir répéter l'exécution. |
| Points de consigne | Vitesse d'avance, vitesse de rotation du coupeur, longueur cible des granulés, conditions du bain-marie, paramètres du séchoir | Capturez des captures d'écran de l'IHM si cela est autorisé. |
| État du couteau au départ | Neuf / réaffûté, nombre de réaffûtages, notes sur la géométrie du tranchant, planéité/parallélisme mesuré | Joindre le rapport de broyage du fournisseur, le cas échéant. |
| Méthode de l'écartement du couteau + résultat | Méthode utilisée (poussée-traction / cales), type de jauge, points de mesure (G/C/D), lectures finales | Relevé des mesures avant et après le serrage |
| Capacité de longueur des granulés | n ≥ 30 pastilles, moyenne/écart-type, Cpk en fonction de votre fenêtre de spécifications | Ne calculez le Cpk qu'une fois le processus stabilisé. |
| Méthode des amendes % | Emplacement de l'échantillon (après le séchoir), seuil de tamisage (par exemple, < 0,5 mm), masse de l'échantillon, masse des fines | Maintenir la masse du tamis et de l'échantillon constante d'une analyse à l'autre. |
| Stabilité d'exécution | Durée minimale d'exécution (ex. : 30 min par condition), notes sur les défauts (queues/longues), tout bruit/vibration | Consignez les horodatages et toutes les interventions. |
| Décision réussite/échec | Seuils prédéfinis pour la distribution des longueurs, les amendes % et le taux de défauts | Inclure les noms des signataires et la date |
Pièges courants (à mentionner dans votre plan d'essai) :
- Des valeurs d'écart qui semblent correctes avant Couple de serrage final, puis changement de vitesse après serrage — toujours enregistrer les deux.
- Comparer les fournisseurs en utilisant différents points d'échantillonnage (par exemple, avant le séchoir par rapport à après le séchoir) ou différentes mailles de tamis — standardiser d'abord la méthode.
- Accepter un « bon » résultat sans vérifier l’état du couteau (neuf ou réaffûté) et le nombre de réaffûtages – il faut le consigner systématiquement.
Logistique, tarifs douaniers et service après-vente

Délais de livraison et Incoterms
Établissez des calendriers réalistes : la fabrication des couteaux prototypes (examen des plans et premier article) prend souvent 2 à 4 semaines ; les lots de production ajoutent le délai d’approvisionnement des matières premières, la capacité de traitement thermique et la logistique d’expédition. Précisez les périodes de consolidation si vous gérez des kits de pièces détachées ou plusieurs références.
Choisissez les Incoterms adaptés à votre niveau de maturité logistique. En FOB, le vendeur prend en charge les coûts locaux jusqu'au chargement ; vous gérez le transport principal, l'assurance et le groupage. En CIF, le vendeur organise également le fret et l'assurance minimale jusqu'au port convenu, mais le risque est transféré au chargement à l'origine. Pour une comparaison claire à destination des acheteurs, ce document explicatif sur les Incoterms détaille les responsabilités et le transfert des risques (cadre de la CCI). IncoDocs — Incoterms CIF vs FOB (responsabilités et transfert des risques, 2025)
| Terme | Qui paie le fret ? | Qui paie l'assurance ? | point de transfert des risques |
|---|---|---|---|
| GOUSSET | Acheteur | Acheteur | Au chargement sur le navire à l'origine |
| CIF | Vendeur | Vendeur (minimum) | Au chargement sur le navire à l'origine |
Conseil : Les acheteurs expérimentés de pièces industrielles préfèrent souvent le FOB pour contrôler les transporteurs et le groupage ; le CIF peut simplifier les programmes plus petits ou moins fréquents.
Modélisation des tarifs et des coûts d'acheminement
Le classement détermine les droits de douane. Les lames et couteaux de machines relèvent généralement du chapitre 82 du SH ; sur de nombreux marchés, le code 8208.90 est utilisé pour désigner les « autres » lames et couteaux de coupe pour machines. Veuillez vérifier auprès de votre courtier en douane les règles applicables dans votre juridiction et en fonction de l’utilisation finale. Tariffnumber.com — Description du code SH 82089000 (référence indicative, à confirmer localement)
Élaborez un modèle de coût total de revient plutôt que de vous baser uniquement sur le prix unitaire. Les intrants comprennent généralement :
- Prix unitaire et durée de vie prévue (heures ou tonnes) par tranchant ; réaffûtages autorisés et coût de réaffûtage par tranchant.
- Temps et main-d'œuvre liés aux changements de production ; provision pour risque d'arrêts imprévus.
- Fret, assurance, droits/taxes, courtage et transport intérieur selon l'Incoterm.
Effectuez une analyse de sensibilité sur la durée de vie et le broyage, car ces deux variables dominent généralement le coût par tonne.
Garantie, réaffûtage, procédures opérationnelles normalisées
Un fournisseur fiable précise ses garanties (matériaux, plage de dureté, conformité dimensionnelle) et sa gestion des défauts (délais, avoir, remplacement). Pour l'affûtage, exigez une rectification CNC qui restaure la géométrie et la finition de surface d'origine ; demandez un bref rapport après chaque affûtage et notez le nombre d'affûtages restants pour chaque lame.
Cadence de maintenance pratique pour l'OEE :
- Dès les premiers signes d'accumulation de particules fines, remplacez le rotor et le contre-lame par des modèles neufs et affûtés, plutôt que de vous acharner sur un affûtage émoussé. Vérifiez l'écartement lors de l'installation, puis utilisez le rotor et le contre-lame usés pour l'affûtage.
- Après chaque broyage, mesurez la planéité/le parallélisme, réajustez soigneusement l'écartement et enregistrez le temps de fonctionnement pour établir des courbes de durée de vie pour vos recettes à base de contenu recyclé.
Pour plus d'informations sur le processus d'affûtage, ce guide de maintenance aborde la préservation de la géométrie et l'état d'esprit à adopter lors de l'inspection. Conseils d'entretien des lames industrielles — MAXTOR METAL
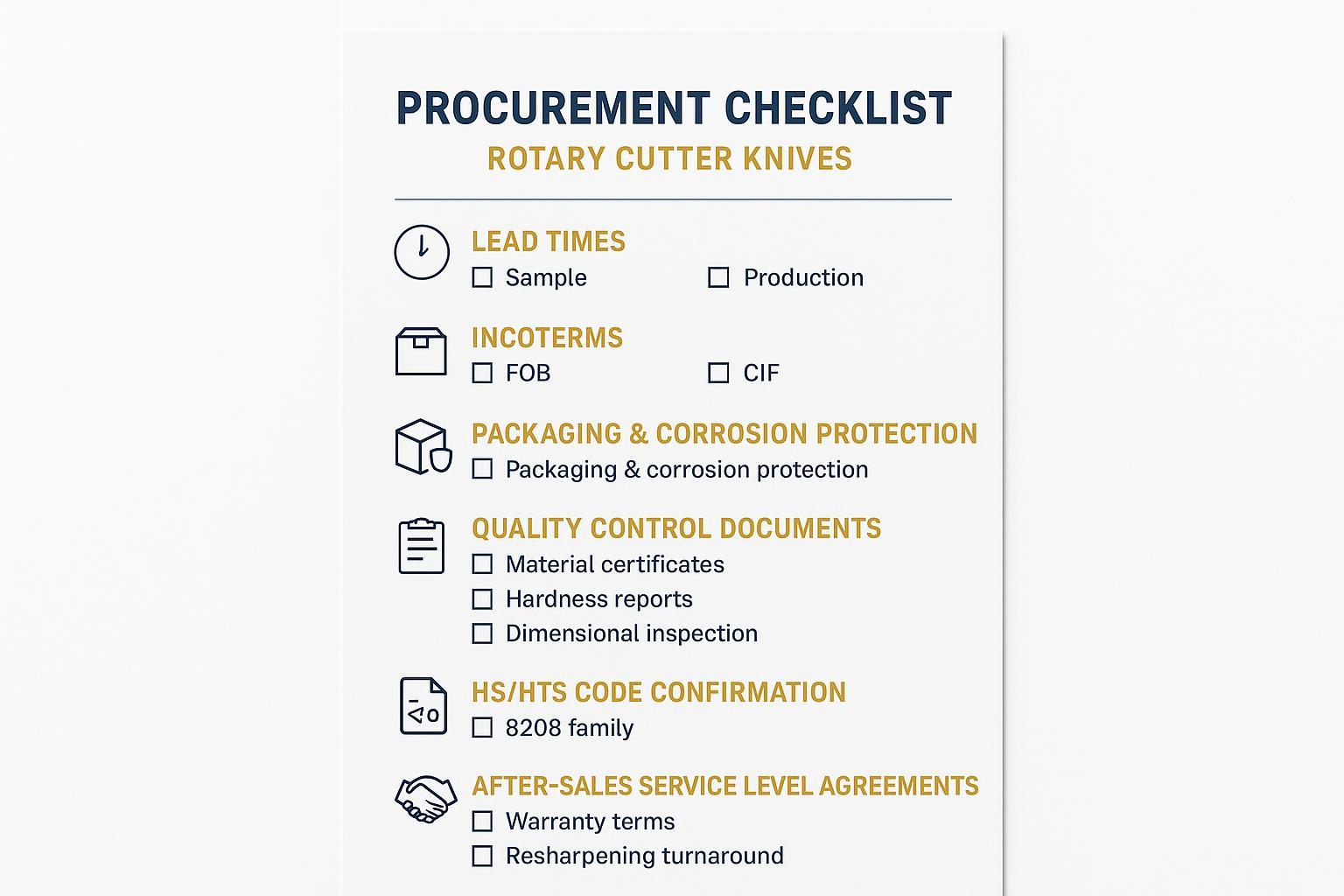
Utilisez la liste de contrôle d'approvisionnement ci-dessus comme aide-mémoire d'une page lors de vos échanges avec les fournisseurs. Ajoutez vos propres seuils d'acceptation spécifiques à chaque ligne et les sous-codes SH par destination.
Conclusion
Pour la granulation de fibres d'eau avec alimentation recyclée et variable, la recette gagnante est simple à énoncer et rigoureuse à mettre en œuvre : maintenir une longueur de consigne stable grâce au contrôle de l'avance et de la vitesse de rotation ; garantir un écartement uniforme des couteaux ; choisir une métallurgie et une dureté qui limitent l'usure sans provoquer d'écaillage ; et prouver la compatibilité avec les spécifications d'origine et la qualité par un essai court et étayé par des données. Vérifiez scrupuleusement toute usine chinoise de découpe rotative en lui fournissant des plans, la documentation relative au premier article, aux traitements thermiques et à la dureté, ainsi qu'une traçabilité sérialisée ; estimez le coût total, droits de douane, frais de transport, rebroyage et temps d'arrêt inclus. Les étapes suivantes sont simples : demandez et examinez les plans, planifiez une découpe pilote sur un échantillon recyclé avec des critères de réussite/échec clairs, et finalisez les conditions logistiques et après-vente (FOB ou CIF) avant de vous engager.
Comment vérifier les numéros critiques sur votre propre ligne
Si vous utilisez ce guide comme base de référence pour vos achats, considérez les éléments suivants comme à vérifier sur votre machine éléments à prendre en compte avant de passer à l'échelle supérieure :
- Jeu/écartement de la lame : vérifier avec des jauges étalonnées en plusieurs points (gauche/centre/droite) et revérifier après le couple de serrage.
- Fenêtre de dureté : Vérifiez la plage approuvée par le fabricant d'origine pour votre modèle de coupe, puis contrôlez les lames entrantes à l'aide d'une méthode de test documentée et de blocs de référence traçables.
- Géométrie après rectification : Vérifier que l'atelier de rectification rétablit la géométrie du biseau/relief et la finition de surface ; recalibrer et revérifier la qualité de coupe après l'installation.
- Métriques d'acceptation : verrouiller une méthode interne pour l’échantillonnage de la longueur des granulés et des fines % afin que les comparaisons entre fournisseurs soient équitables.
Contrôle des documents : Version 1.1 (révisée le 22/03/2026 — ajout d’un modèle d’essai d’acceptation, d’une liste de contrôle de vérification et des informations sur l’auteur).
Références (sélectionnées)
- Bay Plastics Machinery — Principes de base de la granulation par filaments (formation PDF, mécanisme et uniformité de l'écartement). 2015. https://bayplasticsmachinery.com/wp-content/uploads/2015/11/BPM-Training.pdf
- Cowin Extrusion — Conseils d'entretien pour maintenir le tranchant des lames de granulateur (vérifications du jeu et affûtage). 2024. https://www.cowinextrusion.com/follow-these-maintenance-tips-to-keep-your-pelletizer-blades-sharp/
- American Cutting Edge — Liste de couteaux pour granulateurs D2, avec un exemple de dureté 57–59 HRC. Consulté en 2026. https://americancuttingedge.com/gala-compatible-1-6-x-0-65-x-0-14-inch-pelletizer-knife-d2-455-g650d
- IncoDocs — Incoterms CIF vs FOB (responsabilités et transfert des risques). 2025. https://incodocs.com/blog/cif-vs-fob-incoterms/
- Tariffnumber.com — Description du code SH 82089000 (référence indicative). 2026. https://www.tariffnumber.com/2026/82089000
Auteur
Tommy Tang — Ingénieur commercial senior, Nanjing METAL Industrial.
- Expérience : 12 ans dans le domaine des lames industrielles et des applications de coupe
- Certifications : CSE, CME, Ceinture verte Six Sigma, PMP
3 réponses