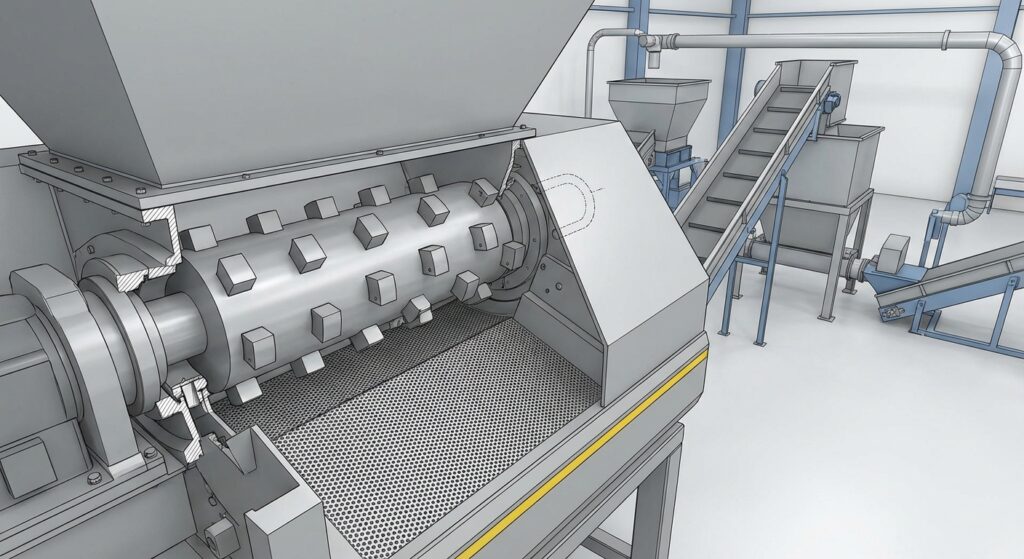
घर्षणकारी प्लास्टिक धाराओं में—जैसे कि कांच से भरा रीग्राइंड, खनिज से भरे यौगिक, या रेत और बजरी ले जाने वाले गठ्ठे—ब्लेड का घिसाव शायद ही कभी "केवल सामग्री की समस्या" होता है। एक सिंगल-शाफ्ट श्रेडर में, सेटअप के विकल्प यह तय करते हैं कि चाकू स्थिर रूप से काटते रहेंगे या अपना पूरा जीवन गर्म होने, रगड़ने और विपरीत दिशा में घूमने में व्यतीत करेंगे।
आप अधिकांश संयंत्रों द्वारा दस्तावेजित किए जाने वाले कारकों की तुलना में अधिक नियंत्रण रखते हैं: फ़ीड दर की एकरूपता, गति/टॉर्क व्यवस्था, और स्क्रीन और कटिंग गैप किस प्रकार सामग्री को कटिंग चैम्बर में पुनः प्रसारित करने के लिए मजबूर करते हैं।
चाकू की इंजीनियरिंग अभी भी मायने रखती है - स्टील का चुनाव, हीट ट्रीटमेंट की गुणवत्ता, कोटिंग और धार की ज्यामिति घर्षणकारी प्लास्टिक रीसाइक्लिंग ब्लेड के लिए सुरक्षा की अंतिम पंक्ति हैं - लेकिन यह तब सबसे अच्छा काम करती है जब प्रक्रिया चाकू के खिलाफ नहीं होती है।
अंत में, रखरखाव का सबसे विश्वसनीय संकेत "सुस्त महसूस होना" नहीं है। kWh/ton, कंपन प्रवृत्ति और रिवर्स चक्रों पर नज़र रखें। ये संकेत किनारों के टूटने, दरार पड़ने या लाइन के ठप होने जैसी स्थिति में पहुँचने से पहले ही टूट-फूट का संकेत देते हैं।
चाबी छीननाRPM को समायोजित करने से पहले फीड को स्थिर करें। सबसे कम गति पर चलाएं जो आपके लक्षित उत्पादन पर भी साफ-सुथरा कटाई सुनिश्चित करे। कटाई के अंतराल को कम और सत्यापित रखें, और तीक्ष्णता का समय निर्धारित करने के लिए kWh/ton + रिवर्स चक्रों का उपयोग करें।
परिचय
घर्षणशील प्लास्टिक ब्लेड को एक झटके में खराब नहीं करते—वे अधिक फिसलन संपर्क, अधिक गर्मी और चैम्बर के अंदर अधिक पुनर्संचरण के कारण उन्हें घिसते हैं। ऐसा होने पर, आपको वही पैटर्न दिखाई देता है: मोटर पर बढ़ता भार, अधिक विपरीत चक्र, अधिक गर्म धारें, और अंततः सूक्ष्म-छिलने या मुड़ी हुई धारें।
इसीलिए सेटअप संबंधी निर्णय आमतौर पर ब्लेड के जीवनकाल और अपटाइम को स्टील की गुणवत्ता से कहीं अधिक प्रभावित करते हैं। यदि फीड में अचानक उछाल आता है, या स्क्रीन सामग्री की स्थिति के लिए बहुत तंग है, तो श्रेडर "काम" तो करेगा, लेकिन वह रगड़ और रिवर्स मूवमेंट के माध्यम से ऐसा करेगा - ये दोनों ही ब्लेड के किनारों के घिसाव को तेज करते हैं।
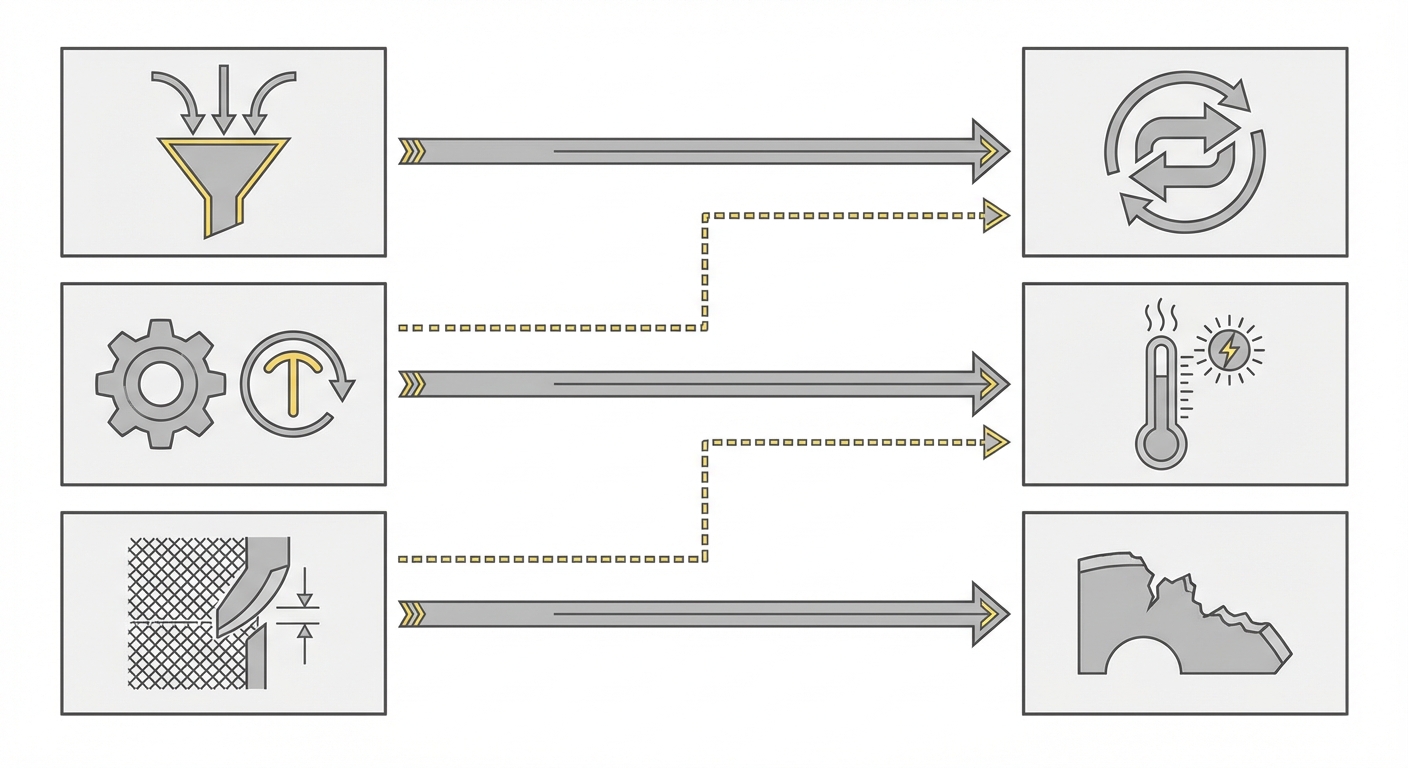
नियंत्रणीय लीवर सरल हैं:
- फीड दर (और यह कितना एकरूप है)
- रोटर गति/टॉर्क (जिस व्यवस्था में आप काम करते हैं)
- स्क्रीन और कटिंग गैप (प्रत्येक पास में आकार घटाने के लिए आप कितना दबाव डालते हैं)
चाकूओं की इंजीनियरिंग प्रक्रिया में संपूर्ण प्रक्रिया शामिल होती है: स्टील का प्रकार, ताप उपचार, कोटिंग/हार्डफेसिंग और घर्षणकारी प्लास्टिक रीसाइक्लिंग ब्लेडों के लिए धार की ज्यामिति। ये विकल्प निर्धारित करते हैं कि धार टूटने, गोल होने या धार खोने से पहले कितना दबाव सहन कर सकती है।
निगरानी के लिहाज़ से, गंभीर लक्षणों का इंतज़ार न करें। kWh/ton, कंपन/शोर के रुझान और विपरीत चक्रों को मापने योग्य संकेतकों के रूप में उपयोग करके विफलताओं से पहले ही रखरखाव की योजना बनाएं।
प्रक्रिया सेटअप

फ़ीड दर नियंत्रण
घर्षणकारी कच्चा माल अनियमितता को दंडित करता है। एक स्थिर, नियंत्रित फीड रोटर को एक अनुमानित कटिंग मोड में रखता है; अचानक फीड बढ़ने से मशीन ओवरलोड हो जाती है (उच्च करंट/टॉर्क स्पाइक्स, रिवर्स और गर्मी उत्पन्न होती है)।
वे नियंत्रण बिंदु जो आमतौर पर सबसे तेजी से प्रतिफल देते हैं:
- उछाल को रोकें: "डंप फीडिंग" से बचें, जिसमें सामग्री का एक बड़ा हिस्सा रोटर से टकराता है, और फिर चैम्बर आधा खाली चलता है।
- फ़ीड को मापेंनियंत्रित कन्वेयर/रैम जाम और घिसावट को कम करता है; 2025 के एक तकनीकी नोट में इस बात पर जोर दिया गया है। अधिक खिलाने से जाम की समस्या बढ़ जाती है और सुस्ती/अतिभार की घटनाएं तेज हो जाती हैं। प्लास्टिक प्रसंस्करण में (रोटर गति, स्क्रीन आकार और नाइफ गैप का मिलान (2025)).
- संदूषण को एक प्रक्रिया चर के रूप में मानें।यदि गांठों में बजरी या महीन कण मौजूद हों, तो अपस्ट्रीम स्क्रीनिंग और धुलाई के चरण, चाकूओं तक पहुंचने से पहले अपघर्षक भार को कम कर देते हैं।
फीड रेट को नियंत्रित न करने पर विफलता इस प्रकार दिखती है: प्रति घंटे अधिक रिवर्स साइकिल, "अस्थिर" मोटर करंट, और रोटर से निकलने वाले चाकू साफ घिसावट वाली सतह के बजाय चिकने, गोल किनारों के साथ निकलते हैं।
रोटर की गति और टॉर्क
घर्षणशील प्लास्टिक के लिए, तेज़ गति हमेशा बेहतर नहीं होती। उच्च आरपीएम से फिसलन संपर्क और गर्मी बढ़ सकती है यदि स्क्रीन और गैप सामग्री को घुमाने के लिए मजबूर करते हैं। धीमी गति, उच्च टॉर्क वाली प्रक्रिया अक्सर धार के तापमान को कम करती है और चाकू को रगड़ने के बजाय "पकड़ने" में मदद करती है - बशर्ते फीड स्थिर हो।
व्यावहारिक निर्णय तर्क:
- अगर आप देखते हैं बार-बार उलटफेरआरपीएम बदलने से पहले पीक लोडिंग (फीड सर्ज) को कम करें।
- यदि मशीन सफाई से कटाई करती है लेकिन समय के साथ kWh/ton की खपत बढ़ती है, तो जांचें कि क्या आप किसी प्रतिबंधात्मक स्क्रीन/गैप द्वारा निर्मित उच्च-आरपीएम "रगड़" व्यवस्था में हैं।
- अपनी डिस्चार्ज आवश्यकता के अनुसार गति का मिलान करें: मैक्सटोर मेटल का कहना है कि धीमी रोटर गति छोटे स्क्रीन छिद्रों के साथ बेहतर काम करती है।, जबकि उच्च गति के लिए आमतौर पर बड़े छिद्रों की आवश्यकता होती है। अत्यधिक पुनर्संचरण और गर्मी से बचने के लिए (जैसा कि मैक्सटोर मेटल के 2025 के नोट में रोटर गति, स्क्रीन आकार और नाइफ गैप के मिलान पर चर्चा की गई है)।
गलत आरपीएम/टॉर्क प्रणाली के कारण विफलता कैसी दिखती है: कटिंग चैंबर का अधिक गर्म होना, प्लास्टिक का जमाव पिघल जाना/नरम हो जाना, और स्टील के सही होने पर भी किनारों का जल्दी से "पकड़ खो देना"।
स्क्रीन और कटिंग गैप
स्क्रीन और गैप सेटिंग्स यह तय करती हैं कि आप प्रति पास कितनी तेजी से आकार कम कर रहे हैं—और सामग्री कटिंग चैंबर में कितनी देर तक रहती है। घर्षणशील प्लास्टिक में, बहुत अधिक प्रतिबंधात्मक सेटिंग्स कटिंग को ग्राइंडिंग में बदल सकती हैं।
सुरक्षा संबंधी सूचनास्क्रीन बदलने, कटिंग गैप को एडजस्ट करने या कटिंग चैंबर में प्रवेश करने से पहले, अपने साइट के लॉकआउट/टैगआउट प्रक्रिया का पालन करें, सुनिश्चित करें कि रोटर हिल नहीं सकता है, और श्रेडर निर्माता के सर्विस निर्देशों का उपयोग करें। घूमने वाले उपकरणों पर यांत्रिक कार्य केवल प्रशिक्षित कर्मियों द्वारा ही किया जाना चाहिए। बुनियादी सुरक्षा आवश्यकताओं के लिए, OSHA देखें। खतरनाक ऊर्जा नियंत्रण लॉकआउट टैगआउट ओएसएचए मानक 29 सीएफआर 1910.147, और जोखिम-नियंत्रण सिद्धांतों में आईएसओ 12100 मशीनरी की सुरक्षा: डिजाइन जोखिम मूल्यांकन और जोखिम न्यूनीकरण के लिए सामान्य सिद्धांत और आईएसओ 14118 मशीनरी की सुरक्षा और अप्रत्याशित प्रारंभ की रोकथाम (यूरोप: EN 1037). मुख्य सेटअप सिद्धांत:
- स्क्रीन का आकार घिसावट का एक कारक है।छोटे छिद्र आकार नियंत्रण में सुधार करते हैं, लेकिन वे रहने का समय और घर्षण संपर्क बढ़ाते हैं।
- कटिंग गैप घिसाव को कई गुना बढ़ा देता है।एक तंग, सत्यापित अंतराल साफ कतरन में सहायक होता है; असमान रूप से खुलने वाला अंतराल रगड़, शोर और कंपन को बढ़ा सकता है।
- अंतर को समान रूप से सत्यापित करें चाकू की पूरी लंबाई में। एक "चौड़ा कोना" भी असमान भार और धार के टूटने का कारण बन सकता है।
व्यावहारिक सीमा शर्तें (इसे सुरक्षित और पुनरुत्पादनीय रखें):
- "गैप" के लिए OEM परिभाषाओं का उपयोग करें।: दस्तावेज़ कहाँ आप मापते हैं (उदाहरण के लिए, दोनों सिरों के पास + मध्य में) और कैसे मापने से पहले रोटर को लॉक कर दें।
- पूर्ण संख्या की तुलना में एकरूपता अधिक मायने रखती है।एक मामूली सा असामान्य नाममात्र अंतराल जो एक छोर से दूसरे छोर तक एक समान होता है, अक्सर एक चौड़े स्थान वाले "परिपूर्ण" नाममात्र अंतराल की तुलना में अधिक अनुमानित रूप से कटाई करता है।
- किसी भी बदलाव को एक नए आधार स्तर के रूप में मानें।स्क्रीन, गैप या नाइफ सेट बदलने के बाद, kWh/टन और रिवर्स/घंटे में बदलाव की उम्मीद करें—इसलिए पिछले महीने के आंकड़ों से तुलना करने के बजाय अपनी आधार रेखा को पुनः स्थापित करें।
समस्या निवारण के लिए एक उपयोगी नियम है क्रमबद्धता: यदि आपको कम रिवर्स और कम गर्मी की आवश्यकता है, तो पहले फीड की एकरूपता को ठीक करें, फिर एक उचित आरपीएम/टॉर्क व्यवस्था निर्धारित करें, फिर स्क्रीन और गैप को आकार के अनुसार समायोजित करें।
ब्लेड इंजीनियरिंग (अपघर्षक प्लास्टिक पुनर्चक्रण ब्लेड)
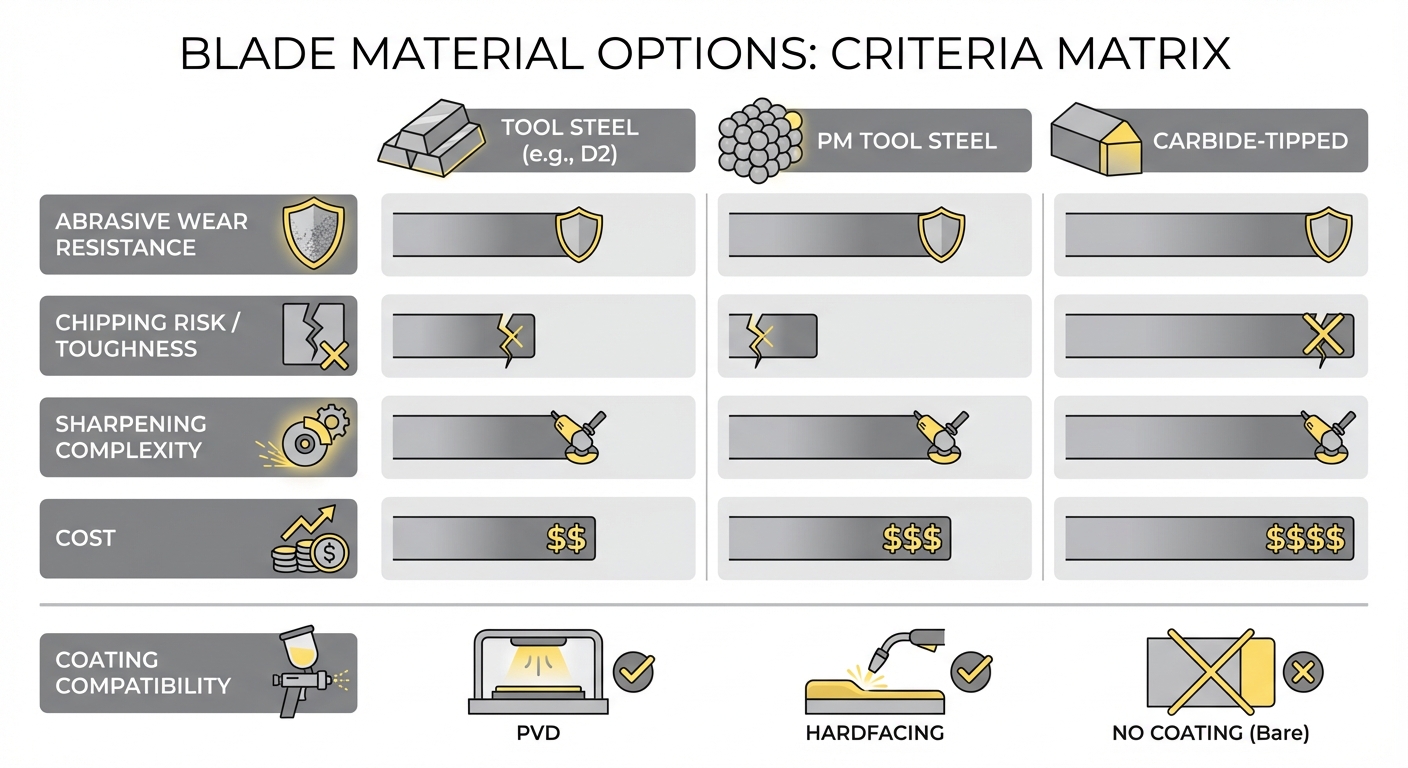
इस्पात और कठोरता लक्ष्य
घर्षणशील प्लास्टिक रीसाइक्लिंग ब्लेड में, आपको हमेशा दो विफलता मोड के बीच संतुलन बनाए रखना होता है:
- अपघर्षक घिसाव (किनारे गोल हो जाते हैं; किलोवाट-घंटे/टन की दर बढ़ती है; कटाई की गुणवत्ता में गिरावट आती है)
- प्रभाव-चालित चिपिंग (कोने टूट जाते हैं; कंपन बढ़ जाता है; अचानक जाम लग जाता है)
इसी दुविधा के कारण "जितना संभव हो उतना कठोर" एक सर्वमान्य उत्तर नहीं है। दूषित जलधाराओं और धातु के अवशेषों के लिए कठोरता आवश्यक है; वहीं कांच से भरी रीग्राइंड सामग्री के लिए घिसाव प्रतिरोध की आवश्यकता होती है।
एक व्यावहारिक चयन दृष्टिकोण:
- अपनी सबसे प्रभावी क्षति पहुंचाने की शैली (गोल घुमाकर या धीरे-धीरे नुकसान पहुंचाकर) से शुरुआत करें।
- इस्पात परिवार और लक्षित कठोरता निर्दिष्ट करें। श्रेणी आपकी मशीन की कटिंग ज्यामिति और अपेक्षित संदूषण स्तर के अनुसार उपयुक्त।
- ऐसे दस्तावेज़ की आवश्यकता है जो विभिन्न बैचों में कठोरता की पुनरावृत्ति सुनिश्चित कर सके।
चाकू खरीदते समय, आपूर्तिकर्ता की गुणवत्ता नियंत्रण (QA) भी महत्वपूर्ण हो जाती है। उदाहरण के लिए, MAXTOR METAL अपनी उत्पाद सूची में आने वाली सामग्री का प्रमाणीकरण और बहु-स्तरीय निरीक्षण (प्रथम उत्पाद, प्रक्रिया के दौरान, अंतिम उत्पाद) शामिल करता है। सिंगल-शाफ़्ट श्रेडर के लिए निश्चित ब्लेड सामग्री विकल्प और गुणवत्ता नियंत्रण चरण. घर्षणकारी सेवा में, इस प्रकार की पता लगाने की क्षमता "अज्ञात बैचों" के जोखिम को कम करती है जो जल्दी टूट जाते हैं या अप्रत्याशित रूप से घिस जाते हैं।
कोटिंग और हार्डफेसिंग
घर्षणशील प्लास्टिक में कोटिंग और हार्डफेसिंग से घिसावट की अवधि बढ़ाई जा सकती है—लेकिन केवल तभी जब वे घिसावट की प्रक्रिया और तीक्ष्णता योजना के अनुरूप हों।
इनका उपयोग तब करें जब:
- आपके पास एक स्थिर प्रक्रिया सीमा है (फीड/गति/स्क्रीन/गैप नियंत्रित हैं), और अपघर्षक घिसाव ही प्रमुख अवरोधक है।
- रीग्राइंडिंग के दौरान आप एज ज्योमेट्री को लगातार बनाए रख सकते हैं (यदि धार तेज करते समय एज अधिक गरम हो जाती है या गोल हो जाती है तो कोटिंग कोई जादू नहीं है)।
निम्नलिखित स्थितियों में कोटिंग को जबरदस्ती करने से बचें:
- आपकी सतह में अक्सर कठोर संदूषक मौजूद होते हैं जो प्रभाव के कारण टूट-फूट का कारण बनते हैं (यदि किनारे का सहारा और मजबूती मौजूद न हो तो एक बहुत कठोर सतह अचानक टूट सकती है)।
- आपकी रखरखाव प्रक्रिया इच्छित किनारे की ज्यामिति को संरक्षित नहीं कर सकती (यदि आप इसे अप्रत्याशित रूप से घिसकर हटा देते हैं तो कोटिंग का लाभ समाप्त हो जाता है)।
आपका निर्णय "लेपित बनाम गैर-लेपित" के आधार पर नहीं होना चाहिए, बल्कि "मैं किस विफलता के खतरे से निपटने के लिए समय खरीद रहा हूँ?"
एज ज्योमेट्री और शार्पनिंग
चाकू के घर्षणशील प्लास्टिक पर पड़ने वाले प्रभाव को बदलने का सबसे तेज़ तरीका उसकी धार की ज्यामिति है। एक ही स्टील से बनी दो धारें बहुत अलग-अलग तरह से घिस सकती हैं यदि एक धार बहुत पतली हो या यदि कोण के कारण फिसलने वाला संपर्क बनता हो।
इंजीनियरिंग संबंधी ऐसे विकल्प जो आमतौर पर घिसावट की पूरी क्षमता को प्रभावित किए बिना टूट-फूट को कम करते हैं:
- माइक्रो-चैम्फर या नियंत्रित एज रेडियस दूषित अपघर्षक धाराओं में किनारे को सहारा देने के लिए।
- फीडस्टॉक के अनुरूप ज्यामितिसीधी, दांतेदार और हुक/आर-आकार की किनारों का प्रभाव इस बात पर पड़ता है कि सामग्री को कैसे पकड़ा जाता है और भार कैसे वितरित होता है। किनारों की विभिन्न शैलियों और उनके उपयोग के बारे में व्यावहारिक जानकारी के लिए, देखें मैक्सटोर मेटल की ब्लेड डिजाइन/धार शैली संबंधी मार्गदर्शिका (2025).
- अनुशासन को निखारनाशीतलक को चालू रखें और अत्यधिक गर्मी से बचें; किनारे पर गर्मी से होने वाली क्षति "खराब स्टील" जैसा प्रभाव दिखा सकती है क्योंकि यह सूक्ष्म-क्षय की प्रक्रिया को तेज करती है।
मापी गई विचलन के आधार पर तीक्ष्णता ट्रिगर सेट करें, न कि आदत के आधार पर:
- स्थिर उत्पादन क्षमता पर kWh/टन में वृद्धि का रुझान
- समान फ़ीड मिश्रण पर विपरीत चक्रों में वृद्धि हो रही है
- कट साइज डिस्ट्रीब्यूशन में विस्तार (एक साथ अधिक फाइन + अधिक ओवरसाइज़)
प्रो टिपयदि आप स्क्रीन का आकार या उसके बीच का अंतर बदलते हैं, तो अपने "बेसलाइन" kWh/ton को रीसेट करें और चक्रों को उलट दें। अन्यथा, सेटअप में गड़बड़ी के लिए आप चाकू को ही दोषी ठहराएंगे।
निगरानी और निवेश पर लाभ
स्थिति निगरानी संकेत
कंडीशन मॉनिटरिंग जटिल होने की आवश्यकता नहीं है। घिसावट और क्षति से संबंधित कुछ चुनिंदा संकेतों का चयन करें, फिर उन्हें टन भार के आधार पर ट्रैक करें।
आमतौर पर सबसे पहले गति पकड़ने वाले संकेत:
- प्रति टन ऊर्जा (kWh/टन)समान थ्रूपुट पर kWh/टन में वृद्धि एज राउंडिंग, गैप ड्रिफ्ट या प्रतिबंधात्मक स्क्रीनिंग का स्पष्ट संकेत है।
- चक्रों को उलट देंप्रति घंटे अधिक बार सामग्री के उलटने का मतलब अक्सर ओवरलोड, अनियमित फीड या स्क्रीन/गैप का ऐसा संयोजन होता है जो सामग्री को लगातार घुमाता रहता है।
- कंपन और असामान्य शोर का रुझानकंपन में वृद्धि चाकू के असमान घिसाव, किनारों के टूटने, ढीले फास्टनर या चैम्बर में किसी प्रकार के प्रभाव का संकेत दे सकती है; मैक्सटोर मेटल अपने दिशानिर्देशों में असामान्य कंपन/शोर और काटने की क्षमता में कमी को रखरखाव के लिए आवश्यक संकेत के रूप में बताता है। रखरखाव संकेतों की चेकलिस्ट (2024).
“घिसावट का पैटर्न → संकेत → संभावित कारण” की त्वरित जाँच:
- किनारों का गोल होना / काटने की क्षमता में कमी → स्थिर थ्रूपुट पर kWh/टन की खपत धीरे-धीरे बढ़ती है; कट साइज वितरण में बदलाव आता है → जो अक्सर सामान्य अपघर्षक टूट-फूट, समय के साथ अंतराल खुलने या अत्यधिक प्रतिबंधात्मक स्क्रीनिंग से जुड़ा होता है।
- कोनों पर सूक्ष्म खरोंच → कंपन/शोर में अचानक बदलाव; अचानक उलटफेर/जाम → अक्सर प्रभाव संदूषण, असमान अंतराल (एक चौड़ा स्थान), या धारा के लिए बहुत पतली किनारे की ज्यामिति से जुड़ा होता है।
- पॉलिश की हुई सतह / हीट ग्लेज़िंग → अधिक गर्म कक्ष, फैला हुआ जमाव, बढ़ती हुई उलटी गति → अक्सर उच्च आरपीएम + पुनर्संचरण, स्क्रीन प्लगिंग, या अचानक अधिक मात्रा में ईंधन भरने से संबंधित घर्षण मोड से जुड़ा होता है।
इसका उपयोग करें नैदानिक संकेतफिर निरीक्षण करके पुष्टि करें—यह न मानें कि एक ही मापदंड पूरी कहानी बता देता है।
इन सिग्नलों को क्रियाशील बनाने का एक सरल तरीका (बिना अधिक जटिल बनाए):
- नई पिसाई या चाकू बदलने के बाद एक आधार रेखा स्थापित करेंपहले स्थिर उत्पादन चरण के लिए kWh/टन, रिवर्स/घंटा और कंपन स्तर रिकॉर्ड करें।
- नियमित अंतराल पर लॉग करेंप्रति शिफ्ट (या प्रति बैच) आमतौर पर पर्याप्त होता है, बशर्ते आप हमेशा थ्रूपुट और फीड मिक्स नोट्स को कैप्चर करते रहें।
- ट्रिगर के रूप में "ड्रिफ्ट" का उपयोग करेंजब किलोवाट-घंटे/टन और/या रिवर्स/घंटे की दर आपके बेसलाइन की तुलना में लगातार अधिक बनी रहती है, तो निरीक्षण का समय निर्धारित करें।
- डेटा को त्वरित जांच के साथ मिलाएं: कटिंग गैप की एकरूपता सत्यापित करें, स्क्रीन की स्थिति/अवरोध का निरीक्षण करें और फास्टनर टॉर्क की पुष्टि करें।
उदाहरण के तौर पर, मशीन और सामग्री के आधार पर सीमाएँ भिन्न होती हैं। लेकिन कई संयंत्र यह पता लगाने से शुरू करते हैं कि kWh/ton में लगभग 10–20% की वृद्धि कब होती है। समान थ्रूपुट और फ़ीड मिश्रण परया जब प्रति घंटे उलटफेर कई बार चलने पर स्पष्ट चरण-परिवर्तन दिखाता है।
इन्हें "निरीक्षण का समय" संकेत मानें, न कि "विफलता की ओर बढ़ने" के संकेत।
डेटा संकलन संबंधी नोट्स (ताकि आपके रुझान तुलनीय हों)
- किलोवाट-घंटे/टन: एक रन के लिए कुल ऊर्जा (kWh) ÷ उसी रन में संसाधित टन की मात्रा।
- टन संसाधितएक ही सुसंगत स्रोत (बेल्ट स्केल, वेइंगब्रिज या अकाउंटिंग टनेज) का उपयोग करें और एक ही ट्रेंड के भीतर विभिन्न तरीकों को आपस में न मिलाएं।
- सैंपलिंग कैडेंसप्रति शिफ्ट या प्रति बैच आमतौर पर पर्याप्त होता है; हर बार समान फ़ील्ड रिकॉर्ड करें।
- चक्रों को उलट देंयदि उपलब्ध हो तो पीएलसी/वीएफडी इवेंट लॉग से गिनती प्राप्त करें (मैन्युअल ऑपरेटर द्वारा की गई गणना अक्सर त्रुटिपूर्ण होती है)।
- संदर्भ को हमेशा लॉग करें: फ़ीड मिश्रण (कांच/खनिज भराव, नमी), स्क्रीन का खुला भाग, रोटर आरपीएम, और संदूषण की कोई भी ज्ञात घटनाएँ।
यदि उन संदर्भ क्षेत्रों में महत्वपूर्ण परिवर्तन होता है, तो नई परिचालन स्थिति को "ब्लेड घिसावट" के बजाय एक नए आधार रेखा के रूप में मानें।
निवारक रखरखाव विंडो
एक व्यावहारिक पीएम विंडो वह होती है जिसे आप बिना अनुमान लगाए शेड्यूल कर सकते हैं।
इसे टन भार और सिग्नल बहाव के आधार पर बनाएं:
- चाकू बदलने या नई पिसाई के बाद, बेसलाइन kWh/टन, रिवर्स/घंटा और कंपन स्तर रिकॉर्ड करें।
- किसी भी एक मीट्रिक के आधार रेखा (संयंत्र द्वारा परिभाषित सीमा) से काफी ऊपर लगातार अवधि तक बढ़ने पर निरीक्षण शुरू करने के लिए ट्रिगर सेट करें।
- निरीक्षण को त्वरित यांत्रिक सत्यापन के साथ मिलाएं: कटिंग गैप की जांच, स्क्रीन निरीक्षण और बोल्ट/फास्टनर टॉर्क सत्यापन।
इससे यह रुकता है: वह क्लासिक चक्र जिसमें ब्लेड तब तक सेवा में रखे जाते हैं जब तक कि वे बुरी तरह से टूट न जाएं, फिर संयंत्र "खराब स्टील" को दोष देता है जबकि वास्तविक मूल कारण गैप ड्रिफ्ट या फीड सर्ज होता है।
टीसीओ मेट्रिक्स और दस्तावेज़ीकरण
खरीद और प्रबंधन को निवेश पर लाभ साबित करने के लिए, उसी इकाई में दस्तावेज़ तैयार करें जिसका उपयोग आपका संयंत्र पहले से ही कर रहा है:
- प्रति 1,000 टन ब्लेड की संख्या (या प्रति 1,000 टन में चाकू की संख्या)
- प्रति 1,000 टन डाउनटाइम घंटे चाकू बदलने, जाम होने या चैंबर की सफाई के कारण
- किलोवाट-घंटे/टन स्थिर थ्रूपुट पर
- स्क्रीन लाइफ और स्क्रीन बदलने का श्रम शुल्क (यदि स्क्रीन घिसाव एक महत्वपूर्ण लागत है)
दस्तावेज़ को सरल रखें:
- सामग्री विनिर्देश + कठोरता सीमा + किनारे की ज्यामिति का आरेख
- ऊष्मा उपचार और निरीक्षण संबंधी अभिलेख (जहाँ उपलब्ध हों)
- सेटअप या ब्लेड बदलने के बाद kWh/टन और रिवर्स साइकल के लिए पहले/बाद का ट्रेंड चार्ट
जब आप यह साबित कर सकते हैं कि सेटअप में बदलाव से रिवर्सल कम हुए और kWh/ton की खपत घटी, तो ROI पर चर्चा किस्से-कहानियों के बजाय साक्ष्य-आधारित हो जाती है।
निष्कर्ष
सामग्री को अपग्रेड करने से पहले स्थिर फीड, नियंत्रित गति और कम कटिंग गैप सुनिश्चित करें। यदि प्रक्रिया में अत्यधिक फीडिंग हो रही है या किसी प्रतिबंधात्मक स्क्रीन के माध्यम से लगातार पुनर्संचरण हो रहा है, तो प्रीमियम स्टील भी सामान्य चाकू की तरह घिस जाएगा।
स्टील, कठोरता और धार की ज्यामिति को सोच-समझकर निर्धारित करें; धार को टन भार या ऊर्जा/टन के आधार पर तेज करें, न कि अंदाजे से। घर्षणकारी प्लास्टिक के लिए, धार का सहारा (माइक्रो-चैम्फर/नियंत्रित त्रिज्या) अक्सर जल्दी टूटने से बचाता है।
प्रति 1,000 टन पर कंपन, रिवर्स चक्र और ब्लेड की संख्या को ट्रैक करके निवेश पर लाभ (ROI) साबित करें। एक बार ये मेट्रिक्स स्थिर हो जाने पर, सामग्री उन्नयन और कोटिंग्स को उचित ठहराना आसान हो जाता है क्योंकि आप अंतर को माप सकते हैं।
अगला कदमअपने चाकू के विनिर्देशों को लिखित रूप में रखें—सामग्री, कठोरता सीमा, धार की ज्यामिति और आवश्यक गुणवत्ता आश्वासन दस्तावेज़—ताकि प्रत्येक पुनः ऑर्डर दोहराने योग्य हो, न कि एक नया प्रयोग।
संदर्भ
- व्यावसायिक सुरक्षा एवं स्वास्थ्य प्रशासन (ओएसएचए): खतरनाक ऊर्जा का नियंत्रण (लॉकआउट/टैगआउट) – OSHA मानक 29 CFR 1910.147
- अंतर्राष्ट्रीय मानकीकरण संगठन (आईएसओ): आईएसओ 12100: मशीनरी की सुरक्षा — डिजाइन के लिए सामान्य सिद्धांत — जोखिम मूल्यांकन और जोखिम न्यूनीकरण
- अंतर्राष्ट्रीय मानकीकरण संगठन (आईएसओ): आईएसओ 14118: मशीनरी की सुरक्षा — अप्रत्याशित स्टार्ट-अप की रोकथाम (यूरोप: EN 1037)
लेखक के बारे में: द्वारा लिखित टॉमी टैंग, वरिष्ठ बिक्री अभियंता (नानजिंग मेटल इंडस्ट्रियल)। औद्योगिक ब्लेड अनुप्रयोगों में 12 वर्षों का अनुभव। प्रमाणपत्र: सीएसई, सीएमई, सिक्स सिग्मा ग्रीन बेल्ट, पीएमपी। ईमेल: [email protected]
तकनीकी समीक्षा: मैक्सटोर मेटल की इंजीनियरिंग/क्यूए टीम द्वारा आंतरिक रूप से विनिर्माण की व्यवहार्यता और अपघर्षक प्लास्टिक सेवा में देखी जाने वाली सामान्य विफलता के तरीकों की समीक्षा की गई।
अंतिम बार समीक्षा की गई: 2026-04-08
एक प्रतिक्रिया