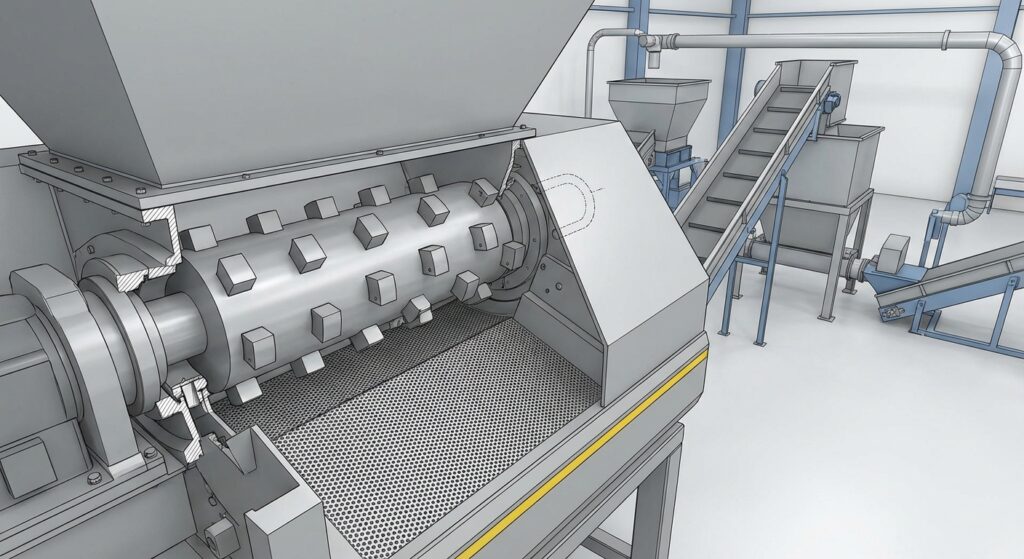
Pada aliran plastik abrasif—bahan daur ulang berisi kaca, senyawa berisi mineral, atau balok yang mengandung pasir dan kerikil—keausan pisau jarang hanya "masalah material". Pada mesin penghancur poros tunggal, pilihan pengaturan menentukan apakah pisau tetap memotong secara stabil atau menghabiskan masa pakainya untuk memanas, bergesekan, dan berputar balik.
Anda mengendalikan lebih banyak faktor daripada yang didokumentasikan oleh sebagian besar pabrik: keseragaman laju umpan, rezim kecepatan/torsi, dan bagaimana saringan dan celah pemotongan memaksa material untuk bersirkulasi kembali di ruang pemotongan.
Rekayasa pisau tetap penting—pilihan baja, kualitas perlakuan panas, lapisan, dan geometri mata pisau adalah garis pertahanan terakhir untuk pisau daur ulang plastik yang abrasif—tetapi pisau tersebut bekerja paling baik ketika prosesnya tidak melawan pisau itu sendiri.
Terakhir, pemicu perawatan yang paling andal bukanlah "terasa tumpul." Pantau kWh/ton, tren getaran, dan siklus balik. Sinyal-sinyal tersebut menunjukkan keausan jauh sebelum Anda mencapai titik di mana sudut-sudutnya terkelupas, tepinya retak, atau terjadi kemacetan yang menyebabkan jalur produksi berhenti beroperasi.
Poin-poin Utama: Stabilkan laju pemakanan sebelum menyentuh RPM. Jalankan kecepatan terendah yang masih menghasilkan potongan bersih pada target throughput Anda. Jaga agar celah pemotongan tetap rapat dan terverifikasi, dan gunakan kWh/ton + siklus balik untuk mengatur waktu pengasahan.
Pendahuluan
Plastik abrasif tidak akan merusak mata pisau secara tiba-tiba—melainkan mengikisnya dengan memaksa lebih banyak kontak gesekan, lebih banyak panas, dan lebih banyak sirkulasi ulang di dalam ruang. Ketika itu terjadi, Anda akan melihat pola yang sama: beban motor meningkat, lebih banyak siklus balik, mata pisau yang lebih panas, dan akhirnya pengelupasan mikro atau tepi yang melengkung.
Itulah mengapa keputusan pengaturan biasanya lebih memengaruhi masa pakai dan waktu kerja mata pisau daripada sekadar jenis baja. Jika aliran material tidak stabil, atau saringan terlalu sempit untuk kondisi material, mesin penghancur akan "bekerja" tetapi akan melakukannya dengan cara bergesekan dan berbalik arah—yang keduanya mempercepat keausan mata pisau.
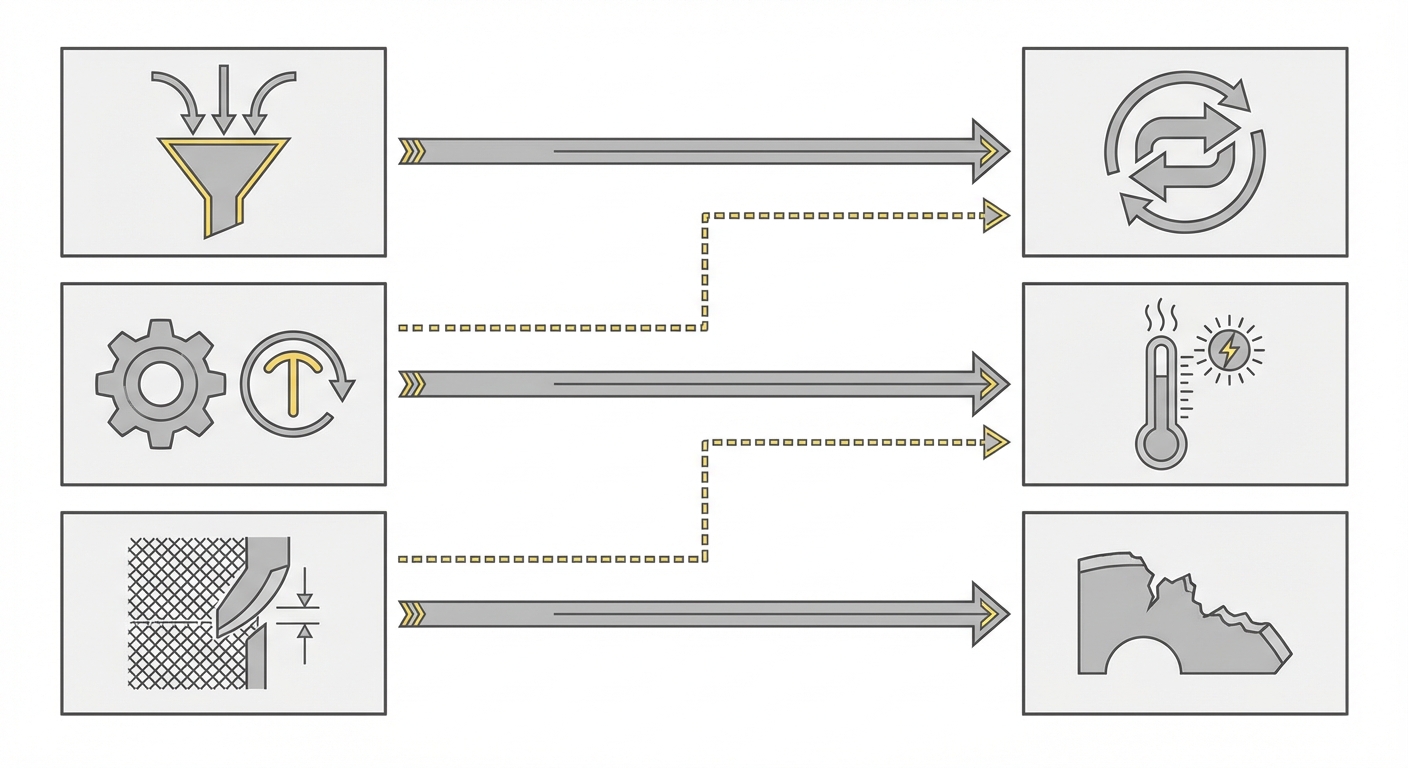
Tuas yang dapat dikendalikan cukup mudah dipahami:
- Laju umpan (dan betapa seragamnya hal itu)
- Kecepatan/torsi rotor (rezim tempat Anda beroperasi)
- Layar dan celah pemotongan (seberapa keras Anda memaksa pengurangan ukuran per lintasan)
Rekayasa pisau menutup siklus: jenis baja, perlakuan panas, pelapisan/pengerasan permukaan, dan geometri mata pisau untuk pisau daur ulang plastik abrasif. Pilihan-pilihan tersebut menentukan seberapa banyak tekanan yang dapat ditahan mata pisau sebelum retak, membulat, atau kehilangan ketajamannya.
Dari sisi pemantauan, jangan menunggu sampai muncul gejala yang parah. Gunakan kWh/ton, tren getaran/kebisingan, dan siklus balik sebagai pemicu terukur untuk menjadwalkan perawatan sebelum terjadi kerusakan.
Pengaturan proses

Kontrol laju umpan
Bahan baku abrasif akan menimbulkan masalah jika terjadi ketidakkonsistenan. Umpan yang stabil dan terukur menjaga rotor dalam mode pemotongan yang dapat diprediksi; lonjakan arus/torsi akan menyebabkan mesin mengalami kelebihan beban (lonjakan arus/torsi tinggi, pembalikan arah putaran, dan panas berlebih).
Titik kontrol yang biasanya memberikan pengembalian investasi paling cepat:
- Mencegah lonjakanHindari "pengumpanan curah" di mana sejumlah besar material mengenai rotor, kemudian ruang pengisian menjadi setengah kosong.
- Ukur aliran: konveyor/ram terkontrol mengurangi kemacetan dan tumpulnya mata pisau; catatan teknis tahun 2025 menekankan bahwa Pemberian makan berlebihan meningkatkan kemacetan dan mempercepat terjadinya kerusakan/kelebihan beban. dalam pengolahan plastik (mencocokkan kecepatan rotor, ukuran layar, dan celah pisau (2025)).
- Perlakukan kontaminasi sebagai variabel proses.Jika balok jerami mengandung kerikil atau partikel halus, langkah penyaringan dan pencucian di hulu akan mengurangi beban abrasif sebelum mengenai pisau.
Beginilah penampakan kegagalan ketika laju umpan tidak terkontrol: lebih banyak siklus balik per jam, arus motor yang "berfluktuasi", dan pisau yang terlepas dari rotor dengan tepi yang dipoles dan membulat, bukan permukaan aus yang bersih.
Kecepatan dan torsi rotor
Untuk plastik abrasif, kecepatan lebih tinggi belum tentu lebih baik. RPM yang lebih tinggi dapat meningkatkan kontak gesekan dan panas jika saringan dan celah memaksa material untuk bersirkulasi. Rezim yang lebih lambat dan torsi lebih tinggi sering kali mengurangi suhu tepi dan membantu pisau "menggigit" daripada menggosok—asalkan aliran material stabil.
Logika pengambilan keputusan praktis:
- Jika Anda melihat pembalikan yang sering terjadiPertama-tama, kurangi beban puncak (lonjakan aliran) sebelum mengubah RPM.
- Jika mesin memotong dengan bersih tetapi kWh/ton meningkat seiring waktu, periksa apakah Anda berada dalam kondisi "gesekan" RPM tinggi yang disebabkan oleh saringan/celah yang menghambat.
- Sesuaikan kecepatan dengan kebutuhan pengeluaran Anda: MAXTOR METAL mencatat bahwa Kecepatan rotor yang rendah lebih cocok dengan bukaan layar yang lebih kecil., ketika Kecepatan yang lebih tinggi biasanya membutuhkan bukaan yang lebih besar. untuk menghindari sirkulasi ulang dan panas yang berlebihan (seperti yang dibahas dalam catatan MAXTOR METAL tahun 2025 tentang pencocokan kecepatan rotor, ukuran saringan, dan celah pisau).
Beginilah penampakan kegagalan ketika pengaturan RPM/torsi salah: ruang pemotongan lebih panas, penumpukan plastik yang melunak/tercemar, dan mata pisau yang cepat "kehilangan daya cengkeram" meskipun baja masih dalam kondisi baik.
Layar dan celah pemotongan
Pengaturan saringan dan celah menentukan seberapa keras Anda memaksa pengurangan ukuran per lintasan—dan berapa lama material tetap berada di ruang pemotongan. Pada plastik abrasif, pengaturan yang terlalu ketat dapat mengubah pemotongan menjadi penggerindaan.
Catatan keselamatanSebelum Anda mengganti layar, menyesuaikan celah pemotongan, atau memasuki ruang pemotongan, ikuti prosedur penguncian/penandaan di lokasi Anda, pastikan rotor tidak dapat bergerak, dan gunakan petunjuk servis dari pabrikan penghancur. Pekerjaan mekanis pada peralatan berputar hanya boleh dilakukan oleh personel terlatih. Untuk persyaratan keselamatan dasar, lihat OSHA. Pengendalian Energi Berbahaya Penguncian dan Penandaan (Lockout Tagout) Standar OSHA 29 CFR 1910.147, dan prinsip-prinsip pengendalian risiko dalam ISO 12100 Keselamatan Mesin Prinsip Umum untuk Desain Penilaian Risiko dan Pengurangan Risiko dan ISO 14118 Keselamatan Mesin Pencegahan Pengoperasian yang Tidak Terduga (Eropa: EN 1037). Prinsip-prinsip pengaturan utama:
- Ukuran layar adalah faktor yang memengaruhi keausan.: Bukaan yang lebih kecil meningkatkan kontrol ukuran, tetapi meningkatkan waktu tinggal dan kontak abrasif.
- Celah pemotongan merupakan faktor pengali keausan.: celah yang rapat dan terverifikasi mendukung pemotongan yang bersih; celah yang terbuka tidak merata dapat meningkatkan gesekan, kebisingan, dan getaran.
- Verifikasi celah secara seragam. di sepanjang pisau. Satu "sudut lebar" saja sudah cukup untuk menyebabkan pemuatan yang tidak merata dan pengelupasan tepi.
Kondisi batas praktis (jaga agar tetap aman dan dapat direproduksi):
- Gunakan definisi OEM untuk “celah”: dokumen Di mana Anda mengukur (misalnya, di dekat kedua ujung + bagian tengah) dan Bagaimana Anda mengunci rotor sebelum melakukan pengukuran.
- Keseragaman lebih penting daripada angka absolut.: celah nominal yang sedikit melenceng namun konsisten dari ujung ke ujung sering kali menghasilkan potongan yang lebih dapat diprediksi daripada celah nominal "sempurna" dengan satu titik lebar.
- Anggap setiap perubahan sebagai patokan baru.Setelah Anda mengganti layar, celah, atau set pisau, perkirakan kWh/ton dan pembalikan/jam akan bergeser—kemudian tetapkan kembali patokan Anda daripada membandingkannya dengan angka bulan lalu.
Aturan yang berguna untuk pemecahan masalah adalah dengan melakukan penjadwalan: jika Anda membutuhkan lebih sedikit putaran balik dan lebih sedikit panas, perbaiki keseragaman umpan terlebih dahulu, kemudian atur putaran/torsi yang wajar, lalu sesuaikan saringan dan celah untuk mencapai ukuran yang diinginkan.
Rekayasa pisau (pisau abrasif untuk daur ulang plastik)
Target baja dan kekerasan
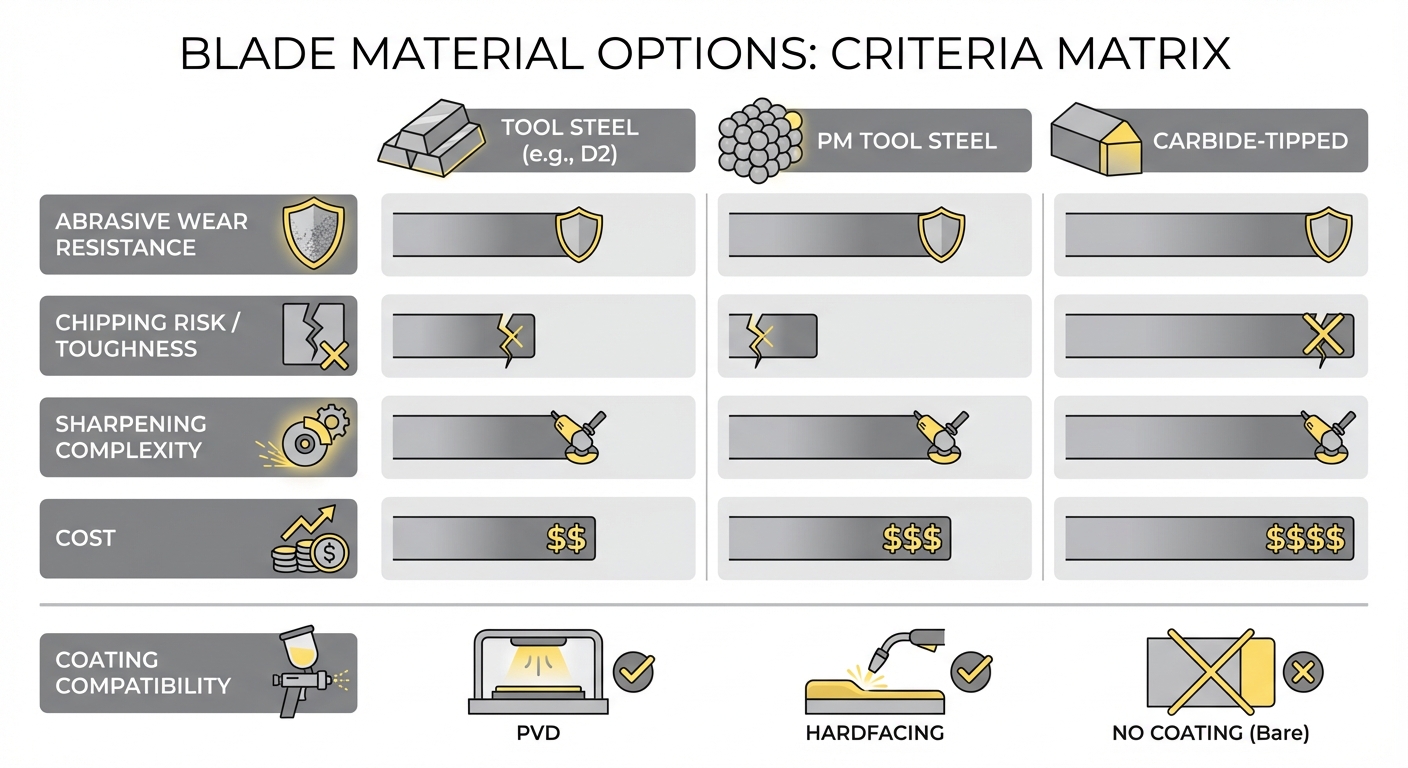
Pada mata pisau daur ulang plastik abrasif, Anda selalu menyeimbangkan dua mode kegagalan:
- Keausan abrasif (ujungnya membulat; kWh/ton meningkat; kualitas pemotongan menurun)
- Pengelupasan dengan benturan (sudut patah; lonjakan getaran; kemacetan tiba-tiba)
Pertimbangan itulah mengapa "sekeras mungkin" bukanlah jawaban universal. Aliran air yang terkontaminasi dan logam asing membutuhkan ketangguhan; sedangkan material daur ulang yang diisi kaca membutuhkan ketahanan aus.
Pendekatan seleksi praktis:
- Mulailah dari mode kerusakan dominan Anda (pembulatan vs pengikisan).
- Sebutkan jenis baja dan tingkat kekerasan yang diinginkan. jangkauan sesuai dengan geometri pemotongan mesin Anda dan tingkat kontaminasi yang diharapkan.
- Perlukan dokumentasi yang membuat pengukuran kekerasan dapat diulang di berbagai batch.
Saat Anda mencari pisau, di sinilah jaminan kualitas pemasok menjadi penting. Misalnya, MAXTOR METAL mencantumkan sertifikasi material yang masuk dan inspeksi multi-tahap (surat pertama, dalam proses, akhir) pada daftarnya. pilihan material dan langkah-langkah QC untuk mesin penghancur poros tunggal dengan pisau tetap.. Dalam layanan yang menggunakan material abrasif, kemampuan pelacakan semacam itu mengurangi risiko "batch misterius" yang mudah rusak atau aus secara tidak terduga.
Pelapisan dan pengerasan permukaan
Pelapisan dan pengerasan permukaan dapat memperpanjang masa pakai plastik abrasif—tetapi hanya jika sesuai dengan mekanisme keausan dan rencana pengasahannya.
Gunakan saat:
- Anda memiliki rentang proses yang stabil (umpan/kecepatan/saringan/celah terkontrol), dan keausan abrasif adalah pembatas utama.
- Anda dapat mempertahankan geometri mata pisau secara konsisten selama proses pengasahan ulang (lapisan pelindung tidak akan berfungsi ajaib jika mata pisau terlalu panas atau membulat selama proses pengasahan).
Hindari memaksakan pelapisan saat:
- Aliran air Anda seringkali mengandung kontaminan keras yang menyebabkan kerusakan akibat benturan (permukaan yang sangat keras dapat rusak tiba-tiba jika penyangga tepi dan ketahanannya tidak memadai).
- Proses perawatan Anda tidak dapat mempertahankan geometri tepi yang diinginkan (manfaat pelapisan hilang jika Anda mengikisnya secara tidak terduga).
Keputusan Anda seharusnya bukan "berlapis vs tidak berlapis," tetapi "mode kegagalan apa yang ingin saya cegah dengan mengulur waktu?"
Geometri dan penajaman tepi
Geometri mata pisau adalah cara tercepat untuk mengubah bagaimana pisau mengalami gesekan dengan plastik. Dua mata pisau yang terbuat dari baja yang sama dapat aus dengan sangat berbeda jika salah satunya terlalu tipis di bagian tepinya atau jika sudut yang terbentuk menyebabkan kontak geser.
Pilihan rekayasa yang biasanya mengurangi pengelupasan tanpa mengorbankan masa pakai:
- Mikro-chamfer atau radius tepi terkontrol untuk menopang tepi pada aliran abrasif yang terkontaminasi.
- Geometri disesuaikan dengan bahan baku.Tepi lurus vs bergerigi vs berbentuk kait/R memengaruhi cara material digenggam dan bagaimana beban didistribusikan. Untuk gambaran praktis tentang gaya tepi dan di mana letaknya, lihat Panduan desain/gaya tepi pisau MAXTOR METAL (2025).
- Mempertajam disiplinJaga agar cairan pendingin tetap berfungsi dan hindari panas berlebih; kerusakan akibat panas di bagian tepi dapat menyerupai "baja berkualitas buruk" karena mempercepat terjadinya pengelupasan mikro.
Tetapkan pemicu penajaman berdasarkan penyimpangan yang terukur, bukan kebiasaan:
- kWh/ton menunjukkan tren peningkatan dengan kapasitas produksi yang stabil.
- siklus terbalik meningkat pada campuran umpan yang sama
- Distribusi ukuran potongan melebar (lebih banyak potongan halus + lebih banyak potongan besar sekaligus)
Kiat ProfesionalJika Anda mengubah ukuran atau jarak layar, atur ulang kWh/ton "dasar" Anda dan balikkan siklusnya. Jika tidak, Anda akan menyalahkan pisau atas perubahan pengaturan.
Pemantauan dan ROI
Sinyal pemantauan kondisi
Pemantauan kondisi tidak perlu rumit. Pilih sejumlah kecil sinyal yang berkorelasi dengan keausan dan kerusakan, lalu pantau trennya berdasarkan tonase.
Sinyal yang biasanya bergerak lebih dulu:
- Energi per ton (kWh/ton): Meningkatnya kWh/ton pada kapasitas produksi yang sama merupakan indikator yang jelas adanya pembulatan tepi, pergeseran celah, atau penyaringan yang membatasi.
- Siklus terbalik: Lebih banyak pembalikan arah per jam sering kali menunjukkan kelebihan beban, aliran masuk yang tidak konsisten, atau kombinasi saringan/celah yang menyebabkan material terus berputar.
- Tren getaran dan kebisingan abnormal: Peningkatan getaran dapat mengindikasikan keausan pisau yang tidak merata, sudut yang terkelupas, pengencang yang longgar, atau benturan di dalam ruang; MAXTOR METAL menunjukkan getaran/kebisingan abnormal dan penurunan efisiensi pemotongan sebagai pemicu perawatan. Daftar periksa sinyal pemeliharaan (2024).
Pemeriksaan silang cepat “pola keausan → sinyal → kemungkinan penyebab”:
- Pembulatan tepi / hilangnya daya cengkeram → kWh/ton meningkat secara perlahan pada laju produksi yang stabil; distribusi ukuran potongan bergeser → seringkali terkait dengan keausan abrasif normal, terbukanya celah seiring waktu, atau penyaringan yang terlalu ketat.
- Kerusakan mikro pada sudut-sudutnya → Perubahan getaran/kebisingan secara tiba-tiba; pembalikan/penyumbatan mendadak → Seringkali terkait dengan kontaminasi benturan, celah yang tidak rata (satu titik lebar), atau geometri tepi yang terlalu tipis untuk aliran air.
- Permukaan aus yang dipoles / pelapisan panas → ruang lebih panas, penumpukan yang berantakan, pembalikan yang meningkat → sering dikaitkan dengan mode gesekan dari RPM tinggi + resirkulasi, penyumbatan saringan, atau pengumpanan yang berlebihan.
Gunakan ini sebagai petunjuk diagnostikKemudian, pastikan dengan inspeksi—jangan berasumsi bahwa satu metrik saja sudah menceritakan keseluruhan cerita.
Cara sederhana untuk membuat sinyal-sinyal ini beroperasi (tanpa perlu melakukan rekayasa berlebihan):
- Tetapkan patokan setelah pengasahan baru atau penggantian pisau.: mencatat kWh/ton, pembalikan/jam, dan tingkat getaran untuk pengoperasian produksi stabil pertama.
- Catatlah dengan irama yang konsisten.: per shift (atau per batch) biasanya sudah cukup, asalkan Anda selalu mencatat throughput dan catatan campuran bahan baku.
- Gunakan “drift” sebagai pemicunya.Jika kWh/ton dan/atau reverse/jam tetap tinggi dibandingkan dengan nilai dasar Anda dalam jangka waktu yang lama, jadwalkan inspeksi.
- Padukan data dengan pemeriksaan cepat.: verifikasi keseragaman celah pemotongan, periksa kondisi/penyumbatan saringan, dan konfirmasi torsi pengencang.
Ambang batas contoh bervariasi tergantung pada mesin dan material, tetapi banyak pabrik memulai dengan menyelidiki ketika kWh/ton meningkat sekitar 10–20% pada tingkat throughput dan campuran umpan yang samaatau ketika pembalikan/jam menunjukkan perubahan langkah yang jelas selama beberapa kali percobaan.
Anggap ini sebagai sinyal "saatnya untuk memeriksa", bukan sinyal "terus beroperasi hingga gagal".
Catatan pengambilan data (agar tren Anda dapat dibandingkan)
- kWh/ton: total energi (kWh) untuk satu proses ÷ ton yang diproses dalam proses yang sama.
- Ton yang diprosesGunakan satu sumber yang konsisten (timbangan konveyor, timbangan jembatan, atau tonase akuntansi) dan jangan mencampur metode dalam tren yang sama.
- Irama pengambilan sampel: per shift atau per batch biasanya sudah cukup; catat kolom yang sama setiap kali.
- Siklus terbalikAmbil jumlah hitungan dari log kejadian PLC/VFD jika tersedia (penghitungan manual oleh operator seringkali tidak akurat).
- Selalu catat konteksnya: campuran bahan baku (pengisi kaca/mineral, kadar air), bukaan saringan, RPM rotor, dan kejadian kontaminasi yang diketahui.
Jika bidang konteks tersebut berubah secara signifikan, perlakukan kondisi operasi baru tersebut sebagai dasar acuan baru, bukan sebagai "keausan bilah".
Jendela perawatan pencegahan
Jendela waktu PM yang praktis adalah jendela waktu yang dapat Anda jadwalkan tanpa perlu menebak-nebak.
Bangun sistem tersebut berdasarkan tonase dan pergeseran sinyal:
- Setelah penggantian pisau atau penggilingan baru, catat nilai dasar kWh/ton, putaran balik/jam, dan tingkat getaran.
- Tetapkan pemicu inspeksi ketika salah satu metrik menyimpang secara signifikan di atas garis dasar (ambang batas yang ditentukan pabrik) untuk periode yang berkelanjutan.
- Gabungkan inspeksi dengan verifikasi mekanis cepat: pemeriksaan celah pemotongan, inspeksi saringan, dan verifikasi torsi baut/pengikat.
Hal ini mencegah: siklus klasik di mana mata pisau tetap digunakan sampai rusak parah, kemudian pabrik menyalahkan "baja yang buruk" padahal akar penyebab sebenarnya adalah pergeseran celah atau lonjakan aliran.
Metrik dan dokumentasi TCO (Total Cost of Ownership).
Untuk membuktikan ROI kepada bagian pengadaan dan manajemen, dokumentasikan dalam satuan yang sama seperti yang sudah digunakan pabrik Anda:
- Jumlah bilah per 1.000 ton (atau pisau per 1.000 ton)
- Jam waktu henti per 1.000 ton disebabkan oleh penggantian pisau, kemacetan, atau pembersihan ruang tembak.
- kWh/ton pada throughput yang stabil
- Kehidupan di layar dan biaya penggantian layar (jika keausan layar merupakan biaya yang signifikan)
Buatlah dokumentasi sesederhana mungkin:
- Spesifikasi material + rentang kekerasan + gambar geometri tepi
- Catatan perlakuan panas dan inspeksi (jika tersedia)
- Grafik tren sebelum/sesudah untuk kWh/ton dan siklus balik setelah pengaturan atau penggantian bilah.
Ketika Anda dapat menunjukkan bahwa perubahan konfigurasi mengurangi pembalikan arus dan menurunkan kWh/ton, diskusi tentang ROI (Return on Investment) menjadi berbasis bukti, bukan sekadar anekdot.
Kesimpulan
Pertahankan laju pemakanan yang stabil, kecepatan yang terkendali, dan celah pemotongan yang rapat sebelum meningkatkan kualitas material. Jika prosesnya menggunakan pemakanan mendadak atau memaksa sirkulasi ulang terus-menerus melalui saringan yang sempit, bahkan baja premium pun akan aus seperti pisau biasa.
Tentukan jenis baja, kekerasan, dan geometri mata pisau secara teliti; asah berdasarkan tonase atau energi/tonase, bukan berdasarkan perasaan. Untuk plastik yang mudah abrasif, penyangga mata pisau (mikro-chamfer/radius terkontrol) seringkali menjadi faktor yang mencegah pengelupasan dini.
Pantau getaran, siklus balik, dan jumlah bilah per 1.000 ton untuk membuktikan ROI (Return on Investment). Setelah metrik tersebut stabil, peningkatan material dan pelapisan menjadi lebih mudah dibenarkan karena Anda dapat mengukur perbedaannya.
Langkah selanjutnyaCantumkan spesifikasi pisau Anda secara tertulis—bahan, kisaran kekerasan, geometri mata pisau, dan dokumen QA yang dibutuhkan—agar setiap pemesanan ulang dapat diulang, bukan menjadi eksperimen baru.
Referensi
- Administrasi Keselamatan dan Kesehatan Kerja (OSHA): Pengendalian Energi Berbahaya (Penguncian/Penandaan) – Standar OSHA 29 CFR 1910.147
- Organisasi Internasional untuk Standardisasi (ISO): ISO 12100: Keselamatan Mesin — Prinsip Umum Desain — Penilaian Risiko dan Pengurangan Risiko
- Organisasi Internasional untuk Standardisasi (ISO): ISO 14118: Keselamatan Mesin — Pencegahan Pengoperasian yang Tidak Terduga (Eropa: EN 1037)
Tentang PenulisDitulis oleh Tommy Tang, Insinyur Penjualan Senior (Nanjing METAL Industrial). 12 tahun pengalaman dalam aplikasi pisau industri. Sertifikasi: CSE, CME, Six Sigma Green Belt, PMP. Email: [email protected]
Tinjauan teknisDitinjau secara internal oleh tim teknik/QA MAXTOR METAL untuk kelayakan manufaktur dan mode kegagalan umum yang diamati dalam penggunaan pada plastik yang mengalami abrasi.
Terakhir ditinjau: 2026-04-08
satu Respon