
टॉमी टैंग, सीनियर सेल्स इंजीनियर (नानजिंग मेटल) द्वारा। पेलेटाइजिंग और साइज-रिडक्शन ब्लेड अनुप्रयोगों में 12 वर्षों का अनुभव। प्रमाणपत्र: सीएसई, सीएमई, सिक्स सिग्मा ग्रीन बेल्ट, पीएमपी।
कार्यक्षेत्र एवं सत्यापन संबंधी टिप्पणी: इस गाइड में दी गई संख्यात्मक श्रेणियां इस प्रकार हैं: विशिष्ट आरंभिक बिंदु संयंत्र में प्रयोग के दौरान उपयोग किया जाता है। हमेशा पहले अपने निर्माता के मैनुअल और साइट सुरक्षा नियमों का पालन करें, फिर नीचे वर्णित A/B सत्यापन चरणों के साथ अंतिम सेटपॉइंट की पुष्टि करें।
परिचय
पेलेटाइज़र ब्लेड की कार्यक्षमता को बढ़ाना, पेलेट की गुणवत्ता को स्थिर रखने और अपटाइम को उच्च बनाए रखने का सबसे तेज़ तरीका है। लंबे समय तक चलने वाले ब्लेड का मतलब है आपातकालीन स्थिति में ब्लेड बदलने की कम ज़रूरत, पेलेट की ज्यामिति में अधिक स्थिरता और डाई-फेस पर कम मरम्मत की आवश्यकता। संक्षेप में, पेलेटाइज़र ब्लेड की कार्यक्षमता को प्रभावी ढंग से बढ़ाने से नियमित जाँचों के बदले उपलब्धता में बड़ा लाभ मिलता है।
इस गाइड में, आप दैनिक और साप्ताहिक जाँच स्थापित करना, घिसाव के संकेत और गो/नो-गो सीमाएँ निर्धारित करना, संरेखण और अंतराल को समायोजित करना, कट के आसपास नमी और तापमान को नियंत्रित करना और कुछ प्रमुख प्रदर्शन संकेतक (KPIs) ट्रैक करना सीखेंगे जो आपको गुणवत्ता बिगड़ने से पहले कार्रवाई करने का समय बताते हैं। हम वाटर-रिंग/डाई-फेस लाइनों पर ध्यान केंद्रित रखेंगे, साथ ही स्ट्रैंड और अंडरवाटर सिस्टम के लिए विशेष नोट्स भी देंगे। आपको ऐसे मात्रात्मक सीमाएँ और स्थानीय सत्यापन विधियाँ मिलेंगी जो स्पष्ट ट्रिगर्स के साथ डाउनटाइम और कुल लागत को कम करती हैं।
चाबी छीनना
- दैनिक/साप्ताहिक निरीक्षणों को मानकीकृत करें और किनारे की स्थिति, अंतराल रीडिंग, टॉर्क मार्क्स और फाइन % को लॉग करें। छोटी आदतें जीवन को बढ़ाती हैं।
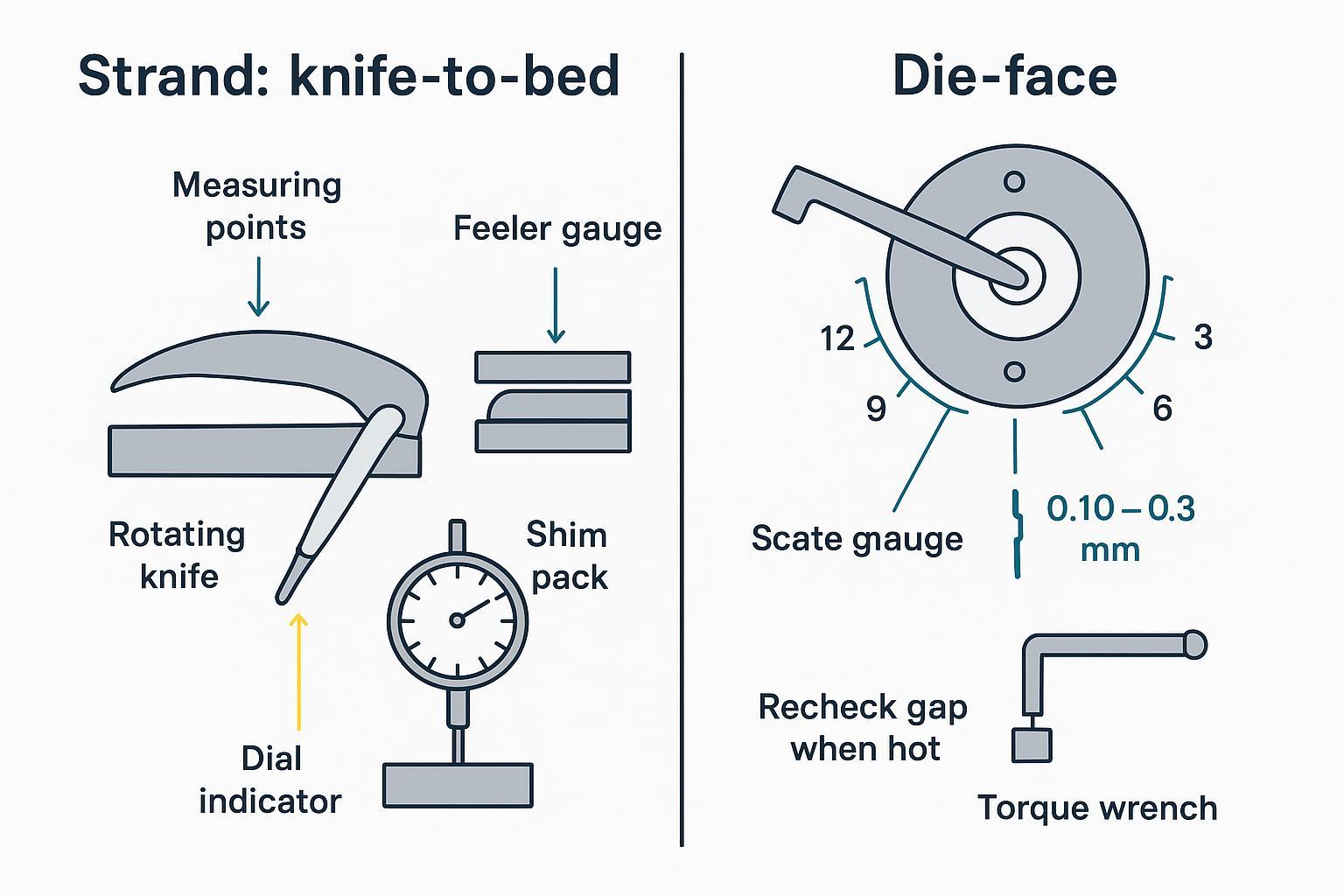
- व्यावहारिक शुरुआती बिंदुओं का उपयोग करें, फिर स्थानीय स्तर पर मान्य करें (ओईएम मैनुअल मान्य है): चाकू से डाई-फेस का अंतर 0.10–0.30 मिमी; एज रनआउट (टीआईआर) < 0.05 मिमी; गर्म होने पर पुनः जांच करें।
- नमी/तापीय नियंत्रण में महारत हासिल करें: पानी के नीचे के लिए, प्रक्रिया-जल के तापमान और प्रवाह को स्थिर करें; स्ट्रैंड के लिए, कटर पर पूरी तरह से सुखाएं।
- सरल नियमों के आधार पर धार तेज करने या बदलने का निर्णय लें: चिप्स/दरारें या न्यूनतम मोटाई → बदलें; अक्षुण्ण ज्यामिति के साथ कुंद धार → नियंत्रित पुनर्ग्राइंड।
- OEE, फाइन % और ब्लेड की प्रति टन लागत पर नज़र रखें; जब फाइन एक शिफ्ट में आपके बेसलाइन की तुलना में >50% से अधिक हो जाए तो रखरखाव शुरू करें।
जांच करें, पता लगाएं, कार्रवाई करें

दैनिक और साप्ताहिक जाँच
दैनिक (शिफ्ट शुरू होने और मध्य-शिफ्ट के दौरान): घूमने वाले पुर्जों या गर्म सतहों के पास जाने से पहले अपनी साइट के लॉकआउट/टैगआउट (LOTO) और PPE नियमों का पालन करें; डाई फेस और नाइफ एज को साफ करें; पॉलीमर अवशेष और महीन कणों को हटा दें; किनारों पर चिप्स, दरारें और बर्र की जांच करें; नाइफ स्क्रू और हब फास्टनर पर टॉर्क के निशान जांचें; पेलेट की उपस्थिति (पूंछ, धब्बा, खड़खड़ाहट) और महीन कणों को % के अनुसार रिकॉर्ड करें। साप्ताहिक: फास्टनर टॉर्क को OEM विनिर्देश के अनुसार सत्यापित करें, बेयरिंग की आवाज सुनें, डायल इंडिकेटर से नाइफ रनआउट मापें (लक्ष्य < 0.05 मिमी TIR), 12/3/6/9 बजे के अंतराल रीडिंग की पुष्टि करें और ट्रेंड लॉग की समीक्षा करें।
पानी के भीतर चलने वाले सिस्टमों पर डाई-फेस की सुरक्षित सफाई और लैपिंग संबंधी निर्देशों के लिए, MAAG के रखरखाव संबंधी नोट्स संचालन से पहले सफाई और उचित कपलिंग पर जोर देते हैं; मार्गदर्शन का सारांश देखें। जलमग्न प्रणालियों के लिए MAAG की सफाई संबंधी सिफारिशें (2022).
पहनने के संकेत और आगे बढ़ने/न बढ़ने की सीमाएं
उन लक्षणों से शुरुआत करें जिन्हें आप देख और माप सकते हैं:
- किनारों पर दिखाई देने वाली क्षति (चिप्स, दरारें) आमतौर पर सूखने के बाद कणों की मात्रा में वृद्धि और महीन कणों के बढ़ने के साथ मेल खाती है। यदि आप नाखून से कोई खरोंच महसूस कर सकते हैं या 10× आवर्धन पर कोई सूक्ष्म चिप देख सकते हैं, तो मशीन बदलने की योजना बनाएं। 30-60 मिनट के A/B रन से इसकी पुष्टि करें और % पर महीन कणों और मोटर लोड की तुलना करें।
- पेलेट की लंबाई या व्यास में विचलन और नए कंपन/शोर अक्सर रनआउट, हब सीटिंग या असमान गैप के कारण होते हैं। यदि TIR लगभग 0.05 मिमी से अधिक हो, तो हब/बेयरिंग को फिर से सीट करें या बदलें और दोबारा जांच करें।
- कट पर नमी से संबंधित धब्बे ड्रायर में महीन कणों की मात्रा बढ़ा देते हैं। चाकू को दोष देने से पहले एयर-नाइफ की स्थिति (स्ट्रैंड) या प्रक्रिया-जल स्थिरता (पानी के नीचे) पर ध्यान दें।
एक व्यावहारिक प्लांट ट्रिगर के रूप में, यदि किसी शिफ्ट के लिए आपके वर्तमान बेसलाइन की तुलना में जुर्माना >50% से अधिक हो जाता है, तो कार्रवाई करें। यह समस्या निवारण कवरेज में उजागर किए गए फील्ड अभ्यास के अनुरूप है, जैसे कि प्लास्टिक टेक्नोलॉजी द्वारा 2023 में पेलेट गुणवत्ता गतिशीलता का अवलोकन; संदर्भ देखें। प्लास्टिक प्रौद्योगिकी की “पेलेट पूर्णता का मार्ग” (2023).
तेज करना बनाम बदलना
- जब आपको दरारें, गहरे चिप्स दिखाई दें जो ज्यामिति को बदल सकते हैं, या मोटाई आपके न्यूनतम स्तर पर या उससे कम हो, तो इसे बदलें; यदि हाल ही में तेज की गई ब्लेड असामान्य रूप से कम समय तक चलती है - जो आधार सामग्री की थकान का संकेत है - तो भी इसे बदलें।
- जब धार कुंद हो लेकिन ज्यामिति सही हो, तब रीग्राइंड करें। चाकू निकालने से पहले, LOTO का पालन करें, आवश्यकतानुसार गर्म भागों को ठंडा होने दें, और किनारों को कट-प्रतिरोधी दस्तानों से पकड़ें। बेवल कोण और धार त्रिज्या को सटीक रखें; ग्राइंडिंग के दौरान टेम्पर बनाए रखने और अपनी कार्यशाला के नियमों के अनुसार हवा में उड़ने वाली धूल/कणों को नियंत्रित करने के लिए शीतलक का उपयोग करें। PE/PP सेवा में D2/HSS के लिए व्यावहारिक मार्गदर्शन: घर्षण के आधार पर 3-8 नियंत्रित रीग्राइंड चक्रों की अपेक्षा करें। प्रत्येक ग्राइंड को एक छोटे परीक्षण बैच के साथ सत्यापित करें और % महीन कणों, पेलेट ज्यामिति मानक विचलन और मोटर लोड की तुलना अपने बेसलाइन से करें।
प्रक्रिया-केंद्रित तीक्ष्णता और सुरक्षा उपायों के लिए, रखरखाव सिद्धांतों को देखें। ब्लेड की देखभाल और धार तेज करने के लिए मैक्सटोर मेटल की गाइड (नियंत्रित रीग्राइंड रूटीन स्थापित करने के लिए लागू प्रक्रियात्मक अनुमानी विधियाँ)।
संरेखण और अंतराल
स्ट्रैंड नाइफ-टू-बेड की बुनियादी बातें
ड्राई-कट स्ट्रैंड सिस्टम के लिए, रोटेटिंग नाइफ और बेड नाइफ के बीच बिना रगड़ या गर्मी के साफ कैंची जैसी क्रिया सुनिश्चित करें। बेड नाइफ को तैयार करें, उस पर मौजूद खुरदरेपन को हटा दें, और रोटेटिंग नाइफ को इस तरह से संरेखित करें कि हल्के दबाव पर पूरी लंबाई में एक समान संपर्क बना रहे। शाफ्ट और नाइफ बॉडी के आर-पार रनआउट की जांच के लिए डायल इंडिकेटर का उपयोग करें; यदि TIR 0.05 मिमी के करीब पहुंचता है, तो हब और बेयरिंग की जांच करें। एक संक्षिप्त हॉट रन के बाद, संपर्क के निशान, शोर या स्ट्रैंड के फैलने की दोबारा जांच करें।
पानी के नीचे डाई-फेस निकटता
वाटर-रिंग/डाई-फेस सिस्टम में, डाई फेस पर एक समान, छोटा गैप महत्वपूर्ण होता है। गैप की जाँच या सेटिंग करने से पहले, LOTO का पालन करें और सत्यापित करें कि रोटर चालू नहीं हो सकता; जब तक अन्यथा सिद्ध न हो जाए, डाई फेस और वाटर चैंबर को गर्म मानें। सामान्य शुरुआती बैंड12/3/6/9 बजे की स्थिति में फीलर गेज का उपयोग करके 0.10–0.30 मिमी का अंतर सेट करें, फिर हाथ से घुमाकर सुनिश्चित करें कि कोई ऊँचा स्थान न हो। रीडिंग रिकॉर्ड करें और आंतरिक नियंत्रण के रूप में लगभग 0.02–0.05 मिमी के भीतर अंतर की एकरूपता का लक्ष्य रखें (OEM मार्गदर्शन और पेलेट परिणामों के अनुसार कसें या ढीला करें)। 30–60 मिनट के बाद गर्म अवस्था में पुनः जाँच करें क्योंकि ताप वृद्धि सेटअप को स्थानांतरित कर सकती है—गर्म जाँच के दौरान ताप-प्रतिरोधी दस्ताने पहनें और चुभने वाले बिंदुओं से दूर रहें। डाई का चेहरा साफ और समतल रखें; यदि आवश्यक हो, तो समतलता बहाल करने के लिए चाकू लगाने से पहले हल्का लैप करें। रखरखाव संबंधी अनुस्मारक देखें। MAAG की सफाई संबंधी सिफारिशें (2022) डाई तैयार करने के दौरान स्वच्छता बनाए रखने के लिए।
परिवर्तन के दौरान संरेखण बनाए रखें
रेफरेंस शिम/फिक्स्चर कीज़ का उपयोग करें ताकि रीबिल्ड के बाद आपका "कोल्ड" अलाइनमेंट विश्वसनीय रूप से वापस आ जाए। चेंजओवर के दौरान, LOTO का पालन करें, उठे हुए किसी भी कंपोनेंट को ब्लॉक/सुरक्षित करें, और हब और नाइफ कैरियर के आसपास पिंच पॉइंट्स से अपने हाथों को दूर रखें। फास्टनर्स को OEM स्पेसिफिकेशन्स के अनुसार टॉर्क करें और ढीलापन का पता लगाने के लिए टॉर्क-मार्क पेंट लगाएं। चेंजओवर समय को कम करने और हैंडलिंग जोखिम को कम करने के लिए एक या अधिक प्री-सेट नाइफ/हब असेंबली रखें। अंतिम गैप, TIR, टॉर्क वैल्यू और फर्स्ट-हॉट चेक को लॉग करें ताकि आप ड्रिफ्ट पैटर्न को पहचान सकें।
नमी और तापीय नियंत्रण
स्ट्रैंड ड्राइंग और एयर नाइफ
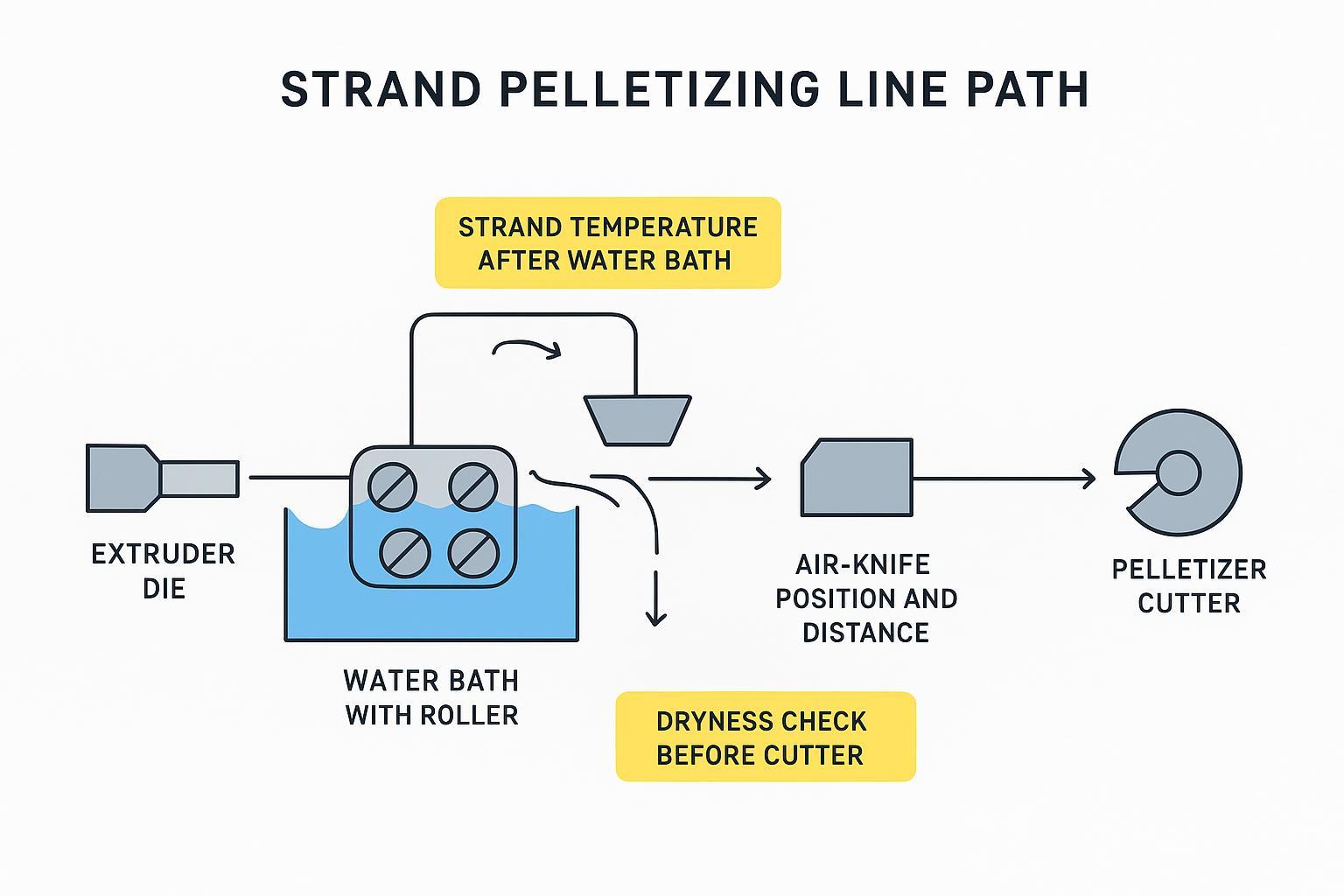
स्ट्रैंड लाइनों के लिए, स्ट्रैंड्स को बाथ से इतना ठंडा होकर निकलना चाहिए कि कटर पर वे आपस में न चिपकें और प्रवेश के समय वे सूखे होने चाहिए। यदि आपका स्थान सीमित है, तो बाथ में रोलर्स लगाकर प्रभावी शीतलन अवधि बढ़ाएँ। एयर नाइफ या वैक्यूम एयर नाइफ को कटर से ठीक पहले रखें; दूरी और कोण को इस प्रकार समायोजित करें कि स्ट्रैंड्स छूने पर सूखे और फड़फड़ाहट रहित हों। शीतलन अवधि और स्ट्रीमर की रोकथाम के लिए व्यावहारिक युक्तियों का सारांश प्लास्टिक्स टेक्नोलॉजी के कवरेज में दिया गया है; अधिक जानकारी के लिए देखें “उन परेशान करने वाले स्ट्रीमर्स से बचने के छह सुझाव” (2022) और समस्या निवारण का व्यापक अवलोकन “पेलेट परफेक्शन का मार्ग” (2023).
सत्यापन प्रक्रिया: स्नान के बाद स्ट्रैंड की सतह का तापमान मापें (आईआर थर्मामीटर या कॉन्टैक्ट प्रोब का उपयोग करके) और एयर-नाइफ की स्थिति/दबाव को रिकॉर्ड करें। यदि आवश्यक हो, तो एयर-नाइफ से पहले और बाद में 60 सेकंड के मिश्रित नमूने का वजन करके शुष्कता की पुष्टि करें; कट पर धब्बा गायब होने तक समायोजित करें।
पानी के नीचे पानी का तापमान और प्रवाह
पानी के नीचे चलने वाले पेलेटाइज़र स्थिर प्रक्रिया-जल तापमान, दबाव, प्रवाह और निस्पंदन पर निर्भर करते हैं। विशिष्ट आरंभिक बिंदु पीई/पीपी के लिए (स्थानीय स्तर पर सत्यापित करें और अपने ओईएम मैनुअल का पालन करें): प्रक्रिया जल का तापमान लगभग 45-65 डिग्री सेल्सियस बनाए रखें, जिसमें ±5 डिग्री सेल्सियस की स्थिरता हो, चैम्बर इनलेट पर आपूर्ति दबाव लगभग 3-6 बार हो, और डाई और नाइफ की सुरक्षा के लिए लगभग 50 µm या उससे कम का फिल्ट्रेशन हो। इन संख्याओं को कमीशनिंग बेसलाइन मानें—अंतिम सेटपॉइंट उपकरण और रेज़िन के अनुसार अलग-अलग होते हैं। चैम्बर इनलेट/आउटलेट पर आरटीडी, आपूर्ति पर मैग्नेटिक फ्लो और डाई से पहले और बाद में प्रेशर ट्रांसड्यूसर लगाएं; इसे पंप पर पीआईडी-नियंत्रित हीट एक्सचेंजर और वीएफडी से जोड़ें।
MAAG के सार्वजनिक अवलोकन बताते हैं कि भले ही सटीक सेटपॉइंट मॉडल-विशिष्ट हों, फिर भी अनुकूलित, फ़िल्टर किए गए पुनर्संचरण लूप की आवश्यकता होती है; पृष्ठभूमि के लिए देखें। MAAG के मिश्रण और मास्टरबैच का अवलोकन (nd)लूप की दैनिक जाँच करें: सुनिश्चित करें कि तापमान निर्धारित सीमा के भीतर बना रहे, प्रवाह स्थिर हो, फ़िल्टर साफ़ हों और सेंसर त्वरित सटीकता जाँच में पास हो जाएँ (आरटीडी के लिए बर्फ़ बिंदु/उबलने की जाँच, फ्लोमीटर के लिए शून्य बिंदु)। फ़िल्टर/स्ट्रेनर खोलने से पहले सर्किट को दबावमुक्त करें और अलग करें, और अपने साइट नियमों के अनुसार प्रक्रिया जल को गर्म/रासायनिक रूप से उपचारित मानें।
डाई-प्लेट की स्थिति और संतुलन
क्षतिग्रस्त या समतल न होने पर चाकू की आयु कम हो जाती है। खांचों और खुरदुरेपन की जांच करें; चाकू लगाने से पहले समतलता और फिनिश को बहाल करने के लिए आवश्यकतानुसार हल्का लैपिंग करें। यदि आपको कोई नया कंपन या शोर में अचानक वृद्धि दिखाई दे, तो प्रक्रिया सेटिंग्स में बदलाव करने से पहले हब बैलेंस और रनआउट की जांच करें। किसी भी सुधारात्मक कार्रवाई के बाद हमेशा गैप को गर्म अवस्था में दोबारा जांच लें।
सामग्री, कोटिंग्स, त्वरित परिवर्तन

सामग्री को उसकी अपघर्षकता के अनुसार मिलाएं।
- मध्यम घर्षणशीलता (10–40% CaCO3 या टैल्क के साथ विशिष्ट पुनर्चक्रित PE/PP): D2 (SKD11) या HSS (जैसे, M2) अक्सर कई नियंत्रित रीग्राइंड के साथ कठोरता और घिसाव प्रतिरोध का एक मजबूत संतुलन प्रदान करता है।
- उच्च अपघर्षकता (>40% फिलर्स, ग्लास/मिनरल फिल्ड): अपघर्षक घिसाव का प्रतिरोध करने के लिए कार्बाइड या लेपित टूल स्टील पर विचार करें; महीन कणों के रुझान और किनारे की सूक्ष्मदर्शी जांच के आधार पर बेवल और रीग्राइंड अंतराल को समायोजित करने की अपेक्षा करें।
कम घर्षण और कठोर कोटिंग्स
TiN/TiCN/CrN और DLC जैसी कार्बन परतें घर्षण को कम कर सकती हैं और चिपकने वाले पदार्थों के घिसाव को धीमा कर सकती हैं; PTFE जैसी ऊपरी परतें कुछ खास फॉर्मूलेशन में चिपकने की क्षमता को कम कर सकती हैं। इसके नुकसान में भंगुरता, कोटिंग का चिपकना और रीग्राइंडिंग की अनुकूलता शामिल हैं। एक अच्छी तरह से प्रलेखित परीक्षण से शुरुआत करें: बेस स्टील, कोटिंग, बेवल ज्यामिति और रीग्राइंडिंग के बाद स्वीकार्य किनारे की त्रिज्या निर्दिष्ट करें; 8 घंटे की अवधि में A/B डेटा सेट एकत्र करें।
एक व्यावहारिक, विक्रेता-निरपेक्ष उदाहरण के रूप में, MAXTOR METAL OEM-संगत प्लास्टिक पेलेटाइज़र चाकू बनाती है और लेपित विकल्प (जैसे, TiN/Cr-आधारित फिनिश के साथ D2/HSS) के साथ-साथ ज्यामिति को संरक्षित करते हुए नियंत्रित शार्पनिंग की सुविधा प्रदान करती है; क्षमताओं का अवलोकन यहां देखें। मैक्सटोर मेटल पेलेटाइज़र ब्लेड% महीन कणों, पेलेट ज्यामिति में भिन्नता और बदलाव के समय में होने वाली बचत के आधार पर स्थानीय स्तर पर किसी भी कोटिंग विकल्प का सत्यापन करें।
त्वरित-परिवर्तन हब और टॉर्क
नाइफ स्क्रू और हब फास्टनर पर OEM टॉर्क स्पेसिफिकेशन का पालन करें; एंटी-सीज़ का प्रयोग केवल वहीं करें जहाँ इसकी अनुमति हो। टॉर्क-मार्क पेंट का उपयोग करें ताकि आप एक नज़र में मूवमेंट देख सकें। एक या अधिक प्री-सेट नाइफ/हब असेंबली रखने से चेंजओवर का समय कम हो जाता है और अलाइनमेंट बनाए रखने में मदद मिलती है। डाई-फेस ब्लेड पर सुरक्षित, चरणबद्ध प्रतिस्थापन प्रक्रियाओं के लिए, देखें यह सुरक्षित प्रतिस्थापन मार्गदर्शिका.
कार्यान्वयन, प्रमुख प्रदर्शन संकेतक (केपीआई) और पेलेटाइज़र ब्लेड के जीवनकाल का विस्तार

चेकलिस्ट और अंतराल
एक पृष्ठ के मानक संचालन प्रक्रियाओं (एसओपी) को अपनाएं जिन्हें ऑपरेटर लॉगबुक में कॉपी कर सकें। दैनिक: किनारों और डाई फेस की सफाई और निरीक्षण करें; टॉर्क मार्क्स की जांच करें; पेलेट की दिखावट और महीन कणों (%) को रिकॉर्ड करें। मध्य-शिफ्ट: एक बजे की स्थिति पर गैप की जांच करें और यदि कोई नया कंपन सुनाई दे तो टीआईआर मापें। साप्ताहिक: टॉर्क सत्यापन, 12/3/6/9 बजे के गैप की पूरी रीडिंग, बेयरिंग शोर/ताप की जांच, पानी के लूप का सत्यापन (तापमान/प्रवाह/दबाव/निस्पंदन) पानी के नीचे की प्रणालियों पर।
गुणवत्ता संकेतों से जुड़ी सीमाएँ
स्थानीय आधार रेखा स्थापित करें: वजन के अनुसार महीन कण (छलनी), पेलेट की लंबाई/व्यास का मानक विचलन (ऑप्टिकल गेज), और मोटर लोड (एम्प्स)। इन प्रारंभिक ट्रिगर्स का उपयोग करें:
संक्षिप्त व्याख्या (अति सामान्यीकरण से बचने के लिए): ये ट्रिगर संकेत देने के लिए हैं आपकी अपनी स्थिर अवस्था से परिवर्तनविभिन्न संयंत्रों की तुलना न करें। यदि आपकी उत्पादन श्रृंखला में विभिन्न डाई, पॉलिमर या फिलर लोडिंग का उपयोग होता है, तो उत्पाद परिवार के अनुसार अलग-अलग आधार रेखाएँ रखें।
- यदि किसी शिफ्ट के लिए बेसलाइन से ऊपर 50% से अधिक जुर्माना हो → किनारे का निरीक्षण करें, अंतराल की एकरूपता की पुष्टि करें और सुखाने/पानी नियंत्रण को सत्यापित करें।
- TIR ≥0.05 मिमी → हब/चाकू को पुनः स्थापित करें, बियरिंग का निरीक्षण करें, आवश्यकतानुसार समायोजित करें या बदलें।
माप संबंधी नोट: TIR रीडिंग साफ, सही जगह पर लगे हब/नाइफ पर लें (फेस के नीचे कोई मलबा न हो), और इंडिकेटर सेटअप की दोहराव क्षमता की पुष्टि करें (समान संपर्क बिंदु, समान प्रीलोड)। यदि इंडिकेटर को दोबारा लगाने पर रीडिंग बदल जाती है, तो मशीन की सर्विस करने से पहले माप विधि को ठीक करें।
- चाकू और डाई के बीच का अंतर 0.10–0.30 मिमी की सीमा से बाहर हो या 0.05 मिमी से अधिक असमान हो → 30-60 मिनट के बाद रीसेट करें और गर्म अवस्था में पुनः जांच करें।
प्रत्येक सुधारात्मक कदम को 30-60 मिनट के ए/बी रन के साथ मान्य करें और मेट्रिक्स की तुलना बेसलाइन से करें।
प्रत्येक रन के लिए वैकल्पिक (कॉपी/पेस्ट) लॉग टेम्पलेट:
| वस्तु | ठंडी जाँच | हॉट चेक (30-60 मिनट) | उत्तीर्ण/अनुत्तीर्ण नियम | नोट्स |
|---|---|---|---|---|
| 12/3/6/9 पर चाकू और डाई के बीच का अंतर (मिमी में) | आपके OEM/साइट बैंड और एकरूपता लक्ष्य के भीतर | |||
| चाकू का रनआउट (टीआईआर, मिमी) | ≤ आपकी साइट की सीमा (सामान्य शुरुआत: 0.05) | |||
| जुर्माना (%) | ≤ बेसलाइन × 1.5 (शिफ्ट ट्रिगर) | |||
| पेलेट दोष (पूंछ/धब्बे/कंपन) | कोई नई खराबी नहीं | |||
| मोटर लोड (एम्प्स) | बेसलाइन की तुलना में कोई असामान्य वृद्धि नहीं हुई। | |||
| जल लूप (यूडब्ल्यू): तापमान/दबाव/प्रवाह/फ़िल्टर ΔP | आपके नियंत्रण क्षेत्र के भीतर स्थिर |
OEE, जुर्माना, ब्लेड की प्रति टन लागत पर नज़र रखें
बुनियादी बातों पर नज़र रखें और उन्हें कार्रवाई से जोड़ें:
- OEE: उपलब्धता × प्रदर्शन × गुणवत्ता; चाकू और डाई के रखरखाव से संबंधित अनियोजित रुकावटों को दस्तावेज़ में दर्ज करें।
- जुर्माना %: प्रत्येक शिफ्ट में 30 मिनट का समग्र नमूना; रुझानों को लॉग करें और किनारे के निरीक्षणों के साथ सहसंबंध स्थापित करें।
- प्रति टन ब्लेड की लागत: (ब्लेड की खरीद + धार तेज करने की लागत + अनुपलब्धता की लागत) / प्रतिस्थापन के बीच उत्पादित टन की मात्रा।
उदाहरण सहित (उदाहरण के तौर पर):
- खरीद + रीग्राइंड + प्रति चक्र डाउनटाइम = कुल $420; स्वैप के बीच उत्पादित टन = 60 टन → ब्लेड की लागत/टन = $7.00/टन। यदि नियंत्रित रीग्राइंड से अगले स्वैप से पहले 20 टन अतिरिक्त उत्पादन होता है और महीन कणों की मात्रा नहीं बढ़ती है, तो नई लागत/टन $420 / 80 टन = $5.25/टन हो जाती है। बचत एक औपचारिक रीग्राइंड शेड्यूल को उचित ठहराती है—बशर्ते आपकी गुणवत्ता सीमाओं के अनुसार इसका सत्यापन हो।
मिनी केस टेम्पलेट (भरने के लिए)

इस बॉक्स का उपयोग एक हल्के और आसानी से दोहराए जाने वाले तरीके के रूप में करें जिससे यह दस्तावेज़ तैयार किया जा सके कि किसी बदलाव (नया चाकू सेट, रीग्राइंड, गैप रीसेट, कोटिंग ट्रायल, वॉटर-लूप ट्यूनिंग) से वास्तव में पेलेट की गुणवत्ता और अपटाइम में सुधार हुआ है या नहीं। इसे गुमनाम और निष्पक्ष रखें।
1) आधारभूत स्थिति (परिवर्तन से पहले)
- रेखा/प्रणाली: जल-वलय/डाई-फेस/स्ट्रैंड/पानी के नीचे
- रेजिन + नुस्खा: (पॉलिमर, एमएफआई रेंज, 1टीपी4टी रीग्राइंड, फिलर 1टीपी4टी, नमी विंडो)
- चाकू की स्थिति: नया / रीग्राइंड #__ / दिखाई देने वाले चिप्स? हाँ/ना / मोटाई बनाम न्यूनतम: __
- मुख्य सेटपॉइंट (ठंडा → गर्म): 12/3/6/9 पर अंतर __ / टीआईआर __ / यूडब्ल्यू जल तापमान-दबाव-प्रवाह-फ़िल्टर ΔP (यदि लागू हो) __
- KPI स्नैपशॉट (एक निश्चित अवधि चुनें, जैसे, 1 शिफ्ट या 1 सप्ताह): OEE __ / जुर्माना % __ / चाकू से संबंधित अनियोजित रुकावटें __ / प्रति सप्ताह ब्लेड स्वैप __
2) किया गया परिवर्तन (वास्तव में क्या बदला)
- आपने क्या-क्या बदलाव किए: (गैप रीसेट / हब रीसेट / रीग्राइंड / नई सामग्री / कोटिंग / वाटर लूप एडजस्टमेंट)
- कारण: (देखे गए लक्षण: पूंछ हिलना, महीन कण निकलना, खड़खड़ाहट, मोटर पर भार बढ़ना, शोर)
- नियंत्रण: जो चीजें अपरिवर्तित रहीं (रेजिन लॉट, डाई प्लेट, ऑपरेटर, ड्रायर सेटिंग्स, नमूना लेने की विधि)
3) सत्यापन विधि (आपने इसे कैसे सिद्ध किया)
- ए/बी रन विंडो: __ मिनट/घंटे (इसे स्थिर रखें)
- नमूनाकरण: महीन कणों के लिए छलनी विधि, पेलेट ज्यामिति जाँच विधि, मोटर लोड लॉगिंग अंतराल
- उत्तीर्ण होने के मानदंड (उदाहरण): जुर्माना ≤ बेसलाइन × 1.5, कोई नई पूंछ/धब्बा नहीं, स्थिर एम्प्लीफिकेशन, कोई अतिरिक्त डाउनटाइम नहीं
4) परिणाम (परिवर्तन के बाद)
- KPI स्नैपशॉट (बेसलाइन के समान अवधि): OEE __ / जुर्माना % __ / चाकू से संबंधित अनियोजित स्टॉप __ / प्रति सप्ताह अदला-बदली __
- निर्णय: बदलाव को बनाए रखें / वापस पहले जैसा करें / लंबी अवधि का परीक्षण करें / OEM को मामला सौंपें
- टिप्पणियाँ: (पेलेट दोषों की तस्वीरें, किनारे के माइक्रोस्कोप से ली गई टिप्पणियाँ, असामान्य घटनाएँ)
ध्यान दें: यदि आप रेजिन/डाई/ऑपरेटर को स्थिर नहीं रख सकते हैं, तो इसे "दिशात्मक परिणाम" मानें और परीक्षण दोहराएं।
इसे इस तरह समझें: जो संयंत्र पेलेटाइज़र ब्लेड की जीवन अवधि को विश्वसनीय रूप से बढ़ाने में सफल होते हैं, वे जोखिम नहीं लेते—वे माप-तोल करते हैं। प्रतिदिन सफाई, निरीक्षण और रिकॉर्ड रखें; गैप की एकरूपता और टीआईआर को सीमित दायरे में रखें; कटाई से पहले स्ट्रैंड्स को सुखाएं या पानी के नीचे के लूप को स्थिर करें; घर्षण क्षमता के अनुरूप सामग्री और कोटिंग्स का चयन करें; और एक अनुशासित प्रक्रिया का पालन करें जिसके अनुसार ब्लेड को तेज करना और बदलना आवश्यक हो। ये उपाय अनियोजित रुकावटों को कम करते हैं और लगातार प्रमुख प्रदर्शन संकेतकों (केपीआई) के साथ, स्थानीय स्तर पर सत्यापन होने पर, ब्लेड बदलने के बीच व्यावहारिक अंतराल को बढ़ा सकते हैं।
आपके अगले कदम: ऊपर दिए गए सेटअप एसओपी को मानकीकृत करें, गैप/टीआईआर/जुर्माने के लिए लॉग फ़ील्ड को लॉक करें, और सुधारों को साबित करने के लिए एक सरल ए/बी प्रोटोकॉल शुरू करें।
एक प्रतिक्रिया