Poin-poin penting
- Pengulangan tinggi gerinda dan lebar celah biasanya merupakan masalah "pengaturan + susunan": jendela jarak/tumpang tindih hanya akan tetap stabil jika susunan pisau dan pengatur jarak tetap kaku dan tepat.
- Toleransi ketebalan spacer slitter tidak hanya memengaruhi satu jalur—tetapi terakumulasi di seluruh poros. Penumpukan inilah yang menjadi alasan tersembunyi mengapa lebar jalur bergeser saat jalur produksi berjalan cepat.
- Jika Anda menginginkan kualitas tepi yang dapat diprediksi, perlakukan spacer seperti komponen presisi: kendalikan. ketebalan, paralelisme, Dan kondisi permukaan, lalu verifikasi pohon TIR sebelum Anda menyalahkan bahannya.
- Mengapa pengulangan tinggi gerinda dan lebar celah menentukan jumlah barang cacat, pengerjaan ulang, dan OEE (Overall Equipment Effectiveness)?
Gerigi bukan hanya cacat kosmetik. Pada film, foil, tekstil, dan lembaran berlapis, tepi yang kasar dapat menyebabkan kerusakan, kerutan, penggulungan yang buruk, dan keluhan pelanggan di tahap selanjutnya. Pada logam, gerigi dapat memicu cedera saat penanganan, masalah pemasangan, dan keausan dini pada proses pembentukan selanjutnya.
Penyimpangan lebar celah sama mahalnya. Jika Anda tidak dapat mempertahankan lebar celah dari satu lot ke lot berikutnya atau dari satu shift ke shift berikutnya, Anda harus memperlebar spesifikasi (risiko barang cacat berpindah ke hilir) atau melakukan pengerjaan ulang (waktu dan tenaga kerja). Dalam kedua kasus tersebut, OEE (Overall Equipment Effectiveness) akan terpengaruh: lebih banyak penghentian, lebih banyak inspeksi, dan waktu pergantian yang lebih lama.
Bagaimana pisau dan pengatur jarak pemotong secara bersamaan menentukan jarak bebas, tumpang tindih, dan kekakuan.
Pisau menciptakan aksi pemotongan, tetapi pengatur jarak menentukan di mana aksi itu terjadi dan apakah tetap stabil. Dalam pengaturan poros—terutama pemotongan melingkar—pengatur jarak dan pisau ditumpuk agar bertindak seperti satu rakitan padat. Kekakuan tumpukan itulah yang mencegah jarak dan tumpang tindih bergeser selama proses pemotongan.
Jika Anda ingin mengingat kembali tampilan sistem secara singkat, lihat panduan MAXTOR METAL tentang bagaimana pisau dan spacer bekerja bersama—ini adalah model mental yang berguna sebelum Anda mulai mengejar gejala-gejala individual.
Apa yang akan dipelajari pembaca: toleransi, target pengaturan, metrologi, dan logika TCO.

Artikel ini menjabarkan:
- dasar-dasar di balik pembentukan gerinda dan pengendalian lebar
- Toleransi mana yang paling penting (dan mana yang hanya gangguan)?
- tetapkan target yang dapat Anda rekam dan ulangi
- urutan metrologi yang mendeteksi penumpukan dan penyimpangan sejak dini.
- Lensa TCO sederhana untuk menentukan kapan "spacer murah" menjadi bagian termahal pada mesin.
Dasar-dasar presisi
Dasar-dasar pembentukan burr
Pemotongan geser adalah pemotongan seperti gunting: dua sisi bertemu pada suatu sudut dan material patah dengan cara yang terkontrol. Jika geometrinya tepat, potongannya bersih. Jika salah, akan terjadi pengguliran, robekan, atau gerigi yang membesar saat pemotongan beralih dari geser ke patahan.
Pemotongan lilitan umumnya menghasilkan tepi yang lebih rapi karena lembaran kertas ditopang saat melilit pisau betina. PFFC menjelaskan mekanisme dan mengapa penopang lilitan mengurangi robekan. “Pemotongan dengan Metode Geser Dapat Memberikan Keuntungan” (PFFC).
Kesimpulan praktisnya: duri seringkali gejala dari jendela jarak bebas/tumpang tindih yang tidak stabil—karena tumpukan melentur, pisau tidak benar-benar sejajar, atau penyimpangan mengubah jarak bebas efektif di sekitar rotasi.
Fisika kontrol lebar celah
Lebar celah berasal dari posisi pisau dan stabilitas posisi tersebut di bawah beban. Dalam sistem bertumpuk, "perangkat penentu posisi" adalah rangkaian pengatur jarak. Jika pengatur jarak bervariasi, pisau akan bergerak. Jika tumpukan tidak kaku, pisau akan melentur dan lebar efektif berubah.
Sistem pemotongan lilitan banyak digunakan ketika dibutuhkan toleransi lebar yang ketat karena pisau betina ditumpuk dengan pengatur jarak pada poros, menghilangkan celah dan menopang lembaran material. Parkinson Technologies menjelaskan bagaimana konfigurasi ini dapat mencapai toleransi lebar celah yang sangat ketat pada “Mencapai Toleransi Ketat dengan Pemotongan Geser Melingkar” (Parkinson Technologies).
Jadi, kontrol lebar bukan "hanya" sebuah pengaturan—melainkan gabungan dari:
- Akurasi ketebalan spacer (susunan)
- Keausan pisau dan poros (keausan sebenarnya)
- Kekakuan tumpukan (torsi, kebersihan, kondisi kontak)
- stabilitas proses (tegangan, sinkronisasi kecepatan, keausan)
Toleransi yang penting
Saat Anda mengejar pengulangan lebar dan pengendalian gerinda, fokuskan anggaran toleransi Anda di tempat yang benar-benar mengubah geometri pemotongan:
- Toleransi dan pencocokan ketebalan spacer (driver tumpukan)
- Kesamaan pisau (kemiringan mengubah jarak bebas di sepanjang lebar)
- Jarak bebas poros / TIR (perubahan jarak bebas dan tumpang tindih di sekitar rotasi)
- Kualitas permukaan dan kebersihan pada permukaan yang bersentuhan (memengaruhi seberapa "kokoh" tumpukan tersebut sebenarnya)
Dari sudut pandang gambar dan inspeksi, karakteristik ini sesuai dengan bahasa toleransi ISO GPS untuk bentuk/orientasi/penyimpangan (lihat ISO 1101:2017).
Untuk konteks yang lebih luas mengenai diskusi toleransi perkakas tipikal (misalnya, rentang toleransi OD yang sering dikutip dalam perkakas pemotong), lihat “Toleransi pada Peralatan Pemotong” (Deetee).
Pengatur jarak pemotong presisi

Toleransi ketebalan dan susunan lapisan
Toleransi ketebalan spacer merupakan faktor yang paling berpengaruh langsung terhadap akurasi lebar celah.
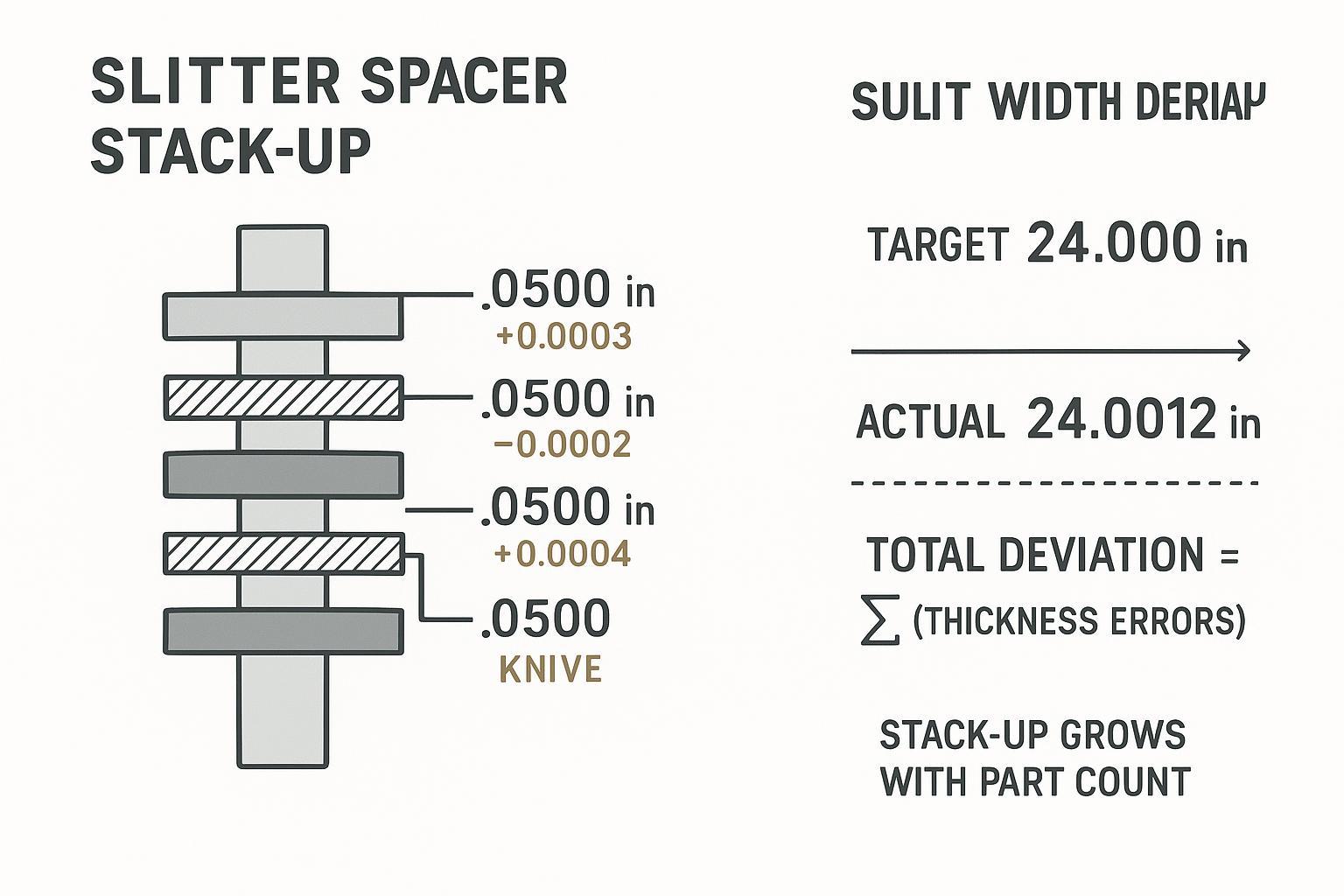
Sebuah spacer tunggal dengan ketebalan 0,0003 inci mungkin terdengar bukan masalah—sampai Anda memiliki banyak spacer tersebut pada satu poros. Dalam perakitan bertumpuk, kesalahan lebar celah bukanlah acak; melainkan terakumulasi. Itulah mengapa dua tumpukan yang dibuat dari komponen "dalam toleransi" masih dapat menghasilkan lebar yang berbeda.
Inilah model mental yang Anda inginkan di lantai produksi:
- Setiap spacer memiliki ketebalan sebenarnya.
- Lebar celah pada jalur tertentu adalah jumlah dari tumpukan hingga posisi pisau tersebut.
- Penyimpangan total adalah jumlah dari kesalahan ketebalan.
Jika target pengulangan Anda adalah ±0,002–0,005 inci, Anda tidak dapat memperlakukan spacer sebagai cincin komoditas. Anda memerlukan salah satu dari berikut ini:
- toleransi ketebalan yang lebih ketat, atau
- lebih sedikit bagian per kantong, atau
- Pendekatan set yang cocok di mana nilai ketebalan aktual diukur dan dikelompokkan untuk mengendalikan kesalahan total.
Kesejajaran dan penyelesaian permukaan
Ketebalan hanyalah setengah dari cerita. Bahkan jika ketebalannya sempurna, ketidaksejajaran yang buruk mengubah spacer menjadi baji.
Apa yang terjadi dalam praktiknya:
- Pisau sedikit miring, sehingga jarak antara sisi operator dan sisi penggerak tidak seragam.
- mengubah titik pertemuan tepi, yang mengubah perilaku gerigi.
- meningkatkan getaran dan suara berisik mikro karena permukaan tumpukan tidak terpasang secara konsisten.
Kualitas permukaan sangat penting karena bidang kontak merupakan bagian dari struktur. Permukaan yang kasar dapat memerangkap serpihan dan menciptakan kontak titik. Dalam tumpukan pemotongan, kontak titik berubah menjadi pergerakan di bawah beban—pergerakan berubah menjadi pergeseran celah—pergeseran berubah menjadi gerigi.
Jika Anda menentukan tekstur permukaan menggunakan Ra, Anda akan mendapatkan komunikasi yang paling konsisten ketika catatan gambar Anda mengikuti bahasa ISO GPS “tekstur permukaan, metode profil” (lihat ISO 4287:1997 untuk parameter seperti Ra, dan ISO 4288:1996 (untuk aturan penilaian).
Set yang cocok dan dokumentasi
Set yang serasi adalah cara paling bersih untuk mengurangi penumpukan tanpa mengubah setiap pergantian menjadi pekerjaan ulang.
Paket lengkap yang praktis harus mencakup:
- pengukuran ketebalan sebenarnya (bukan hanya nominal)
- identifikasi untuk setiap spacer (ID set / ID jalur)
- rencana susunan sederhana untuk pola celah umum
- ketertelusuran (pengidentifikasi lot/batch) sehingga kinerja berulang dapat diaudit.
Di sinilah kedisiplinan pemasok secara langsung memengaruhi risiko Anda.
MAXTOR METAL dapat mendukung tim pengadaan dengan laporan set yang cocok (data ketebalan terukur sebenarnya per set) dan pelacakan impor satu pintu Sehingga ID set, catatan inspeksi, dan dokumen pengiriman tetap terhubung. Nilainya bukan pemasaran—melainkan kontrol: ketika masalah lebar muncul, Anda dapat mengisolasi apakah masalah tersebut disebabkan oleh pengaturan, keausan, atau lot spacer/pisau tertentu.
Bahan dan mata pisau

Pilihan baja, PM, dan karbida
Bahan pisau memengaruhi ketahanan ketajaman dan seberapa lama rentang toleransi "baik" yang Anda ketahui tetap stabil.
- Baja perkakas umum digunakan untuk layanan umum di mana ketangguhan sangat penting.
- baja PM (metalurgi serbuk) Sering dipilih ketika Anda membutuhkan ketahanan aus yang lebih baik tanpa mengorbankan ketangguhan.
- Karbit Alat ini cocok untuk material yang sangat abrasif atau ketika masa pakai mata pisau menjadi pertimbangan utama, tetapi membutuhkan pengaturan yang ketat dan penanganan yang hati-hati.
Pemilihan material tidak menggantikan disiplin pengaturan. Itu hanya mengubah seberapa cepat pengaturan yang kurang ideal menjadi pengaturan yang buruk.
Geometri tepi dan tumpang tindih
Geometri tepi dan tumpang tindih saling berinteraksi. Jika tumpang tindih terlalu besar untuk mode pemotongan Anda, pisau jantan dapat menyentuh material sebelum pisau betina melakukan bagian pekerjaannya, yang meningkatkan risiko sobek.
Perlakukan tumpang tindih sebagai variabel terkontrol, bukan sebagai tombol "semakin banyak semakin baik". Ketika gerigi membesar atau tepinya mulai terlihat bergerigi, pastikan tumpang tindih tidak bergeser karena penempatan tumpukan atau keausan.
Runout dan konsentrisitas
Runout adalah generator suara bising yang senyap.
Jika pisau atau poros memiliki TIR (Total Internal Reduction/Resistance) yang terukur, jarak bebas efektif berubah saat alat berputar. Itu berarti ujung pisau mengalami kondisi "terlalu rapat / terlalu longgar" secara bergantian dalam satu putaran. Dalam praktiknya, hal ini tampak sebagai:
- gerinda intermiten
- variasi lebar yang tidak berkorelasi dengan perubahan tegangan
- tanda-tanda getaran yang muncul dan menghilang seiring kecepatan.
Kendalikan jangkauan luncur dengan verifikasi, bukan asumsi.
Pengaturan dan metrologi
Target jarak aman dan tumpang tindih
Untuk banyak aplikasi pemotongan geser, titik awal yang dapat digunakan adalah pembersihan 1–2% per sisi (Selalu konfirmasikan dengan bahan, ketebalan, dan rekomendasi OEM Anda). Alasan untuk menyatakannya sebagai persentase sederhana: perubahan ketebalan akan menggeser jendela.
Catat rentang "kondisi baik yang Anda ketahui" berdasarkan SKU (bahan + ketebalan + kekerasan/lapisan) dan kaitkan dengan set spacer/pisau yang digunakan. Itulah cara Anda mengubah pengetahuan turun-temurun menjadi kemampuan pengulangan.
Untuk penjelasan lebih mendalam tentang logika pengaturan clearance dan kesalahan umum, MAXTOR METAL memiliki panduan khusus tentang hal tersebut. rumus pengaturan jarak bebas dan kesalahan umum.
Pengukur jarak dan poros
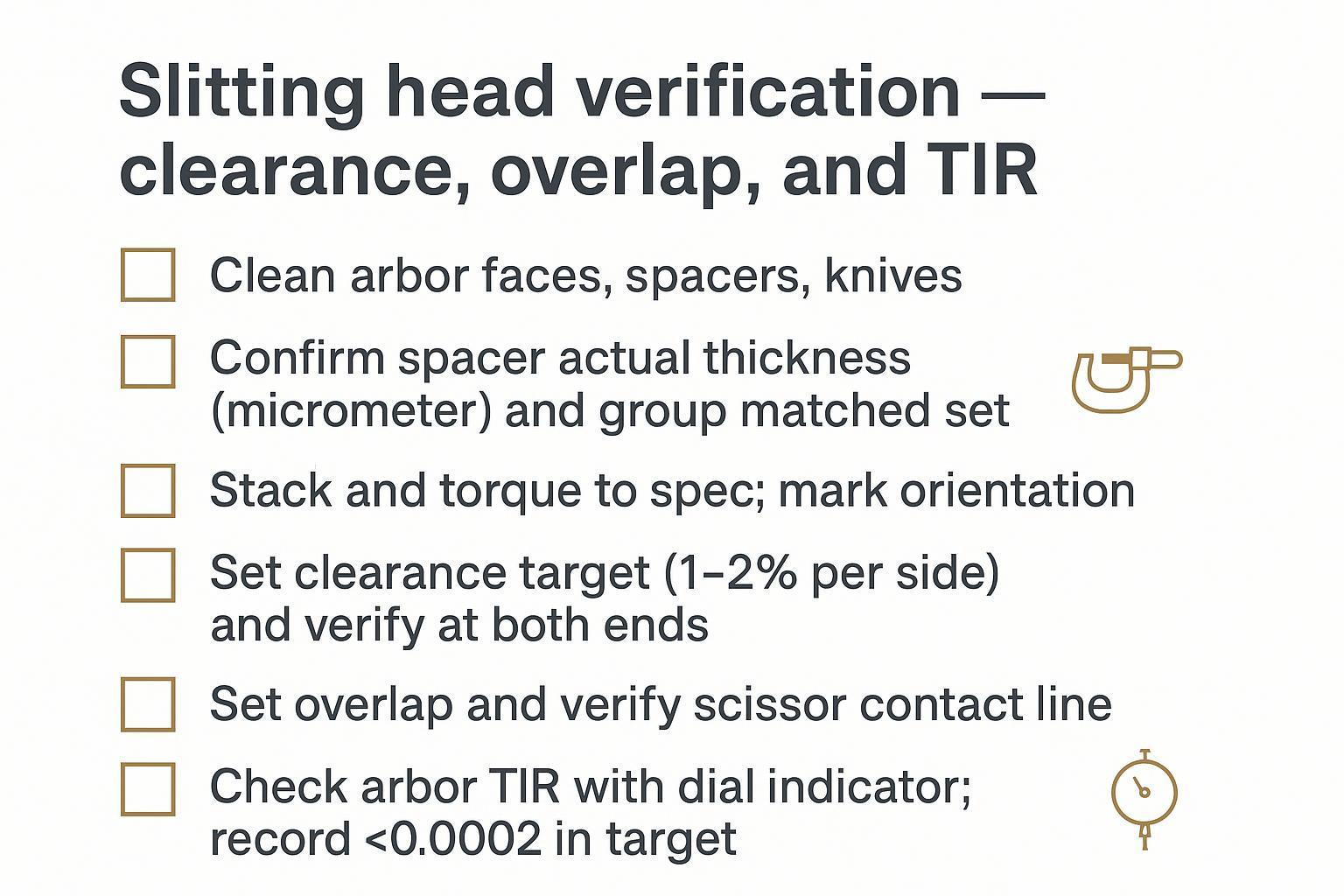
Suatu rutinitas metrologi yang benar-benar berfungsi dalam produksi adalah sederhana dan dapat diulang:
- Ukur ketebalan spacer dengan mikrometer yang telah dikalibrasi.
- Ukur kesejajaran dengan memeriksa beberapa titik (jangan hanya mengandalkan satu pembacaan).
- Periksa TIR poros dengan indikator dial pada permukaan fungsional yang Anda perhatikan.
- Catat hasil berdasarkan ID set agar data tetap ada saat pergantian shift.
Jika Anda tidak mencatatnya, Anda tidak dapat memisahkan "variabilitas peralatan" dari "variabilitas pengaturan".“
Kontrol pergantian dan torsi
Masalah lebar yang muncul setelah pergantian "rutin" seringkali merupakan masalah torsi dan kebersihan.
Kendalikan mereka dengan disiplin:
- Bersihkan permukaan yang bersentuhan (poros, pengatur jarak, pisau) sebelum ditumpuk.
- Kencangkan torsi sesuai target yang telah didokumentasikan dan gunakan urutan yang sama setiap kali.
- Tandai orientasi jika operasi Anda menggunakan kembali tumpukan.
- Periksa kembali TIR setelah torsi akhir—torsi dapat menggeser tumpukan.
Penyelesaian masalah kualitas

Gerigi dan tepi bergerigi
Jika gerigi bertambah atau tepi menjadi bergerigi, lakukan pemecahan masalah dengan urutan berikut:
- Verifikasi jarak dan tumpang tindih (jangan melakukan penyesuaian secara membabi buta).
- Periksa ketajaman dan kondisi mata pisau. Tepi yang tumpul memperluas zona geser efektif dan meningkatkan risiko timbulnya gerigi.
- Konfirmasi susunan tempat duduk bertumpuk (puing, goresan, permukaan kasar).
- Periksa runout/TIR (pisau dan arbor).
Untuk langkah-langkah perawatan praktis yang menjaga geometri tepi tetap stabil lebih lama, lihat menjaga ketajaman mata pisau pemotong.
Pergeseran lebar dan kemiringan
Pergeseran lebar biasanya berasal dari salah satu dari tiga hal berikut:
- Pergeseran tumpukan: bantalan penyangga ditukar, dicampur, atau tidak sesuai dengan ketebalan sebenarnya.
- Pergeseran mekanis: penyimpangan meningkat, bantalan memanas, atau torsi/dudukan diubah.
- Pergeseran prosesPerubahan tegangan atau variabilitas material menarik lembaran material secara berbeda.
Keluhan tentang kelengkungan sering muncul ketika lebar sudah "sesuai spesifikasi" tetapi strip tidak mengikuti jalur yang seharusnya. Ini sebagai pengingat: akurasi lebar dan kontrol web saling terkait. Susunan yang stabil memudahkan kontrol tegangan; susunan yang tidak stabil membuat setiap variabel lain menjadi lebih sensitif.
Getaran dan derau
Bunyi berisik jarang bisa diatasi hanya dengan "memutar kenop." Biasanya ini masalah kekakuan:
- terlalu banyak spacer tipis dalam satu saku
- kondisi permukaan yang buruk pada sisi kontak
- kehabisan daya yang mendorong sistem ke pemuatan periodik
- torsi tidak mencukupi atau torsi tidak konsisten
Ketika muncul getaran, berhentilah menganggapnya sebagai masalah kecepatan dan mulailah menganggapnya sebagai masalah kekakuan tumpukan dan metrologi.
Studi kasus: mengurangi gerigi dan pergeseran lebar dengan menstabilkan susunan lapisan.
Dalam satu aplikasi pemotongan geser putar, sebuah prosesor sedang berjalan. Kumparan baja CR (setara SPCC) pada 0,50 mm ketebalan dan 1250 mm lebar kumparan, dengan 8 untai pada 120 m/menit. Targetnya adalah... ±0,05 mm toleransi lebar celah dan gerigi <0,03 mm.
Berikut adalah cuplikan sebelum/sesudah dari percobaan tersebut:
| Metrik | Sebelum | Setelah |
|---|---|---|
| Tinggi gerigi | 0,045–0,060 mm | 0,018–0,025 mm |
| Penyimpangan lebar | ±0,12 mm | ±0,04 mm |
| Penghentian terkait duri | 2–3 kali seminggu | <1/minggu |
| Waktu penyiapan rata-rata | 48 menit | 34 menit |
Apa yang berubah: Mereka memperlakukan tumpukan itu seperti perakitan presisi—spacer yang sesuai dengan ketebalan yang diukur sebenarnya, membersihkan permukaan kontak, menggunakan torsi + urutan yang terdokumentasi, dan diverifikasi/dikoreksi arbor dan pisau TIR dengan indikator putar.
Intinya bukanlah bahwa satu angka menyelesaikan segalanya—melainkan bahwa Disiplin tumpukan + verifikasi Hal ini membuat jendela jarak/tumpang tindih Anda dapat diulang, yang merupakan kunci untuk menstabilkan gerinda dan lebar dalam produksi nyata.
Kesimpulan
- Rekap metrik utama: spacer ±0,0002–0,0005 inci; TIR <0,0002 inci; Ra 8–16 µin
Ketiga angka tersebut merupakan titik awal yang praktis karena angka-angka tersebut berhubungan langsung dengan apa yang dapat Anda kendalikan: jarak antar kursi, kecepatan operasional sebenarnya, dan seberapa andal susunan kursi yang ada.
Penting: Perlakukan ini sebagai target awal, Spesifikasi ini tidak bersifat universal. Jendela praktisnya bergeser tergantung pada jenis dan ketebalan material, lapisan/kekerasan, geometri pisau, tegangan tali, kecepatan, dan desain kepala OEM. Cara untuk membuatnya "nyata" di pabrik Anda adalah dengan mendokumentasikan pengaturan yang berhasil (ID set pisau + spacer, urutan torsi, TIR terukur, dan SKU material) dan kemudian melakukan iterasi berdasarkan pengukuran Anda sendiri.
- Target: jarak bebas 1–2%/sisi; gerinda <0,0005–0,001 inci; pengulangan ±0,002–0,005 inci
Jika Anda mencapai target tersebut secara konsisten, Anda biasanya akan melihat hasil bisnis yang penting: lebih sedikit limbah, lebih sedikit masalah lebar yang "misterius", dan pergantian produksi yang lebih cepat.
Jika Anda membutuhkan pendapat kedua mengenai tumpukan toleransi dan rutinitas verifikasi Anda, MAXTOR METAL dapat memberikan penawaran harga. pisau + set spacer dan menyediakan dokumentasi pengukuran set yang sesuai serta ketertelusuran impor sehingga tim Anda dapat mengaudit kinerja berdasarkan ID set.
Untuk pandangan TCO yang lebih luas tentang menjaga kualitas tepi tetap stabil lebih lama, lihat panduan MAXTOR METAL tentang cara memperpanjang umur pakai mata pisau pemotong (perspektif TCO).
Artikel ini ditulis sebagai referensi praktik terbaik untuk tim pemotongan produksi. Target numerik yang diberikan dimaksudkan sebagai titik awal praktis yang harus divalidasi terhadap material, persyaratan produk, dan panduan OEM Anda.
Di MAXTOR METAL, kami mendukung operasi pemotongan dengan pisau dan pengatur jarak yang dibuat khusus dan diasah dengan presisi, dan kami dapat menyediakan:
- Catatan pengukuran set yang cocok (data ketebalan spacer sebenarnya per set)
- Ketertelusuran lot yang menghubungkan ID set, catatan inspeksi, dan dokumen pengiriman.
- Dokumentasi pengendalian mutu selaras dengan pemeriksaan material yang masuk dan inspeksi selama proses produksi.
Jika Anda menginginkan tinjauan teknik atas rencana susunan lapisan Anda, bagikan pola celah, spesifikasi material, dan pembacaan metrologi terkini (data ketebalan + TIR), dan kami dapat membantu Anda mengidentifikasi apakah pendorong utamanya adalah penumpukan lapisan, penyimpangan aliran, atau stabilitas proses.
FAQ
Apa sebenarnya fungsi spacer pemotong dalam pemotongan geser?
Mereka mengatur jarak antar pisau, yang secara langsung menentukan pola celah dan lebar jalur. Dalam sistem bertumpuk, mereka juga bertindak sebagai elemen struktural: seberapa baik mereka terpasang dan cocok akan memengaruhi kekakuan, yang memengaruhi stabilitas celah dan pengendalian gerinda.
Bagaimana penumpukan toleransi spacer menyebabkan pergeseran lebar celah?
Setiap spacer memiliki sedikit kesalahan ketebalan dari nilai nominal. Dalam satu tumpukan, posisi jalur adalah jumlah dari semua ketebalan spacer hingga pisau tersebut, sehingga kesalahan kecil tersebut bertambah menjadi penyimpangan lebar yang terukur—terutama jika terdapat banyak spacer.
Berapa toleransi ketebalan yang harus saya tentukan untuk spacer pemotong?
Hal ini bergantung pada target pengulangan yang Anda inginkan dan berapa banyak bagian yang ada dalam tumpukan. Rentang praktis umum untuk pekerjaan presisi adalah ±0,0002–0,0005 inci, kemudian perketat lebih lanjut atau gunakan set yang cocok jika Anda membutuhkan pengulangan lebar yang lebih ketat.
Mengapa penyimpangan poros (TIR) muncul sebagai gerigi?
Runout mengubah jarak bebas dan tumpang tindih yang efektif saat pisau berputar. Artinya, pemotongan bergantian antara kondisi "terlalu rapat" dan "terlalu longgar" dalam satu putaran, yang terlihat sebagai gerigi yang terputus-putus dan hasil akhir tepi yang tidak konsisten.
Apa saja target jarak bebas dan tumpang tindih yang baik untuk mengurangi gerigi?
Target awal yang berguna adalah jarak bebas sekitar 1–2% per sisi untuk banyak pekerjaan pemotongan geser, kemudian sesuaikan berdasarkan material dan ketebalan. Tumpang tindih harus diatur agar pisau bertemu dengan bersih tanpa memaksa pisau jantan masuk ke material yang tidak didukung.
Bagaimana cara saya memeriksa ketebalan dan kesejajaran spacer slitter di lantai pabrik?
Gunakan mikrometer yang telah dikalibrasi untuk mengukur ketebalan dan ambil beberapa pembacaan di sekitar spacer untuk memastikan bentuknya tidak seperti baji. Jika Anda membutuhkan keyakinan yang lebih tinggi, tambahkan pemeriksaan pelat permukaan dan catat pengukuran berdasarkan ID set.
Apakah saya harus membeli spacer dan pisau sebagai satu set yang serasi?
Jika Anda mementingkan lebar yang konsisten dan pergantian yang cepat, set yang cocok biasanya mengurangi risiko karena pemasok mengukur dan mengelompokkan nilai ketebalan aktual serta menyediakan dokumentasi. Hal ini mempercepat pemecahan masalah dan mengurangi kejutan akibat penumpukan yang tidak sesuai.
Apa cara tercepat untuk mengurangi gerinda tanpa mengubah seluruh pengaturan?
Mulailah dengan verifikasi: pastikan jarak bebas dan tumpang tindih tidak bergeser, lalu periksa tepi pisau dan dudukan tumpukan. Jika tumpukan bersih, dikencangkan secara konsisten, dan TIR terkontrol, banyak masalah gerinda akan hilang tanpa perubahan proses yang besar.