Slitting burrs show up as a raised lip, fuzzy edge, dusting, or “chewed” strands along the slit—often worst on one side of the web. They don’t just look bad; they drive scrap (edge trim, rejects), downstream jams, and unplanned stops when operators have to chase a moving setup.
The good news: many burr spikes are caused by setup drift you can correct line-side in 15–30 minutes—without a full teardown. The fastest wins usually come from getting overlap and clearance back into range, restoring edge condition, and stabilizing web mechanics (tension and speed).
You don’t need special instruments to start. Most plants already have what’s required: feeler gauges, a dial indicator, pressure film, and an IR thermometer.
Catatan keselamatan: This guide is for process troubleshooting only. Always follow your site’s lockout/tagout, guarding, and OEM procedures before inspecting or adjusting any slitting station.
Do the checks below and you should see cleaner edges, steadier OEE, and a lower total cost of ownership today—because you’ll reduce both scrap and the time spent “tuning by feel.”
Public example (film/packaging): A Maxcess case study on a thin polymer web process reported eliminating wrinkles and doubling roll output after installing a web-spreading solution, helping stabilize downstream processes including slitting and winding. See Maxcess case study: Plitek eliminated wrinkles and doubled roll output (public reference; results depend on line design and material).
Instant fixes now (slitting burrs)
Set overlap and clearance
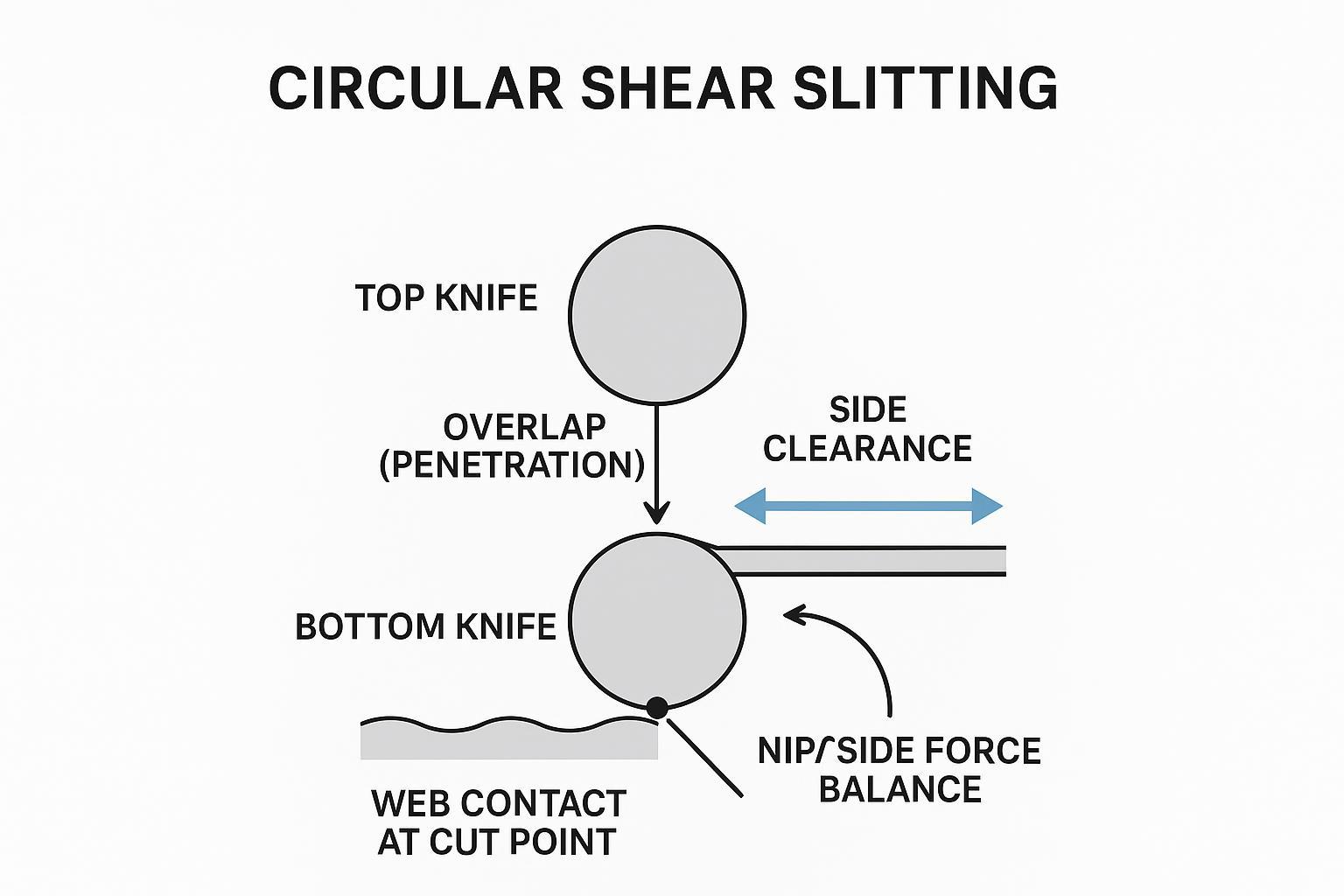
If burrs suddenly increase after a changeover, treat overlap and side clearance as suspect #1. This is the fastest place to start in circular shear slitting troubleshooting because it directly sets whether you’re shearing or rubbing.
What “overlap” and “clearance” mean (in one sentence): overlap is how far the knives penetrate past the theoretical tangent point; clearance is the controlled side gap that lets the knives shear instead of rub.
Start with a short stop and do these slitter knife overlap and clearance checks:
- Confirm side clearance at the cut point (feeler gauge). Check both operator side and drive side. A clearance that’s too open can let the web deform instead of shear; too tight raises friction and can create heat-related edge damage.
- Reset overlap in small steps. If you see a fuzzy edge and dusting, reduce overlap slightly. If the slit looks torn or intermittently uncut, increase overlap slightly. Change one variable at a time.
- Verify parallelism across the width. If one lane is clean and another is burred, the setup may be square overall but not consistent across the arbor stack.
Poin Penting: Uniform shear slitting burrs across all lanes usually point to overlap/clearance or knife condition; burr that comes and goes in a repeatable pattern often points to runout or tension stability.
For a deeper reference on clearance logic and common mistakes, see MAXTOR METAL’s guide: The Definitive Guide to Setting Shear Blade Clearance.
If you’re dialing in overlap/clearance after a changeover—or you’re pairing knives to reduce burr and heat—see MAXTOR METAL’s circular slitter knives and blades for typical configurations and customization options.
Restore edge sharpness and deburr
A “new” knife isn’t automatically a sharp knife at the cut edge—especially if it’s been handled, bumped, or assembled with contaminated spacers.
Line-side actions that work fast:
- Inspect for micro-chips and roll rings. Use magnification if available; small edge damage can create outsized burr on films and nonwovens.
- Clean contact faces and spacers. A single burr on a spacer or trapped debris can tilt the knife stack and change the real clearance at the cut point.
- If you can’t sharpen immediately, reduce the load. Drop speed and/or tension slightly to stop tearing while you schedule resharpening.
Watch temperature as a proxy for friction. If the IR thermometer shows a rising hot spot around the knives, you may be rubbing (too tight, too much side force) or cutting with a dull edge.
Edge symptom cheat sheet (fast visual check):
- Clean shear: crisp edge, minimal dusting, consistent look lane-to-lane.
- Rubbing/over-tight side force: shiny or smeared edge, rising knife temperature, sometimes a “polished” look.
- Tearing (insufficient shear action): ragged edge, intermittent uncut fibers/strands, burr that worsens when tension fluctuates.
- Micro-chips/rolled edge: localized burr that “prints” repeatedly, often paired with a periodic defect pattern and audible tick/chatter.
Align entry, stabilize tension and speed
Once overlap/clearance and edge condition are reasonable, burrs that persist are often web-mechanics problems.
- Square the web into the station. A skewed entry angle can bias side force and make one edge consistently worse.
- Stabilize tension before you touch knife settings again. A tension change can “fake” a clearance issue by changing how the web sits at the cut point.
- Reduce speed briefly to isolate cause. If burrs drop quickly with a 10–20% speed reduction, you’re likely dealing with a stability issue (flutter, tension loop response, or heat buildup).
- Check overspeed assumptions if your system uses it. Industry guidance commonly references a small bottom-knife overspeed to maintain scissor action; see the principles described in the Carolina Knife “Principles of Shear Splitting” PDF.
Quick diagnostics kit
Fast SOP table: symptom → cause → check → quick fix → verify
| What you see | Kemungkinan penyebab | Apa yang perlu diperiksa | Quick fix | Verify it worked |
|---|---|---|---|---|
| Uniform burr across lanes | Overlap/clearance out of range; dull edge | Feeler gauge at cut point; knife edge under magnification; spacer cleanliness | Reset overlap/clearance in small steps; clean spacers; reduce load (speed/tension) if needed | Edge looks crisp; dusting drops; knife temp trend stabilizes |
| Burr mostly on one side | Skewed entry; side load imbalance; stack not parallel | Web entry squareness; pressure film pattern; lane-to-lane clearance | Square web; balance nip/side load; re-check parallelism | Left/right edge match improves |
| Burr repeats periodically down-web | Runout/TIR; stack error; mounting face contamination | Dial indicator TIR at knife OD; check mounting faces | Clean faces; re-stack; replace damaged spacers; verify alignment | Pattern disappears; TIR reduced |
| Fuzzy edge / fiber pull-out | Tearing from low shear action; dull edge; unstable tension | Overlap/clearance; tension stability; edge condition | Increase overlap slightly; stabilize tension; sharpen/replace if chipped | Less fuzz; steadier slit edge |
| Shiny/smeared edge on film | Rubbing/heat; too tight clearance; debris | IR temp trend; clearance; spacer burrs | Open clearance slightly; clean stack; reduce side force | Temp rise slows; smear disappears |
(Always follow your OEM manual, safety procedures, and holder design limits before making adjustments.)
Runout and axis alignment
If burr quality cycles “good/bad/good/bad” at a regular interval down-web, suspect runout.
Do a quick runout check with a dial indicator:
- Measure TIR on the knife OD while rotating slowly. If runout is high, the effective overlap and clearance change once per revolution.
- Check bearing/shaft condition and mounting faces. A clean knife on a dirty or damaged mounting surface will still run out.
- Confirm axis alignment between upper and lower arbors. Misalignment forces the cut point to wander, which shows up as lane-to-lane inconsistency.
This pattern-based diagnosis matches what many shear slitting OEMs describe: burr that appears periodically is usually not “material randomness,” but geometry repeatability (runout, stack error, alignment).
Pressure mapping and nip balance
Uneven side load or nip force can turn a good knife setup into a rubbing setup.
Use pressure film to map contact:
- Place film at the nip/holder contact zone per your line’s safe procedure.
- Run at low speed briefly and compare the print density across the width.
- Correct obvious left/right imbalance first, then re-check edge quality.
For a quick reminder of common shear slitting failure modes tied to overlap and setup forces, DIENES USA’s list of issues is a useful reference: “6 of the most common problems found in shear slitting" ".
If you’re deciding between shear and crush slitting for a film job, DIENES USA also notes that shear slitting is preferred when a very clean and uniform cutting edge is required, while crush cutting is easier but tends to produce rougher edges and higher dust. See “Shear vs. Crush: When to use Which One?" ".
Preventive checks and logging
Lock in your gains by making the setup repeatable across shifts.
A simple way to make troubleshooting faster (and more objective) is to log three “signals” every time burr spikes: runout (TIR), knife-area temperature rise, and tension stability. Use the conservative guidance below as starting reference points and always defer to your OEM manual, holder design, and web/material limits:
- Runout (TIR) quick-check: If you measure more than about 0.001–0.002 in (0.025–0.05 mm) TIR at the knife OD during a slow rotation, treat it as a likely contributor to periodic burr (effective overlap/clearance changes once per revolution). If you’re above this range, clean mounting faces, re-stack, and re-check before changing geometry. (Reference guidance compiled from knife/slitting suppliers; for example, DIENES USA’s shear cutting resources discuss how geometry repeatability impacts slit quality and dust generation: “The 2 Types of Shear Cutting and the 4 Relations that Impact Quality”.)
- Temperature trend: Log the knife-area temperature at startup and again after 5–10 minutes. A fast upward trend (even if the absolute number varies by plant) often indicates rubbing from tight clearance, debris in the stack, or dull edges.
- Tension stability: Record setpoint and the observed swing (or dancer position variation). If burr correlates with larger swings after speed changes, stabilize tension control before re-tuning overlap/clearance.
Log template (copy/paste):
- Minimum fields: material, thickness, speed, tension setpoint, overlap, clearance, symptom (burr/fuzz/dusting), corrective action, result.
- Optional (recommended): measured TIR, knife temp (start/10 min), lane #, photos under magnification, date/shift/operator.
Keeping the “minimum fields” consistent is what makes trend reviews and repeatability possible across shifts.
- Record the last “good” overlap/clearance, tension, and speed for each material and thickness.
- Log knife life by hours or meters slit, not by calendar time.
- Add a two-minute verification step: feeler gauge check + quick IR temperature scan after startup.
MAXTOR METAL supports matched blade pairing, QC traceability, and one‑stop import to help plants keep knife geometry and documentation consistent from order to install.
Material-specific tuning
Films (PET/OPP/PE)
Films punish heat and rubbing.
A practical rule: when a film edge defect changes quickly with speed or tension, suspect stability/heat first (flutter, side force, rubbing). When it prints in a repeatable pattern, suspect geometry repeatability (runout/stack). Use the IR thermometer and a quick TIR check to decide which path to follow before you touch overlap/clearance again.
- Start with lower overlap dan sebuah tighter, controlled clearance than you’d use for fibrous webs.
- If you see edge melt or a glossy “smeared” lip, reduce overlap and confirm you’re not over-loading the side force.
- Verify results with magnification: the goal is a clean edge with minimal dusting and no stretched “whiskers.”
Nonwovens and textiles
Nonwovens often show burr as fiber pull-out or fuzz.
- Prioritize edge sharpness dan stable web support at the cut point.
- Increase overlap modestly if you see incomplete shear, but back off if fuzz increases (that’s often rubbing or excessive compression).
- If the web is stretchy, tune tension for stability first—otherwise you’ll chase overlap all shift.
Paper and laminates
Paper and laminates are sensitive to dusting, delamination, and edge cracking.
- Keep overlap in a moderate range and avoid excessive compression.
- Watch for dust bursts that correlate with temperature rise; that often indicates friction or dullness rather than “bad paper.”
- When burr increases after a speed change, re-check tension response and web entry alignment before you touch knife geometry.
Results from the field (example)
In one film/packaging slitting improvement project, a standardized setup-and-verification routine (geometry checks, spacer hygiene, and quick logging) delivered measurable gains:
- Scrap down 45%
- Burr-related stops down 65.94%
- Changeover time down 46.8%
- Knife life increased by 4.3×
(Results vary by material, line condition, operator practices, and holder design. Use these numbers as a reference for what’s achievable when the process becomes repeatable.)
Kesimpulan
Fast wins come from three things: correct overlap/clearance, sharp edges, and balanced pressure at the cut point.
To keep burrs from returning, verify runout, tension stability, and anvil/holder condition—and document the last-known-good settings so you can repeat them on the next changeover.
Track a few KPIs and review them weekly: burr-related complaints, scrap rate, changeover time, and uptime. If those numbers improve, your “fix” is real—not just a short-term adjustment that hides the problem.
If you want a second set of eyes on knife pairing and inspection documentation for your material set, you can contact LOGAM MAXTOR with your knife drawings/specs and current defect photos.
FAQ
1) What causes slitting burrs in shear slitting?
Slitting burrs most often come from dull knives, incorrect overlap/clearance, runout, or unstable web mechanics (tension and speed). Uniform burr points to setup and edge condition; periodic burr often points to runout or stability problems.
2) How do I reduce slitting burrs in 15 minutes without changing knives?
Reset overlap and side clearance in small steps, clean spacer/contact faces, stabilize tension, and reduce speed briefly to isolate the cause. Use an IR thermometer to catch friction/heat that indicates rubbing.
3) What’s the difference between overlap and clearance on slitter knives?
Overlap is how far the knives penetrate past the tangent line to create scissor action; clearance is the controlled side gap that prevents rubbing while still allowing shear. Wrong overlap or clearance can turn shear cutting into tearing or friction.
4) Why do slitting burrs come and go in a repeating pattern?
A repeating burr pattern down the web is a classic runout symptom: once per revolution the effective overlap and clearance change. Confirm with a dial indicator runout check on the knife OD and mounting surfaces.
5) What tools should a line-side slitting burr troubleshooting kit include?
At minimum: feeler gauges (clearance checks), dial indicator (runout/TIR), pressure film (nip/side load balance), and an IR thermometer (heat/friction). These four tools cover most burr spikes quickly.
6) Why do we get a fuzzy slit edge on film and nonwovens?
Fuzzy edges typically indicate tearing or fiber pull-out rather than clean shear. Check sharpness first, then verify overlap/clearance, tension stability, and whether side load is causing rubbing and heat.
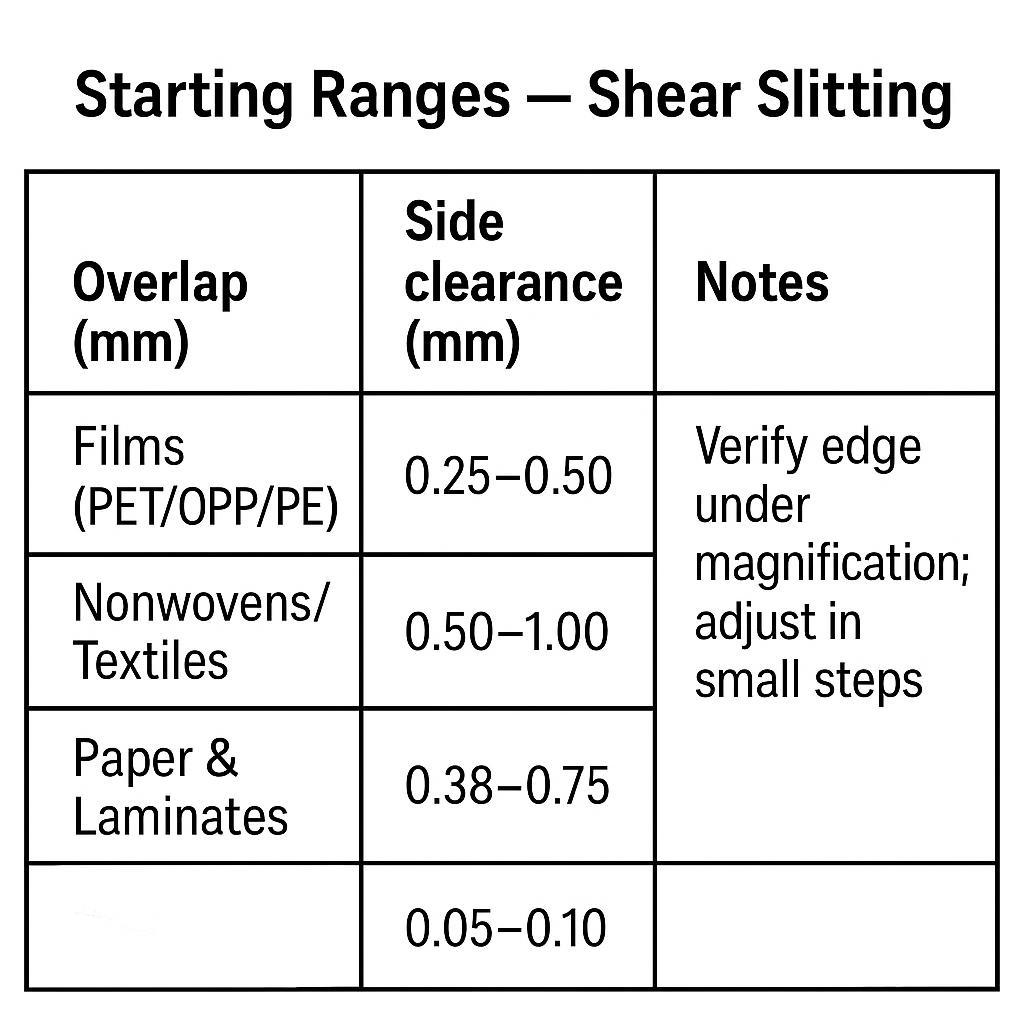
7) What are safe starting settings for overlap and clearance by material?
Use conservative starting ranges, then verify edge quality under magnification and adjust in small steps. As a baseline, films often need lower overlap and tighter control to avoid heat; nonwovens often need sharpness and stability more than force.
8) How do I stop burr problems from coming back after the next changeover?
Document the last-known-good settings (overlap/clearance, tension, speed), add a short startup verification (feeler gauge + IR scan), and log knife life by hours or meters. Repeatability is what protects OEE across shifts.
Jerry Chu is a Technical Support Specialist in MAXTOR METAL’s After-sales Service team with 10 years of cross-industry field experience (paper, plastic recycling/shredding, metal slitting, and wood processing). He supports customers in troubleshooting real-world converting and slitting issues such as edge burrs and excessive dust. Certifications: PMP dan CMRP.