
Spesso ti trovi ad affrontare problemi inaspettati con Lame per Cesoie per Metallo nei macchinari industriali. Collaborando con Nanjing Metal garantisce una rapida risoluzione dei problemi per mantenere la linea di produzione in movimento e ridurre i costosi tempi di fermo. Uno studio McKinsey dimostra che le aziende che utilizzano la manutenzione predittiva possono ridurre i tempi di fermo fino a 50% e abbassare i costi di manutenzione di 30%Problemi come sbavature, deformazioni e scheggiature interrompono il taglio della lamiera, ma con un lama personalizzata da Nanjing Metal, ogni lama sopporta milioni di cicli e resiste alle vibrazioni, alle sollecitazioni superficiali e alle crepe. Per maggiori informazioni o per Contatti Nanjing Metal, contattaci oggi stesso per far sì che le tue lame continuino a funzionare al meglio.
Punti chiave
- Mantenere le lame delle cesoie per metallo affilate, pulite e ben allineate per evitare problemi comuni come sbavature, deformazioni, scheggiature e smussature.
- Ispezionare regolarmente le lame prima di ogni turno ed eseguire la manutenzione settimanale e mensile per individuare tempestivamente eventuali problemi e mantenere la qualità del taglio.
- Utilizzare il materiale giusto per la lama e impostare la giusta distanza per ridurre l'usura, prevenire difetti e prolungare la durata della lama.
- Sostituisci tempestivamente le lame quando noti segni di usura come scheggiature, crepe, bordi smussati o aumento della forza di taglio, per evitare tempi di fermo e danni.
- Prendi in considerazione lame personalizzate per una migliore velocità di taglio, una maggiore durata delle lame e minori costi di manutenzione, adattate alle tue specifiche esigenze di produzione.
Problemi comuni
bave
Potresti notare delle bave sul bordo del metallo tagliato. Le bave sono piccole sporgenze ruvide che si formano quando la qualità del bordo di taglio diminuisce. La formazione di bave è uno dei difetti più comuni nella cesoiatura dei metalli. Queste bave possono ridurre la qualità del prodotto finito e rendere difficile la lavorazione successiva. Le bave spesso segnalano problemi di affilatura o allineamento della lama. Se noti delle bave, controlla l'usura della lama o un gioco non corretto. La formazione di bave influisce anche sulla precisione dimensionale e può portare a ulteriori difetti se non viene affrontata.
Deformazione
La deformazione si verifica quando il metallo si piega o si torce dopo un taglio. Questa deformazione del materiale può compromettere la precisione dei pezzi. La deformazione è un difetto comune che deriva da una forza non uniforme durante il taglio o da lame usurate. È possibile che il metallo si curvi o si torca, riducendo la qualità complessiva del lavoro. La deformazione rende inoltre difficile mantenere la precisione dimensionale e può causare problemi nelle fasi successive.
Scheggiatura
La scheggiatura si verifica quando piccoli pezzi si staccano dalla lama o dal metallo durante il taglio. Questo difetto può danneggiare sia la lama che il pezzo in lavorazione. La scheggiatura è spesso causata dall'utilizzo di un materiale di taglio non idoneo o dal taglio di metalli molto duri. Si possono osservare scheggiature lungo il bordo di taglio, che ne riducono la qualità e la precisione. La scheggiatura aumenta anche la formazione di bave e può portare a ulteriori difetti.
Ottusità
L'ottusità si verifica quando la lama perde il suo filo tagliente. Una lama smussata non riesce a effettuare un taglio netto, il che riduce la qualità del filo di taglio. L'ottusità porta a più bave e a una scarsa precisione dimensionale. Si può notare una maggiore forza di taglio e una maggiore distorsione del materiale. Le lame smussate causano anche più difetti e riducono la qualità complessiva dei prodotti.
Errori dimensionali
Gli errori dimensionali si verificano quando il pezzo tagliato non corrisponde alle dimensioni richieste. Questi errori influiscono sulla precisione e sulla qualità del lavoro. Gli errori dimensionali sono spesso causati dall'usura della lama, dal disallineamento o dalla distorsione del materiale. È possibile che i pezzi siano troppo lunghi, troppo corti o irregolari. Questi errori possono causare ulteriori difetti e ridurre il valore dei prodotti finiti.
Tagli irregolari
I tagli irregolari indicano che la superficie di taglio non è dritta o liscia. Questo problema influisce sia sulla qualità che sulla precisione dei pezzi. I tagli irregolari sono spesso causati da disallineamenti della lama, smussatura o distorsione del materiale. Si possono notare bordi frastagliati o tagli inclinati, che aumentano la formazione di bave e altri difetti. I tagli irregolari rendono difficile ottenere una buona qualità del bordo di taglio e una buona precisione dimensionale.
Risoluzione dei problemi
Identificazione dei problemi
bave
È possibile individuare le bave osservando i bordi ruvidi e rialzati lungo la linea di taglio. Queste piccole sporgenze compaiono spesso dopo il processo di taglio e segnalano un calo della qualità del bordo di taglio. Durante le ispezioni, verificare la presenza di bave su entrambi i lati del taglio. Utilizzare le dita per verificare la presenza di affilatura o irregolarità. Sistemi di ispezione automatizzati, come la visione artificiale, può aiutarti a rilevare le bave in tempo reale. Controlli regolari in fase di configurazione e durante la produzione aiutano a individuare tempestivamente la formazione di bave.
Deformazione
La deformazione si riconosce quando il metallo si piega o si torce dopo un taglio. Tieni il pezzo sollevato e osserva la presenza di curve o torsioni lungo la lunghezza. Posiziona il pezzo tagliato su una superficie piana per verificare se oscilla o non rimane piatto. La deformazione influisce sulla precisione dimensionale e può compromettere la qualità del prodotto finito. I tecnici spesso utilizzano righelli o calibri per misurare l'entità della distorsione.
Scheggiatura
Le scheggiature si manifestano con piccole parti mancanti lungo la lama o il bordo di taglio. Si potrebbero notare piccole tacche o crepe sulla lama stessa. Ispezionare la lama sotto una buona illuminazione e, se necessario, utilizzare una lente di ingrandimento. Le scheggiature riducono la qualità del bordo di taglio e possono causare ulteriori difetti nel processo di taglio. Prestare attenzione alle scheggiature sia durante l'installazione che durante i controlli di routine.
Ottusità
Si nota l'usura quando il filo della lama appare arrotondato o usurato. Una lama smussata non riesce a effettuare un taglio netto, quindi si potrebbero notare più sbavature e bordi irregolari. Si potrebbe anche avvertire una maggiore resistenza durante il processo di taglio. Confrontare la lama con una nuova per verificare la perdita di affilatura. L'usura spesso comporta una scarsa precisione dimensionale e una qualità inferiore del prodotto.
Errori dimensionali
Gli errori dimensionali si verificano quando il pezzo tagliato non corrisponde alle dimensioni richieste. Utilizza calibri o micrometri per misurare lunghezza, larghezza e spessore del pezzo tagliato. Confronta queste misure con le tue specifiche. Anche piccoli errori possono influire sulla precisione e sulla qualità del tuo lavoro. Campionamenti regolari e controlli statistici ti aiutano a individuare questi difetti in anticipo.
Tagli irregolari
È possibile identificare tagli irregolari osservando la presenza di bordi frastagliati o inclinati. La superficie di taglio potrebbe non essere dritta o liscia. Passare un dito lungo il bordo per individuare eventuali irregolarità o avvallamenti. I tagli irregolari riducono la qualità del bordo di taglio e rendono difficile mantenere la precisione dimensionale. Sensori automatici e controlli visivi aiutano a individuare questo problema durante la produzione.
Cause
bave
Le bave si formano spesso quando la lama diventa smussata o disallineata. Anche un gioco lama non corretto può causare la formazione di bave. Se si utilizza un materiale di taglio sbagliato o si imposta la macchina in modo errato, si potrebbero formare più bave. Un'elevata forza di taglio e matrici usurate aumentano il rischio di bave. Anche variazioni nello spessore o nella durezza del materiale possono causare più bave durante il processo di taglio.
Deformazione
La deformazione si verifica solitamente quando la forza di taglio non è uniforme. Lame usurate o danneggiate possono causare la piegatura o la torsione del metallo. Anche impostazioni errate della macchina, come una pressione di pressione inadeguata, possono causare deformazione. Se il materiale è troppo sottile o morbido, potrebbe deformarsi più facilmente. Tagli ad alta velocità e un supporto inadeguato durante il processo di cesoiatura aumentano il rischio.
Scheggiatura
Le scheggiature si verificano quando si utilizza un materiale di lama sbagliato o si tagliano metalli molto duri. Una forza di taglio eccessiva e una distanza della lama non adeguata possono causare scheggiature. Se la lama presenta microfessure o difetti, potrebbe scheggiarsi durante l'uso. Anche modifiche nelle impostazioni della macchina o nelle proprietà del materiale contribuiscono alla scheggiatura. Una scarsa manutenzione e la mancanza di lubrificazione peggiorano il problema.
Ottusità
L'usura della lama è il risultato della normale usura nel tempo. Il taglio di materiali abrasivi o duri accelera l'usura della lama. Anche una scarsa lubrificazione e la mancanza di pulizia causano l'usura della lama. Se si utilizza la lama oltre la sua durata utile, perderà il suo filo tagliente. Tagli frequenti senza manutenzione regolare portano a una più rapida usura della lama.
Errori dimensionali
Gli errori dimensionali derivano spesso dall'usura delle lame o dal disallineamento. Una calibrazione errata della macchina e una configurazione inadeguata causano pezzi troppo lunghi o troppo corti. Anche il movimento del materiale durante il processo di taglio può influire sulla precisione. Le variazioni di spessore o durezza del materiale possono portare a tagli non uniformi. La mancanza di ispezioni regolari aumenta il rischio di errori dimensionali.
Tagli irregolari
I tagli irregolari si verificano quando la lama è disallineata o smussata. Guide o supporti usurati possono causare lo spostamento del materiale durante il taglio. Anche una distanza errata tra le lame e una configurazione non corretta della macchina causano tagli irregolari. Se il materiale non viene tenuto saldamente, potrebbe muoversi e causare bordi frastagliati. Le variazioni di spessore o durezza del materiale peggiorano il problema.
Soluzioni
bave
Per eliminare le bave, iniziare ispezionando la lama per verificare l'usura o il disallineamento. Regolare il gioco della lama in base allo spessore del materiale. Sostituire o affilare la lama se necessario. Pulire la lama e rimuovere eventuali detriti. Utilizzare le impostazioni della macchina corrette per ridurre la formazione di bave. Eseguire un taglio di prova e verificare la qualità del bordo di taglio prima di riprendere la produzione a pieno regime.
Deformazione
Correggere la deformazione controllando le condizioni della lama e sostituendo quelle usurate. Regolare la pressione di pressione per mantenere il materiale piatto durante il processo di taglio. Assicurarsi che il tavolo di supporto sia livellato e privo di detriti. Utilizzare velocità di taglio inferiori per materiali sottili o morbidi. Eseguire un taglio di prova e misurarne la planarità e la precisione dimensionale.
Scheggiatura
Risolvere il problema delle scheggiature utilizzando la lama del materiale corretto per la propria applicazione. Ispezionare la lama per verificare la presenza di crepe o scheggiature e sostituirla se danneggiata. Regolare la forza di taglio e il gioco della lama per ridurre le sollecitazioni sulla lama. Lubrificare regolarmente la lama per evitare il surriscaldamento. Verificare le impostazioni della macchina e le proprietà del materiale prima di iniziare il processo di cesoiatura.
Ottusità
Ripristinare l'affilatura della lama rimuovendola e affilandola secondo le istruzioni del produttore. Sostituire la lama se l'affilatura non ripristina il filo. Pulire e lubrificare la sede della lama prima di reinstallarla. Programmare una manutenzione regolare per evitare che si smussi. Utilizzare sempre la lama adatta al materiale da tagliare per mantenere la qualità del filo di taglio.
Errori dimensionali
Correggere gli errori dimensionali ricalibrando la macchina e controllando l'allineamento delle lame. Misurare e regolare il gioco delle lame in base allo spessore del materiale. Ispezionare le guide di supporto e sostituirle se usurate. Utilizzare strumenti di misurazione precisi per verificare le dimensioni di taglio. Eseguire campionamenti regolari e controlli statistici per mantenere la precisione.
Tagli irregolari
Risolvi i tagli irregolari allineando la lama e verificandone l'usura. Sostituisci le lame smussate o danneggiate. Regola i supporti e le guide del materiale per evitare spostamenti durante il processo di taglio. Imposta la corretta distanza della lama e le impostazioni della macchina. Esegui un taglio di prova e controlla il bordo per verificarne la levigatezza e la rettilineità.
Lista di controllo per la risoluzione dei problemi
Lista di controllo per la risoluzione dei problemi del tecnico
- Ispezionare le lame per verificare la presenza di usura visibile, sbavature, scheggiature e opacità durante l'installazione e la produzione.
- Controllare l'allineamento e la distanza delle lame prima di ogni cambio.
- Utilizzare calibri o micrometri per misurare le dimensioni di taglio e verificarne la precisione.
- Controllare che le parti tagliate non si deformino posizionandole su una superficie piana.
- Tieni traccia del numero di tagli per lama e confrontarli con le medie storiche.
- Fare domanda a Campionamento del livello di qualità accettabile (AQL) per l'ispezione finale.
- Separare le parti non conformi e mantenerne la tracciabilità.
- Utilizzare la visione artificiale o i sensori per il rilevamento dei difetti in tempo reale.
- Registrare tutti i risultati e le azioni correttive in un registro di manutenzione.
- Seguire sempre le procedure di sicurezza e utilizzare dispositivi di protezione individuale.
Prevenzione
bave
È possibile prevenire la formazione di bave mantenendo le lame affilate e correttamente allineate. Impostare la corretta distanza tra le lame per ogni materiale. Pulire e lubrificare regolarmente la lama. Utilizzare il materiale della lama più adatto all'applicazione. Monitorare il processo di taglio e ispezionare i componenti per verificare la formazione di bave.
Deformazione
Prevenire la deformazione applicando una pressione di tenuta uniforme e sostenendo il materiale durante il taglio. Sostituire tempestivamente le lame usurate o danneggiate. Regolare le impostazioni della macchina per ogni tipo di materiale. Mantenere il tavolo di supporto pulito e livellato. Eseguire tagli di prova per verificarne la planarità e la precisione dimensionale.
Scheggiatura
Ridurre le scheggiature selezionando il materiale giusto per la lama e mantenendo un gioco adeguato. Evitare una forza di taglio eccessiva. Ispezionare le lame per verificare la presenza di crepe o scheggiature prima dell'uso. Lubrificare la lama per ridurre calore e sollecitazioni. Programmare una manutenzione regolare per individuare precocemente i segni di scheggiatura.
Ottusità
Prevenire l'usura affilando o sostituendo le lame regolarmente. Pulire e lubrificare le lame dopo ogni utilizzo. Evitare di tagliare materiali che superano la durezza nominale della lama. Conservare le lame in un luogo asciutto e sicuro per prevenire la corrosione. Tenere un registro di manutenzione per monitorare le prestazioni della lama.
Errori dimensionali
Mantenere la precisione dimensionale calibrando regolarmente le macchine e controllando l'allineamento delle lame. Utilizzare strumenti di misura precisi per la configurazione e l'ispezione. Sostituire guide e supporti usurati. Monitorare il processo di taglio per rilevare eventuali variazioni nelle proprietà dei materiali. Implementare il controllo statistico di processo per individuare tempestivamente gli errori.
Tagli irregolari
Prevenire tagli irregolari allineando lame e supporti prima di ogni taglio. Sostituire le lame smussate o danneggiate. Impostare la corretta distanza tra le lame e le impostazioni della macchina. Tenere saldamente il materiale durante il processo di taglio. Ispezionare i bordi di taglio per verificarne la levigatezza e la rettilineità.
Tabella di riferimento rapido
| Problema | Suggerimenti per la prevenzione | Frequenza di ispezione |
|---|---|---|
| bave | Mantenere le lame affilate, impostare la distanza corretta, pulire la lama | Prima di ogni turno |
| Deformazione | Utilizzare un supporto uniforme, materiale di supporto, sostituire le lame | Settimanale |
| Scheggiatura | Selezionare la lama giusta, evitare una forza eccessiva, lubrificare | Prima di ogni utilizzo |
| Ottusità | Affilare/sostituire le lame, pulire dopo l'uso, conservare in modo sicuro | Dopo ogni turno |
| Errori dimensionali | Calibrare la macchina, utilizzare strumenti precisi, sostituire le guide | Settimanale |
| Tagli irregolari | Allineare lame/supporti, tenere saldamente il materiale | Prima di ogni turno |

Manutenzione
Pulizia e lubrificazione
Frequenza e metodi di pulizia consigliati
È consigliabile pulire le lame delle cesoie per metallo dopo ogni turno di lavoro. La pulizia quotidiana aiuta a rimuovere polvere metallica, olio e residui di adesivo. Studi dimostrano che le lame pulite quotidianamente durano 25-35% in più rispetto a quelle pulite meno frequentemente. Utilizzare un panno morbido o una spazzola per rimuovere i detriti. Per i residui appiccicosi, utilizzare la pulizia a ultrasuoni o una soluzione detergente delicata. Evitare l'uso di spugne abrasive che possono graffiare la superficie della lama.
Agenti e strumenti di pulizia adatti
Scegliete detergenti che non corrodano il metallo. Detergenti delicati, alcol isopropilico e detergenti specifici per lame sono ottimi. Per risultati ottimali, utilizzate spazzole morbide, panni in microfibra o pulitori a ultrasuoni. Evitate lana d'acciaio o prodotti chimici aggressivi, poiché possono danneggiare lo strato protettivo della lama.
Punti di lubrificazione e tipi di lubrificanti
Applicare lubrificante sul bordo della lama e sui punti di articolazione prima e dopo ogni cambio di marcia. I lubrificanti a base di PTFE riducono l'attrito fino a 55% e possono prolungare la durata della lama di 40%. Una lubrificazione adeguata riduce anche la forza di taglio e migliora l'efficienza energetica. Seguire sempre le raccomandazioni del produttore per quanto riguarda il tipo di lubrificante e la frequenza di applicazione.
Errori comuni da evitare durante la pulizia e la lubrificazione
Non saltare la pulizia o la lubrificazione, nemmeno durante i periodi di maggiore attività. Una lubrificazione inadeguata causa il 30-40% di guasti prematuri alle lame. Non utilizzare mai utensili abrasivi o prodotti chimici aggressivi. Evitare una lubrificazione eccessiva, che può attirare polvere e detriti. Asciugare sempre accuratamente le lame prima di riporle per prevenire la ruggine.
Allineamento e calibrazione
Procedura di allineamento passo dopo passo
- Spegnere la macchina e bloccarla per sicurezza.
- Allentare i bulloni di montaggio della lama.
- Utilizzare un righello per controllare l'allineamento della lama.
- Regolare la posizione della lama finché non è parallela al piano di taglio.
- Serrare i bulloni alla coppia specificata.
- Eseguire un taglio di prova e controllare il risultato.
Strumenti e attrezzature di calibrazione
È possibile utilizzare sonde di calibrazione, sensori di spostamento laser e micrometri. Questi strumenti aiutano a raggiungere una precisione submillimetrica. Ad esempio, una sonda di calibrazione semiautomatica può mantenere errore relativo entro 0,1 mmAnche gli scanner laser e i metodi di registrazione delle nuvole di punti garantiscono un'elevata precisione.
| Metodo | Descrizione | Precisione quantitativa |
|---|---|---|
| Sonda di calibrazione | Il robot tocca i punti caratteristici | Errore ≤ 0,1 mm |
| Scanner laser + ICP | Abbinamento perfetto per piccole lame | Alta precisione |
| Sensore di spostamento | Raccordo a nove punti | Errore ≤ 2 mm |
Segnali di disallineamento
Prestare attenzione a tagli irregolari, bave eccessive o parti che non soddisfano i requisiti dimensionali. Il disallineamento può anche causare rumore o vibrazioni eccessivi durante il funzionamento.
Misure preventive per il mantenimento dell'allineamento
Controllare l'allineamento settimanalmente come parte della routine di manutenzione. Utilizzare strumenti precisi e seguire una procedura dettagliata. Registrare tutte le regolazioni nel registro di manutenzione.
Programma di ispezione
Attività di ispezione giornaliere, settimanali e mensili
- Quotidiano: Pulire le lame, controllare l'usura visibile e lubrificarle.
- Settimanale: Controllare l'allineamento, controllare il gioco della lama e verificare la qualità del taglio.
- Mensile: Eseguire un controllo completo della manutenzione della lama, inclusa la calibrazione e un'ispezione dettagliata.
Punti chiave di ispezione per le condizioni della lama
Verificare la presenza di opacità, scheggiature, crepe e ruggine. Misurare lo spessore della lama e verificarne la rettilineità. Verificare il serraggio dei bulloni di montaggio.
Registri di tenuta dei registri e di manutenzione
Tieni un registro di manutenzione per ogni lama. Registra la pulizia, la lubrificazione, l'allineamento e qualsiasi riparazione. Una buona documentazione ti aiuta a individuare gli errori e a pianificare le sostituzioni.
Indicatori per un'attenzione immediata
Sostituisci le lame se noti scheggiature profonde, crepe o ruggine grave. Arresta la macchina se noti improvvisi cambiamenti nella qualità del taglio o rumori forti.
Stoccaggio e movimentazione
Requisiti adeguati per l'ambiente di archiviazione
Conservare le lame in un luogo asciutto e con umidità controllata. Utilizzare armadi con umidità inferiore a 40°C e aggiungere bustine di essiccante. Questo rallenta la formazione di ruggine e prolunga la durata delle lame.
Tecniche di manipolazione sicura
Indossare sempre i guanti quando si maneggiano le lame. Utilizzare coprilame o custodie per evitare cadute accidentali o il contatto con superfici dure.
Misure di prevenzione e protezione dalla ruggine
Dopo la pulizia applicare degli inibitori della ruggine. Pulizia regolare con detergenti delicati Aiuta a mantenere lo strato protettivo. Evitare di conservare le lame vicino ad altri metalli per prevenire la contaminazione.
Linee guida per il trasporto delle lame
Trasportare le lame in contenitori imbottiti. Fissarli per evitare che si muovano ed evitare di impilare le lame direttamente l'una sull'altra.
Nozioni di base sulle lame di taglio Metal
Nomi alternativi
Nel settore, si possono sentire nomi diversi per le lame delle cesoie per metalli. Questi nomi spesso dipendono dal tipo di macchina o dall'uso specifico.
- Forbici Metal
- Cesoia rotante Metal
- Foglio Metal Taglio
- Lame per Cesoie
- Lame per Ghigliottina
- Lame per tritacarne
- Cesoie
- Lame di taglio ad alta durezza
Ogni nome evidenzia una caratteristica o un'applicazione unica. Ad esempio, le lame a ghigliottina e le lame per trituratori sono comuni nel riciclaggio e nel taglio pesante. Le lame da cesoia ad alta durezza si distinguono per la loro durata e precisione.
Principio di funzionamento
Il processo di cesoiatura utilizza lame affilate per tagliare o deformare il metallo applicando una sollecitazione di taglio. Il metallo viene posizionato tra due lame. La lama superiore si muove verso il basso con forza, mentre quella inferiore rimane ferma. Questa azione provoca la rottura del metallo lungo una linea retta.
- Si prepara il campione di metallo e lo si posiziona nella macchina.
- La macchina applica un carico controllato utilizzando la lama superiore.
- Il metallo subisce uno sforzo di taglio e inizia a deformarsi.
- Il taglio avviene quando il metallo non riesce più a resistere alla forza.
- La macchina registra dati quali la resistenza al taglio e le curve di sollecitazione.
L'affilatura e la durezza delle lame svolgono un ruolo fondamentale nel processo di taglio. Gli ingegneri utilizzano questo metodo per testare il comportamento dei metalli sottoposti a sollecitazioni.
Applicazioni nel taglio della lamiera Metal
Le lame per cesoie in metallo vengono utilizzate in molti settori che necessitano di tagli precisi.
Nel settore aerospaziale, le tecniche di taglio avanzate consentono di ottenere tolleranze ristrette su lamiere di acciaio ad alta resistenza.
Nella produzione automobilistica, il processo di cesoiatura aumenta la velocità di produzione e riduce gli scarti. Potete vedere queste lame in azione durante il taglio di pannelli, telai e staffe.
Il controllo statistico di processo aiuta a mantenere qualità ed efficienza durante il taglio della lamiera. L'ottimizzazione della geometria della lama, del gioco e dell'angolo di taglio consente di ottenere bordi più lisci e una maggiore durata della lama.
| Area di applicazione | Vantaggi del processo di tosatura |
|---|---|
| Aerospaziale | Alta precisione, tolleranze strette |
| Automobilistico | Produzione veloce, meno spreco di materiale |
| Fabbricazione Metal | Qualità costante, flusso di lavoro efficiente |
Materiali comuni
Per realizzare le lame da tosatura sono utilizzati diversi materiali.
- Acciaio rapido (HSS): offre tenacità e resistenza all'usura. Consente oltre 2.000 tagli su acciaio a basso tenore di carbonio.
- Carburo di tungsteno: estremamente duro e resistente. Dura circa tre volte di più dell'HSS nel taglio dell'acciaio inossidabile.
- Acciaio legato: conveniente per una moderata resistenza all'usura. Ottimo su metalli più morbidi come l'alluminio.
- Acciaio al carbonio: utilizzato per materiali più morbidi perché costa meno.
- Leghe speciali: progettate per esigenze specifiche come la resistenza alla corrosione.
La maggior parte delle lame per cesoie in metallo ha una durezza compresa tra 60 e 70 HRC. Il trattamento termico e la nitrurazione superficiale ne aumentano la durata e la resistenza. È necessario scegliere il materiale della lama in base al tipo di metallo e alle esigenze del processo di cesoiatura.
Lame Personalizzate
Benefici
Le lame per cesoie metalliche personalizzate offrono numerosi vantaggi in ambito industriale. È possibile adattare il design della lama alle proprie esigenze specifiche, ottenendo risultati migliori.
- Ottieni un taglio preciso per i tuoi materiali e le tue linee di produzione specifici.
- Le lame personalizzate riducono i costi di manutenzione e il tempo impiegato per la sostituzione delle lame.
- Design speciali, come le cesoie volanti o a freddo, aumentano la produttività e l'efficienza energetica.
- I team di ingegneri possono adattare la forza di taglio e la lunghezza della lama alle esigenze del vostro impianto.
- Le lame personalizzate trattate termicamente durano circa 15% in più e sopportano sollecitazioni maggiori, quindi spendi meno per le sostituzioni.
- Le ricerche di settore dimostrano che le lame personalizzate di alta qualità possono ridurre i costi operativi di 15% in due anni.
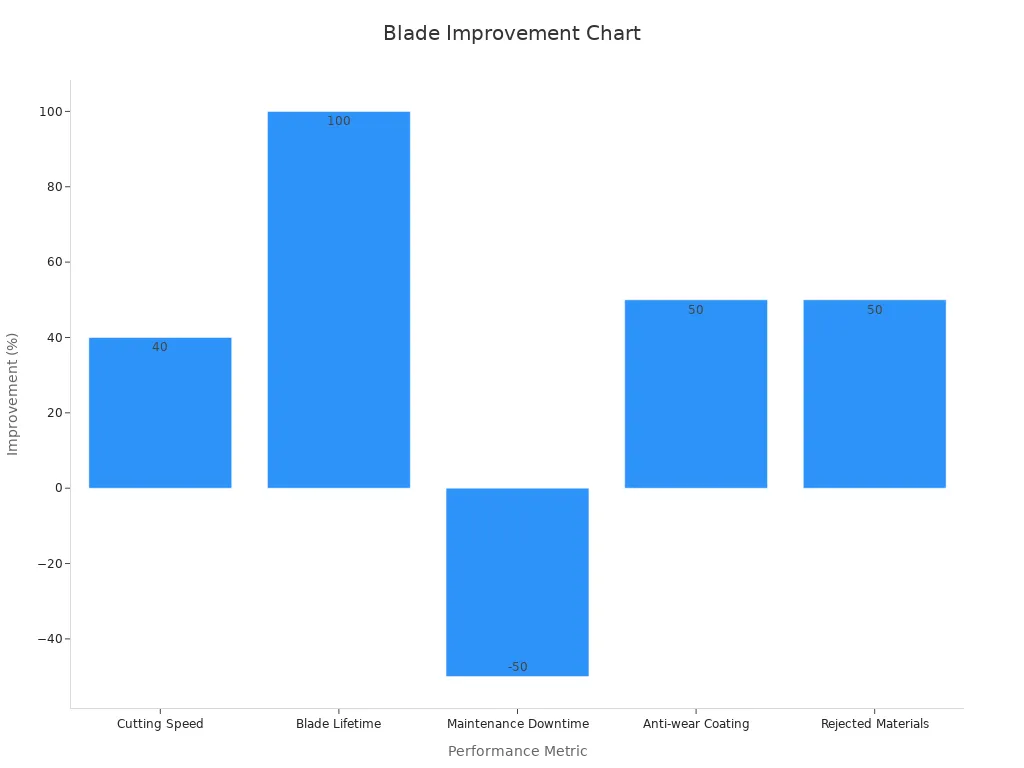
Noterai anche miglioramenti misurabili nelle tue operazioni. La tabella seguente mostra il confronto tra le lame personalizzate e quelle standard:
| Misura delle prestazioni | Lama standard | Lama personalizzata | Miglioramento |
|---|---|---|---|
| Velocità di taglio | 100 unità/ora | 140 unità/ora | +40% |
| Durata della lama | 1.000 cicli | 2.000 cicli | +100% (2 volte più lungo) |
| Tempo di inattività per manutenzione | 10 ore/mese | 5 ore/mese | -50% |
Le lame personalizzate con rivestimenti antiusura durano fino a 501 TP4T in più nei lavori più impegnativi. Le lame di precisione aiutano a ridurre gli sprechi fino a 251 TP4T. Gli operatori segnalano anche un calo di 151 TP4T nel consumo energetico.
Quando personalizzare
Dovresti prendere in considerazione le lame personalizzate quando hai bisogno di:
- Forme o dimensioni speciali per macchine uniche
- Maggiore velocità di taglio o maggiore durata della lama
- Meno tempi di fermo e meno parti scartate
- Risultati migliori con materiali difficili da tagliare
- Minor consumo di energia e sprechi
Le lame personalizzate ti aiutano a raggiungere prestazioni ottimali, soprattutto se la tua linea di produzione è soggetta a frequenti cambiamenti o lavora con materiali difficili.
Azienda Nanjing Metal
Nanjing Metal si distingue come fornitore affidabile di lame industriali con 18 anni di esperienza. L'azienda dispone di un team di progettazione e produzione qualificato, specializzato in lame industriali personalizzate. Applica rigorosi controlli di qualità, inclusi gli standard ISO9001 e strumenti di collaudo avanzati. Molti settori si affidano al loro supporto tecnico e al servizio post-vendita. La loro reputazione deriva da prodotti affidabili, risposte rapide e un approccio incentrato sul cliente.
Processo di ordinazione
Ordinare lame personalizzate è semplice ed efficiente.
- Condividi le tue esigenze con il team.
- Gli esperti ti aiutano a scegliere il design e i materiali giusti.
- Riceverai un preventivo chiaro e una tempistica precisa.
- L'azienda produce le vostre lame sottoponendole a rigorosi controlli di qualità.
- Puoi monitorare il tuo ordine e ricevere aggiornamenti fino alla consegna.
Gli studi dimostrano che gli ordini di lame personalizzate possono ridurre i costi di produzione di oltre il 50% e migliorare la precisione. Per saperne di più o discutere delle tue esigenze, contatta un tecnico commerciale qui.
Sostituzione della lama

Segni di usura
Deformazione visibile del bordo
Potresti notare che il filo della lama si piega o perde la sua forma rettilinea. Questa deformazione influisce sul taglio della lama e riduce la qualità complessiva del lavoro.
Scheggiature o crepe
Cercate piccole scheggiature o crepe lungo la lama. Questi difetti possono aumentare rapidamente e causare problemi più seri durante il taglio.
Formazione eccessiva di bave
Se noti più bave sul metallo tagliato, la lama potrebbe essersi usurata. Troppe bave significano che la lama non riesce a mantenere la qualità di taglio richiesta.
Bordo tagliente smussato
Un filo smussato rende difficile ottenere tagli netti. Sarà necessario esercitare più forza e l'affilatura della lama diminuirà.
Modelli di usura irregolari
Controllare i punti in cui la lama si consuma più velocemente di altri. Un'usura non uniforme porta a un taglio scadente e riduce la qualità del prodotto.
Maggiore forza di taglio richiesta
Se si avverte una maggiore resistenza durante il taglio, potrebbe essere necessario sostituire la lama. Questa forza aggiuntiva può danneggiare sia la lama che la macchina.
Scolorimento superficiale o ruggine
Ruggine o macchie scure sulla lama indicano che è il momento di ispezionarla o sostituirla. La corrosione indebolisce la lama e ne compromette le prestazioni.
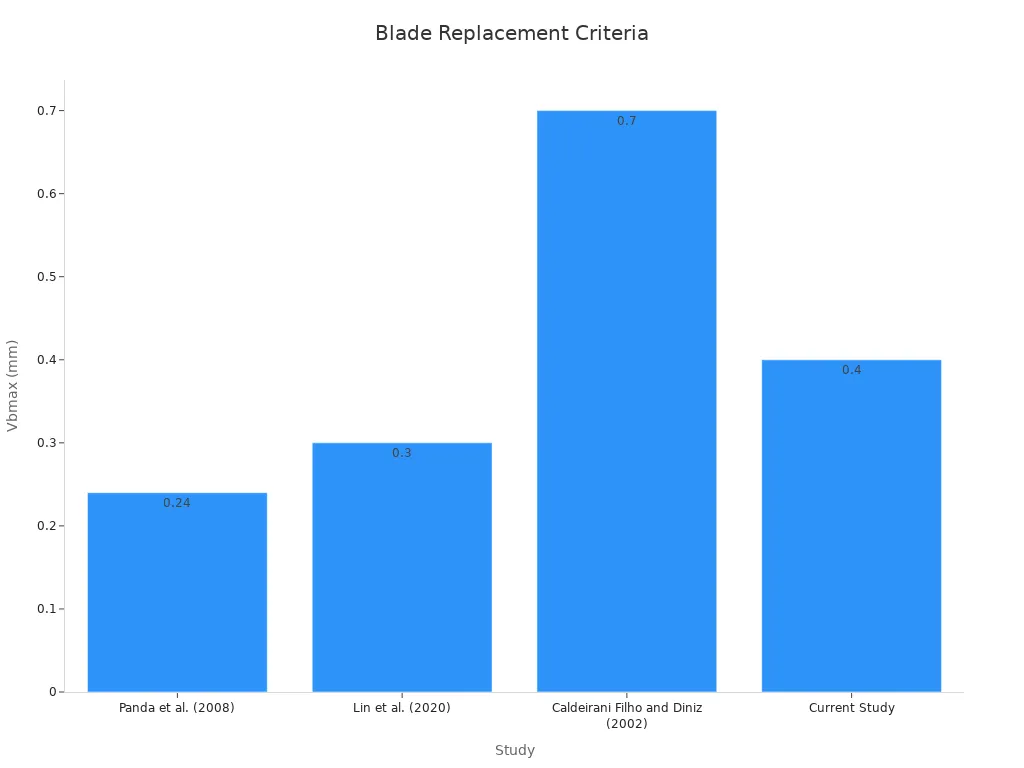
Criteri di sostituzione
| Criterio/Studio | Soglia Vbmax (mm) | Base/Note |
|---|---|---|
| Panda e altri (2008) | 0.24 | Riferimento allo studio precedente |
| Lin e altri (2020) | 0.3 | Riferimento allo studio precedente |
| Caldeirani Filho e Diniz (2002) | 0.7 | Riferimento allo studio precedente |
| Studio attuale | 0.4 | Consenso degli esperti e ispezione visiva |
L'usura durante il normale funzionamento varia da 0 mm a 0,4 mmÈ necessario sostituire la lama quando l'usura del fianco (Vbmax) raggiunge circa 0,4 mm. I sistemi di allarme predittivi avvisano l'utente prima di raggiungere questo limite.
Soglia minima di spessore della lama
Sostituire la lama se diventa più sottile del valore minimo indicato dal produttore.
Dimensione massima consentita della scheggiatura
Non utilizzare lame con trucioli più grandi di quelli consigliati.
Tolleranza per la rettilineità del bordo
Verificare che il bordo della lama rimanga entro la tolleranza di rettilineità consentita.
Frequenza di affilatura richiesta
Se è necessario affilare la lama troppo spesso, si consiglia di sostituirla.
Durata di vita consigliata dal produttore
Per una migliore qualità di taglio, seguire le linee guida sulla durata utile.
Standard di conformità alla sicurezza
Quando si decide di sostituire le lame, attenersi sempre alle norme di sicurezza.
Rischi di ritardo
Scarsa qualità di taglio e aumento del tasso di scarto
Ritardare la sostituzione riduce la qualità del taglio e aumenta gli sprechi.
Danni ai componenti della macchina
Le lame usurate possono danneggiare altre parti della macchina.
Aumento del rischio di lesioni per l'operatore
Una lama danneggiata aumenta il rischio di incidenti.
Tempi di inattività imprevisti e perdite di produzione
Un guasto alla lama può interrompere la produzione senza preavviso.
Costi di manutenzione e riparazione più elevati
Ignorare l'usura delle lame comporta costose riparazioni.
Coerenza del prodotto compromessa
Le lame vecchie rendono difficile mantenere costante la qualità del prodotto.

Passaggi di sostituzione
Preparazione
Raccogliere tutti gli attrezzi e i materiali. Indossare guanti, occhiali protettivi e scarpe antinfortunistiche. Bloccare la macchina prima di avviarla.
Rimozione della lama
Allentare i bulloni e rimuovere con cautela la lama. Tenere saldamente la lama per evitare che cada.
Ispezione e pulizia
Pulisci la sede della lama e controlla che non vi siano danni nascosti o detriti.
Installazione della nuova lama
Posizionare la nuova lama nella posizione corretta. Serrare i bulloni alla coppia corretta. Verificare l'allineamento e la calibrazione.
Controlli post-installazione
Eseguire un taglio di prova per verificarne la qualità. Aggiornare il registro di manutenzione.
Precauzioni di sicurezza
Siate vigili durante ogni fase. Conoscete le procedure di emergenza.
Errori comuni e come evitarli
Non disallineare la lama. Utilizzare sempre la coppia corretta. Non saltare mai i controlli di sicurezza. Utilizzare solo utensili e ricambi compatibili.
È possibile mantenere efficienti le operazioni di taglio dei metalli seguendo una chiara routine di risoluzione dei problemi e manutenzione. Ispezioni regolari e sostituzioni tempestive delle lame aiutano a evitare guasti imprevisti. Gli studi dimostrano che la manutenzione preventiva riduce i costi operativi fino a 18% rispetto alle riparazioni reattive. Questo approccio prolunga la durata delle apparecchiature e ne migliora l'affidabilità. Per problemi ricorrenti, consultare esperti del settore o valutare soluzioni blade personalizzate.
Desideri una consulenza specialistica o una soluzione personalizzata? Contatti un ingegnere commerciale oggi.
Domande frequenti
Cosa dovresti fare se la lama della tua cesoia per metallo si smussa rapidamente?
Dovresti verificare di utilizzare la lama giusta per il materiale da lavorare. Pulisci e lubrifica la lama dopo ogni utilizzo. Affila o sostituisci la lama quando noti segni di usura.
Con quale frequenza è necessario ispezionare le lame delle cesoie industriali?
Ispezionare le lame prima di ogni cambio di marcia. Verificare la presenza di scheggiature, crepe o ruggine. Controllare settimanalmente l'allineamento e il gioco. Eseguire un controllo di manutenzione completo ogni mese.
I controlli regolari ti aiutano a individuare tempestivamente i problemi e a far sì che la tua macchina funzioni senza problemi.
È possibile utilizzare la stessa lama per metalli diversi?
Non dovresti usare la stessa lama per tutti i metalli. I metalli più duri richiedono lame più resistenti. Usare la lama sbagliata può causare danni o tagli inadeguati.
- Utilizzare acciaio rapido per metalli teneri
- Utilizzare il carburo di tungsteno per i metalli duri
Perché si vedono delle sbavature dopo la tosatura?
Le bave si formano spesso quando la lama è smussata o disallineata. Anche un gioco non corretto può causare bave.
| Causa | Soluzione |
|---|---|
| Lama smussata | Affilare o sostituire |
| Disallineamento | Regolare la lama |
| Autorizzazione errata | Ripristina autorizzazione |
Quali misure di sicurezza bisogna seguire quando si cambiano le lame?
Spegnere e bloccare sempre la macchina. Indossare guanti e occhiali protettivi. Utilizzare gli utensili giusti.
La sicurezza prima di tutto! Non saltare mai questi passaggi per evitare infortuni.
Vedi anche
Guida alle lame per trituratori industriali e alle loro applicazioni
Cosa sono le lame rotonde e come vengono utilizzate nelle industrie
I migliori consigli per la scelta della lama per cesoie Alligator
Esplorazione delle applicazioni delle lame da taglio Metal nella produzione
5 risposte