
Se sei responsabile delle attrezzature, dei processi o degli acquisti di un pellettizzatore a filamento (MAAG Automatik/Scheer) o se ti occupi della manutenzione di sistemi subacquei (Gala/MAAG) come linea secondaria, questa guida è pensata per te. La compatibilità con i ricambi originali (OEM) è fondamentale per garantire tempi di attività ottimali e qualità dei pellet: non appena le dimensioni di diametro esterno/interno, spessore, interasse dei bulloni o accoppiamento foro/perno non sono corrette, si verificano residui, aumento della quantità di materiale fine e cambi di formato più frequenti. Utilizza questa guida per verificare il modello e i codici dei ricambi, quindi confronta specifiche e tolleranze prima dell'acquisto. Avrai a disposizione criteri di selezione chiari, obiettivi di tolleranza pratici e metodi di verifica, la documentazione di controllo qualità da richiedere e KPI del ciclo di vita da monitorare per dimostrare le prestazioni. Per una maggiore chiarezza nella ricerca, faremo sempre riferimento alle lame per pellettizzatore rotativo con compatibilità OEM e al significato reale di "compatibilità" nelle operazioni quotidiane.
Punti chiave
- Prima di discutere di materiali o rivestimenti, verificare il modello/codice articolo e mappare diametro esterno/interno, spessore, interasse dei bulloni, accoppiamenti foro/perno e distanza tra lama e matrice.
- Dimostrare le tolleranze: richiedere documentazione dimensionale, di eccentricità (TIR) e, ove applicabile, di bilanciamento basata su standard riconosciuti, non vaghe assicurazioni.
- Scegliere la geometria più adatta all'applicazione: allineare la classe del materiale, l'angolo del bordo e il microraggio alla severità della miscela di resina (alto riempimento, fibra di vetro, materiale riciclato) e alle condizioni della superficie dello stampo.
- Eseguire una configurazione rigorosa: controllare il montaggio, l'eccentricità, il bilanciamento e la distanza tra lama e matrice con verifiche ripetibili; verificare alla temperatura di esercizio.
- Monitora ciò che conta: tasso di coda, multe %, intervallo di cambio e costo/tonnellata: utilizzali per convalidare le prestazioni equivalenti a quelle del produttore originale.
Elementi essenziali di compatibilità OEM: lame per granulatore rotativo compatibili con i componenti OEM.

Identifica l'interfaccia tra la testa di taglio e la matrice.
Sui pellettatori a filamento (famiglie Scheer/Automatik come SGS/PRIMO/serie T), l'azione di taglio avviene quando la lama rotante trancia i filamenti contro una lama fissa sul letto. Meccanismi eccentrici e robusti supporti della lama sul letto rendono visibili piccoli disallineamenti nei difetti dei pellet; le lame di ricambio devono posizionarsi perfettamente sul mozzo e presentare una superficie di taglio piatta e parallela alla lama sul letto. Per fare un confronto, i sistemi sottomarini Gala posizionano la lama contro la piastra della filiera e la fanno avanzare manualmente o automaticamente; il mozzo autoallineante e i meccanismi di regolazione illustrano con quanta precisione la pila di lame deve interfacciarsi con la superficie della filiera. È possibile vedere queste filosofie nella documentazione MAAG e Gala: i materiali Scheer S3500 e serie T enfatizzano i meccanismi regolabili e i solidi concetti di lama sul letto, mentre la brochure Gala 12S mostra mozzi autoallineanti e avanzamento controllato della lama sulla piastra della filiera.Brochure MAAG S3500; Brochure Gala 12S).
Mappare le dimensioni critiche e i valori di tolleranza
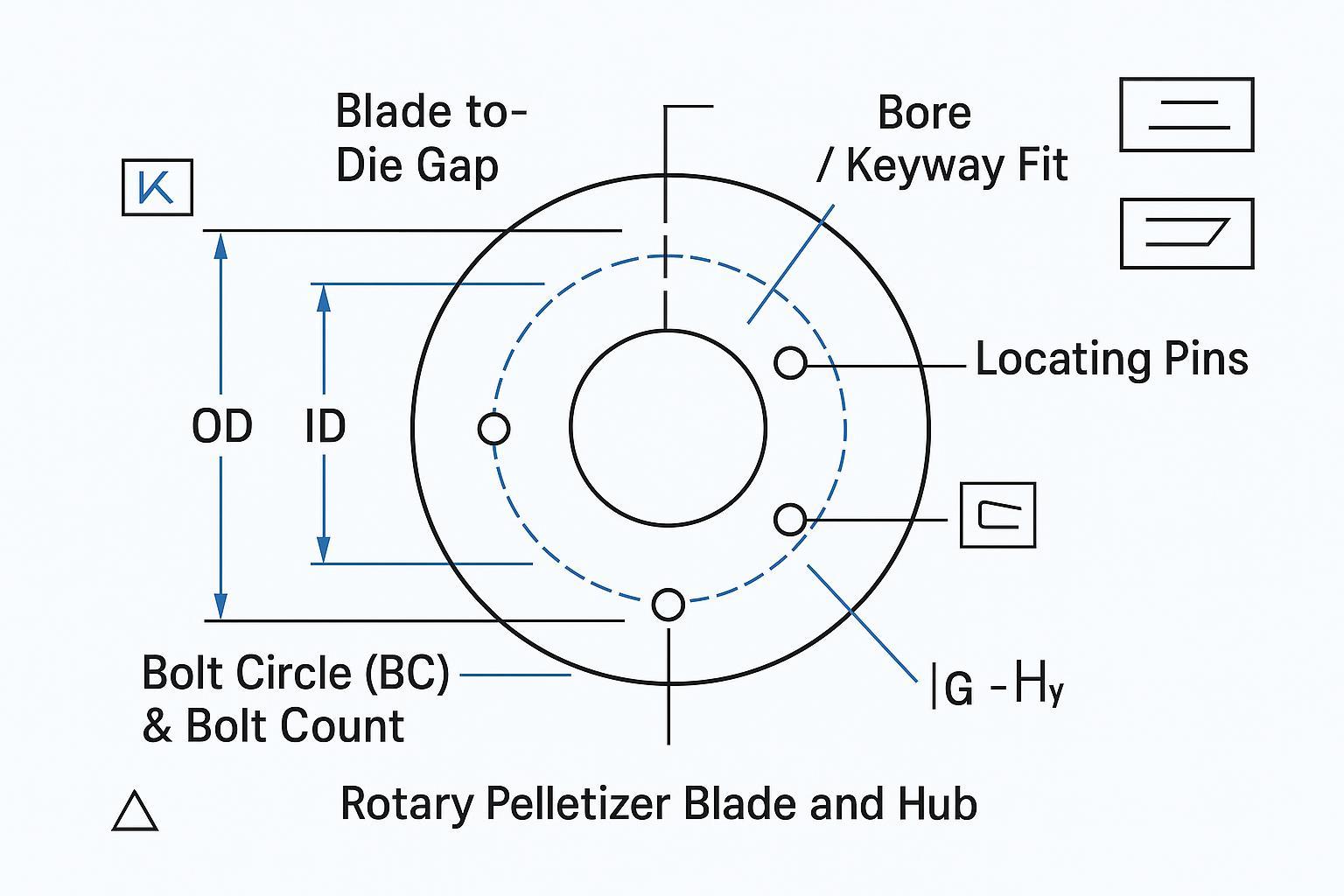
Per prestazioni equivalenti a quelle del produttore originale, mappare e verificare:
- OD e ID
- Spessore (e parallelismo con la superficie di appoggio)
- Diametro del cerchio dei bulloni e numero di bulloni
- Foro, sede della chiavetta e perno di posizionamento si adattano al mozzo
- Obiettivi e metodo di misurazione del divario tra lama e matrice (o tra lama e coltello da banco).
Poiché le tolleranze di disegno OEM sono in genere proprietarie, utilizzare l'accettazione basata su standard. Applicare GD&T per controllare planarità, parallelismo ed eccentricità (ISO 1101) e utilizzare limiti e accoppiamenti ISO (ad esempio, concetti in stile H7/g6) per confermare i giochi tra foro e albero in base alla famiglia di mozzi.
Se il tuo team ha bisogno di un punto di partenza per l'accettazione in entrata (non una richiesta OEM), imposta “gruppi di esempio” che siano sufficientemente rigidi da prevenire variazioni di qualità, quindi regolali una volta che i dati di produzione si stabilizzano:
- Planarità/parallelismo delle superfici dei sedili: trattare come una caratteristica chiave e controllare su una piastra di superficie o CMM; mantenere la banda di accettazione nel decine di micron quando il progetto lo consente.
- Eccentricità radiale/assiale sull'assemblaggio: misurare con un comparatore a quadrante sul diametro esterno della lama montata e sulla superficie di appoggio; puntare a basso TIR e indagare su eventuali salti dopo la riaffilatura o i cambi di lotto.
- Foro/perno si adatta: documentare l'intento di montaggio (gioco vs. transizione) e verificarlo con calibri e perni di centraggio calibrati; mantenere la stessa filosofia di montaggio tra i lotti.
Importante: Queste fasce sono solo a scopo illustrativo. I limiti di accettazione finali devono essere convalidati in base alla testina di taglio, al numero di giri al minuto e al manuale del produttore.
Un flusso di lavoro pratico è: Ispezione del primo articolo su CMM per OD/ID/spessore/BC/fori; controlli della piastra di riscontro per il parallelismo dello spessore; verifica degli accoppiamenti con calibro per fori/micrometro; e controlli TIR con comparatore a quadrante sulle superfici OD e di sede del mozzo. Per informazioni di base sulla tolleranza geometrica, vedere la panoramica di Tolleranza geometrica ISO 1101:2017e per i concetti di bilanciamento/rotore vedere il Norma ISO 21940 per il bilanciamento dei rotori.
Requisiti di documentazione e tracciabilità
Richiedete ai fornitori un pacchetto completo di controllo qualità per ogni lotto: certificato del materiale EN 10204 3.1 (chimica), registro del trattamento termico, rapporto di prova di durezza (metodo specificato: Rockwell/Vickers), un rapporto CMM dimensionale che includa diametro esterno/interno/spessore/BC/fori/perni con indicazioni GD&T, note sulla finitura superficiale delle superfici di appoggio, risultati TIR e, se richiesto dal gruppo rotante, un certificato di bilanciamento conforme alla norma ISO 21940. Questi documenti rappresentano la vostra garanzia di conformità per le lame di ricambio, assicurandovi che soddisfino i requisiti delle lame per pellettizzatori rotanti originali, senza lasciare spazio a supposizioni.
Materiali e geometria dei bordi

Scelta dei materiali in base alla gravità dell'applicazione
Il materiale deve essere conforme alla severità del servizio e alla modalità di rottura. Per i fili per uso generale con riempitivi modesti, gli acciai per utensili di alta qualità possono fornire bordi stabili e cicli di riaffilatura prevedibili. Quando aumenta il carico di fibra di vetro, talco o CaCO3, o quando aumentano le percentuali di riaffilatura, gli acciai rapidi in metallurgia delle polveri (PM) o le soluzioni in carburo di tungsteno spesso riducono il tasso di usura e la micro-scheggiatura. I materiali OEM e di formazione riflettono questo gradiente: le pagine degli accessori di MAAG descrivono i materiali delle lame di taglio ad alto livello (inclusi acciai inossidabili/per utensili e famiglie HSS), e riferimenti di formazione indipendenti mostrano l'uso di lame di base in carburo solido dove predomina l'abrasione (Panoramica dei materiali MAAG “Cutter Blades”.; Formazione sulla pellettizzazione a filamento BPMScegli la classe che meglio resiste al tuo meccanismo di usura dominante, mantenendo al contempo una tenacità sufficiente per evitare la frattura dei bordi durante le interruzioni dei fili.
Angoli dei bordi, micro-raggio e rivestimenti
Più affilato non significa sempre migliore. Bordi estremamente acuti possono ridurre la forza di taglio, ma sono più soggetti a micro-scheggiature nelle formulazioni abrasive; un raggio di curvatura controllato migliora la stabilità e può ridurre le particelle fini complessive, limitando la rottura del bordo. Ispezionare i bordi con un microscopio (microscopio o profilometro) per verificare che il raggio di curvatura e la levigatura desiderati siano stati ottenuti in modo uniforme su tutto il lotto. I rivestimenti possono apportare valore aggiunto quando la miscela resina/carica si abrade o scorre lungo il bordo: le opzioni di deposizione fisica da fase vapore come TiN, TiCN, CrN o DLC possono migliorare la resistenza all'usura e ridurre l'adesione. La combinazione giusta dipende dalla famiglia di resina, dalla temperatura e dalle condizioni della superficie dello stampo; considerare i rivestimenti come un complemento, non un sostituto, dell'idoneità e della geometria del materiale di base.
Abbinamento con la durezza della superficie dello stampo e la chimica dell'acqua
La durezza e la forma del bordo della lama devono essere compatibili con la superficie di accoppiamento. Nei sistemi a trefoli, abbinare la tenacità della lama al materiale della lama di base e assicurarsi che entrambe le superfici di appoggio siano piatte e parallele; un accoppiamento errato favorisce scanalature, vibrazioni e polvere. Nelle linee subacquee, il contatto della lama con la piastra della matrice rende decisivi la planarità della superficie della matrice e la finitura superficiale; la documentazione Gala sottolinea l'avanzamento controllato della lama per mantenere la durata di entrambi i componenti.Brochure Gala 12SAnche la pulizia e il flusso dell'acqua di processo sono importanti nel servizio subacqueo; una filtrazione inadeguata o un flusso insufficiente possono sbavare i tagli e sollevare code/particelle fini, come discusso ripetutamente nelle panoramiche sulla risoluzione dei problemi di Plastics Technology (vedi gli articoli UWP collegati di seguito). Se stai consolidando i fornitori, richiedi documentazione verificabile e un controllo di compatibilità per la tua famiglia di mozzi/matrici esatta. Ad esempio, puoi chiedere a un produttore qualificato come MAXTOR METAL di fornire il pacchetto di controllo qualità (materiale, trattamento termico, durezza, tolleranze dimensionali e TIR/bilanciamento ove applicabile) e di confermare la compatibilità del modello sulla base dei vostri disegni o di un campione; i produttori OEM affidabili e i fornitori indipendenti devono rispettare lo stesso standard di documentazione.
Installazione, configurazione e manutenzione

Controlli di montaggio, eccentricità e bilanciamento
Iniziare con pulizia. Sbavare e pulire le superfici di appoggio del mozzo, verificare che i perni di posizionamento e i fori siano privi di danni e serrare i dispositivi di fissaggio con una sequenza a stella secondo l'intervallo indicato nel manuale della macchina. Prima di avviare il prodotto, montare un comparatore a quadrante per misurare la TIR radiale e assiale sul diametro esterno della lama e sulla superficie di appoggio del mozzo; documentare le letture picco-picco e confrontarle con la banda di accettazione. Se l'assemblaggio richiede un bilanciamento dinamico dopo la riaffilatura o quando si mescolano lame di lotti diversi, allineare la documentazione e i metodi ai concetti definiti nel Norma ISO 21940 per il bilanciamento dei rotoriLe piccole variazioni meccaniche si moltiplicano con l'aumentare della velocità; individuarle in questa fase evita ore di ricerca di detriti e residui a valle.
Impostazione degli spazi e risoluzione dei problemi relativi a code/fini
Regolate la distanza tra la lama e il piano di lavoro (per la lavorazione a filamento continuo) o tra la lama e la matrice (per la lavorazione subacquea) utilizzando spessori/spessori in base alla vostra famiglia di macchine, quindi riscaldate fino alla temperatura di esercizio e verificate nuovamente: la dilatazione termica può spostare il contatto e vanificare un'accurata regolazione a freddo.
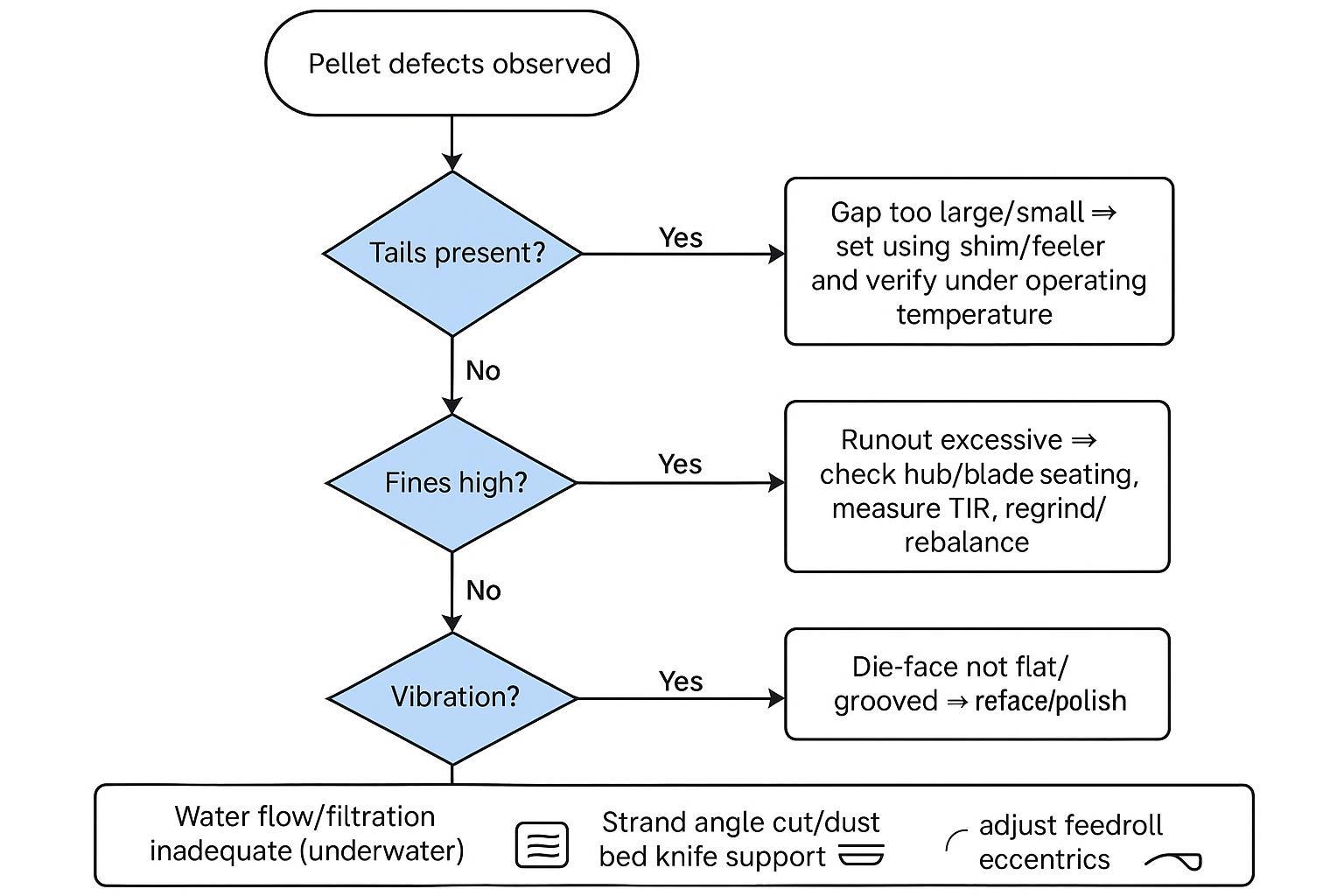
Quando si presentano anomalie, anomalie o vibrazioni, la risoluzione dei problemi va affrontata come una vera e propria metrologia, non come un'ipotesi. Seguite una sequenza coerente per evitare di "risolvere" un sintomo mentre la causa principale rimane irrisolta:
- Confermare le condizioni di contatto alla temperatura
Verificate il metodo di misurazione del gap/contatto su una macchina riscaldata (stesse condizioni di giri al minuto e portata d'acqua utilizzate in produzione). Se i difetti variano con la temperatura, considerate le misurazioni a freddo solo come indicazioni per la configurazione.
- Misurare l'eccentricità in punti indicatori ripetibili
Montare un comparatore a quadrante in modo che il punto di contatto sia perpendicolare alla superficie. Registrare TIR radiale sul diametro esterno della lama E TIR assiale sulla superficie di appoggioRuotando lentamente il gruppo a mano. Se la lettura cambia dopo la riaffilatura, ricontrollare le bave sulle superfici di appoggio, i danni al perno/foro e la sequenza di serraggio.
- Verificare le condizioni della superficie di accoppiamento prima di toccare nuovamente lo spazio.
- Strand: verificare la rigidità e l'allineamento del supporto della lama; un supporto non uniforme può creare tagli angolari che disperdono particelle fini.
- Sott'acqua: ispezionare la superficie della matrice per individuare scanalature, irregolarità o depositi accumulati; questi spesso creano code anche quando lo spazio nominale sembra "corretto".
- Convalidare il lato idraulico dei sistemi sottomarini
Verificare che la filtrazione funzioni come previsto e che il flusso sia stabile sulla superficie della filiera. Un flusso/filtrazione inadeguato può sbavare i tagli e gonfiare le code e le particelle fini.
In pratica, i difetti corrispondono a una manciata di cause meccaniche e di processo. Le code persistenti sono spesso riconducibili a un gioco eccessivo, scanalature sulla superficie della matrice o non planarità (sott'acqua) o a un'eccessiva eccentricità. Un'elevata presenza di particelle fini di solito segue la rottura dei bordi dovuta ad abrasione, tagli angolari (filamento) a causa di disallineamento o contatto instabile all'interfaccia. Diverse guide del settore collegano questi punti; per i sistemi subacquei, gli articoli di risoluzione dei problemi di Plastics Technology descrivono come le condizioni della superficie della matrice e il flusso/filtrazione dell'acqua influenzano i problemi di qualità dei pellet e come correggerli.Risoluzione dei problemi comuni nella pellettizzazione subacquea; La strada verso la perfezione dei pelletPer le nozioni di base relative all'allineamento e al controllo della polvere, il PDF di formazione BPM offre un contesto chiaro e semplice su eccentrici e geometria dei supporti.
Riaffilatura, sostituzione e monitoraggio degli indicatori chiave di prestazione (KPI)
Considera la durata del filo come un ciclo controllato, non come un mistero. Definisci i limiti di accettazione per la riaffilatura (spessore minimo, limiti di arretramento del filo) e monitora il numero di molature che ogni lama può sopportare mantenendo la geometria. Associa a questi dati di manutenzione quattro indicatori chiave di prestazione (KPI):
- Tasso di code: percentuale di campioni in cui le code visibili superano la soglia impostata (definire la frequenza di campionamento e la dimensione del lotto).
- Percentuale di particelle fini: analisi granulometrica (ad esempio, massa che passa sotto un setaccio definito rispetto a un peso noto del campione).
- Intervallo di cambio: ore o tonnellate tra le operazioni di riaffilatura/sostituzione.
- Costo per tonnellata: (lama + riaffilatura + tempo di fermo per cambio formato)/tonnellate prodotte.
Durante una fase di prova, registrare un intervallo di riferimento (ad esempio, una settimana o X tonnellate) e poi lo stesso intervallo dopo la modifica; calcolare le differenze. Quando le lame del pellettizzatore rotativo OEM sono specificate correttamente e si mantengono costanti montaggio/eccentricità/spazio, si dovrebbero osservare variazioni inferiori di code/particelle fini e intervalli più lunghi tra le manutenzioni. Questo è il segnale per la scalatura.
Un mini caso di studio anonimizzato
Una linea di produzione che utilizzava formulazioni abrasive (ad alto contenuto di riempitivo minerale con riaffilatura periodica) presentava una qualità di taglio instabile dopo la sostituzione delle lame. Il team dell'impianto ha trattato la sostituzione come un esercizio di verifica controllato: hanno intensificato i controlli in entrata (controllo dimensionale + verifiche di eccentricità sull'assemblaggio montato), standardizzato la sequenza di serraggio e verificato nuovamente l'interfaccia di taglio alla temperatura di esercizio.
Nel periodo di prova successivo, hanno segnalato un taglio più stabile e un minor numero di interventi di qualità a valle. Il vantaggio operativo maggiore non è stato una singola impostazione "magica", bensì la riduzione della deriva meccanica e la sua documentazione uniforme ad ogni cambio di formato.
| KPI | Andamento di base | Dopo la verifica della vestibilità e la configurazione standardizzata | Come l'hanno misurato |
|---|---|---|---|
| Code | Più alto / più variabile | Più basso / più stabile | Campionamento visivo a frequenza fissa con una soglia di "coda" definita |
| Multe | Elevato | Ridotto | Analisi granulometrica con setaccio e peso del campione costanti |
| intervallo di cambio | Più corto | Più lungo | Ore o minuti tra gli eventi di riaffilatura/sostituzione |
| Costo per tonnellata | Più alto | Inferiore | Lama + riaffilatura + ipotesi di tempo di inattività mantenute costanti |
Nota: i risultati variano a seconda della resina, del carico di riempitivo e delle condizioni della macchina. Considerare questo come un esempio di metodo: la propria sperimentazione dovrebbe prima definire la regola di misurazione, quindi confrontare intervalli omogenei.
Modelli rapidi da copiare nel registro di manutenzione

Primo articolo / Lista di controllo per l'ispezione in entrata
Utilizzare questo elenco come lista di controllo per la "verifica minima" al momento della ricezione di lame per pellettizzatore rotativo compatibili con il produttore originale (o qualsiasi ricambio equivalente):
- Codice articolo / riferimento del disegno e revisione
- Diametro esterno, diametro interno, spessore (includere il parallelismo della superficie di appoggio)
- Diametro del cerchio dei bulloni, numero di bulloni, diametri dei fori e indicazioni sulla posizione reale
- Diametro del foro, diametro della sede della chiavetta e diametri e spaziatura dei perni di posizionamento.
- Nota sulla finitura della superficie di appoggio (e su eventuali restrizioni relative al rivestimento)
- Rapporto di durezza e registro del trattamento termico collegati al lotto
- Rapporto di eccentricità (TIR assiale e radiale) sul gruppo mozzo/pala assemblato, ove applicabile.
Registro di configurazione e verifica
Registra gli stessi elementi ad ogni cambio di produzione in modo da poter correlare le variazioni di qualità dei pellet alla deriva meccanica:
- Data / riga / ID della testa di taglio
- Identificativo del lotto della lama e numero di riaffilature
- Metodo e sequenza di serraggio utilizzati
- TIR radiale sul diametro esterno della pala (punto/posizione dell'indicatore)
- TIR assiale sulla superficie del sedile (punto/posizione dell'indicatore)
- Metodo di misurazione dello spazio/contatto e verifica delle condizioni (freddo vs caldo)
- Note: condizioni della lama/del piano di stampaggio, stato della filtrazione dell'acqua
Monitoraggio KPI
Mantieni gli indicatori chiave di prestazione (KPI) semplici e coerenti, in modo che "migliore" abbia effettivamente un significato:
- Tasso di code: regola di campionamento + definizione della soglia
- Fines %: specifica del setaccio + peso del campione
- Intervallo di cambio: ore o tonnellate
- Costo per tonnellata: include lama, riaffilatura e tempi di inattività stimati.
Conclusione
La base è un adattamento equivalente all'OEM: verificare modello e interfaccia, mappare e dimostrare dimensioni e concentricità, quindi adattare materiali e geometria dei bordi all'applicazione. Con procedure di montaggio e impostazione del gioco ripetibili e un semplice set di KPI, è possibile stabilizzare la qualità dei pellet e ridurre il costo per tonnellata. Prossimi passi: confermare i codici modello/articolo, richiedere i certificati di controllo qualità completi (materiale, trattamento termico, durezza, GD&T dimensionale, TIR/bilanciamento) e pianificare un piccolo set di prova ben strumentato prima di procedere a un cambio completo.
Preparato da: Tommy Tang (12 anni di esperienza nella produzione di lame industriali e nei flussi di lavoro di montaggio/ispezione).
Nota informativa: Questo articolo è stato redatto da MAXTOR METAL. Gli esempi di fornitori sono forniti a scopo illustrativo; valutare qualsiasi fornitore qualificato in base agli stessi standard di verifica (pacchetto di controllo qualità, verifica dimensionale e documentazione di eccentricità/bilanciamento, ove applicabile).
Nota sulla sicurezza: Per i valori di coppia, le protezioni e le procedure di blocco/etichettatura, fare riferimento al manuale del produttore del pellettizzatore. Questa guida non sostituisce le istruzioni di assistenza specifiche per la macchina.