はじめに
ウェビング、ラベル、エッジバンディング、フォームなどの熱切断を行う場合、材料の選択は、ウォームアップ時間、温度変動、ラインの停止頻度、部品交換頻度といった点で、知らず知らずのうちに限界を決定づけてしまいます。これは、より短い準備時間、シフトを通じたより安定した切断、そして総所有コストの削減といった、納得のいく意思決定を支援するための実用的な比較です。
このガイドは、切断品質、稼働率(OEE)、安全性、供給継続性のバランスを取る必要のある設備、プロセス、生産、調達の管理者向けに書かれています。NiCr(ニクロム80/20)を一般的なステンレス鋼(304/316/420/440C)と比較し、そして重要なことに、分離します。 ヒーターエレメント 要件 刃/エッジ 要件。
著者: MAXTOR社プロセスエンジニア(匿名)
技術レビュー: MAXTOR METAL製造・品質管理チームによるレビュー済み
推奨事項の検証方法: 可能な限り、材料選定と工程ガイダンスをMAXTOR METALの検査・検証フロー(受入材料検査と認証、初回品検査、工程内検査、最終検査)に合わせ、その後、顧客側での試験によって結果を確認します。
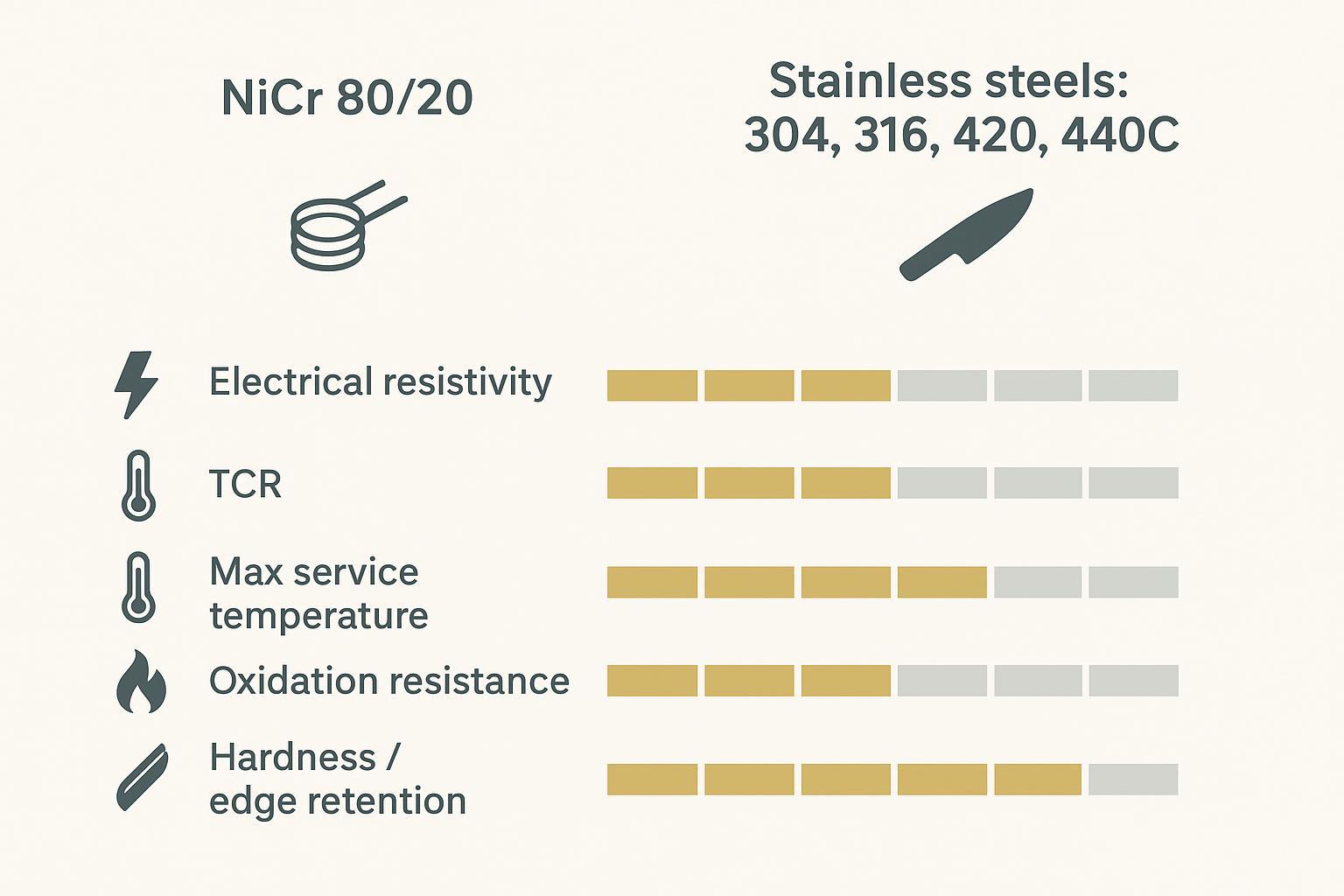
性能を左右する材料特性(ホットナイフによる材料比較)

高温のナイフは、予測可能な形で故障する。例えば、加熱が遅い、材料が刃に当たった瞬間に温度が急激に低下する、大量の溶融ビーズが発生する、黒ずみや煙が出る、刃先が急速に丸くなる、といった具合だ。これらの結果は、通常、材料の限られた特性に起因する。
電気抵抗率と温度係数(TCR/Ct)
抵抗ヒーターは、制御可能な抵抗器です。電気抵抗率が高いほど、実用的な電圧と電流で容易に熱を発生させることができ、抵抗温度係数(TCR)が安定しているため、発熱体が加熱されるにつれて制御がより予測しやすくなります。つまり、これがニッケルクロム(NiCr)ヒーターとステンレス鋼ヒーターのどちらを選ぶかの核心部分です。
NiCr(ニクロム80/20)は発熱体専用の抵抗合金であり、そのため工業用ヒーターや熱線工具で広く使用されています。対照的に、ステンレス鋼は電流を流すことができますが、高温での安定した効率的な抵抗加熱には最適化されていません。経験豊富なエンジニアでさえ、コイルが赤熱するとステンレス鋼は「ニクロムには及ばない」と警告しています(以下参照)。 Eng-Tips: 「304ステンレス鋼とニクロム加熱コイルの比較」」.
最高使用温度と酸化挙動
使用温度とは単に「高温になるかどうか」ではなく、「空気中でスケール、脆化、抵抗ドリフトを起こさずに熱サイクルに耐えられるかどうか」です。NiCrは保護酸化層を形成し、空気中で持続的な高温に耐えるように設計されているため、抵抗合金の参考資料に記載されています。 トッキンの抵抗合金の概要 高温ヒーターでの使用に適しています。
ステンレス鋼は中程度の高温に耐えることができますが、酸化挙動や機械的特性は温度と時間によって変化します。工具が受ける温度の上限に近い温度で設計する場合は、英国ステンレス鋼協会などの信頼できるグレード固有の高温データを使用し(サプライヤーに確認してもらい)、そのデータを活用してください。 「ステンレス鋼の高温における物理的特性」.
硬度、焼き戻し抵抗、構造的剛性
ほとんどの工場が見落としている重要な点は以下のとおりです。
- ヒーターエレメント 安定した電気的特性と耐酸化性が必要である。
- 刃/エッジ 材料を切断する際に、丸めたり、反らせたり、押し出したりしないように、硬度、焼き戻し耐性、剛性が必要です。
ここでマルテンサイト系ステンレス鋼(420や440Cなど)が重要になります。これらのステンレス鋼は304/316よりも硬い刃先に熱処理することができ、刃持ちを向上させ、刃替えの回数を減らすことができます。もし 動作温度における焼き戻し損失を管理します(詳細は選定セクションで説明します)。
| 材料 | ホットナイフのベストロール | 意思決定の基準となる典型的な値 | 一次資料 |
|---|---|---|---|
| NiCr 80/20(ニクロタール® 80) | ヒーターエレメント | 電気抵抗率 1.09 Ω·mm²/m (20℃);空気中での最大連続動作温度 1200℃ | カンタルデータシート:ニクロタール® 80ストリップ(またはニクロタール® 80ワイヤー) |
| 440Cステンレス鋼(熱処理済み) | 耐摩耗性ブレード/エッジ | 熱処理後の硬度は通常58~60HRC(用途による) | カーペンターテクノロジー社データシート:CarTech® 440Cステンレス鋼 |
| 420ステンレス鋼(熱処理済み) | 刃/刃先:靭性/再研ぎが重要な場合 | 焼入れ後の硬度は通常約50HRC(熱処理条件による) | Atlas Steels データシート:ステンレス鋼 420 グレードのデータシート |
| 304ステンレス鋼(焼きなまし処理済み) | 構造部品、低熱成形本体 | 24℃における電気抵抗率:19.9 μΩ・cm | BSSA参照:ステンレス鋼の高温における物性 |
| 316ステンレス鋼(焼きなまし処理済み) | 湿度の高い環境または塩化物環境における器具/筐体 | 24℃における電気抵抗率:19.9 μΩ・cm | BSSA参照:ステンレス鋼の高温における物性 |
注記:「標準値」は、製品形状、熱処理条件、温度によって異なります。エンジニアリング承認のためには、ヒーター合金のデータシートとミルテスト証明書/COA(またはサプライヤーのデータシート)から正確な値を取得し、実際の使用サイクル、形状、制御条件下で性能を検証してください。
特性からプロセス結果まで
「加熱部」と「端部」を切り離すことで、プロセスの結果を予測しやすくなり、修正も容易になる。
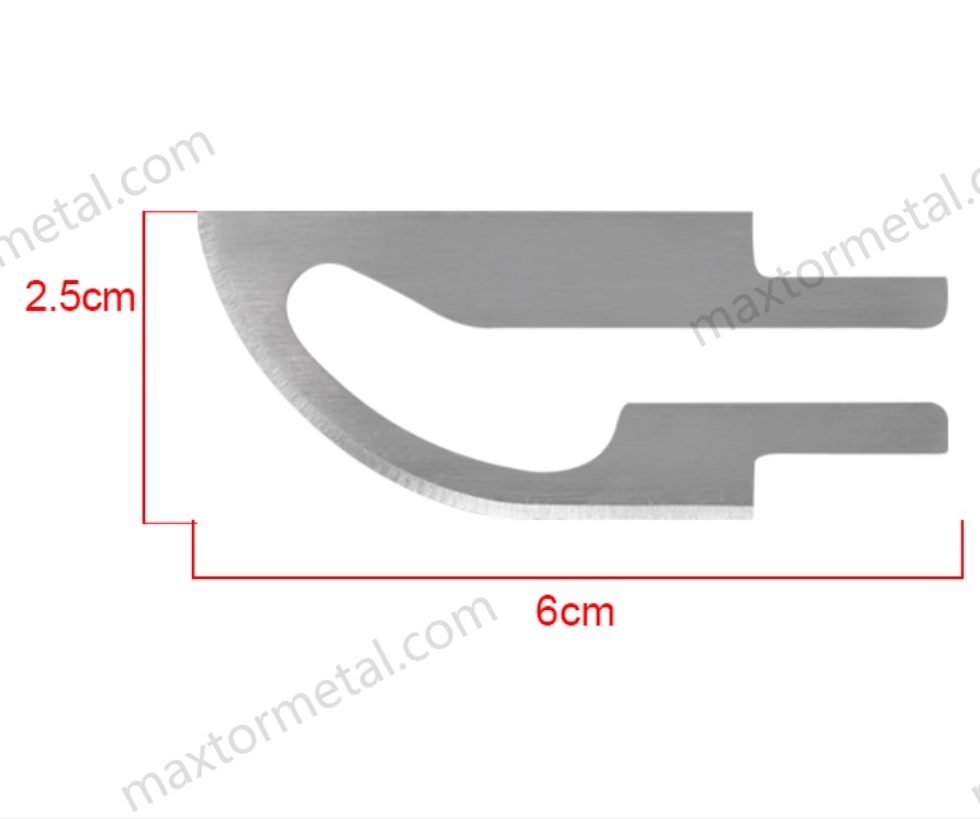
現場写真:20mmポリエステルウェビングラインにおけるNiCrと440Cの比較(匿名)
以下のデータは、自動連続切断ラインで実施された工業試験から得られたものです。 20mmポリエステルウェビングNiCr 80/20ホットナイフ方式と熱処理済み440Cブレード方式を比較しています。これは方向性のベンチマークとして扱ってください。形状、電源、センサーの配置、ライン速度によって正確な数値は変化します。
参考までに、自動ウェブホットナイフ切断機のサプライヤー仕様書には、切断速度が次々に挙げられていることが多い。 毎分約60~200回のカット 切断長さと設定に応じて(例:機械仕様を参照) chinafoxsewの自動ポリエステルウェビング切断機 そして ウェビング切断機の仕様一覧(例として、長さ50mmで毎分200カット)。自分のスループットを比較する際の合理性チェックとして、これを活用してください。
- 350℃まで加熱する: NiCr 80/20 ~**15秒** vs 440℃ ~35秒
- 切断面の結果(ウェビング): NiCrは、最小限の付着で平坦な密封エッジを示しました。440Cは初期段階では優れた性能を発揮しましたが、温度制御がずれると「糸引き」が発生する可能性がありました。
- メンテナンス間隔: NiCr ~**50,000回の切断** vs 440C~12万回のカット
- 典型的な故障モード: NiCr合金は機械的に刃先が鈍くなり、シール不良を起こし始めた。440C合金は長時間の高温曝露により軟化し、硬度が低下すると後に欠けが生じる可能性がある。
これの使い方: プロセスが支配的である場合 熱伝達と安定性NiCrは、準備完了までの時間と管理マージンで優位に立つ傾向があります。 機械的な刃先保持力 厚くて丈夫な素材の場合、熱処理された440C鋼は、耐摩耗性と交換間隔において優れていることが多い。
*データ注記:ウォームアップ時間は、ヒーター抵抗設計(ゲージ/長さ)、利用可能な電圧/電流、PID/SSR動作、および熱電対の位置に影響されます。温度測定の実践においては、切削温度測定法では一般的に、熱電対接合部を切削エッジ/界面にできるだけ近づけて配置し、実際の切削領域を表すようにすることが重視されます(参照)。 切断温度測定方法のレビュー)メンテナンス間隔は、ウェビングの構造、コーティング/接着剤、エッジ形状、および許容されるシール品質に大きく依存します。*
加熱速度と調理完了までの時間
ウォームアップは単純な生産性向上手段です。再起動、セットアップ、切り替えのたびに「待機時間」が発生します。実際には、準備完了までの時間は、ヒーターがエッジにエネルギーをどれだけ速く供給できるかに依存します。 それなし 過剰な電流を必要とするかどうか、そしてコントローラーがオーバーシュートすることなく設定値にどれだけ安定して到達できるか。
NiCrヒーターは、電力を効率的に熱に変換するように設計されており、合成樹脂の封止に必要な温度にも耐えられるため、一般的に電源容量の範囲内でウォームアップ時間を短縮できます。ウォームアップ時間の遅さを「とりあえず切断するため」に高い設定温度で補っていると、それが黒ずみや溶融ビーズの発生につながることがよくあります。
熱サイクル下における温度安定性とドリフト
熱切断は繰り返し行われる擾乱です。刃がワークピースに熱を放出し、その後回復するという動作が何度も繰り返されます。ホットナイフの温度安定性は、次の3つの要素によって決まります。
- 温度に対する抵抗変化が予測可能なヒーター材料
- 電力をスムーズに調整できるコントローラー (SSR + PID は一般的です)
- 切削刃を表す位置に取り付けられた温度センサー
実践的なチェックリスト(これを自社の生産ラインで再現できるようにするため):
- センサーの配置: 熱電対は、切断刃先、または実際に刃先温度を表す熱伝達経路(ヒーター本体だけではなく)に、安全な範囲でできるだけ近い位置に取り付けてください。
- コントローラー出力: SSRとPIDは、サイクル負荷に対して効果的です。デューティサイクルとピーク電流に合わせてSSRのサイズと配線を選定してください。
- オーバーシュート制御: 起動時に煙や黒ずみが見られる場合は、設定値を上げる前に、ランプ速度を下げるか、PID制御を調整して初期の出力バーストを緩和してください。
- 安定性基準: 安定性は、切断面の状態(シールの連続性、切断幅、残渣率)と、切断後に切断面の温度が安定して回復するかどうかによって判断する。
安定性が低い場合、連続運転中にシール不足と溶融過多が交互に発生します。MAXTOR METALは、記事「合成繊維ホットナイフが歩留まりとOEEを向上させる方法」の中で、これらの現場での症状(シール不足(ほつれ)、溶融過多(歪み)、煙/黒ずみ)は、温度、供給速度、デューティサイクルが一致していないことを示す一般的な指標であると説明しています。
素子の寿命、刃持ち、交換頻度
部品寿命は主に酸化と熱疲労によって決まります。刃先寿命は主に硬度保持と汚染管理によって決まります。
熱サイクルに耐えるNiCr元素を使用することで、ヒーターの故障や、同じ作業を行うために時間とともに工具の出力が増加する「原因不明のドリフト」を軽減できます。刃に関しては、304/316から熱処理可能な刃先材(420/440C)に変更することで、特に研磨材の積層板、コーティングされたテープ、充填材入りの発泡体などを切断する場合に、刃の再研磨や交換の頻度を減らすことができます。
加工対象:繊維製品、ウェビング、ラベル、エッジバンディング、発泡体

適切な材料を選ぶことで、「作業台でうまくいく」状態と「ライン上で一定の精度を維持できる」状態とのギャップを縮めることができます。この精度は、エッジ温度、電力供給、そして作業速度によって決まります。
方法と適用範囲に関する注意事項(設定値をコピーする前に必ずお読みください)
- 機能と推奨設定の比較: 温度定格とサンプルツールは、システムが できる 到達する、あなたが すべき 実行してください。任意の数値を出発点として扱い、その後、自分の素材とライン速度に合わせて調整してください。
- ローカルで検証する: ポリマーの種類、コーティング剤/接着剤、厚さ、および空気の流れによって、煙の発生、残留物、およびシール特性が変化する可能性があります。パラメータを確定する前に、必ず短時間の計測試験を実施してください。
- 安全に関する免責事項: 熱切断作業では、刺激性ガス、蒸気、粒子が発生する可能性があります。局所排気換気装置を使用し、現場の環境・安全・衛生(EHS)に関する要件および適用される規制に従ってください。
典型的なエッジ温度と設定値の範囲
一般的な開始点は、ポリマーの種類、厚さ、および端部を密閉するのか、単に分離するだけなのかによって異なります。
- 多くの合成繊維やウェビングの場合、ホットナイフは一般的に約 400℃動作と停止時間が制御されている場合、密閉された切断を実現します。
- 発泡体用工具の場合、一部の工業用ハンドヘルドカッターは最大で 500℃ 急速に(例えば、 ATO社製ハンドヘルド式発泡スチロールカッター(耐熱温度500℃)).
これらを次のように扱います 機能と参考文献普遍的な設定値ではありません。合格基準は、目標値だけではなく、切断面の品質(シール連続性、切断幅、歪み)とヒュームレベルであるべきです。
出力のマッチング、送り速度、切断幅/シール品質
トラブルを避けるための3つの実用的なルール:
- ほつれや毛羽立ち(シールの下側)が見られる場合: 温度を少しずつ上げていく または 少しずつ または 張力や固定方法を改善してください。いきなり設定値を大幅に上げないでください。
- 大きな溶融ビードや端の収縮(過剰溶融)が見られる場合: 設定値を下げる または 送り速度を上げる。滞留時間とスミアを減らすために、ブレードの形状を変更することを検討する。
- カットが波打っている場合、または寸法がずれている場合: お使いのシステムは、熱が均一に伝わっていない可能性があります。ブレードの剛性(曲がり具合)、センサーの位置、ヒーターがエッジ部分に均一に熱を供給しているかどうかを確認してください。
ヒーター材の挙動が安定していて、エッジ材の形状が維持されている場合は、これらの調整がより重要になります。そうでない場合は、一日中プロセスを追いかける羽目になります。
熱切断時の換気とヒュームに関する考慮事項
熱切断では、切断端でポリマーを加熱するため、煙が発生します。切断面がきれいに見えても、製造工程では換気は必須です。
可能な限りローカルキャプチャを使用し、切断した材料(コーティング剤や接着剤を含む)の記録を保持し、煙や臭いの変化を「正常」ではなくプロセス信号として扱います。煙や黒ずみが続く場合は、MAXTOR METALのプロセスガイダンスは簡潔です。歩留まり/OEEホットナイフに関する注記にあるように、汚染された状態で工具を無理に加工するのではなく、温度/保持時間を下げてブレードを洗浄してください。
NIOSHの高温プラスチック加工(ヒートシールを含む)に関する健康被害評価では、 汚染物質を発生源で捕捉する—煙のプルームが発生する地点での局所排気換気—実際の生産状況では、一般的な換気だけでは不十分な場合が多いため(NIOSH HHE レポートなどを参照)、 「熱溶着による曝露と症状の評価…」 そして 「プラスチック袋密封工場における従業員の曝露状況の評価」).
例えば、OSHAの溶接・切断・熱に関する基準では、換気とヒューム制御を主要な制御として強調している(参照)。 OSHA 29 CFR 1926.353「溶接、切断、加熱における換気と保護」」).
エンジニアリング分析と投資収益率(ROI)
ここから、材料の選択は単なる「好み」ではなく、エンジニアリングとコストに関する決定事項となる。
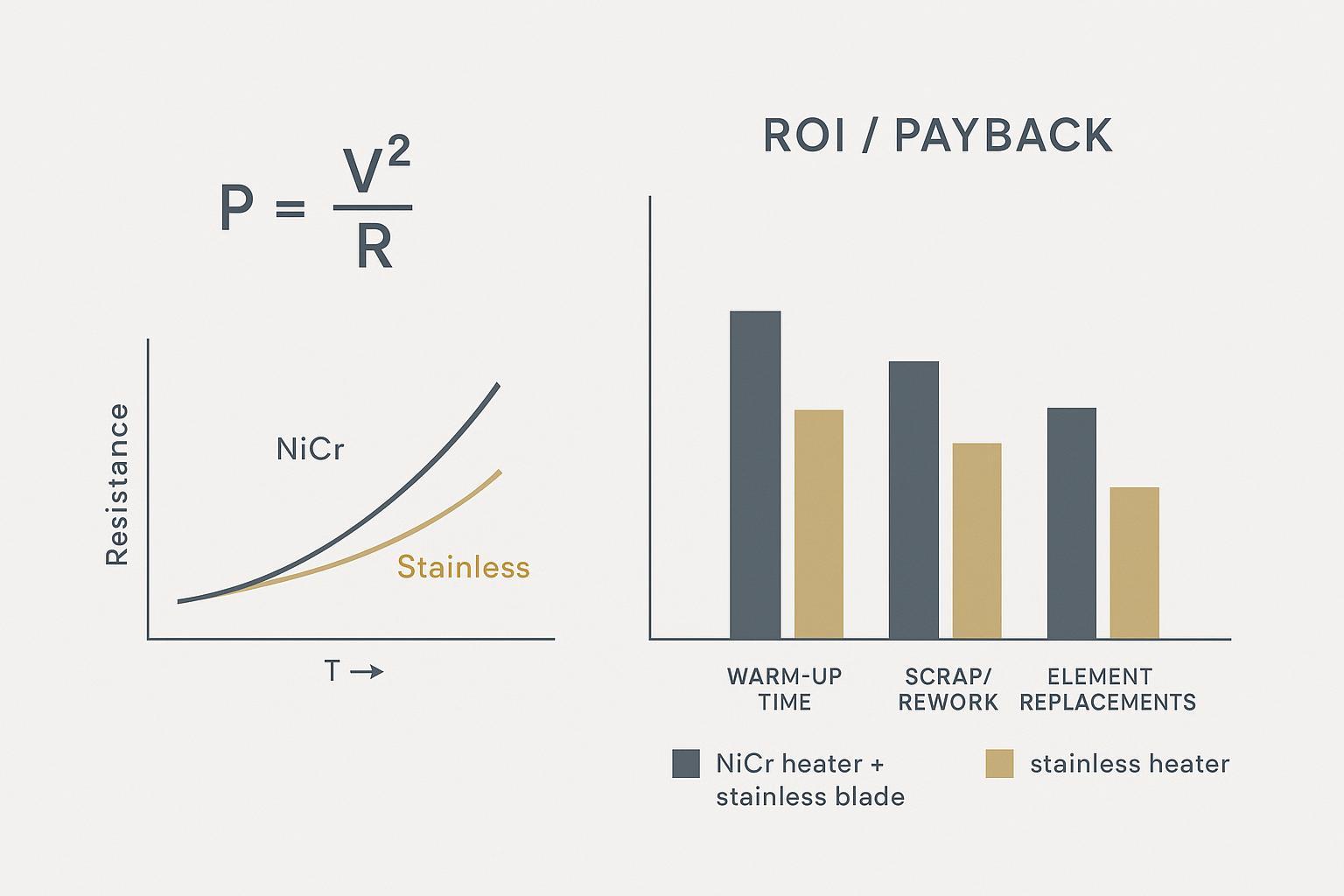
P=V^2/RとTCRをウォームアップと制御精度に関連付ける
抵抗加熱器の場合:
- 力 およそ P = V² / R (定電圧下)
- 素子が加熱されると、その抵抗は TCR.
実用的な意味合い:抵抗率の低いヒーター材料、または温度に対する抵抗値の変化が大きいヒーター材料を選択した場合、(a)より高い電流とより太い配線/電源ユニットが必要になるか、(b)温度を維持するためにコントローラーのデューティサイクルをより積極的に行う必要が生じます。安定した抵抗加熱用に設計されたヒーターであれば、設定温度に素早く到達し、負荷がかかった状態でもその温度を維持しやすくなります。
安定性によるOEE/FPYの向上、エネルギーおよび待機から準備完了までの時間の節約
安定したホットナイフは、安定した押出成形やシールと同様に、OEE(総合設備効率)を向上させます。つまり、不良品の減少、微小停止の減少、オペレーターによる微調整の減少につながります。MAXTOR METALは、ホットナイフの歩留まりとOEEに関する記事の中で、品質の向上(ほつれによるスクラップや再加工の減少)と稼働率/性能の向上(エッジの問題を修正する時間の減少)という観点から、そのメリットを説明しています。
エネルギー面では、工場がひっそりと損失を出しているのは、ウォームアップ時間と待機時間です。生産ラインが待機し、工具が加熱され、部品が出荷されないためです。ウォームアップ時間を短縮し、設定値を安定させる材料を選択することで、この非生産的な時間を縮小できます。
TCO:消耗品、ダウンタイム、品質関連の不良品
シンプルな総所有コストモデルには、以下が含まれるべきである。
- 消耗品: ヒーターエレメント、ブレード/エッジ、断熱材、留め具
- ダウンタイム: 計画的な切り替え+ドリフトや故障による計画外の停止
- 品質損失: スクラップ、再加工作業、検査保留
既にSKUごとにOEEと不良率を追跡している場合は、すぐにそのメリットを証明できます。投資回収は、部品の単価ではなく、段取り替え回数の減少と不良部品の減少によってもたらされることが多いのです。
シナリオ別選択ガイド
ヒーターエレメント:ステンレス鋼よりもNiCrが好ましい場合
ヒーターエレメントとしてNiCr(80/20)を選択する場合(多くの従来設計ではニクロム80/20ヒーターエレメントが使用されている):
- 必要なのは 準備完了までの時間が短い 煙や黒焦げにならずに。
- このプロセスには 熱サイクル全体にわたって安定した切断が可能 (開始/停止、送り速度の調整、厚みのあるセクション)
- あなたは 気温上昇 酸化寿命が重要な場面。
ステンレス鋼は低温・短時間使用の試作品には適しているが、量産における熱切断では、コスト削減というよりもむしろ制御上の問題(電流消費、ドリフト、寿命の短縮)が生じることが多い。
刃/エッジ:420/440Cが304/316を上回る場合、焼き戻し管理が重要
420または440Cを選択してください 刃/エッジ 硬度と刃持ちの良さが求められる場合。
- 420 一般的に、靭性と研ぎ直しの容易さが重要な場合、より寛容な選択肢となる。
- 440C 耐摩耗性と刃持ちの良さが重視され、衝撃や刃の欠けを防ぐような設計になっている場合は、一般的にこちらの方が優れた選択肢となります。
チーム内で「440Cと420のステンレス鋼の刃先、どちらが良いか?」という質問が頻繁に寄せられる場合、実際的な答えは次のとおりです。耐久性や靭性が重視される場合は420を、摩耗や再研磨間隔の長さが重視される場合は440Cを選び、実際の設定温度と使用サイクルにおける焼き戻し損失を検証してください。
焼き戻し管理は重要です。なぜなら、繰り返し加熱すると、硬化した刃先が時間とともに柔らかくなる可能性があるからです。実用的な対策:
- 熱はヒーター/エッジ部分に集中させ、ブレード全体に熱が行き渡らないようにしてください。
- 滞留時間と汚れを軽減する断熱材と形状を使用する。
- 実際の使用サイクル(短時間のベンチカットだけでなく)における刃持ちを検証してください。
湿度の高い環境や洗浄環境:316構造物とNiCrヒーターの役割
洗浄が必要な環境、湿度の高い環境、または塩化物が発生しやすい環境では、器具や筐体には316ステンレス鋼が最適な選択肢となりますが、ヒーターにはNiCrステンレス鋼を使用することをお勧めします。MAXTOR METALは、カスタムのホットナイフブレードと材質選択(420/440Cのエッジ、316ステンレス鋼の構造)に対応しており、お客様の電力および使用率の制約に合わせてNiCrヒーターを選定するお手伝いをいたします。
実施と遵守
確認チェックリスト(回線上で確認すべき事項)
- 材料と証明書: ヒーター合金とブレード鋼が指定されたグレードと状態(例:熱処理済みか焼きなまし済みか)に合致していることを確認し、サプライヤーのデータシートと入手可能な場合はCOAを確認してください。
- 温度測定: センサーの位置が(ヒーター本体だけでなく)切削刃の温度を正確に表していることを確認し、結果の再現性を確保するためにその位置を記録してください。
- コントロール: 電源/SSRの容量がピーク電流とデューティサイクルに合致していることを確認し、オーバーシュートを回避するようにPIDを調整します(起動時に煙が出たり黒ずんだりする場合は警告サインです)。
- 受入基準: シール連続性、切断幅/寸法、変色、残留物蓄積率、および切り替え間隔について、合否判定基準を定義する。
- 換気: 排煙源に局所排気換気装置を設置し、現場のEHS要件および該当するOSHA/NIOSHのガイドラインに準拠すること。
試験プロトコル:計測機器、ランプ、および受入基準
臨床試験は短期間で、計測機器を備え、再現可能であるべきである。
- 楽器: 設定値、実際のエッジ温度(熱電対の配置が重要)、電力、および送り速度を記録します。
- 傾斜をつけて浸す: ブレードが安定した状態に達するように、ウォームアップ時間と浸漬時間の目標値を設定します。
- 受け入れ基準(二値):
- エッジシール連続性(合格/不合格)
- 切断幅と寸法安定性(仕様の範囲内)
- 変色・黒ずみ(一切認められません)
- 残留物蓄積率(清掃間隔目標値)
初回承認は明確に行い、その後、材料ごとにパラメータをロックする。
安全性と空気質:捕集、換気、および曝露制御
熱切断は、ヒューム発生作業として扱ってください。可能な限り局所的な捕集装置を使用し、切断する材料やコーティングの種類を記録し、作業員に対処が必要な症状(煙や臭いの変化、刺激、残留物の蓄積など)について訓練してください。EHS監査や顧客監査で設備の安全性を説明する必要がある場合は、明確な捕集・換気計画と設定値および材料の記録を提示するのが最も効果的です。
電源、制御、およびCE/OSHA準拠の文書
コントロールについては、以下の優先順位を付けてください。
- 使用サイクルに合わせた安定した電力供給
- 必要に応じてSSR出力による閉ループ温度制御
- 材料ごとの設定値、ブレードの種類、および受入検査を文書化
配線図、制御設定、メンテナンス間隔などの資料は、すべて1つのファイルにまとめて保管してください。これにより、トラブルシューティングにかかる時間を短縮し、コンプライアンス審査を迅速に行うことができます。
結論
実際的な区分は単純だ。
- NiCr(80/20) は、 ヒーターエレメント 素早いウォームアップ、負荷時の安定した温度、そして長い酸化寿命が必要な場合に最適です。
- 420/440℃ 適切なデフォルト値は 最先端の技術 硬度と刃持ちが必要な場合、ただし焼き戻しによる摩耗や汚染を適切に管理することが前提となります。
- 316 地位を確立する 構造物および備品 腐食と清掃が重要な場合。
ビジネスへの影響としては、起動時間の短縮、温度の安定、切り替え間隔の延長、そして不良や停止回数の減少による総所有コスト(TCO)の削減などが挙げられます。
次のステップ: 短時間の計測試験を実施し、材料ごとに設定値と送り速度を固定し、安全/換気制御を文書化します。カスタムブレードを作成する場合、またはラインに合わせて形状とヒーターの選択を調整する必要がある場合は、MAXTOR METAL を参照してください。 電熱ナイフブレード およびホットナイフ加工に関する注意事項。発泡体特有の考慮事項については、以下を参照。 EPS/XPS用発泡体カッターブレード.
著者について
トミー・タンは、南京金属工業のシニアセールスエンジニアであり、産業用切断およびホットナイフ加工のサポートにおいて12年の経験を有しています。彼の業務には、ウェビング、繊維、発泡材の切断における材料選定および試作検証に関するアプリケーションサポートが含まれます。資格:CSE、CME、シックスシグマグリーンベルト、PMP。
技術レビュー
本記事は、MAXTOR METAL製造・品質管理チームによる社内レビューを受けています。レビュー範囲には、材料認証(入手可能な場合)、受入検査チェックポイント、初回品検査、工程内検査、およびブレード性能に影響を与える最終検査基準が含まれます。
最終更新日: 2026-04