高負荷ペレット加工では、研磨材、断続的な衝撃、熱によって切削刃に大きな負担がかかります。万能な解決策はありません。刃先の欠けが主な故障モードである場合、CPM工具鋼は通常、従来のD2鋼や低結合超硬合金よりも優れた性能を発揮します。定常負荷下で純粋な摩耗が支配的な場合は、超硬合金が最も長い寿命と最も多くの再研磨回数を実現します。熱や熱軟化が忍び寄る場合は、CPM M4鋼または耐熱コーティングを施した熱間加工用鋼が大きな違いを生み出します。
主なポイント
- 高負荷ペレット化において解決すべき最も大きな問題は、エッジチッピング/マイクロクラックである。そのため、使用硬度における靭性を向上させる材料と熱処理を選択する必要がある。
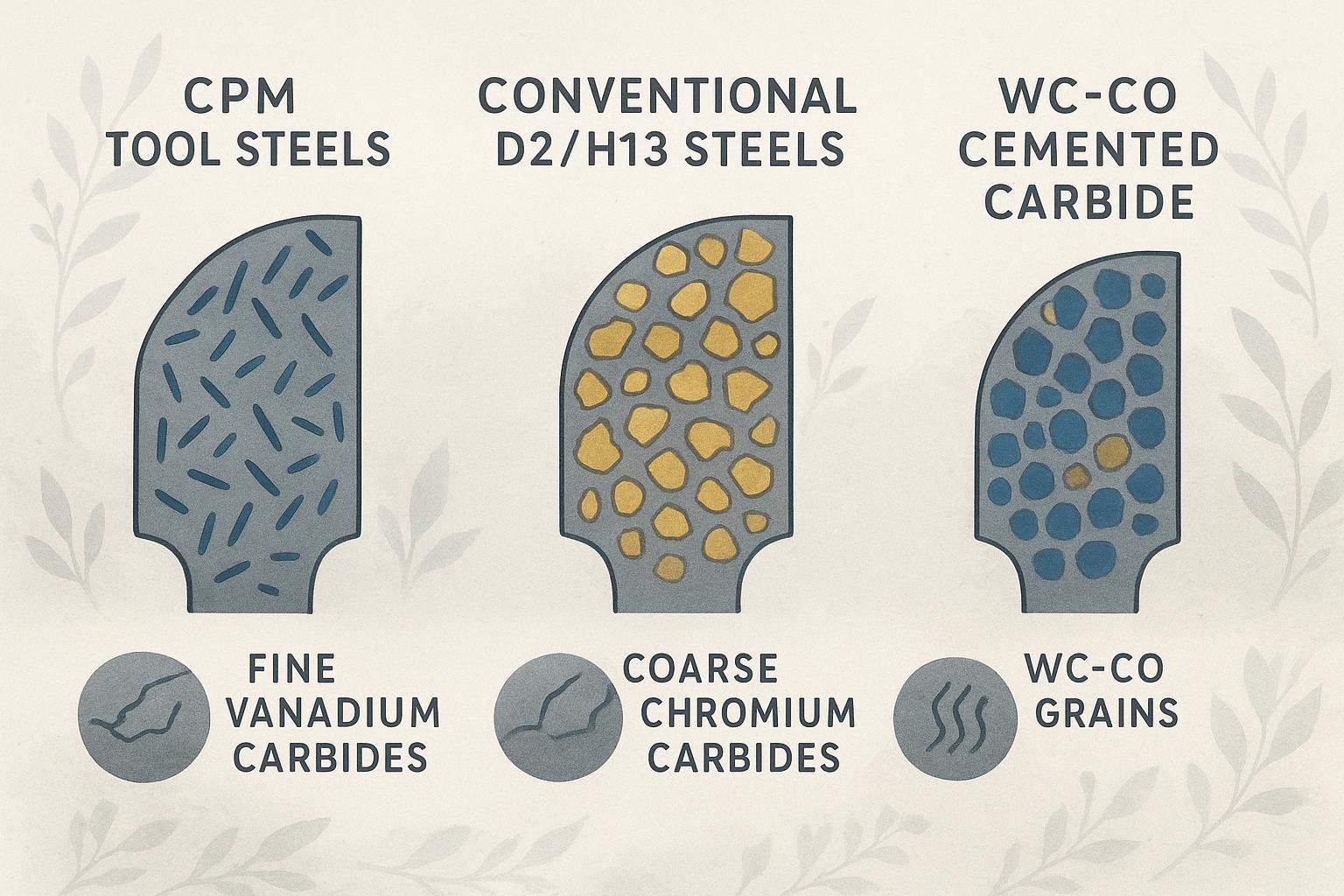
- CPMペレット製造機のブレードは、微細で均一に分布した炭化バナジウムによって耐摩耗性と靭性のバランスが取れています。CPM 9Vは鋼材の中でもチッピング耐性に優れており、CPM 10Vは耐摩耗性をさらに高めています。
- D2/SKD11は優れた耐摩耗性を示すが、クロム炭化物が粗いため、衝撃や位置ずれによる欠けのリスクが高まる。
- 超硬合金(WC–Co K10–K20)は、定常負荷条件下での絶対的な耐摩耗性と寸法安定性において優れているが、Coバインダー含有量が低下するにつれて、チッピングのリスクが高まる。
- 熱や熱軟化に関しては、TiAlNを添加したCPM M4と熱間加工用のH13/SKD61は、冷間加工用のグレードよりも高温での硬度保持能力に優れている。
- TiCN(研磨材)やTiAlN(耐熱材)などのコーティングは工具寿命を延ばすことができます。基材と故障モードに合わせて組み合わせてください。
並べて比較(参考値です。正確な値についてはデータシートを参照してください)
| 最適なシナリオ | 材料の種類とグレード例 | 微細構造のハイライト | 典型的な硬度範囲 | エッジの欠けに対する耐性 | 耐摩耗性 | 高温硬度/焼き戻し抵抗 | 塑性変形抵抗 | 再研磨サイクルと安定性 | コーティング/処理の適合性 | ライフサイクル経済学に関するメモ | 在庫状況/納期 | クイックスコア(高負荷ペレット化) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 高研磨材 - 定常負荷 | WC–Co炭化物(K10~K20) | Coバインダー中のWC粒子;粒径とCo%が靭性を調整 | HRA 約93~94.5(学年による) | 中程度から低程度(Co濃度が高いほど改善される) | 非常に高い | 非常に優れている(超硬合金は高温でも硬度を維持する) | 定常荷重下では高い強度を持ち、衝撃を受けると脆い。 | 多くの場合、再研磨を多数サポートし、厳しい公差が求められる。 | TiN/TiCN; 場合によっては高温CVDを避ける | 初期費用は高額だが、影響が最小限に抑えられる長寿命の物件 | 中程度のリードタイム | 8/10 |
| 衝撃や位置ずれによる欠けのリスクが高い | CPM工具鋼(CPM 9V、CPM 10V) | 微細なVC炭化物;均質なPMマトリックス | HRC値:50~62~64(高電圧側は10V) | 高電圧(9V > 10V) | 高電圧(10Vが最適) | 優れた耐熱性(PM) | 良好;D2と比較して脆性破壊が減少 | 優れた研削性;再研削後も安定 | 研磨剤にはTiCN、高温の場合はTiAlN | 中価格帯。チッピングが主流の環境で高い稼働率を実現。 | 中程度のリードタイム | 9/10 |
| 高温/熱軟化 | CPM M4 (HSS) および H13/SKD61 | 超硬合金の形状は高温での硬度をサポートし、H13は高温加工向けに調整されています。 | HRC 約58~62(M4);H13 室温摩耗度低下 | 中~高靭性(M4)/高靭性(H13) | 中高(M4)/中(H13) | 非常に良い(M4、H13) | 高い; エッジは温度で巻き込みにくい | 優れた安定性;H13は熱サイクルに対して堅牢である | TiAlN(熱処理);疲労対策のための窒化処理 | 中程度のコスト。熱によるダウンタイムを削減。 | 短~中程度のリードタイム | 7/10 |
| 予算/コーティングの入手可能性 | D2/SKD11(冷間作業) | 粗粒M7C3クロム炭化物;インゴット鋼における縞状構造形成リスク | HRC 約60~62 | 衝撃による欠けのリスクは低~中程度。 | 高い | 適度 | 中程度。縁は丸まるのではなく欠けることがある。 | 許容範囲内。研磨による微細な亀裂に注意。 | 研磨剤にはTiCN、腐食防止にはクロム | 低コスト。ただし、再研磨の頻度が高くなる可能性がある。 | 短納期 | 6/10 |
注:これらの値は目安であり、シナリオに基づいて加重されています。正確な熱処理条件範囲および特性曲線については、メーカーのデータシートを参照してください。
CPMペレタイザーブレード ― バナジウムカーバイドとPM微細構造が重要な理由

CPMグレードは粉末冶金法によって製造され、均一なマトリックス中に微細で均一な炭化物が分散されます。この均一性が、特定の硬度における靭性の基礎であり、CPMペレタイザーブレードが粗い炭化物を含むインゴット鋼よりもエッジチッピングに強い理由です。CPM 10V(AISI A11)では、高バナジウム含有量により、従来のD2よりも優れた靭性を維持しながら、優れた耐摩耗性を実現する硬いVC炭化物が形成されます。Crucibleのデータシート(LookPolymers経由、2024年4月17日)では、CPM 10Vの高い耐摩耗性と、熱処理に応じてHRC 62~64程度までの一般的な使用硬度を強調しています。また、従来の工具鋼と比較して研削性と寸法安定性が向上していることも指摘しています。Crucibleの概要については、 CPM 10Vデータシートミラー(2024).
対照的に、D2/SKD11のクロム炭化物(M7C3)は、従来のインゴット鋳造製品ではより大きく、分布が不均一になる傾向があります。これらの粗大炭化物は、エッジで応力集中点として働き、高負荷またはミスアライメント下での微小亀裂の発生とチッピングのリスクを高めます。Uddeholmの技術文献では、D2はより靭性の高いPMグレードと比較してエッジチッピング耐性が低いと評価されています。まずは、簡潔な資料から始めてください。 AISI D2製品ページ(2024年).
CPM 10VとD2ペレタイザーブレードの比較 ― 刃先の欠けと摩耗のトレードオフ
要はこうです。断続的な衝撃による刃先の欠けが主な故障原因である場合、CPMのより微細な炭化物は刃先の寿命を延ばすのに役立ちます。CPM 9Vは一般的にCPM 10Vに比べて若干の摩耗を犠牲にして靭性が高く、衝撃が実際に発生する用途では有力な選択肢となります。CPM 10VはVCの割合が高いため、耐摩耗性をさらに高め、ガラス/鉱物充填ポリマーの場合、より高い使用硬度(多くの場合、60 HRCの前半から中盤まで)で使用できます。
D2は同程度の硬度で優れた耐摩耗性を発揮しますが、粗いM7C3炭化物のため、接触が不完全な場合や負荷が急激に増加すると、チッピングが発生しやすくなります。低衝撃で安定した接触を行う場合は、コーティングされたD2(例えば、研磨材用のTiCN)が費用対効果に優れていますが、再研磨後に刃先に微細な亀裂が生じる可能性があるので注意が必要です。
匿名化された現場事例(例):30% ガラス繊維強化 PP (処理量約 500 kg/h) の 3 か月連続ストランド試験において、匿名化されたコンパウンダーが、硬度約 62 HRC の CPM 10V ブランクと、硬度約 60 HRC の従来の D2 を対比させて加工した。CPM ブレードは、約 420 稼働時間 (試験中に 3 回の再研磨) で最初の再研磨に達し、報告されたスクラップ率は約 0.4% であった。D2 は、約 160 時間 (2 回の再研磨) で最初の再研磨に達し、エッジチッピングによるスクラップは約 2.3% であった。試験条件:一定の研磨負荷で、時折送りミスが発生。
ペレット化ナイフの選択に関する実践的な概要については、以下を参照してください。 このペレット製造機ブレードガイド.
超硬合金が鋼鉄を凌駕する時(WC-Co)―安定した負荷と多数の再研磨

超硬合金(WC-Co、K10~K20)は、最高の耐摩耗性を持ち、複数回の再研磨後も寸法を維持します。研磨性の高いガラス繊維入り原料に最小限の衝撃で安定的に接触する加工ラインであれば、初期費用は高くなりますが、一般的に超硬合金は長期的に見て総コストを削減します。ただし、バインダー含有量が減少し、粒子が細かくなるにつれて、刃先が欠けるリスクが高まります。そのため、衝撃が避けられない場合は、K20程度の高Coグレードが選ばれることが多いのです。
ベンダーのデータシートには、グレードごとの硬度(HRA)と横方向破断強度(TRS)が定量化されています。研磨性、衝撃レベル、再研磨計画に基づいて選択してください。
熱処理とコーティングを施した窓 - 高温下でもエッジの強度を維持する
熱は重要です。CPM M4(高速度鋼)は、高温での強度を冷間加工グレードよりも良好に維持するため、熱軟化が鈍化の原因となる場合に有効です。熱間加工用H13/SKD61は、焼き戻し耐性と高温靭性を考慮して設計されていますが、CPM 10Vの室温での摩耗には及びません。H13の挙動と高温硬度については、Böhlerの W302 ISOBLOCページ(2024) 役立つメモを提供します。
故障モードに基づいて、基板とコーティングを組み合わせる。
- 研磨性充填ポリマー用のTiCN(多くの場合CVDスタック経由)。Ionbondは、TiN-TiCN-TiNスタックの微小硬度がHV約2800、鋼に対する摩擦係数が約0.3であると報告している。 イオンボンドCVD 10 (2024).
- 耐熱性にはTiAlNが用いられ、アルミニウムを豊富に含む窒化物コーティングは、高温下で保護効果を発揮するAl2O3のような層を形成する。
- クロムめっきや窒化処理は、水中環境や酸性環境における耐腐食性や耐疲労性を向上できます。処理条件は、基材と形状に合わせて調整してください。
熱処理条件の例(工場での試用に関するガイダンス):
- CPM 10V (A11): オーステナイト化 ≈ 2050°F (1120°C)、30~45分保持;3回焼き戻し ≈ 1025°F (550°C) × 2時間ずつ;目標HRC ≈ 60~62。参照 Crucible CPM 10V データシート (2024).
- CPM 9V: 同様のオーステナイト化範囲を使用するが、靭性を高めるために焼き戻し温度をやや高めに設定する(目標硬度は50HRC台半ば)。
- CPM M4: 高温硬度(50 HRC台後半)を維持するために、HSSのスケジュール(オーステナイト化度が高く、複数回の焼戻しが少ない)に従います。
これらはウィンドウの例です。バッチ、形状、および試用した極低温処理ステップごとに調整してください。サプライヤーのデータシートと現場での試用結果で確認してください。
水中ペレット化システムや腐食性ダイフェースラインを運用している場合は、 水中ペレット製造機ブレードガイド 実践的な文脈を提供する。
症状別選択決定木
- エッジの欠けや微細な亀裂が目立つ場合は、CPM 9V(または硬度をやや下げたCPM 10V)を使用する。熱処理条件を厳しく設定し、研磨材が多い場合はTiCNの使用を検討する。
- 定常接触下での純粋な研磨摩耗 → Co% 用に調整された WC–Co カーバイド (K10–K20)。多くの再研磨と厳しい公差を想定してください。
- 熱軟化は光沢の低下につながる → CPM M4 + TiAlN; 非常に高温のサイクルでは、窒化処理を施したH13/SKD61を検討してください。
- 腐食孔食はチッピングに先行する(水中、酸性添加剤使用)→ CPMまたはクロムめっきを施したステンレス鋼含有量の少ないPMバリアント。疲労耐性を高めるために窒化処理を追加。
- 予算/入手可能性の優先順位 → TiCNまたはクロムを使用したD2/SKD11。寿命が短くなることは許容し、チッピングを監視する。
ライフサイクル経済学 ― 具体的な入力例
シンプルな総所有コストモデルを用いることで、トレードオフを明確にすることができる。
- 刃のコスト(鋼製または超硬合金製)、初回再研磨までの予想稼働時間、再研磨コスト、再研磨ごとのダウンタイム、およびチッピングによるスクラップ率。
- 例:超硬合金はCPM 10Vと比較して稼働時間が2倍になり、再研磨回数も2回増えるが、断続的な衝撃でチッピングが発生し、不良率が2%になる場合、再研磨間隔が短いにもかかわらず、CPMの方が全体的に有利になる可能性がある。逆に、不良率がほとんどない定常負荷の場合、超硬合金の長寿命と交換回数の少なさにより、1キログラムあたりのコストが低くなる。
切り替えとメンテナンスの計画については、以下を参照してください。 この交換/メンテナンスガイド.
FAQ
ガラス繊維入りペレット製造に最適な刃材はどれですか?
接触が安定していて衝撃が最小限であれば、WC-Co超硬合金は一般的に最も長い寿命と最も多くの再研磨回数を実現します。断続的な衝撃や位置ずれが発生する場合は、適切な硬度のCPM 9VまたはCPM 10Vが優れた刃先欠け耐性を提供します。
CPM 10VとD2:ペレット製造機の刃の欠けに強いのはどちら?
CPM 10V (AISI A11) は、微細な VC 炭化物を含む PM 微細構造により、従来の D2 の粗大な M7C3 炭化物と比較して、同じ硬度での靭性が向上しています。その結果、CPM グレードは一般的に、高負荷の摩耗作業においてチッピングに対する耐性が優れています。Crucible の CPM 10Vデータシートミラー(2024).
ペレット製造機の刃に、CPMの代わりに超硬合金を使用すべきなのはどのような場合ですか?
摩耗が主な制限要因であり、衝撃が少ない場合は、超硬合金を選択してください。超硬合金の硬度と寸法安定性により、再研磨回数が増え、使用間隔も長くなります。軽微な衝撃が予想される場合は、Co%の含有量を増やすことで、チッピングのリスクを低減できます。
CPMとWC-Coでは、再研磨の回数はどれくらい違うと予想できますか?
用途によって異なります。超硬合金は、定常負荷条件下で厳しい公差を維持しながら、より多くの再研磨に耐えられることが多いです。CPM鋼は研削性能に優れ、形状保持性も高いですが、正確な再研磨回数は、刃の形状、加工の安定性、および再研磨方法によって異なります。
TiCNコーティングは、研磨性のある充填ポリマーのペレット化において、ペレット化機のブレード寿命を延ばす効果がありますか?
はい、TiCN積層膜は研磨切削および成形加工向けに設計されています。ベンダーは、高い微小硬度と低い摩擦係数によって摩耗が軽減されると述べています。実際の寿命延長効果は、基材、コーティングプロセス、および用途によって異なります。コーティングサプライヤーにご相談の上、試験を実施してください。
資料とデータシート
- CPM 10V(AISI A11)の概要と熱処理に関する注意事項: Crucible CPM 10V データシート ミラー (2024)
- さらに詳しく読む: ペレット製造機用ブレードの総合ガイド; 水中ペレット製造機ブレードガイド; 炭化物とコーティングの説明
その他のOEMおよび規格に関する参照情報(2026年1月更新)
- クルーシブル・インダストリーズ: CPM 9V データシート 熱処理範囲、硬度/靭性に関する注記、および炭化バナジウム含有量(データシートPDF)。
- クルーシブル・インダストリーズ: CPM M4 データシート — 高温使用時の高温硬度挙動および焼き戻し抵抗に関するガイダンス(データシートPDF)。
- ASTMインターナショナル: ASTM G65-16(2021) 乾燥砂/ゴムホイール摩耗試験 — 鋼材およびWC-Co合金の摩耗比較法として広く用いられている(名称および適用範囲のページ)。
- エリコン・バルツァース: BALINIT TiAlNコーティングの概要 — 切削工具や成形工具に一般的に用いられる、高温対応のアルミニウムリッチ窒化物コーティングの一種。
- サンドビック・コロマント: ISO K10~K20 超硬合金応用ガイド ―超硬合金の基礎知識と、グレード選定のためのISO Kファミリーの使用状況。
実装についても検討する(中立的な立場)
開示:南京メタルは当社の製品です。
CPMペレタイザーブレードをD2と比較試験したり、定常負荷研磨作業における超硬合金の評価を行うチームにとって、熱処理条件の適合、硬度/焼戻しの検証、コーティングの調整ができるサプライヤーと協力することで、結果が迅速化されます。南京金属は、カスタムCPM 10V/9V/M4、D2/H13、および超硬合金ブレードを製造しており、ODM/OEM図面、熱処理仕様、ワンストップ輸入に対応できます。同社の役割は実務的で、材料の選択、熱処理、コーティングを、お客様の主な故障モードと再研磨計画に合わせることです。 ペレット化ブレードの概要 背景説明として。