
高充填材マスターバッチ(ガラス繊維、炭酸カルシウム、タルク、二酸化チタン)は、回転式カッターにとって非常に過酷な材料です。硬い微粒子が刃先を削り、丸みや微細な欠けを加速させ、クリアランス、振れ、平行度などのあらゆる誤差を増幅させます。その結果、微粉や尾部が増加し、ペレットの形状が不安定になり、処理能力と下流工程の歩留まりが低下します。
このガイドでは、材料、コーティング、エッジ形状と仕上げ、セットアップ許容誤差、計測、メンテナンス期間、シンプルな投資対効果(ROI)モデルなど、製造工程全体を通して、ペレットの寿命延長、微粉/尾部の削減、ペレット形状の安定化に焦点を当てています。本書ではSI単位系を使用し、具体的なペレット製造機のOEMマニュアルと照らし合わせて検証すべき実用的な範囲を示しています。
主なポイント
- まず稼働時間を目標にしましょう。規律ある公差スタック(クリアランス、振れ、平行度)により、安定化後は微粉を0.5%以下に抑えながら、再研削/交換間の平均時間(MTBR)を通常40%以上延長できます。
- 研磨用途においては、HRC約60~64の粉末冶金工具鋼、または制御されたホーニング加工を施した超硬インサートは、D2/M2よりも優れた耐摩耗性を発揮し、微細な欠けを防ぎます。
- 低摩擦が求められる場合は、薄くて丈夫なPVDコーティング(TiAlN/TiN)またはDLCを推奨します。コーティングは、エッジホーニングが5~25µm、表面仕上げRaが0.2µm未満のものと組み合わせてください。
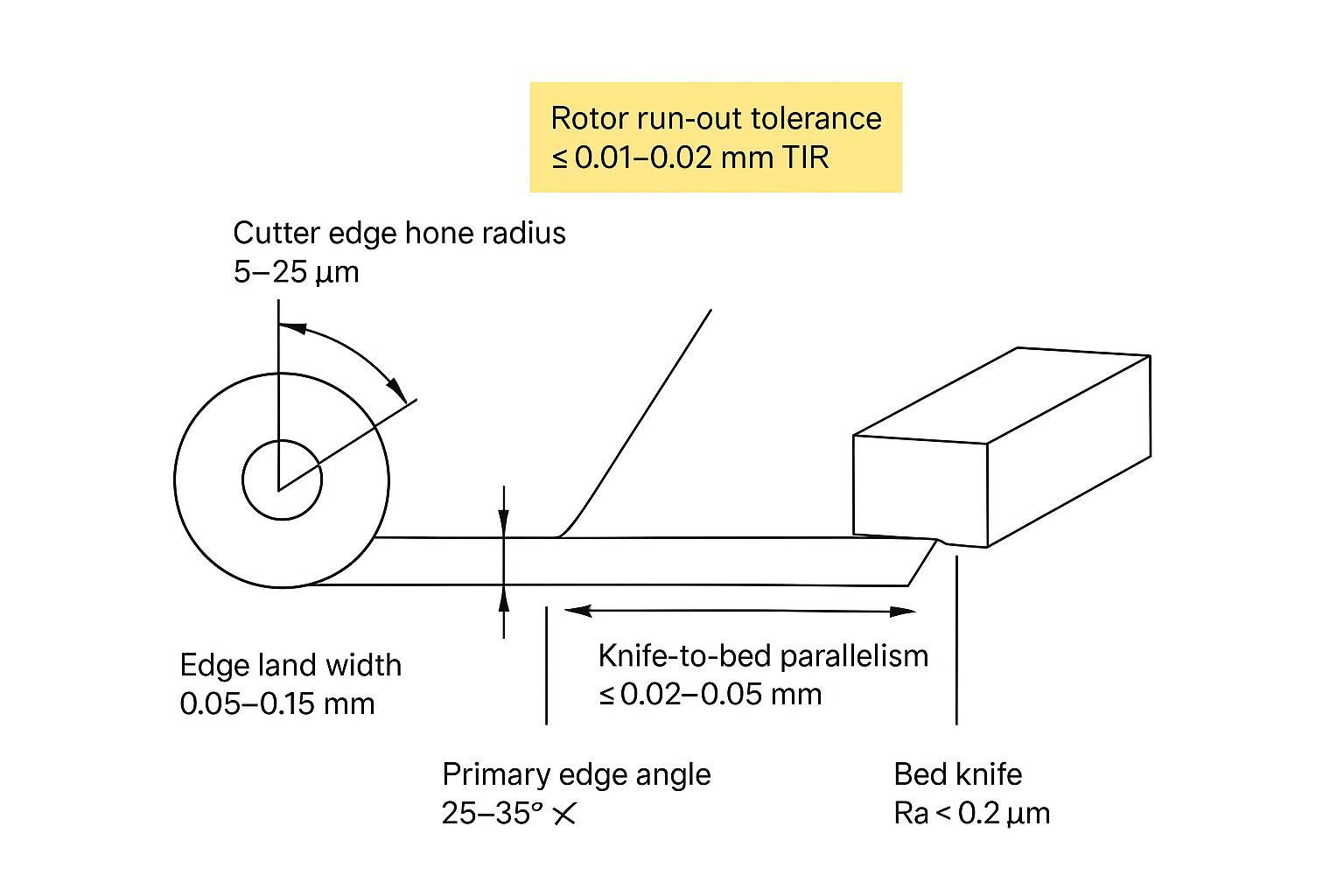
- 高充填ラインの場合、クリアランスを0.05~0.15mmから開始し、ローター振れを0.01~0.02mm以下、ナイフとベッドの平行度を0.02~0.05mm以下に維持し、0.002mmクラスの指示計で確認します。
- 文書化を徹底する:追跡可能な材料/熱処理/硬度/公差に関する報告書および再研磨記録は、トン当たりのコストを予測するためには譲れない条件である。
高充填材使用時の故障モード

摩耗メカニズム
研磨材が工具とポリマーの界面に埋め込まれて滑り、一次刃先を侵食してランドを広げます。刃先の半径が大きくなるにつれて、せん断力が粉砕へと移行し、切削力と微粉が増加します。高密度の炭化バナジウムを含む粉末冶金鋼は、D2鋼よりもはるかにこの丸みに強く、Crucible社のCPMクラスのデータでは、ASTM試験においてD2鋼に比べて著しく高い耐摩耗性を示し、これらの粉末冶金鋼の硬度範囲は60~65HRCとなっています(参照)。 Crucible CPM 10V の技術データ).
マイクロチップと衝撃係数
位置ずれ、振れによる突起、または硬い微粒子の塊は、断続的な衝撃を引き起こし、刃先に沿って微小な亀裂を生じさせます。過度に鋭利で研磨されていない刃先が最も脆弱です。意図的なマイクロホーニング(5~25 µm)は、切削くさびを支え、切れ味への損失を最小限に抑えながら微小な欠けを抑制します。この範囲は、切削工具のベストプラクティスと一致しており、以下で説明されています。 サンドビック・コロマント社の刃先加工に関するガイダンス.
熱および腐食の影響
ストランドの乾燥不足と再循環する微粉は、エッジを軟化させ、ランドを汚染するスメアリングと熱スパイクを促進します。ストランドペレタイザーのOEM資料では、残留水分と研磨負荷が早期摩耗と粉塵発生に関係していると繰り返し述べられています。たとえば、MAAGのストランドペレタイザーのパンフレットでは、乾燥/取り扱いが切断品質の鍵であると強調されています(参照)。 MAAG PRIMOシリーズのパンフレット(2024年、定性的ガイダンス)。
材質と硬度の選択
D2/M2工具鋼
一般的なポリマーには、従来型のD2(高炭素、高クロム)が依然として広く用いられているが、高充填材摩耗に対する耐性に課題がある。硬度は通常58~62HRC程度である。M2は高温硬度に優れているものの、摩耗寿命に関しては粉末冶金鋼に劣る。
摩耗荷重用粉末冶金鋼
CPM 10Vのような粉末冶金グレードは炭化バナジウムの体積を増加させ、HRC約60~64で著しく高い耐摩耗性を実現しながら、使用可能な靭性を維持します。研磨マスターバッチの場合、CPM 10Vは実用的な出発点です(るつぼ CPM 10V).
超硬合金とベッドナイフの組み合わせ
タングステンカーバイド(WC-Co)インサートは、極度の摩耗条件下で優れた性能を発揮します。K20~K30相当のグレードは、通常、6~10% CoでHRA 90~92付近の試験結果を示し、充填ポリマーの切削に最適です。ベンダーの概要を参照してください。 ハイペリオン社のタイガー・カーバイドグレード (2023年)非常に硬いローター(PM/カービン)を、やや低いHRC帯(約58~62)のベッドナイフと組み合わせることで、脆性損傷の伝達を回避します。これは、OEMごとに検証されるべき業界慣行としてラベル付けされています。
コーティングとエッジサポート ― 高充填マスターバッチにおけるロータリーカッターの耐久性向上

TiN/TiAlNのトレードオフ
薄くて丈夫なPVD層は、刃先を過度に鈍らせることなく寿命を延ばします。TiN(約1~5 µm、約2300 HV、中程度の摩擦係数)は汎用性が高く、TiAlN(約2~6 µm、一般的に硬度が高く高温硬度も高い)は、熱の影響を受けやすい工程ではTiNよりも長持ちすることがよくあります。代表的な公開されているコーティング仕様については、以下を参照してください。 イオンボンドTiN(PVD) そして イオンボンドTiAlN(PVD) (標準的な膜厚範囲および適用上の注意点は、成膜方法および装置形状によって異なります。)
低摩擦を実現するDLC
ダイヤモンドライクカーボン(a-C:H)は摩擦を劇的に低減し(約1~3 µmでCOF~0.05~0.2)、ポリマーがにじんだり付着したりする微粒子を低減することができる。 PP/PE + CaCO₃ ラインにおいて、DLCはピックアップ/スミアリングが繰り返し発生する問題であり、切断温度が制御されている場合に最も有用です。熱が上昇する場合(乾燥不良、大量の再循環微粒子、または激しい接触)、TiAlNなどの窒化物は多くの場合、より安全な標準となります。参照 イオンボンドDLC(PACVD) そして エリコンバルザース BALINIT C (DLC).
エッジの準備と表面仕上げ
ポリマーの切断には、鋭利でありながらも支えのある刃先が適しています。マイクロホーニング半径を5~25 µm、ランド幅を0.05~0.15 mmに設定し、切断面をRa <0.2 µmに仕上げてください。 PP/PEとCaCO₃この範囲内でわずかに大きめのホーニングを使用すると、ランアウトやフィラーの凝集物が断続的な衝撃を引き起こす際に発生する微細な欠けを軽減できますが、ホーニングが大きすぎると切削力と微粉が増加する可能性があります。そのため、少しずつ調整し、微粉とペレット形状のデータで確認してください。これらの値は、切削工具の実践とポリマー切削の現場経験に基づいています。プロセス目標と照らし合わせて確認してください。
セットアップと許容誤差
高充填マスターバッチにおけるロータリーカッターの耐久性を向上させるには、公差スタックを適切に設定することが最も効果的です。以下に、OEMモデルとチャンバーサイズごとに検証すべき、実践に基づいた開始範囲を示します。また、これらの設定は、複数の拠点で「ペレタイザーの振れ公差」を統一したい場合に、標準作業手順書(SOP)に標準化するための実用的なフレーズでもあります。
簡単なトラブルシューティングマップ(症状 → 考えられる原因 → 確認すべき事項)
| PP/PE + CaCO₃ラインの症状 | 考えられる原因 | まず最初に確認すべきこと |
|---|---|---|
| 罰金は数日間で着実に増加している。 | エッジの丸めとクリアランスのずれ | クリアランス設定、証人マークの均一性、罰金サンプリング方法 |
| 変更後に罰金が急増 | シート下の欠け/バリ、クランプの歪み | シートの清浄度、クランプトルクの再現性、振れ(TIR) |
| 周期的な「尾部」パターン(周期的) | 振れまたは偏心取り付け | 取り付け径の振れ、ハブ/シートの損傷、インジケーターの設定 |
| ペレットの長さがストランド間で不均一 | ナイフからベッドへの並列エラー | トルクがかかった状態での端から端までおよび中央部における平行性 |
| 端や地面に汚れや付着物が付着する | 湿気/乾燥不良、気温の急上昇 | ストランド乾燥性能、微細繊維の循環、冷却性能、および清浄度 |
| エッジの微細な欠け | 位置ずれや凝集物による影響 | ホーニングサイズ、振れスパイク、クリアランスが現在の真実に対して狭すぎる |
クリアランスと連絡方法
研磨剤を使用する場合は、ナイフとベッド間のクリアランスを0.05~0.15mmの範囲で開始してください。 PP/PEとCaCO₃ (高充填材マスターバッチでよく見られる)この範囲の下限は、エッジが丸みを帯びてもきれいなせん断を維持するのに役立つことが多いが、それは振れや平行度が厳密に管理され、ナイフシートが汚れのない状態である場合に限る。クリアランスを狭くすると、エッジが摩耗してもきれいなせん断が維持されるが、ローターの真直度とベッドの平面度が高くなければならない。通常の状態では、強い「摩擦接触」を避け、セットアップ中に全長にわたって均一で明るい痕跡が残るような、軽くて均一なスキムを目指し、その後、目標のクリアランスまで戻してください。
中立的な仕様主導の例(MAXTOR METAL):高充填材ライン用のトレーサブルなカッターとベッドナイフを指定する場合、エンジニアはしばしば、寸法と熱処理に関する完全なドキュメントが付属したPM工具鋼ローターとオプションの超硬インサートを要求します。例として、 MAXTOR METAL製 粉末冶金/超硬ロータリーナイフおよびベッドナイフ ストランドペレット製造機については、以下の検証可能なパラメータに基づいて注文できます。
- PMローターナイフ:CPMクラスグレード(例:CPM 10V相当)、硬度HRC 60~63;マイクロホーニング半径0.005~0.02 mm;切削面Ra <0.2 µm。
- ベッドナイフ:HRC 58~62の工具鋼(または用途に応じてWC-Coインサート)、平面度/平行度レポート≤0.02~0.05 mm。
- セットアップ目標(OEMごとに検証):クリアランス0.05~0.15 mm、ローター振れ(TIR)≤0.01~0.02 mm、ナイフとベッドの平行度≤0.02~0.05 mm。
- 付属書類:材料証明書、熱処理報告書、硬度スキャン、寸法公差報告書、および各ブレードのシリアル番号と一致するバッチ追跡コード。
この例は仕様のコンテキストを示すためだけに提供されています。必ず機械マニュアルと工場の品質目標と照らし合わせてください。ストランド切断ハードウェアと検査手順の詳細については、以下を参照してください。 MAXTOR METALのマスターバッチペレット製造機ブレードガイド.
形状、振れ、平行度
- ローターの振れ:取り付け直径におけるTIR(全振れ)を0.01~0.02mm以下に抑える。ハブのバリ、シートの欠け、またはクランプの歪みによるスタックアップを修正する。
- ナイフの平行度:作業長全体にわたって0.02~0.05mm以下。両端と中央部でクランプトルクをかけた状態で確認する。
- エッジ角度:ポリマーストランドでは、25~35°の一次エッジ角度が一般的です。角度を急にすると、微細な欠けに対する耐性が向上しますが、切断力が増加する可能性があります。
推奨計測方法(仕様例)
| 楽器 | 目的 | 分解能/精度(SI単位) |
|---|---|---|
| テストインジケーター(例:Starrett 711またはMahr MarTest) | ランアウト/パラレルチェック | 0.002 mm目盛 |
| 表面粗さプローブ | 切削面/ランドのRa値を確認する | 分解能≤0.05 µm |
| トルクレンチ(±3%) | ナイフシートへの繰り返し可能なクランプ荷重 | ±3% の設定トルク |
インジケーターの仕様例が必要な場合は、代表的なページを1つご紹介します。 スターレットの711MFSZテストインジケーター.
冷却と清潔さ
乾燥した清潔なストランドは、切断時の汚れや熱スパイクを軽減します。効率的な脱水/エアナイフ性能を維持し、ナイフシートを清潔に保ちます。OEMのパンフレットでは、ストランドペレタイザーにおける微粉と工具寿命を左右する要因として乾燥と取り扱いが強調されています。定性的なガイダンスについては、以下を参照してください。 MAAGのM-ASG関連文献.
メンテナンス、耐用年数、投資対効果

再研磨窓
刃先が鈍くなったり欠けたりして、罰金が増加したり他の部分の摩耗が加速したりするのを避けるための客観的なトリガーを定義する。
- 摩耗面/エッジの凹みが約0.2~0.5mmに達する。
- 特定の生産ロットにおいて、重量比で0.5%を超える罰金が継続的に発生している場合。
- アライメントのずれが、振れ/平行度目標の範囲外となる。
研磨ごとに材料の除去量を記録し、残りの寿命を管理し、再研磨時には常に形状(刃先角度、ランド幅、ホーニング半径、Ra目標値)を維持してください。
トレーサビリティと文書化
すべての刃を製造記録と紐づける書類一式(材料証明書、熱処理報告書、硬度スキャン、コーティングバッチ(該当する場合)、寸法公差報告書、バッチ/シリアル追跡コード)を要求します。
トン当たりのコストモデル
高充填剤マスターバッチにおいてロータリーカッターの耐久性向上を目指す際に、得られる効果を定量化するための、保守的かつ再現性の高い方法をご紹介します。
入力例:
- ベースラインブレード:D2、HRC 60;コスト:1枚あたり220ユーロ;寿命:再研磨間の3,000 kg;3回の再研磨;交換ダウンタイムコスト:1イベントあたり600ユーロ;微粉:1.0%。
- アップグレード:TiAlNコーティングを施したHRC61の粉末冶金鋼;費用:360ユーロ;期待寿命増加 1.5~2.5倍 (保守的な範囲を使用し、独自の A/B データで検証してください。CPM クラス鋼などの PM グレードは、サプライヤーの摩耗チャートで D2 よりも大幅に高い耐摩耗性を示しています)。4 回の再研磨。イベントごとのダウンタイムは変更なし。微粉: 0.5%。
計算結果(30,000kgキャンペーンあたり):
- ベースラインの刃の費用 + 再研磨: 10 サイクルを想定 → 約 €2,200 の刃 + €X の再研磨; ダウンタイム 10×€600 = €6,000; 微粉による歩留まり損失 = 材料価値 1.0% (€/kg を入力してください)。
- PMアップグレード:約4.5サイクル→約1,620ユーロのブレード+Xユーロの再研磨。ダウンタイム4.5×600ユーロ=2,700ユーロ。歩留まり損失は0.5%で半減。
罰金削減効果を考慮する以前から、MTBRの向上(ほとんどの安定化ラインで概ね40%以上)はダウンタイムを大幅に削減します。現実的な期待値を設定するために、寿命乗数(±20%)と罰金(±0.2pp)の感度範囲を含めてください。€は現地のコスト基準に置き換えてください。構造はそのまま引き継がれます。
A/Bテストとログのチェックリスト(最小限の実行可能なもの)
- 少なくとも走る 2~3回の全量交換/再研磨間隔 同一ライン上のブレードオプション(ベースライン対アップグレード)ごとに、形状とセットアップ方法が同一である。
- 間隔ごとに記録するもの:材料(ポリマー+充填剤の種類/充填量)、スループット、ストランド数、冷却/乾燥に関する注記、ナイフとベッド間のクリアランス設定、測定された振れ(TIR)、ナイフとベッド間の平行度、エッジホーニング(µm)、切削面Ra(利用可能な場合)、サンプリング方法による微粉%(重量比)、ペレット形状に関する注記、交換ごとのダウンタイム(分)、および累積再粉砕材除去量。
- 評価項目:MTBR(時間またはトン)、微粉%トレンド、および同じダウンタイムと材料価値基準を使用したトン当たりのコスト。
結論
- 調達時に指定および検証するパラメータ:鋼材または超硬合金のグレード、最終硬度帯、刃先形状(角度、ホーニング半径、ランド幅)、切削面Ra、コーティングの種類と厚さ、刃とベッド間のクリアランス目標、ローター振れと刃の平行度限界、納品される検査パック(材料、熱処理、硬度スキャン、寸法レポート、バッチ/シリアル)。
- 切削品質と稼働時間を安定させるための実際的な手順:クリアランスを0.05~0.15 mm、振れを0.01~0.02 mm以下、平行度を0.02~0.05 mm以下に維持する。5~25 µmのホーニング材を使用し、Ra <0.2 µmとする。ストランドを完全に乾燥させる。シートを清潔に保つ。0.002 mmクラスのインジケーターとトルクルーチンで確認する。
- 寿命とトン当たりのコスト向上を検証するための試験計画:現在のブレードと、形状が同じPMまたは超硬アップグレードブレードを使用して、複数の再粉砕サイクルにわたってA/Bペアのロットを実行します。MTBR、微粉%、ペレット形状許容値、およびダウンタイムを記録します。微粉を0.5%以下に抑えながら、MTBRを40%以上向上させることを目指します。
著者
トミー・タンは、南京金属工業のシニアセールスエンジニアであり、ポリマーペレット化および工業用ブレード用途のサポートにおいて12年の経験を有しています。資格:CSE、CME、シックスシグマグリーンベルト、PMP。
データに関する注記および開示事項
- このガイドに記載されている数値範囲(例:クリアランス、振れ、平行度、ホーニング半径、表面仕上げ目標値)は、ベンダーのデータシートと一般的な現場慣行に基づいた実用的な開始範囲として示されています。必ず、ご使用のペレット加工機のOEMマニュアルに記載されている許容値と調整手順を確認し、優先順位を付けてください。
- MAXTOR METALのセクションは、追跡可能な調達/検査パッケージがどのようなものになるかを示すための、中立的で仕様主導型の例として掲載されています。これは性能保証ではありません。
- 寿命延長効果や投資対効果(ROI)は、ポリマーの種類、充填材の種類/充填量、チャンバーサイズ、ストランド数、ライン速度、冷却/乾燥効率、およびセットアップの再現性に大きく左右されます。複数の交換サイクルまたは再粉砕サイクルにわたって、管理されたA/B試験を実施して確認してください。
参考文献(抜粋)
- クルーシブル・インダストリーズ — CPM 10V データシート (粉末冶金工具鋼の硬度範囲と耐摩耗性に関する考察)
- クルーシブル・インダストリーズ — D2データシート (基準となる工具鋼の硬度範囲)
- サンドビック・コロマント — エッジ加工ガイド (研磨サイズとのトレードオフ)
- イオンボンド — TiN(PVD)の概要 そして TiAlN(PVD)の概要 (標準的な厚さ/用途に関する注意事項)
- イオンボンド — DLC(PACVD)の概要 (低摩擦コーティングに関する注記)
- エリコン・バルツァース — バリニットC(DLC) (DLCコーティングファミリーの概要)
- MAAG — PRIMOシリーズのパンフレット そして M-ASG文献 (乾燥・取り扱いに関する定性的なガイダンス)
- スターレット — 711MFSZテストインジケータ (振れ/平行度チェック用0.002mm級指示計の例)