
소개
깔끔하고 네모난 펠릿을 만드는 데 가장 중요한 것은 베드 나이프와 로터 사이의 간격을 얼마나 정확하게 설정하는가입니다. 이 간격을 정확하게 맞추면 펠릿 모양이 안정되고, 미세 입자 발생이 줄어들며, 재시공 주기가 길어집니다. 반대로 간격이 맞지 않으면 펠릿이 엉키거나, 분진이 발생하거나, 예기치 않게 멈추는 문제가 발생할 수 있습니다.
스트랜드 펠릿화기는 거의 제로에 가까운 간극에서 작동합니다. 날카로운 칼날이 고정된 베드 칼날을 통과하면서 균일하고 미세한 분리가 이루어집니다. 반면 기존의 과립화기는 더 두껍고 가변적인 원료를 전단하기 위해 명확하게 정의되었지만 더 넓은 간극 범위를 사용합니다. 이러한 작동 방식의 차이가 목표 수치와 검증 방식에 영향을 미칩니다.
필요한 준비물: 현장 LOTO(잠금 및 태그아웃) 및 개인 보호 장비(PPE) 착용 지침을 준수하고, OEM 매뉴얼과 이전 간극 기록을 준비하며, 미세한 간격의 필러 게이지, 자석 받침대가 있는 다이얼 게이지, 보정된 토크 렌치, 적외선 온도계, 깨끗하고 보풀 없는 천을 준비하십시오.
핵심 요약
- 베드 나이프 로터 간극 조정은 펠릿 형상, 미분 발생량 및 가동 시간을 좌우하는 핵심 요소입니다. 스트랜드 펠릿 제조기는 거의 0에 가까운 간극으로 작동하고, 과립 제조기는 더 넓은 간극 범위를 사용합니다.
- 사용 중인 기계 유형에 맞는 공시된 범위에서 시작하여 필러 게이지로 설정한 다음, 가장자리를 따라 균일한 마찰력을 얻기 위해 0.0005 단위로 미세 조정하십시오.
- OEM 지침에 따라 단계적으로 십자형 패턴으로 토크를 가하고 조인 후에는 항상 간격을 다시 확인하여 휘어짐이나 변형을 방지하십시오.
- 냉각 및 가열 측정값을 기록하고, 초기 생산 단계에서 열팽창 및 안정화 과정을 거친 후, 정기적인 주간 점검 주기를 설정하십시오.
- 이 표준 작업 절차(SOP)를 체크리스트와 기록지를 사용하여 표준화함으로써 작업자가 교대 근무 전반에 걸쳐 일관되게 설정, 확인 및 서명할 수 있도록 하십시오.
안전 및 OEM 사양 관련 참고 사항(먼저 읽어주십시오): 간극 목표치, 볼트 토크 및 조정 메커니즘은 펠릿화기/과립화기 모델, 칼날 형상, 홀더 설계 및 체결 부품 등급에 따라 다릅니다. 아래 수치는 시작 지침으로만 사용하십시오. OEM 설명서를 기본값으로 사용하세요. 충돌이 발생할 때마다 적용됩니다. 잠금/태그아웃에 대한 일반적인 배경 지식은 OSHA 자료를 참조하십시오. 위험 에너지 제어 기준(29 CFR 1910.147)마찰, 비정상적인 열, 소음 또는 불안정한 절삭이 관찰되면 작업을 중단하고 LOTO(잠금 및 태그아웃) 절차에 따라 정렬 및 장착면을 재검사하십시오.
격차 목표 및 허용 오차

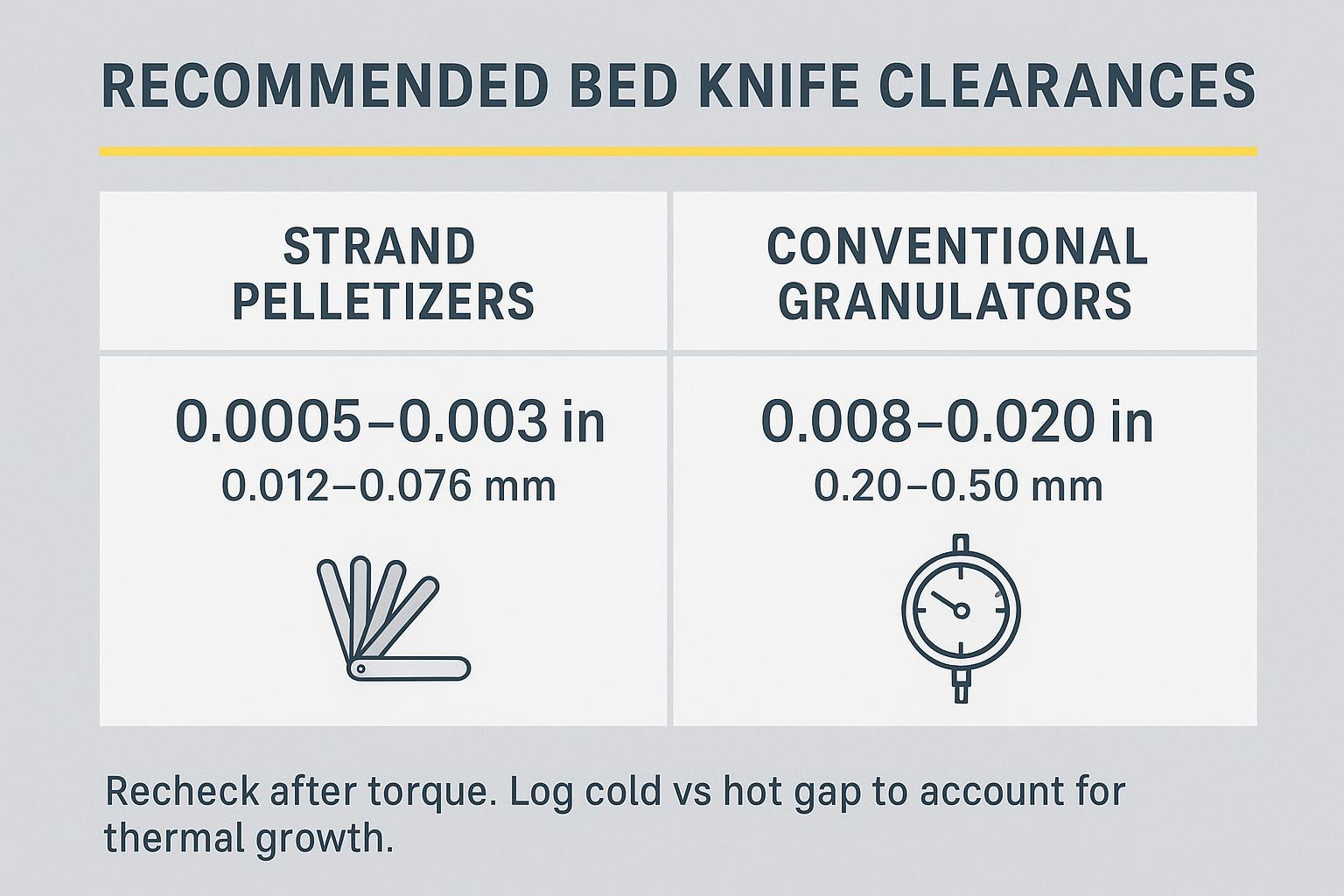
스트랜드 펠릿화 장치: 거의 0에 가까운 간극 범위(0.0005~0.003인치 / 0.012~0.076mm)
스트랜드 펠릿화기는 반경질 스트랜드를 고속으로 깔끔하게 절단하기 위해 좁고 균일한 간격이 필수적입니다. 날카로운 공구를 사용할 경우 실용적인 시작 간격은 0.0005~0.003인치(0.012~0.076mm)입니다. 이 간격을 최적의 범위로 간주하고 간단한 생산 시험 및 OEM 허용 오차를 통해 확인하십시오. 좁고 제어 가능한 간격이 중요한 이유와 스트랜드 시스템이 다른 펠릿화 방식과 어떻게 다른지에 대한 자세한 내용은 Fernite의 스트랜드 펠릿화기 블레이드 개요 및 MAXTOR METAL의 스트랜드 설정 가이드를 참조하십시오.
- 참고 자료: 스트랜드 펠릿화기 블레이드의 "조절 가능한 간격 설정"에 대한 Fernite의 설명: https://fernite.co.uk/plastics-and-recycling/strand-pelletizer-blades/
- 참고 문헌: MAXTOR METAL의 일반적인 스트랜드 로터-베드 나이프 갭 시작 범위 및 튜닝 지침: https://maxtormetal.com/masterbatch-pelletizer-blades-ultimate-guide/
일반적인 과립기: 일반적인 창 크기(0.008–0.020인치 / 0.20–0.50mm)
기존의 분쇄기는 절삭 메커니즘과 공급량 변동성이 다르기 때문에 더 명확한 수치 범위를 제시합니다. 여러 OEM 매뉴얼에서는 일반적인 작업의 경우 약 0.006~0.008인치(≈0.15~0.20mm)를 권장하며, 적용 분야에 따라 더 좁거나 넓은 범위를 제시합니다. 로토그란 PH-RO 작동 설명서0.006~0.008인치로 설정하고 필러 게이지로 확인한 다음 조인 후 다시 확인하십시오. Conair LP/JC 사용자 가이드 유사한 창을 제공하며 볼트 토크 후 간격을 다시 확인하도록 작업자에게 명시적으로 지시합니다. ACS C-시리즈 서비스 매뉴얼 이는 0.006~0.008 범위에 부합하며, 정기적인 주간 점검이 필요합니다.
일반적인 규칙 및 열팽창 조정
- 균일성이 단일 수치보다 중요합니다. 안쪽, 중간 부분, 바깥쪽을 모두 확인하십시오. 항력이 다르면 가장자리가 평행하지 않은 것이므로 고정하기 전에 조정하십시오.
- 토크를 단계적으로 조이십시오: 30% → 60% → 100% 순서로 최종 토크를 가한 후, 동일한 지점을 다시 측정하십시오. 많은 OEM 업체에서는 최종 조임 시 간극이 달라질 수 있다고 경고하며, Conair는 "조인 후 다시 확인"할 것을 권장합니다.
- 온도 변화는 여러 요인에 영향을 미칩니다. 먼저 저온 값을 기록하고, 목표 부하에서 잠시 작동시킨 후 고온에서의 관측값을 기록합니다. 고온에서의 오차 범위가 지속적으로 좁아지거나 넓어지면, 제조사에서 제시한 허용 범위 내에서 저온 설정값을 조정하여 정상 상태 값이 허용 범위 안에 있도록 합니다.
| 빠른 확인 항목 | 스트랜드 펠릿화기(시작 가이드) | 일반적인 분쇄기(일반적인 OEM 창) |
|---|---|---|
| 시작 간격 범위 | 0.0005~0.003인치(0.012~0.076mm) | 일반적으로 0.006~0.008인치(약 0.15~0.20mm)이며, 일부 설명서에서는 용도에 따라 더 넓은 범위를 허용하기도 합니다. |
| 측정 위치 | 내부, 중간, 외부 (매번 동일한 세 지점) | 내부, 중간, 외부 (매번 동일한 세 지점) |
| 설정 방법 | 균일한 마찰력을 가진 필러 게이지; 미세 조정 가능 | OEM 윈도우에 필러 게이지를 삽입하고 조인 후 확인하십시오. |
| 토크 전략 | 30% → 60% → 100% 단계를 십자/별 모양으로 진행한 후 다시 확인하십시오. | 30% → 60% → 100% 단계를 십자/별 모양으로 진행한 후 다시 확인하십시오. |
| 필수 확인 | 최종 토크 조임 직후 다시 확인하고, 냉간 시와 열간 시 관찰 결과를 기록하십시오. | 최종 토크 조임 후 즉시 재확인하고, OEM에서 권장하는 주간 단위로 검증을 실시하십시오. |
침대 나이프 로터 간극 조정 작업 절차(SOP)

사전 정렬 및 안전 잠금
- 잠금/태그아웃: 전원을 차단하고, 에너지가 완전히 소실되었는지 확인한 후, 표지판을 부착하십시오. 절단 방지 장갑과 보안경을 착용하십시오.
- 청소 및 검사: 장착면과 베드 나이프 포켓을 닦고, 버, 칩, 폴리머 잔여물을 제거하십시오. 이물질이 남아 있으면 테이퍼 또는 휜 현상이 발생할 수 있습니다.
- 기본 문서: 기계 ID, 로터 위치, 칼날 제조 로트/상태, 주변 온도 및 로터 표면 온도, 마지막으로 확인된 간극 값을 기록합니다.
- 사양을 확인하십시오: OEM 설명서에서 목표 간극 범위와 체결 토크를 확인하십시오. 0.0005인치 단위로 된 필러 게이지를 준비하십시오.
초기에는 필러 게이지를 사용하여 설정하고, 0.0005 단위로 미세 조정합니다.
- 침대 칼날을 살짝 조여서 손으로 가볍게 두드려 움직일 수 있도록 하십시오.
- 로터 나이프 경로와 베드 나이프 사이에 타겟 필러 게이지를 안쪽, 중간, 바깥쪽 세 곳의 반경 방향 위치에 삽입하십시오. 절삭 길이 전체에 걸쳐 일관되고 약간의 마찰감이 느껴져야 합니다.
- 베드 나이프 위치를 미세하게 조정하십시오. 한쪽 끝이 더 헐거우면 마찰이 균등해질 때까지 조정값을 조정하십시오. 0.0005 단위로 이동하십시오. 더 작은 단위로 이동하면 오버슈트를 방지하고 모서리가 평행하게 유지됩니다.
- 아크 전체를 훑어보십시오: 로터를 손으로 천천히 돌려 간헐적으로 뻑뻑한 부분이 느껴지는지 확인하십시오. 이러한 부분은 편심이나 오염을 나타냅니다. 다음 단계로 진행하기 전에 청결 상태 또는 정렬 상태를 수정하십시오.
토크 렌치를 교차 패턴으로 조이고, 잠근 후 휘어짐과 틈새 변위를 다시 확인합니다.
- 단계별 조임 토크: 십자/별 모양 패턴으로 체결 부품을 규격 토크인 약 30%까지 조인 후, 60%, 마지막으로 100%까지 조입니다. 한쪽을 완전히 조이기 전에 다른 쪽을 완전히 조이지 않도록 주의하십시오.
- 동일한 세 지점에서 즉시 다시 측정하십시오. 간격이 좁아지거나 불균일하게 벌어진 경우, 약간 풀어준 후 칼날을 다시 직각으로 맞추고 단계별 토크를 반복하십시오.
- 최종 냉간 조임 값을 기록하십시오. 육안으로 조임 위치를 확인할 수 있도록 체결 부품에 페인트 표시를 하고, 토크 렌치의 일련번호와 교정 날짜를 기록지에 기재하십시오.
검증 및 유지보수 주기
측정 도구 키트: 필러 게이지, 다이얼 게이지, 포일 전단기, 광학 측정기
- 필러 게이지: 주요 도구이며, 0.0005인치 해상도의 깨끗한 세트를 유지하십시오. 휘거나 기름기가 묻은 게이지 날개는 교체하십시오.
- 측정 불확실성은 중요합니다. 필러 잎에는 자체적인 허용 오차가 있으며, 칼날 면의 버/잔여물은 더 좁은 간격을 "가짜"로 보이게 할 수 있습니다. 중요한 설정에서는 게이지와 칼날 면을 닦은 후 측정하십시오. 같은 지점에서 반복 측정 (예: 3회 측정) 토크를 고정하기 전에 가장 일관된 느낌/측정값을 사용하십시오. 다이얼 게이지를 사용할 때는 코사인 오차를 방지하기 위해 자석 받침대가 단단하고 팁이 표면에 직각인지 확인하십시오.
- 다이얼 게이지: 테이퍼 현상이 의심될 때 홀더 평행도 또는 로터 런아웃을 확인하기 위한 자석식 베이스 설정.
- 포일 전단/박리 시험: 특정 위치에서 측정기 사용이 비실용적일 때 신속한 확인이 가능합니다.
- 적외선 온도계: 주변 온도 및 로터 표면 온도를 측정하여 저온 및 고온 상태를 기록합니다.
- 토크 렌치: 교정 완료, 손잡이 또는 카드에 인증서/날짜 표시; 토크 오차를 방지하기 위해 연장대를 주의해서 사용하십시오.
핫런 검증 및 콜드 갭과 핫 갭 문서화
- 시동 점검: 초기 절단 후, 목표 처리량으로 30~60분간 가동합니다. 잠금 장치를 작동시킨 후, 동일한 세 지점에서 "고온" 값을 측정하고 기록합니다.
- 변화량을 비교하십시오. 고온 간극이 지속적으로 변동하는 경우(예: 약 0.0005~0.001인치 정도 좁아짐), 변동 방향과 크기를 기록하십시오. OEM 지침과 일치하는 경우, 다음 저온 설정값을 조정하여 고온 정상 상태가 중간 범위에 위치하도록 하십시오.
- 맥락을 유지하세요: 재료, 충전량(예: GF/광물), 라인 속도에 대한 메모를 기록하십시오. 이러한 요소는 마모 및 열팽창 패턴에 영향을 미칩니다.
일일 및 주간 점검, 변경 후 유효성 검사 및 기록
- 각 근무조마다 품질 저하(꼬리, 미세 입자, 번짐)가 발생하면 촉감 점검 및 육안 가장자리 검사를 신속하게 수행하십시오. 조정이 필요하지 않더라도 관찰 내용을 기록하십시오.
- 매주: OEM 지침에 따라 칼날 간극 및 체결 토크를 확인합니다. ACS C-시리즈 서비스 매뉴얼 매주 정기적인 점검을 요구합니다. 여러분의 업무에도 똑같은 규율을 적용하십시오.
- 날 교체, 재연마 또는 홀더 정비 등 변경 후에는 전체 SOP를 재설정하고 서명을 받아야 합니다. 재연마 보고서 또는 날카로움 점검 보고서를 작업 기록에 첨부하십시오.
재료, 토크 및 호환성

재질 조합: 연마재 사용 환경에서 공구강과 초경 베드 나이프 비교
연마재 함량이 높은(유리 섬유, 광물) 재질은 날을 빠르게 마모시킵니다. D2 또는 M2/HSS와 같은 공구강은 우수한 기본 경도와 인성을 제공하며, 초경합금 베드 나이프는 초기 비용이 높지만 가혹한 환경에서 훨씬 뛰어난 내마모성과 날 유지력을 제공합니다. 재질은 사용 환경에 맞춰 선택하고, OEM 사양에 따른 경도 및 형상을 확인하여 날이 깨지는 것을 방지하십시오.
체결 부품, 토크 범위 및 홀더 휨 방지
제조사에서 제시하는 토크 값을 정확히 준수하고, 홀더가 휘거나 간격이 벌어지지 않도록 단계적으로 교차 조이십시오. 많은 설명서에서는 마지막으로 당길 때 칼날이 움직일 수 있으므로 조인 후 재확인을 명시적으로 요구합니다. 이 과정을 반드시 따르십시오.
브랜드 삽입 가이드라인
MAXTOR METAL은 주요 스트랜드 펠릿 제조기 및 기존 과립기에 대한 OEM 및 ODM 장착을 지원하여 베드 나이프 형상을 홀더 패턴 및 모델 제품군에 맞출 수 있도록 도와드립니다. 자세한 내용은 다음을 참조하십시오. 맥스터 메탈 호환성 지원을 위해, 대량 생산에 착수하기 전에 현장 승인 절차를 활용하여 도면 및 시험 조립을 검증하십시오.
문제 해결
조정 후 과도한 미세 입자 또는 먼지
- 주요 원인: 간격이 너무 크거나 고르지 않음; 무디거나 미세하게 깨진 모서리; 상류 공정에서 발생하는 스트랜드 컨디셔닝 문제로 인해 미세 입자로 파손됨. 결함 원인에 대한 자세한 내용은 Plastics Technology의 일반적인 펠릿화 문제 개요를 참조하십시오. https://www.ptonline.com/articles/solve-seven-common-pelletizing-problems
- 조치 사항: 세 지점에서 균일한 간격을 확인합니다. 밝은 조명 아래에서 절삭날을 검사합니다. 수직 방향의 스트랜드 배치 및 공급 롤 상태를 확인합니다. 칼날과 간격이 올바르면 상류 냉각/스트랜드 안내를 안정화합니다.
꼬리, 연장 또는 가닥 연결
- 주요 원인: 불충분한 니핑 또는 과도한 간격; 칼날 무뎌짐; 피드롤 정렬 불량; 스트랜드 온도/직경 불일치. 플라스틱 기술(Plastics Technology)에서는 꼬리/긴 부분 및 스트랜드 배열에 대해 논의합니다. https://www.ptonline.com/articles/solve-seven-common-pelletizing-problems
- 조치 사항: 밴드의 팽팽한 끝쪽으로 갈수록 간격을 0.0005씩 단계적으로 줄이십시오. 칼날을 날카롭게 하거나 교체하십시오. 공급 롤과 절단면을 정렬하십시오. 냉각 속도와 인출 속도의 균형을 맞추십시오.
고르지 않은 절단, 번짐 또는 열 접착
- 예상 원인: 과도한 간격과 무딘 모서리의 조합; 섬유의 열 연화; 토크 후 칼날 또는 홀더의 휨.
- 조치 사항: 간격을 재설정하고, 필요한 경우 지시계를 사용하여 평행도를 확인합니다. 단계별 토크를 반복하고 다시 확인합니다. 처리량 또는 냉각을 조정합니다. 연마성 충전재의 경우 더 단단한 칼날 재질을 고려합니다.
결론
정확한 간극 범위를 목표로 삼고, 체계적으로 설정한 후, 정기적으로 확인하십시오. 스트랜드 펠릿 제조기의 경우, 거의 0에 가까운 균일한 간극이 필요하며, 일반적인 과립 제조기의 경우, 더 두꺼운 분쇄에 적합한 특정 간극 범위가 필요합니다. 필러 게이지를 사용하여 0.0005 단위로 설정 및 미세 조정하고, 십자형으로 토크를 가한 후, 항상 조인 후 다시 확인하십시오.
안전 필수 표준 작업 절차(SOP)처럼 모든 과정을 기록하십시오. 냉각 및 가열 값(온도 포함)을 기록하고, 주간 점검 일정을 준수하며, 칼날이나 홀더를 교체할 때는 작업자와 관리자의 서명을 받으십시오. 간격을 재설정한 후에도 마찰, 비정상적인 열 발생 또는 소음이 지속되면 작업을 중단하고 LOTO(잠금 및 태그아웃) 절차에 따라 정렬/런아웃 검사를 실시한 후 생산을 재개하십시오.
작가
토미 탕 — 난징 금속산업 수석 영업 엔지니어
- 펠릿화 및 과립화 블레이드 적용 분야에서 12년간의 실무 경험 보유
- 자격증: CSE, CME, 식스 시그마 그린 벨트, PMP
편집 및 공개
- 조달 기준: 수치로 표시된 간극 목표값과 토크 값은 먼저 해당 OEM 매뉴얼과 대조하여 확인해야 합니다. 가능한 경우, 이 가이드에서는 OEM 매뉴얼 및 업계에서 인정하는 간행물을 참조합니다.
- 검토 주기: 본 문서는 주요 OEM 문서가 변경될 때 또는 최소한 내부 기술 콘텐츠 품질 관리의 일환으로 매년 검토 및 업데이트됩니다.
- 면책 조항: MAXTOR METAL은 브랜드 이름입니다. 난징 금속 산업본 문서에서는 장착/호환성 관련 맥락에서 MAXTOR METAL을 참조할 수 있습니다. 기술 설정 및 안전 지침은 특정 브랜드에 국한되지 않고 모든 OEM에서 재현 가능하도록 작성되었습니다.
운영자를 위한 선택된 소스
- 로토그란 PH-RO 시리즈 — 0.006~0.008인치 윈도우; 게이지 방식; 조임 후 재확인: https://rotogran.com/newsite/wp-content/uploads/2020/11/PH-RO-SERIES-OPERATIONS-MANUAL.pdf
- Conair LP/JC 사용자 가이드 - 창문; "조인 후 다시 확인하십시오": https://www.conairgroup.com/mx/wp-content/uploads/sites/4/2018/02/UGG002-0998.pdf
- ACS C-시리즈 서비스 - 주간 검증 절차: https://www.acscorporate.com/wp-content/uploads/2023/08/d-53310_c-series.pdf
하나의 응답