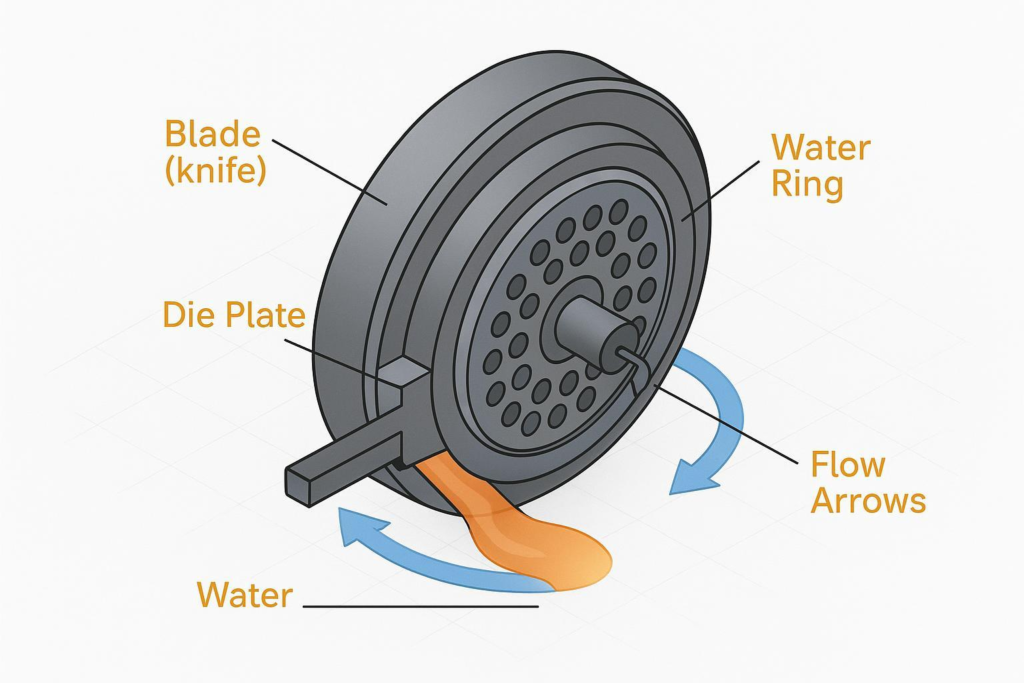
A qualidade dos grânulos, o tempo de atividade e o custo total por tonelada determinam se uma linha de corte a quente com anel de água (corte direto na matriz) está realmente funcionando. No serviço de PE/PP, o material da lâmina, o revestimento, a geometria da aresta e as tolerâncias dimensionais interagem com a condição da matriz, a estabilidade do circuito de água e a velocidade da lâmina. Qualquer erro nesses fatores pode resultar em rebarbas, partículas finas, comprimento de corte inconsistente ou tempo de inatividade evitável.
Este guia mostra como escolher com confiança as lâminas do granulador de anel de água para linhas de PE/PP: critérios claros de seleção de materiais e revestimentos, orientações práticas sobre geometria e pré-carga, procedimentos operacionais padrão (POP) de inicialização e parada, tolerâncias de encaixe do fabricante original (OEM) e documentação de controle de qualidade a ser solicitada, dicas de operação diária e um modelo simples de custo por tonelada.
Principais conclusões
- Comece pela receita e pelo ciclo de trabalho: PE/PP limpo e com baixo teor de partículas favorece o uso de D2 ou PM-HSS; abrasivos ou trabalhos longos indicam o uso de bordas de carboneto ou com engenharia de superfície.
- Priorize uma superfície de matriz lisa e plana e uma pré-carga controlada; muitos "problemas com lâminas" são, na verdade, problemas de contato/posicionamento ou da superfície da matriz.
- Considere a temperatura da água, a vazão e a filtração como variáveis de processo equivalentes à velocidade da lâmina; a estabilidade é mais importante do que a busca incessante por valores predefinidos.
- Sempre compre e execute as peças conforme os desenhos, com tolerâncias medidas e controle de qualidade rastreável: dureza, planicidade, excentricidade, espessura, especificação do revestimento e identificação do lote.
- Acompanhe as horas/toneladas entre as afiações, reafie antes que as lâminas fiquem realmente cegas e modele o custo por tonelada considerando lâminas, reafiações, tempo de inatividade, mão de obra e sucata.
Engenharia de materiais e superfícies

A escolha do material da lâmina é o fator mais importante na seleção de lâminas para granuladoras de anel de água em linhas de PE/PP. O objetivo é obter uma borda afiada e estável que resista ao desgaste do adesivo, microlascas e corrosão em um ambiente úmido e quente, além de ser compatível com a matriz e o suporte.
Opções de aço ferramenta para PE/PP
Para poliolefinas predominantemente virgens e com baixo teor de carga:
- O aço ferramenta D2 oferece alta resistência ao desgaste devido aos carbonetos de cromo, com dureza típica de 58–62 HRC e tenacidade moderada. É uma opção econômica para a fabricação de PE/PP limpo, desde que as faces da matriz sejam mantidas lisas e a química da água seja controlada, conforme resumido em manuais de aço ferramenta e notas técnicas de fontes da indústria, como o Manual de Aço Ferramenta da Alro e análises comparativas do desempenho do D2 versus M2.Alro — Manual de Aços para Ferramentas, FCS Steel — Comparação de desempenho D2 vs M2 (2025)
- O aço PM-HSS (por exemplo, variantes M2/PM) oferece dureza semelhante ou superior, com maior tenacidade graças a uma distribuição fina de carbonetos e melhor dureza a quente, o que auxilia em variações de velocidade/temperatura. É uma excelente opção quando se necessita de uma faixa de operação mais ampla ou quando há contato ocasional com abrasivos. Consulte guias como o do aço M2 para obter informações gerais sobre as propriedades.Protótipos Rápidos — Guia de Aço M2
Carboneto versus PM-HSS em receitas preenchidas
Em fluxos com alto teor de material reciclado ou de enchimento excessivo, os abrasivos aceleram o desgaste e a vida útil da lâmina pode ser reduzida drasticamente sem uma aresta mais dura:
- O carboneto de tungstênio (sólido ou com ponta) oferece excepcional resistência ao desgaste (equivalente a ≈92 Rockwell A, >70 HRC) e retenção de fio, porém com menor tenacidade. Ele se destaca em polipropileno (PP) com alto teor de CaCO3 ou fibra de vidro e em longas tiragens — desde que o suporte seja rígido e as faces da matriz sejam mantidas livres de defeitos para evitar lascas. Para obter informações básicas sobre o projeto, consulte referências clássicas, como o Guia do Projetista para Carboneto de Tungstênio.General Carbide — Guia do Projetista para Carboneto de Tungstênio
- O aço rápido metalurgia do pó (PM-HSS) continua relevante quando a variabilidade é alta: ele tolera impactos ocasionais ou imperfeições na superfície da matriz melhor do que o metal duro, embora não alcance a mesma vida útil do metal duro em condições verdadeiramente abrasivas. Muitas fábricas combinam o PM-HSS com cronogramas rigorosos de retificação para gerenciar o custo total de propriedade (TCO).
Revestimentos e tratamentos para corte úmido
A engenharia de superfície pode alterar a "sensação" da sua borda em contato com a face de um molde úmido:
- Os revestimentos PVD de TiN e TiCN aumentam a dureza da superfície e reduzem o atrito, o que ajuda a minimizar o desgaste do adesivo e a aderência da resina no corte úmido; o TiCN geralmente oferece menor atrito e melhor resistência à abrasão do que o TiN. Guias de revestimento industrial resumem esses efeitos em diversas aplicações de corte.TGW — Entendendo as opções de revestimento para lâminas industriais, Ecogeo — Guia de Opções de Revestimento para Lâminas Industriais
- O carbono tipo diamante (DLC) proporciona baixíssimo atrito e uma barreira contra corrosão; estudos destacam os benefícios em ambientes úmidos, o que se traduz bem em aplicações com anéis de vedação à base de água. Utilize quando a composição química da água ou o risco de corrosão forem elevados.NIH/PMC — Evidências de corrosão da película DLC
- A carbonetação (revestimento duro) de arestas ou superfícies de contato pode prolongar significativamente a vida útil em serviços abrasivos, desde que o dimensionamento posterior mantenha a espessura e a planicidade dentro das especificações do desenho. Para uma visão geral prática de quando a carbonetação é útil, consulte as explicações industriais.MAXTOR METAL — Benefícios da carbonetação para lâminas
O desgaste no corte com anel de água é uma combinação de desgaste adesivo (fundido + água), microabrasão (cargas, contaminantes) e arredondamento da borda assistido por corrosão. Primeiro, escolha o substrato adequado à aplicação e, em seguida, aplique revestimentos ou camadas de revestimento duro para ajustar o comportamento de fricção e corrosão.
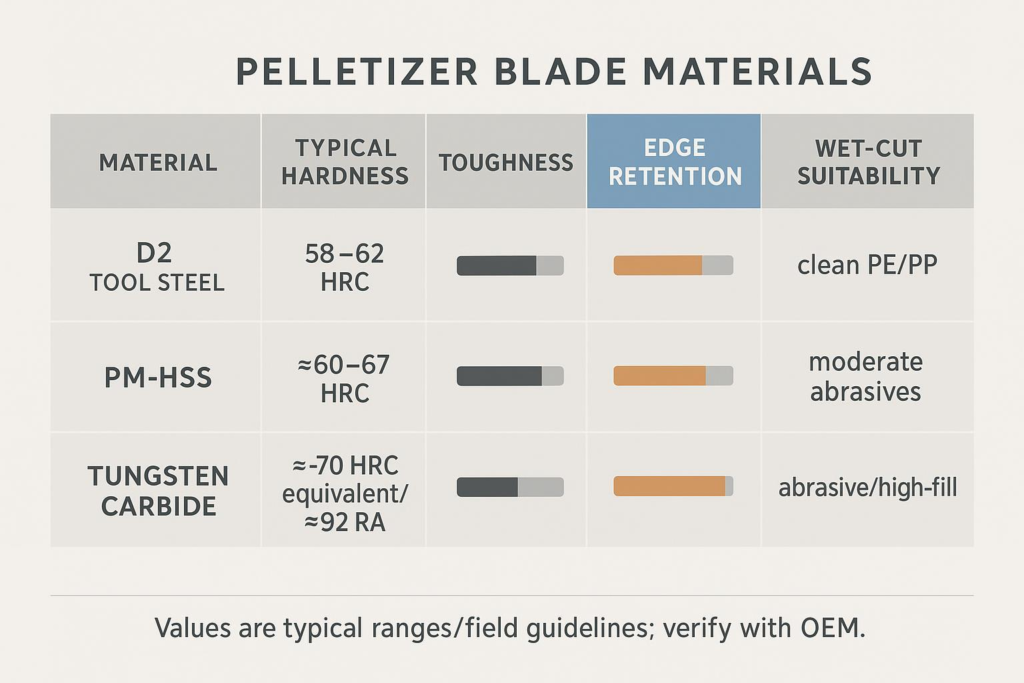
| Material | Dureza típica | Dureza | retenção de borda | Adequação para corte a úmido | Caso de uso típico de PE/PP |
|---|---|---|---|---|---|
| Aço ferramenta D2 | 58–62 HRC | Moderado | Bom | Bom com química da água adequada. | PE/PP limpo e com baixo teor de carga, com manutenção rigorosa da matriz. |
| PM‑HSS (M2/PM) | ≈60–67 HRC | Alto | Muito bom | Muito bom; boa dureza a quente | Janelas de operação mais amplas; abrasivos leves; condições variáveis. |
| Carboneto de tungstênio | >70 HRC equiv (≈92 RA) | Baixo | Excepcional | Excelente estado de conservação; risco de lascas no relógio | Abrasivos de alto teor de partículas; longos percursos; conteúdo reciclado com contaminantes. |
Nota: Os valores são faixas típicas e diretrizes de campo; verifique com o fabricante do equipamento original (OEM) e o fornecedor das lâminas.
Estudo de caso (ilustrativo, guia de campo — não autorizado pelo cliente): Uma linha de PE de escala média (PE virgem, contaminação típica de 3% de CaCO3) trocou o sistema D2 pelo sistema PM-HSS com revestimento PVD de TiCN. Ao longo de 12 semanas de operação, o sistema PM-HSS apresentou uma vida útil aproximadamente 1,8 vezes maior (de aproximadamente 200 para aproximadamente 360 horas de produção entre remanufaturas), a taxa de rejeitos/finos caiu de aproximadamente 1,8% para aproximadamente 0,9% e o tempo de inatividade para troca de sistema foi reduzido em aproximadamente 20%. O custo estimado por tonelada diminuiu modestamente ao considerar menos remanufaturas e menor quantidade de sucata (dados da planta usados apenas para fins ilustrativos). Valide esses valores com testes em campo e FAI (Inspeção do Primeiro Fator) do fornecedor.
Geometria e configuração

A geometria da lâmina para corte na matriz não se baseia em ângulos fixos e universais, mas sim em manter um contato preciso e controlado com uma superfície de matriz impecável. Ao contrário da granulação subsequente, onde tabelas de ângulos são publicadas, a granulação na matriz depende da integridade da borda, do alinhamento e do controle do contato.
Preparação de bordas e ângulos de alívio
Busque uma borda nítida e sem defeitos com um afiamento fino ou microchanfro que evite lascas instantâneas sem aumentar excessivamente as forças de corte. Tabelas públicas de OEMs para ângulos de alívio na granulação por matriz são escassas; considere os ângulos numéricos como específicos de cada OEM. Concentre-se nos fundamentos comprovados: bordas afiadas e uma face da matriz lisa reduzem as interrupções de fluxo e os defeitos nos grânulos, enquanto superfícies ranhuradas ou arredondadas criam rebarbas e partículas finas.Tecnologia de Plásticos — Matrizes mais precisas e extrusões mais suaves, Tecnologia de Plásticos — Solução de problemas na granulação subaquática
Controle de pré-carga e conformidade
A pressão da lâmina deve ser alta o suficiente para produzir um corte limpo, mas baixa o suficiente para evitar o desgaste acelerado da matriz. Muitos sistemas modernos utilizam mecanismos de mola, pneumáticos ou servo com compensação automática para manter o contato à medida que as peças aquecem e se desgastam. Os granuladores Gala EAC da MAAG, por exemplo, oferecem posicionamento e monitoramento automáticos da lâmina para prolongar a vida útil da lâmina e da matriz — um indicador do princípio, não uma prescrição de pontos de ajuste.MAAG — Catálogo da peletizadora Gala EAC
Diretriz de campo: valide o contato inspecionando as superfícies de corte dos grânulos e ouvindo ruídos; registre os ajustes de acordo com os defeitos dos grânulos. Se a face da matriz apresentar qualquer padrão de arranhão ou sulco, pare e refaça o recondicionamento antes de prosseguir com os parâmetros.
Procedimento Operacional Padrão (POP) de inicialização e desligamento
Uma sequência disciplinada evita danos à matriz de corte e variações de qualidade.
- Comece
- Primeiro, ligue e estabilize o circuito de água; verifique a temperatura e o fluxo, depois ligue o cortador em baixa rotação.
- Confirme a limpeza e o estado da face da matriz; se houver ranhuras visíveis, refaça o recondicionamento antes da produção.GLKnife — Revestimento subaquático da face da matriz
- Inicie a fusão gradualmente, com zonas na temperatura adequada; aumente a velocidade de corte para corresponder à produtividade.
- Desligar
- Interrompa a alimentação de polímero e remova o material; mantenha a água e a lâmina de corte funcionando brevemente para evitar o congelamento.
- Abaixe a rampa de corte, interrompa o fluxo de água e seque os componentes para evitar corrosão; limpe os orifícios da matriz para a próxima operação. As práticas gerais de desligamento auxiliar das operações de extrusão também se aplicam aqui.Extrusão Cowin — Operação e precauções
Tolerâncias e encaixe OEM
O controle dimensional e a documentação são a base para a consistência na qualidade dos pellets. Uma lâmina que "quase encaixa" geralmente causa vibração, ruído e comprimento inconsistente dos pellets.
Faixas dimensionais que importam
Trabalhar com base no desenho e verificar:
- Tolerância de espessura e espessura pós-retificação (definir uma espessura mínima antes da substituição).
- Planicidade e excentricidade da face ao longo da extensão de corte (verificados por CMM).
- Diâmetros dos furos, círculo dos parafusos, espaçamento/passo das ranhuras, chavetas e concentricidade com a aresta de corte.
- Acabamento superficial nas faces de corte e assentamento; espessura do revestimento e dimensionamento pós-revestimento.
Como as tabelas de tolerância de fabricantes de equipamentos originais (OEM) públicas são raras, defina-as explicitamente em seu pedido de compra e exija uma inspeção da primeira peça antes do fornecimento em série.
Para tolerâncias específicas do fabricante original, mecanismos de posicionamento das lâminas e famílias de modelos, consulte Visão geral dos granuladores subaquáticos da MAAG para 2026 (Gala)Considere o manual oficial do seu equipamento como a principal referência para os limites e configurações exatos.
Documentação de controle de qualidade e rastreabilidade para solicitação
Solicite aos fornecedores que forneçam uma embalagem rastreável:
- Certificado de material com lote/produção, registros de tratamento térmico e resultados do teste de dureza (método e plano de amostragem).
- Inspeção dimensional por CMM: espessura, planicidade, excentricidade, dimensões de furos/ranhuras e localização das arestas.
- Especificações da superfície: acabamento (Ra), tipo e espessura do revestimento e confirmação da dimensionamento pós-revestimento.
- Serialização e registros de inspeção vinculados a lotes; Relatório de Inspeção do Primeiro Artigo (FAI).
Divulgação: MAXTOR METAL é o nosso produto. Em projetos focados em controle de qualidade, a MAXTOR METAL pode fabricar conforme desenho e fornecer inspeção de primeiro artigo (FAI) e verificação dimensional para substituições compatíveis com o fabricante original (OEM). Mantenha as solicitações imparciais em relação ao fornecedor, especificando medidas, amostragem e critérios de aceitação em seu pedido de compra.
Riscos de compatibilidade e medidas de mitigação
Os problemas mais comuns incluem incompatibilidade no padrão de furos, tolerância de empilhamento que altera a posição da lâmina, variação de espessura após múltiplas reafiações e revestimentos que alteram a pré-carga efetiva. Mitigar esses problemas inclui:
- Obtenção do desenho de referência do fabricante original ou realização de engenharia reversa com dados de CMM.
- Especificar a espessura mínima antes da substituição e o número de retificações permitidas.
- Definir a tolerância de espessura do revestimento e se a medição é feita antes ou depois da aplicação do revestimento.
- Exigindo peças serializadas e registros em nível de lote para rastrear o desempenho.
Operações e resolução de problemas

Até mesmo a melhor lâmina falha em um processo instável. Considere a água, a estabilidade da fusão e a velocidade da lâmina como um sistema único.
Parâmetros do sistema de água
Não existe uma temperatura ou vazão “correta” — os objetivos são estabilidade e limpeza. Em contextos de reciclagem de poliolefinas, os operadores geralmente utilizam água com PP a uma temperatura em torno de 55 °C; seu fabricante e processo podem variar, mas o princípio permanece o mesmo: assegure a captura imediata, o resfriamento adequado e a secagem consistente para evitar aglomeração e problemas com umidade.Máquinas famosas — Granulação de PP/PE com água em torno de 55°C, Sikoplast — Sistemas de granulação e circuito de secagem
Mantenha o circuito filtrado e observe o desempenho do secador; muitas lojas visam uma baixa umidade final após a secagem centrífuga para manter os grânulos em bom estado de fluidez.Retech — Processo de granulação e secagem de plástico
Estabilidade de fusão e velocidade da lâmina
Sincronize a rotação da lâmina com a vazão de extrusão e a velocidade do polímero na matriz para manter um comprimento de corte consistente. O controle térmico na face da matriz e a estabilidade da produção — por meio de bombas de fusão ou velocidade da rosca rigorosamente controlada — são essenciais para evitar o congelamento dos furos e a formação de grânulos irregulares.Granuwel — Solucionando problemas comuns de granulação subaquática, Tecnologia de Plásticos — Solução de problemas na granulação subaquática
Modos de falha e soluções rápidas
- Caudas: geralmente apresentam bordas rombas, contato inadequado ou uma face da matriz ranhurada. Corrija com uma lâmina afiada/substituída, pré-carga correta e retificação da matriz, se necessário.GLKnife — Recondicionamento da face do chip
- Partículas finas/pó: danos nas bordas ou aumento repentino da produção. Restaure a qualidade das bordas, estabilize a alimentação e limpe/desobstrua os orifícios e filtros da matriz.Tecnologia de Plásticos — Solução de problemas na granulação subaquática
- Aglomeração: resfriamento insuficiente ou fusão/água muito quente. Melhore a temperatura/fluxo da água e estabilize as temperaturas de fusão.Feininger — Granulador de anel de água explicado
- Pelotas ovais ou irregulares: velocidade de corte variável ou congelamento parcial. Estabilize a rotação para atingir a produtividade desejada, limpe os orifícios da matriz e verifique o equilíbrio da temperatura da matriz.Tecnologia de Plásticos — Siga as diretrizes do sistema de granulação
Manutenção e Custo Total de Propriedade
A lâmina mais barata raramente é a de menor custo por tonelada. Planeje reafiações controladas, trocas consistentes e estratégias de peças de reposição baseadas em dados.
Estratégia de retificação e revestimento
Na prática de campo, em lâminas de matrizes, a retificação consiste em reafiar as arestas antes que fiquem completamente cegas para evitar rebarbas e partículas finas, frequentemente permitindo múltiplos ciclos por lâmina até que uma espessura mínima de segurança seja atingida. O número exato de ciclos e o limite de espessura são específicos do projeto; defina-os no desenho e monitore as horas/toneladas para acionar a manutenção. Em ambientes úmidos ou corrosivos, revestimentos como TiN/TiCN ou DLC, e opções como carboneto, podem prolongar a vida útil — certifique-se de que o dimensionamento pós-revestimento mantenha a tolerância.Energycle — Dicas de manutenção para corte de plástico
Conjuntos sobressalentes e planejamento de troca
Mantenha conjuntos de lâminas sobressalentes compatíveis e prontos para instalação. Faça o rodízio dos conjuntos para equalizar o desgaste e registre a quantidade de toneladas até o limite para prever as trocas. Considere o impacto do tempo de inatividade: uma lâmina com custo ligeiramente maior, mas que dobra a vida útil ou reduz a frequência de troca, pode diminuir o custo por tonelada quando o tempo de inatividade for dispendioso.
Modelagem de custo por tonelada
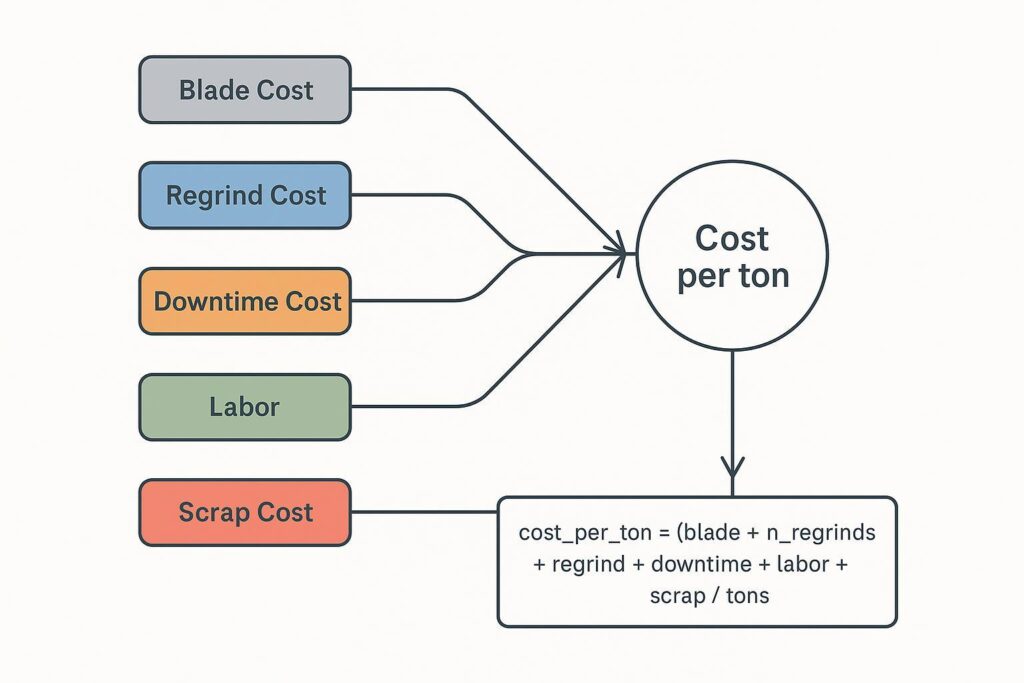
Um modelo simples ajuda a comparar opções objetivamente:
custo_por_tonelada = (custo_da_lâmina + n_refisados × custo_da_refiação + custo_do_tempo_de_inatividade + mão_de_obra + custo_da_sucata) ÷ toneladas_produzidas
Preencha as variáveis com os números da sua fábrica e registre os resultados reais em várias execuções para comparar materiais/revestimentos e intervalos de remanufatura.
Estudo de caso (exemplo ilustrativo): Uma linha de PE de escala média testou duas estratégias durante um período de 12 semanas. A (linha de base): pás D2, 2 reafiações/conjunto, 8 trocas, 0,91 TP4T de sucata. B (aprimoramento): PM-HSS + TiCN, 1 reafiação/conjunto, 4 trocas, 0,51 TP4T de sucata. Utilizando as taxas da planta (custo da pá 1 TP5T600/conjunto; reafiação 1 TP5T80; custo de tempo de inatividade por troca 1 TP5T1.200; produção de 120 toneladas/semana), o custo por tonelada caiu de ~1 TP5T6,25 para ~1 TP5T4,30 (redução de ≈311 TP4T). Fonte de dados: relatórios de casos do fornecedor e notas internas de testes; os resultados variam de acordo com a planta e devem ser validados no local.
Conclusão
Ao escolher as lâminas para granuladores de anel de água em linhas de PE/PP, comece pela receita e pelo comprimento da produção para selecionar um substrato (D2 ou PM-HSS para poliolefinas limpas; carboneto para materiais abrasivos ou para longas produções), adicione revestimentos para controlar o atrito e a corrosão e proteja a face da matriz. Controle o contato com pré-carga precisa e monitore o circuito de água como uma variável central do processo. Compre e opere de acordo com os desenhos, com tolerâncias medidas e controle de qualidade rastreável. Na prática, verifique os desenhos em relação ao padrão do fabricante original, defina e registre a pré-carga, acompanhe a produção até o limite de remanufatura e compare o custo por tonelada entre diferentes materiais e revestimentos em várias produções. É assim que você transforma a escolha das lâminas em grânulos estáveis, alta disponibilidade e uma curva de custos que se move na direção certa.