Гранулирование под высокой нагрузкой изнашивает режущие кромки абразивными присадками, периодическими ударами и нагревом. Универсального победителя нет. Если основной причиной поломки является скол кромки, инструментальные стали CPM обычно превосходят обычные стали D2 и карбиды с низким содержанием связующего. Если при постоянной нагрузке преобладает абразивный износ, твердые сплавы могут обеспечить самый длительный срок службы и наибольшее количество переточек. Там, где вступает в игру нагрев и термическое размягчение, стали CPM M4 или стали для горячей обработки в сочетании с жаропрочными покрытиями действительно дают ощутимый результат.
Основные выводы
- Основная проблема, которую трудно решить при гранулировании под высокой нагрузкой, — это сколы/микротрещины по краям; следует выбирать материалы и термообработку, повышающие прочность при рабочей твердости.
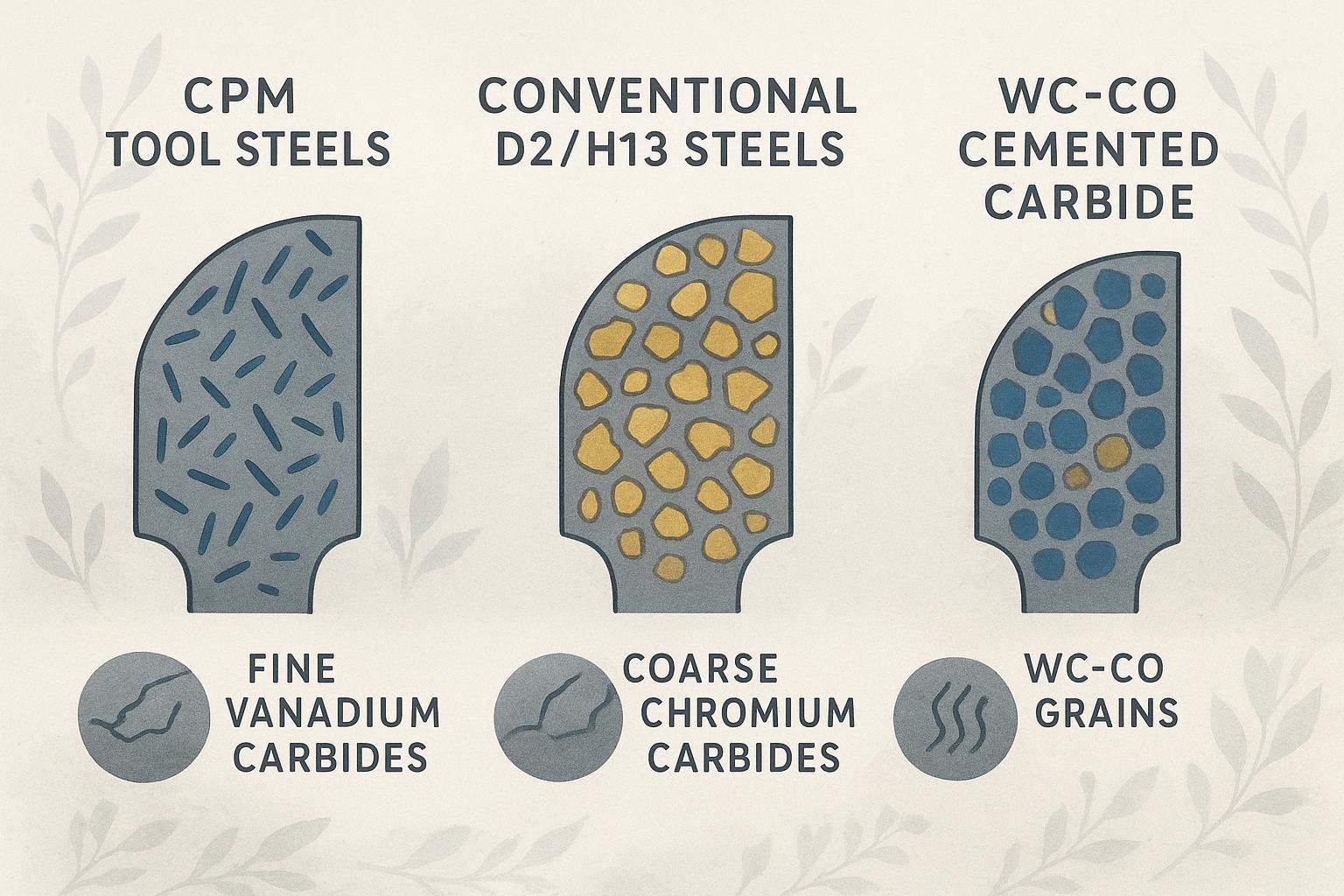
- Лопасти гранулятора CPM обеспечивают баланс между износостойкостью и прочностью за счет мелкодисперсных, равномерно распределенных карбидов ванадия; сталь CPM 9V, как правило, является лидером по устойчивости к сколам среди сталей, в то время как сталь CPM 10V обеспечивает более высокий износ.
- Сталь D2/SKD11 обеспечивает хороший абразивный износ, но содержит более крупные карбиды хрома, что увеличивает риск сколов при ударе или смещении.
- Твердосплав (WC–Co K10–K20) обеспечивает абсолютный абразивный износ и стабильность размеров при постоянной нагрузке, однако риск сколов возрастает по мере снижения содержания связующего вещества из кобальта.
- Что касается термостойкости и термического размягчения, то стали CPM M4 с TiAlN и H13/SKD61, предназначенные для горячей обработки, лучше сохраняют твердость при высоких температурах, чем стали, предназначенные для холодной обработки.
- Покрытия, такие как TiCN (для абразивов) и TiAlN (для высоких температур), могут продлить срок службы инструмента; их следует подбирать в соответствии с типом материала и характером разрушения.
Сравнительный анализ (ориентировочно — точные значения см. в технических характеристиках).
| Наилучший сценарий | Семейства материалов и примеры сортов | Основные особенности микроструктуры | Типичный диапазон твердости | Устойчивость к сколам кромки | Устойчивость к абразивному износу | Твердость при высоких температурах / стойкость к отпуску | Сопротивление пластической деформации | Циклы повторного измельчения и стабильность | Соответствие покрытия/обработки | Заметка по экономике жизненного цикла | Наличие / сроки поставки | Быстрый способ гранулирования (высоконагруженное гранулирование) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Высокоабразивные материалы — постоянная нагрузка | Карбид WC–Co (K10–K20) | Зерна WC в связующем Co; размер зерен и Co% регулируют ударную вязкость. | Показатель HRA ~93–94,5 (зависит от оценки) | Средний или низкий уровень (улучшается при более высоком содержании CO) | Очень высокий | Отлично (карбид сохраняет твердость при высоких температурах) | Высокая прочность при постоянной нагрузке; хрупкость при ударе. | Часто поддерживает многократную переработку; жесткие допуски. | TiN/TiCN; в некоторых случаях следует избегать высокотемпературного CVD. | Высокая первоначальная стоимость; длительный срок службы при минимальном воздействии. | Средний срок выполнения заказа | 8/10 |
| Высокий риск сколов из-за удара/несоосности | Инструментальные стали CPM (CPM 9V, CPM 10V) | Мелкодисперсные карбиды VC; однородная матрица PM. | ~HRC от 50 до 62–64 (10 В в верхнем диапазоне) | Высокий (9 В > 10 В) | Высокий (10 В отлично) | Высокая термостойкость (PM) | Хорошо; снижен риск хрупкого перелома по сравнению с D2. | Хорошая измельчаемость; стабильность при повторном помоле. | TiCN используется для абразивных материалов; TiAlN — при высоких температурах. | Средняя стоимость; высокая надежность работы в регионах с преобладанием чип-тюнинга. | Средний срок выполнения заказа | 9/10 |
| Повышенная температура / термическое размягчение | CPM M4 (HSS) и H13/SKD61 | Профиль твердосплава обеспечивает высокую твердость при высоких температурах; H13 оптимизирован для работы в горячем состоянии. | HRC ~58–62 (M4); H13 — более низкий износ при комнатной температуре | Средне-высокая (M4) / Высокая (H13) прочность | Средне-высокий (M4) / Средний (H13) | Очень хорошо (M4, H13) | Высокая температура; края устойчивы к скатыванию при высокой температуре. | Высокая стабильность; H13 устойчив к термическим циклам. | TiAlN (термическая обработка); азотирование для снижения усталости. | Средняя стоимость; сокращение времени простоя, связанного с перегревом. | Короткие и средние сроки выполнения заказа | 7/10 |
| Бюджет/доступность покрытий | D2/SKD11 (холодная обработка) | Крупнозернистые карбиды хрома M7C3; риск образования полос в слитковой стали. | HRC ~60–62 | Низкий-средний риск сколов при ударе. | Высокий | Умеренный | Умеренная жесткость; край может скалываться, а не скатываться. | Приемлемо; следите за появлением микротрещин, образовавшихся при шлифовании. | Титанол для абразивных материалов; хром для защиты от коррозии. | Низкая стоимость; может потребоваться более частое перемалывание. | Короткие сроки выполнения заказа | 6/10 |
Примечание: Приведенные значения являются ориентировочными и взвешены по сценариям. Для получения точных данных о диапазонах термообработки и кривых свойств обратитесь к техническим паспортам производителя.
Лопасти гранулятора CPM — почему важны карбиды ванадия и микроструктура порошковых материалов.

Стали CPM изготавливаются методом порошковой металлургии, что обеспечивает тонкое, равномерное распределение карбидов в однородной матрице. Эта однородность является основой их ударной вязкости при заданной твердости и причиной того, почему лезвия грануляторов из стали CPM часто лучше противостоят сколам кромок, чем слитковые стали с крупными карбидами. В стали CPM 10V (AISI A11) высокое содержание ванадия образует твердые карбиды VC, которые обеспечивают исключительную износостойкость при сохранении лучшей ударной вязкости, чем у обычной стали D2. В техническом описании Crucible (через LookPolymers, 17.04.2024) подчеркивается высокая износостойкость стали CPM 10V и типичная рабочая твердость до HRC 62–64 в зависимости от термообработки; также отмечается улучшенная шлифуемость и стабильность размеров по сравнению с обычными инструментальными сталями. См. обзор Crucible в Зеркало технических характеристик CPM 10V (2024).
В отличие от этого, карбиды хрома (M7C3) в сплаве D2/SKD11, как правило, крупнее и менее равномерно распределены в обычных литых слитках. Эти крупные карбиды действуют как концентраторы напряжений на кромке, увеличивая вероятность образования микротрещин и сколов при высоких нагрузках или несоосности. В технической литературе компании Uddeholm сплав D2 оценивается как обладающий более низкой стойкостью к сколам на кромке по сравнению с более прочными порошковыми сплавами; начнем с их краткого описания. Страница продукта AISI D2 (2024).
Сравнение лезвий гранулятора CPM 10V и D2 — сколы кромок и износ.
Суть в следующем: если основной причиной поломки является скол кромки от периодических ударов, то более мелкие карбиды CPM помогают кромке дольше оставаться в рабочем состоянии. CPM 9V, как правило, жертвует некоторым износом ради большей прочности по сравнению с CPM 10V, что делает его отличным выбором там, где ударные нагрузки действительно имеют значение. CPM 10V, благодаря более высокой доле VC, еще больше повышает износостойкость и может использоваться при более высокой рабочей твердости — часто до 60-65 HRC — для полимеров, наполненных стекловолокном/минеральными добавками.
Абразив D2 обеспечивает приемлемый износ при аналогичной твердости, но крупные карбиды M7C3 повышают вероятность сколов при неполном контакте или резких скачках нагрузки. При стабильном контакте с меньшей ударной нагрузкой абразив D2 с покрытием (например, TiCN для абразивов) может быть экономически выгодным, но следует опасаться микротрещин на кромках после повторной заточки.
Анонимизированный полевой случай (пример): В ходе трехмесячного непрерывного испытания на полипропилене, армированном стекловолокном (30%) (производительность ≈500 кг/ч), анонимизированный компаундировщик использовал заготовки CPM 10V, закаленные до ~62 HRC, в сравнении с обычным D2, закаленным до ~60 HRC. Первая переточка лезвий CPM произошла примерно через 420 часов работы (три переточки за испытание) с заявленным процентом брака ~0,4%; D2 первая переточка произошла примерно через 160 часов (две переточки) с процентом брака ~2,3% от сколов кромок. Условия испытания: постоянная абразивная нагрузка с периодическими сбоями подачи.
Для получения практического обзора выбора ножей для грануляторов см. руководство по лезвиям гранулятора.
Когда карбид побеждает сталь (WC–Co) — стабильные нагрузки и многократная переточка.

Твердосплавные материалы (WC–Co, K10–K20) обладают наивысшей износостойкостью и сохраняют размеры даже после многократной переточки. Если ваша линия работает в условиях постоянного контакта с очень абразивными, наполненными стекловолокном материалами с минимальным воздействием, твердосплавные материалы, как правило, снижают общую стоимость в долгосрочной перспективе, несмотря на более высокую первоначальную цену. Однако есть один нюанс: риск сколов кромки возрастает по мере снижения содержания связующего вещества и уменьшения размера зерен. Именно поэтому, когда некоторая ударная нагрузка неизбежна, часто выбирают марки с содержанием Co, близким к K20.
В технических характеристиках поставщиков указаны твердость (HRA) и прочность на поперечный разрыв (TRS) для различных марок стали; выбор осуществляется по абразивности, ударной вязкости и схеме повторной шлифовки.
Окна, подвергнутые термообработке и нанесению покрытий, обеспечивают прочность кромок при высоких температурах.
Температура имеет значение. Быстрорежущая сталь CPM M4 лучше сохраняет прочность при повышенных температурах, чем стали для холодной обработки, что делает её ценной в случаях, когда термическое размягчение способствует затуплению. Сталь H13/SKD61 для горячей обработки разработана для обеспечения стойкости к отпуску и высокой ударной вязкости, хотя она не сравнится с износостойкостью стали CPM 10V при комнатной температуре. Для сравнения характеристик стали H13 и её твердости при высоких температурах, обратитесь к справочнику Böhler. Страница W302 ISOBLOC (2024) Содержит полезные заметки.
Подбор подложек и покрытий следует производить в зависимости от характера разрушения:
- TiCN (часто получаемый методом CVD) используется для абразивных наполненных полимеров; компания Ionbond сообщает о микротвердости около HV ~2800 и трении по отношению к стали ~0,3 для своей многослойной структуры TiN-TiCN-TiN, как отмечено на Ionbond CVD 10 (2024).
- TiAlN обеспечивает высокую теплопроводность; богатые алюминием нитридные покрытия образуют защитные слои, подобные Al2O3, которые помогают при более высоких температурах.
- Хромирование и азотирование могут повысить коррозионную стойкость и устойчивость к усталости в подводных или кислотных средах; параметры процесса следует подбирать в соответствии с типом подложки и геометрией изделия.
Примеры окон, подвергнутых термообработке (инструкции по проведению цеховых испытаний):
- CPM 10V (A11): аустенитизация ≈2050°F (1120°C), выдержка 30–45 мин; тройной отпуск ≈1025°F (550°C) по 2 часа каждый; целевая твердость по Роквеллу ~60–62. См. Технические характеристики Crucible CPM 10V (2024).
- CPM 9V: использовать аналогичный диапазон аустенитизации, но отпуск следует проводить немного чаще для повышения ударной вязкости (целевой показатель – около 50 HRC).
- CPM M4: следовать режимам высокопрочной стали (более высокая степень аустенитизации, меньшее количество циклов отпуска) для сохранения твердости при высоких температурах (выше 50-х HRC).
Это примеры оконных значений — корректируйте для каждой партии, геометрии и этапов криогенной обработки; сверяйте с техническими характеристиками поставщика и результатами цеховых испытаний.
Если вы используете системы подводного гранулирования или линии обработки коррозионно-активных материалов на фильерах, то это может вам пригодиться. Руководство по лопастям подводного гранулятора предоставляет практический контекст.
Дерево решений «Выбор по симптому»
- Преобладают сколы/микротрещины по кромкам → CPM 9V (или CPM 10V с немного меньшей твердостью); используйте прочные термообработанные окна и рассмотрите возможность применения TiCN, если абразивные частицы имеют высокую плотность.
- Чисто абразивный износ при постоянном контакте → карбид WC–Co (K10–K20), оптимизированный для Co%; планируется многократная переточка и жесткие допуски.
- Термическое размягчение способствует потускнению → CPM M4 + TiAlN; при очень высоких температурах следует рассмотреть H13/SKD61 с азотированием.
- Коррозионная точечная коррозия предшествует сколам (под водой, с использованием кислотных добавок) → CPM или вариант CPM с низким содержанием нержавеющей стали и хромированием; для повышения усталостной стойкости добавляется азотирование.
- Приоритет бюджета/доступности → D2/SKD11 с TiCN или хромом; допустим более короткий срок службы и мониторинг сколов.
Экономика жизненного цикла — пример расчета входных данных
Простая модель общей стоимости владения может прояснить компромиссы:
- Стоимость лезвия (сталь или твердосплав), ожидаемое время работы до первой переточки, стоимость переточки, время простоя на одну переточку и процент брака от стружки.
- Пример: Если твердосплавные пластины удваивают время работы и позволяют выполнить на две переточки больше, чем CPM 10V, но при этом образование сколов приводит к проценту брака 2% при прерывистом ударе, то CPM может оказаться более выгодным вариантом в целом, несмотря на более короткие интервалы переточки. И наоборот, при постоянной нагрузке с незначительным количеством брака более длительный срок службы твердосплавных пластин и меньшее количество переналадок снижают стоимость килограмма.
Для планирования переналадок и технического обслуживания см. данное руководство по замене/техническому обслуживанию.
FAQ
Какой материал лезвий лучше всего подходит для гранулирования армированного стекловолокном материала?
При стабильном контакте и минимальном воздействии карбид WC–Co обычно обеспечивает самый длительный срок службы и наибольшее количество переточек. При прерывистом воздействии или смещении более устойчивой к сколам кромки является твердость CPM 9V или CPM 10V соответствующей твердости.
CPM 10V против D2: какой материал лучше противостоит сколам кромок лезвий гранулятора?
Сталь CPM 10V (AISI A11) обладает преимуществами порошковой микроструктуры с мелкими карбидами VC, что повышает ударную вязкость при заданной твердости по сравнению с обычными сталью D2 с крупными карбидами M7C3. В результате стали CPM обычно лучше противостоят сколам при высоких нагрузках и абразивном воздействии. См. Crucible. Зеркало технических характеристик CPM 10V (2024).
В каких случаях следует использовать твердосплавные ножи вместо твердосплавных ножей для грануляторов?
Выбирайте твердосплавные материалы, если основным ограничивающим фактором является абразивный износ, а ударная нагрузка невелика. Твердость и стабильность размеров твердосплавных материалов позволяют проводить больше переточек и увеличивать интервалы между ними. Увеличьте использование Co%, если ожидается незначительная ударная нагрузка, чтобы снизить риск сколов.
Сколько повторных помолов я могу ожидать от CPM по сравнению с WC–Co?
Это зависит от конкретного применения. Твердосплавные материалы часто позволяют производить больше переточек с жесткими допусками при постоянной нагрузке. Стали CPM хорошо шлифуются и сохраняют геометрию, но точное количество зависит от геометрии лезвия, стабильности процесса и практики переточки.
Продлевает ли покрытие TiCN срок службы лезвий гранулятора при работе с абразивными наполненными полимерами?
Да, пакеты TiCN разработаны для абразивной резки и формовки; производители отмечают высокую микротвердость и низкое трение, которые снижают износ. Фактическое увеличение срока службы зависит от подложки, процесса нанесения покрытия и области применения; проконсультируйтесь с поставщиком покрытия и проведите испытания.
Ресурсы и технические характеристики
- Обзор стали CPM 10V (AISI A11) и рекомендации по термообработке: Зеркало технических характеристик Crucible CPM 10V (2024)
- Дополнительное чтение: Подробное руководство по лезвиям гранулятора; Руководство по лезвиям подводного гранулятора; Разъяснение по теме карбидирования и покрытий
Дополнительные ссылки на OEM-производителей и стандарты (обновлено в январе 2026 г.)
- Crucible Industries: Техническое описание CPM 9V — Диапазоны термообработки, примечания по твердости/вязкости и содержание карбида ванадия (PDF-файл с техническими характеристиками).
- Crucible Industries: Технические характеристики CPM M4 — Характеристики твердости при высоких температурах и рекомендации по устойчивости к отпуску при работе при повышенных температурах (техническое описание в формате PDF).
- ASTM International: Испытание на истирание сухим песком/резиновым колесом по стандарту ASTM G65‑16(2021). — широко цитируемый сравнительный метод определения износа сталей и WC–Co (страница с обозначением и областью применения).
- Oerlikon Balzers: Обзор покрытия BALINIT TiAlN — Семейство высокотемпературных нитридных покрытий, обогащенных алюминием, обычно применяемых для режущих/формовочных инструментов.
- Sandvik Coromant: Руководство по применению карбидов ISO K10–K20 — Основы работы с твердыми сплавами и контекст использования семейства стандартов ISO K для выбора марки.
Также следует рассмотреть вариант реализации (нейтральный).
Примечание: Nanjing METAL — это наша продукция.
Для команд, готовых провести испытания лезвий гранулятора CPM в сравнении с D2 или оценить твердосплавные лезвия в условиях постоянной абразивной нагрузки, сотрудничество с поставщиком, который может подобрать параметры термообработки, проверить твердость/отпуск и скоординировать нанесение покрытий, ускорит достижение результатов. Компания Nanjing METAL производит на заказ лезвия из CPM 10V/9V/M4, D2/H13 и твердосплавные лезвия и может оказывать поддержку в разработке чертежей ODM/OEM, предоставлении спецификаций термообработки и комплексном импорте. Роль компании здесь практическая: согласование выбора материала, термообработки и покрытия с вашим основным видом отказов и планом переточки. См. данный обзор лезвий гранулятора для контекста.