
Это руководство предназначено для руководителей предприятий, использующих грануляторы PE/PP с водокольцевым (горячим резом на матрице) способом, которым необходимы чистые гранулы, стабильная производительность и высокая бесперебойность работы. Если вы наблюдаете образование хвостов, мелких частиц, цепочек/двойных гранул, нестабильную резку или шум при контакте, воспользуйтесь пятью приведенными ниже способами устранения проблемы, чтобы быстро принять меры без догадок.
Краткая схема симптомов: хвосты (недостаточное охлаждение, затупившиеся/неправильно установленные ножи, рифленая поверхность матрицы), мелкие частицы (чрезмерное воздействие/рециркуляция, затупившиеся ножи, нестабильный рез), образование цепей/двойных зерен (слишком горячая вода, слишком горячий расплав, низкий расход) и шумный/нестабильный контакт (плохое выравнивание/балансировка, неправильное давление/перекрытие).
Безопасность превыше всего: примените блокировку/маркировку; подсоедините режущий инструмент к водяному баку перед запуском; используйте защитные экраны/ограждения; используйте средства индивидуальной защиты (средства индивидуальной защиты для лица/глаз, термостойкие перчатки); остерегайтесь горячих поверхностей и вращающихся частей. Производители оборудования прямо предупреждают о том, что не следует запускать гранулятор до его соединения с водяным баком — см. рекомендации MAAG в документе с советами Rein.
Основные выводы
- Диагностику следует проводить в следующем порядке: быстрая корректировка параметров → механические проверки → плановое техническое обслуживание.
- Придерживайтесь принципа равенства температуры и расхода технологической воды и параметров установки ножа.
- Изменяйте по одной переменной за раз; стабилизируйте результат, затем запишите его в лог.
Решение 1: Настройка "нож-матрица" для устранения неполадок с хвостовой частью пули.
Чистый срез на поверхности матрицы — это самый быстрый рычаг для обработки хвостовой части. Сосредоточьтесь на подтвержденном контакте, разумном перекрытии, стабильном давлении и сбалансированном вращении.
Проверьте контакт и перекрытие.
Принцип: острый нож должен легко и равномерно касаться плоской поверхности матрицы, образуя узкую, ровную полосу контакта. После короткого разреза проверьте равномерность контрольных меток. Если полоса толстая с одной стороны, повторно выровняйте матрицу или проверьте наличие зазубрины.
Это лишь иллюстративный пример (настройка зависит от станка/смолы): начните с концепции умеренного перекрытия — часто описываемой как доля ширины ножа (например, 10–20%) — затем корректируйте ее в зависимости от отзывов о дефектах, характера износа и звука. Поскольку спецификации OEM различаются и зависят от модели, рассматривайте любой процент как исходную гипотезу, а не как правило.
Справочная информация по процедурам производителя: для получения информации о этапах контакта ножа с матрицей, перекрытия и соединения, специфичных для вашей модели, сверьтесь с руководством по эксплуатации вашего станка. В качестве базового варианта см. Рекомендации MAAG по Рейну на 2022 год Для подводных грануляторов типа Gala необходимо уточнить точные значения перекрытия/давления для вашей конкретной модели и размера матрицы.
Признаки приемлемости проявляются в виде: равномерной, легкой полосы контакта по всей окружности (360°), тихого, устойчивого звука контакта без периодического скрежета и немедленного уменьшения хвостовой части после установления равномерного контакта. Если эти признаки отсутствуют, повторно проверьте плоскостность и состояние кромок. Согласно статье в журнале Plastics Technology, посвященной проблемам подводного гранулирования (2020 г.), поддержание остроты лезвий и восстановление поверхности рифленой матрицы могут устранить хвостовую часть; см. обсуждение в статье «Устранение и решение проблем подводного гранулирования» (2020 г.) в журнале Plastics Technology: https://www.ptonline.com/blog/post/mitigating-and-troubleshooting-underwater-pelletizing-issues.
Установите диапазон давления и скорости.
Логика такова: слишком низкое давление (или слишком низкая скорость ножа) не позволит чисто разрезать пули; слишком высокое давление ускоряет износ и может привести к образованию борозд на матрице. Установите безопасное низкое или умеренное давление и скорость, затем постепенно увеличивайте скорость, контролируя при этом хвостовую часть пули, шум и нагрузку на двигатель. Если уровень шума резко возрастает или полоса расширяется, уменьшите скорость.
Признаки проверки: стабильная нагрузка на двигатель с минимальной вибрацией, отсутствие резкого повышения температуры подшипников и уменьшение хвостов без увеличения количества мелких фракций.
Выравнивание и баланс
Перед началом работы проверьте биение поверхности матрицы и соосность ступицы с помощью индикатора часового типа. Устраните любые люфты; биение в несколько сотых миллиметра может проявляться в виде периодических колебаний и шума. Сбалансируйте ножевой узел; если вибрация появляется в определенных диапазонах оборотов, повторно проверьте крепежные элементы и балансировочные грузы.
Если после выравнивания на одном из секторов сохраняются «хвосты», следует предположить неровность матрицы или скол лезвия ножа. Запланируйте кратковременную остановку для осмотра поверхности матрицы и лезвия. В руководстве по устранению неполадок журнала Plastics Technology отмечается, что при образовании канавок может потребоваться шлифовка поверхности: https://www.ptonline.com/blog/post/mitigating-and-troubleshooting-underwater-pelletizing-issues.
Решение 2: Настройка температуры

Температура в момент резки определяет скорость затвердевания оболочки гранул. Сочетание контроля плавления с управлением технологической водой позволяет предотвратить образование цепей и хвостов.
Диапазоны температур плавления
Принцип: избегайте чрезмерного перегрева, который замедляет затвердевание поверхности. Используйте техническую документацию на вашу смолу для определения рекомендуемого диапазона температуры расплава, а затем, если на поверхности фильеры появляется образование цепей или размазывание, переходите к более холодному концу. Большие колебания температуры расплава могут имитировать эффект горячей воды и создавать прерывистые «хвосты».
Рекомендации: поддерживайте уровень расплава в пределах целевых значений TDS поставщика для конкретного типа и марки стали; стабилизируйте контуры управления экструдером/блоком управления перед включением ножей.
Температура и стабильность технологической воды
Второстепенный аспект SEO: температура и расход технологической воды.
Принцип: слишком горячая или нестабильная вода не может достаточно быстро “заморозить” оболочку гранул. Устройство для закалки и достаточный поток обеспечивают стабильное охлаждение в точке среза.
Показательный пример (проверьте у производителя/производителя смолы): на многих линиях по производству полиэтилена/полипропилена используется технологическая вода в умеренном диапазоне температур, например, 30–55 °C, с высокой стабильностью (±1–2 °C). Если увеличивается образование цепей, используйте более низкую температуру в пределах диапазона и проверьте поток. Поддерживайте сильную циркуляцию по поверхности фильеры; недостаточный поток приводит к рециркуляции горячей воды и столкновениям гранул. В центре знаний Plastics Technology обсуждается роль температуры и потока в технологическом охлаждении: https://www.ptonline.com/kc/process-cooling/operating/temperature-v-flow.
Для получения информации о базовых параметрах проектирования контуров и процедурах от производителя оборудования см. Брошюра компании Nordson BKG о системах водоподготовки, В документе описываются диапазоны регулирования температуры для контуров охлаждения полиэтилена/полипропилена, а также рассматриваются вопросы заполнения/дегазации контура и обеспечения стабильного потока перед началом работы режущего инструмента.
Влияние последовательности запуска
Предварительно заполните контур и удалите воздух, проверьте заданные значения, затем подсоедините резак. Включайте резку только после того, как расплав и вода придут в допустимые пределы. Это предотвратит преждевременное образование хвостов, вызванное резкими перепадами температуры или воздушными пузырьками на поверхности матрицы. Советы Рейна от MAAG также подчеркивают важность безопасного соединения и очистки: https://maag.com/wp-content/uploads/Rein-tips_eng_2022.pdf.
Решение 3: Материалы и покрытия ножей
Выбор материала и поверхности влияет на прилипание, износостойкость и стабильность кромок, особенно в случае с переработанными или наполненными смесями.
Подберите марку полимера и наполнителя в соответствии с их свойствами.
Для чистого среза неармированного полиэтилена/полипропилена часто достаточно инструментальных сталей, таких как D2 или HSS, при условии правильной термообработки. В качестве абразивных наполнителей (карбонат кальция, тальк, стекло) следует использовать порошковые металлургические марки или ножи с твердосплавными наконечниками, чтобы замедлить закругление кромки. Твердость должна быть достаточно высокой для износостойкости, но не настолько хрупкой, чтобы происходило сколы в месте контакта с матрицей.
Уменьшить прилипание и износ
Низкофрикционные твердые покрытия (например, TiN/TiCN) уменьшают адгезию и продлевают срок службы режущей кромки; коррозионностойкие покрытия могут помочь при агрессивном химическом составе воды. Отслеживайте срок службы режущей кромки по партиям и типам смол, чтобы уточнить свой выбор. Для получения дополнительной информации о выборе см. варианты материалов и покрытий лезвий: https://maxtormetal.com/industrial-knife-materials-guide/.
Данные о совместимости с OEM-производителями и контроле качества
Примечание: MAXTOR METAL — это наш продукт. Мы поставляем ножи из стали D2/HSS/PM и твердосплава с покрытием TiN/Cr, твердостью HRC 52–65 и прослеживаемостью контроля качества от сертификатов материалов до окончательной проверки. См. методы контроля и прослеживаемости: https://maxtormetal.com/metal-shear-blades-complete-troubleshooting-handbook-guide/.
Авторы заявляют о разделении технического и коммерческого контента. Приведенные здесь рекомендации независимы от редакционной политики; любые ссылки на продукцию носят иллюстративный характер. Значения параметров и заданные значения следует сверять с документацией производителя и результатами ввода в эксплуатацию на месте перед внедрением.
Решение 4: Водяной контур и поток

Геометрия потока, фильтрация и управление воздухом так же важны, как и температура. Равномерный, энергичный поток по поверхности матрицы предотвращает образование зон перегрева и столкновение гранул.
Скорость потока и направленность
Принцип: тангенциальное вхождение в камеру резки способствует спиральному потоку, который быстро сметает гранулы. Проверьте фактический расход с помощью встроенных расходомеров; отрегулируйте скорость насоса или байпас для поддержания целевого расхода и температуры. Попадание воздуха ухудшает закалку — при необходимости продуйте систему и используйте воздухоотделитель. В журнале Plastics Technology подчеркивается, что достаточный поток при контролируемой температуре имеет решающее значение для предотвращения образования цепей и хвостов: https://www.ptonline.com/articles/the-path-to-pellet-perfection.
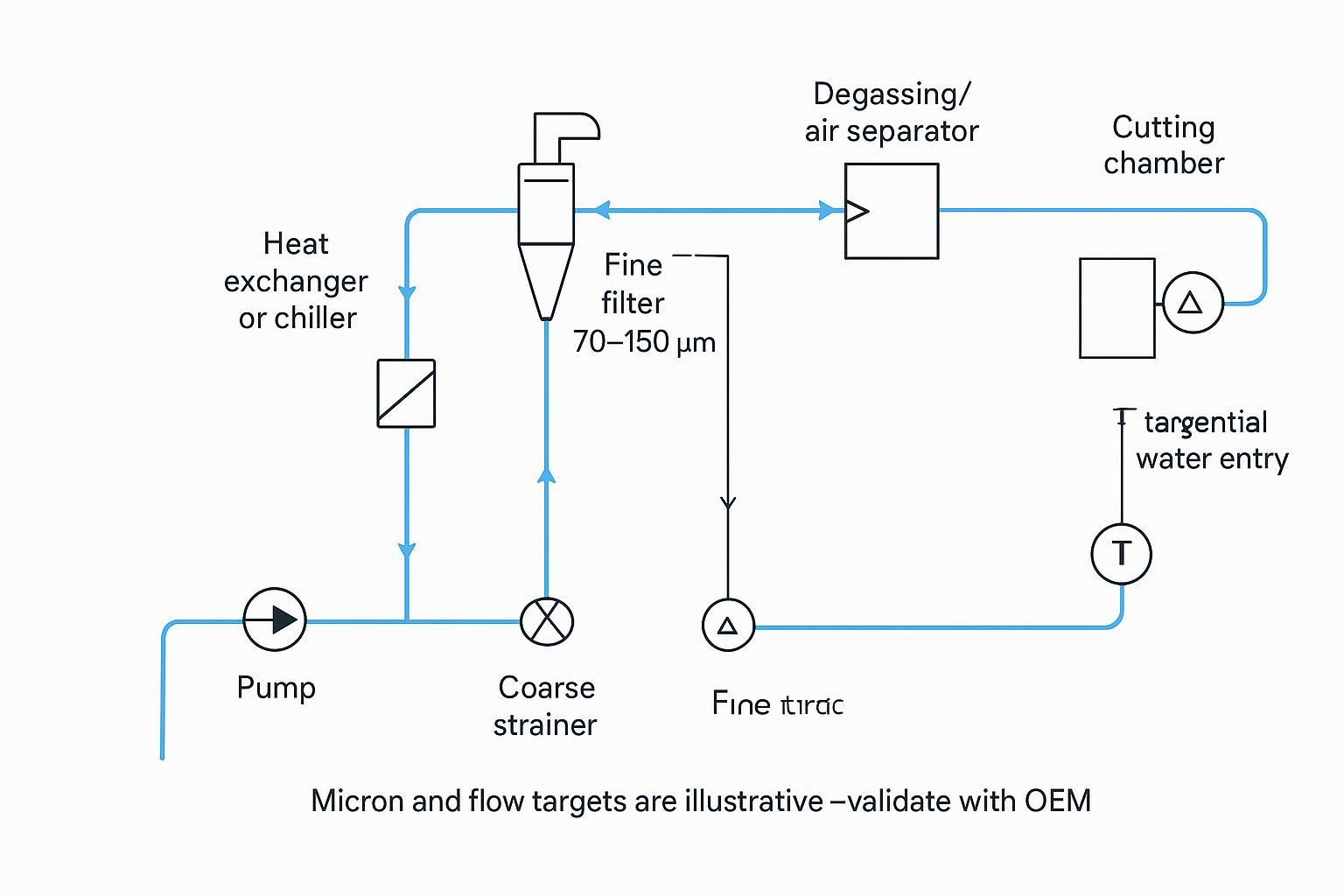
Фильтрация и дегазация
Не допускайте попадания мелких частиц в зону резки. Используйте поэтапную фильтрацию (например, крупноячеистый фильтр плюс более тонкий элемент). Показательный пример: 70–150 мкм в качестве исходного размера для полиолефинов общего назначения, затем ужесточение фильтрации при рециркуляции мелких частиц. Установите датчики перепада давления для инициирования замены фильтров до того, как поток прекратится.
Контроль окалины и твердости
Накипь от жесткой воды изолирует теплообменники и повышает эффективную температуру воды. Для контроля жесткости воды, поддержания чистоты теплообменников и регистрации разницы температур на входе и выходе необходимо проводить обработку воды, чтобы своевременно выявлять отклонения.
Исправление 5: Состояние поверхности кристалла
Качество резки напрямую зависит от качества обрабатываемой поверхности. Борозды, закругления и загрязнения проявляются в виде «хвостов».
Осмотрите, очистите и отполируйте.
Визуально осматривайте поверхность матрицы каждую смену. Если вы видите въевшийся мусор или шероховатую контактную полосу, запланируйте короткий перерыв для очистки и полировки. При появлении канавок может потребоваться шлифовка для восстановления плоской поверхности для чистого среза. В статье по устранению неполадок журнала Plastics Technology отмечается, что шлифовка поверхности матрицы может устранить постоянные «хвосты»: https://www.ptonline.com/blog/post/mitigating-and-troubleshooting-underwater-pelletizing-issues.
Состояние скважины и стратегия обеспечения ее открытой ствола
Забитые или частично заблокированные отверстия создают локальные дисбалансы потока, которые проявляются в виде секторных «хвостов» или удвоений. Во время переналадок или плановых остановок проверяйте состояние отверстий; открывайте только столько отверстий, сколько трубопровод может охладить и транспортировать без столкновений.
Нагреватели кристаллов и равномерность теплового режима
Неравномерная температура в зонах кристаллизации приводит к различиям в вязкости между секторами. Проверьте исправность термопар и производительность контроллера зоны; стремитесь к высокой однородности, соответствующей возможностям производителя, и сопоставьте отклонения температуры в секторах с качеством гранул, чтобы выявить скрытые проблемы.
Заключение
В первую очередь следует проводить быструю настройку параметров (температура и расход технологической воды, давление/скорость ножа) перед механическими проверками (выравнивание, балансировка), а затем — мероприятиями по техническому обслуживанию (замена ножа, шлифовка матрицы, обслуживание фильтра). Отслеживайте результаты с помощью изменений одной переменной, регистрации контроля качества и запланированных интервалов для проверки ножей, поверхности матрицы и обслуживания системы водоснабжения. За несколько циклов вы сможете выработать стабильный диапазон качества и уменьшить количество отходов без метода проб и ошибок.
Пример из практики (анонимизированный иллюстративный случай — не опубликованное исследование): Североамериканская компания по переработке отходов, использующая гранулятор с водяным кольцом типа Gala для переработки полипропилена с добавлением 30% CaCO3, сообщила о количестве отходов 5,2% по весу (измеренное количество отходов на 1000 гранул ≈50). Команда снизила температуру технологической воды с 48 до 38°C, увеличила поток в контуре примерно на 20%, повысила скорость ножа на 10% и скорректировала перекрытие с ~8% до ~15% (иллюстративный пример). Результат: количество отходов снизилось до 0,6% (≈8 на 1000 гранул) за две производственные смены, а еженедельное время безотказной работы улучшилось примерно на 6 часов. Параметры приведены только в качестве примера; необходимо проверить данные производителя и содержание растворенных твердых веществ в смоле.
Избранные источники
- Технология производства пластмасс — Смягчение и устранение проблем, связанных с подводным гранулированием (2020): https://www.ptonline.com/blog/post/mitigating-and-troubleshooting-underwater-pelletizing-issues
- Технология производства пластмасс — температура и текучесть (2025): https://www.ptonline.com/kc/process-cooling/operating/temperature-v-flow
- Технология производства пластмасс — путь к совершенству гранул (2023): https://www.ptonline.com/articles/the-path-to-pellet-perfection
- MAAG (Gala) — Советы по уборке/безопасности (2022): https://maag.com/wp-content/uploads/Rein-tips_eng_2022.pdf