
Введение
Стекловолокно превращает обычный процесс гранулирования полиолефинов в абразивную суспензию. Каждая измельченная нить ведет себя как микроскопический напильник, ускоряя закругление кромок лезвий и вырезая едва заметные бороздки на поверхности фильеры. Результат? Поднимающиеся мелкие частицы и хвосты, усиление вибрации и более частая замена или переточка лезвий. При гранулировании полипропилена/полиэтилена с использованием стекловолокна 10–40% на поверхности фильеры/в водном кольце (под водой) этот износ проявляется быстрее и обходится дороже из-за потери времени работы и необходимости восстановления фильеры, чем при гранулировании без наполнителя.
Истирание — это только половина дела. Химический состав воды, температурная стабильность и выравнивание также влияют на скорость затупления или сколов кромок. Если эти факторы изменяются, вы платите дважды — сначала за качество гранул, а затем за общую стоимость тонны.
В этом руководстве основное внимание уделяется практическим, проверенным на практике решениям для подводных систем: материалам и покрытиям лопастей, устойчивым к истиранию стекловолокном, способам сопряжения лопастей с матрицей, а также методам настройки и технического обслуживания, позволяющим снизить количество мелких частиц и защитить поверхность матрицы. На протяжении всего руководства мы опираемся на информацию от производителей оборудования и металлургов, и, естественно, используем ключевое слово: лопасти гранулятора, армированные стекловолокном.
Если ваша цель — увеличение срока службы и снижение себестоимости тонны продукции, то оптимизация конструкции лопастей гранулятора, армированных стекловолокном, — это наиболее прямой рычаг, который вы можете контролировать.
Основные выводы
Наполненные стекловолокном полипропилен/полиэтилен увеличивают абразивный износ, поэтому начинайте с материалов, которые его выдерживают. Твердосплавные и порошковые инструментальные стали с высоким содержанием ванадия обеспечивают самый длительный срок службы; выбирайте твердосплавные стали для максимального износа при отличном выравнивании или порошковые стали, когда вам нужна прочность и легкая заточка. В подводных камерах тонкие, устойчивые к коррозии PVD-пакеты (например, основание из нитрида хрома с низкофрикционным верхним слоем) помогают контролировать трение и износ — просто уточните параметры шлифовки у вашего специалиста по нанесению покрытия, чтобы кромки можно было заточить без расслоения. Наконец, поддерживайте баланс системы: подбирайте совместимые материалы лезвий и штампов, сохраняйте плоскостность/чистоту поверхности штампа, используйте максимально легкий постоянный контакт, стабилизируйте температуру/поток воды и фильтрацию, а также поддерживайте дисциплинированный ритм осмотра и заточки с помощью самоцентрирующихся ступиц, где это возможно.
Что нужно измерить (чтобы рекомендации можно было проверить)
Отслеживайте небольшой набор ключевых показателей эффективности (KPI) при каждом запуске и привязывайте корректировки к наблюдаемым сигналам, а не к «ощущениям». Простой журнал, включающий перечисленные ниже пункты, обычно достаточен для определения того, с чем вы боретесь: износом лезвий, состоянием поверхности матрицы, выравниванием или загрязнением контура водяного охлаждения.
| Ключевые показатели эффективности для отслеживания | Почему это важно в случае полипропилена/полиэтилена, армированного стекловолокном | Практический триггерный сигнал (нечисловой) |
|---|---|---|
| Срок службы лезвия между заточками/заменами | Непосредственный фактор, определяющий время безотказной работы и стоимость тонны продукции. | Радиус кромки увеличивается; контактное давление требует частого повышения; хвосты поднимаются при неизменных настройках. |
| Содержание мелких фракций (ppm или % по данным сита) | Основная жалоба на качество гранул в сервисе GF. | При транспортировке увеличивается пылеобразование; пылесборник для мелких частиц загружается быстрее; в упаковке появляется больше «снега». |
| Частота выпадения хвостов/усов | Указывает на неполный срез или канавки на поверхности матрицы. | На гранулах видны хвостики; жалобы клиентов на внешний вид; засорение фильтров на последующих этапах производства. |
| Интервал восстановления поверхности кристалла | Канавки являются ускорителем износа, который создает повышенное давление. | Борозды углубляются; следы от пуль концентрируются; на дробинках видны зазубрины или разброс размеров. |
| Динамика вибрации/шума режущего инструмента. | Показатель дисбаланса, неравномерного контакта или износа ступицы. | Вибрация усиливается при постоянной частоте вращения; слышен стук во время резки. |
| Фильтрация в замкнутом контуре воды: разница давлений (ΔP) и прозрачность. | Рециркуляция абразивного материала способствует нарезанию канавок и закруглению кромок. | Фильтры засоряются быстрее; вода мутнеет; на поверхности матрицы образуются отложения. |
Полезный совет: если показатель KPI изменяется, меняйте только одну переменную за раз (скорость подачи, обороты двигателя, температура расплава, температура/расход воды, фильтрация) и документируйте результаты до и после, чтобы зафиксировать оптимальный диапазон параметров для данной рецептуры.
Долговечные материалы для лезвий

Выбор правильного материала — важнейший фактор, определяющий долговечность абразивных материалов, содержащих стеклонаполнители. Представьте себе выбор материала как установку «потолка» срока службы между шлифовальными работами, а покрытия и подготовка материала определяют, насколько близко вы приблизитесь к этому потолку.
Варианты карбида вольфрама
Для максимальной износостойкости карбид вольфрама (включая ножи с твердосплавными наконечниками) располагается сверху. Его твердые карбидные фазы выдерживают резание и скользящий контакт с расплавленным материалом, содержащим волокна, особенно при длительной и стабильной работе, где выравнивание хорошо контролируется. Компромисс заключается в более низкой трещиностойкости: при чрезмерном давлении, смещении или ударе во время запуска твердосплавные кромки могут микросколы. Кроме того, карбид менее устойчив к агрессивному контакту лезвия с матрицей.
Твердосплавные материалы используются не только для лезвий — многие поверхности фильер и износостойкие вставки в процессе гранулирования полиолефинов используют специально разработанные твердосплавные материалы для замедления образования канавок и снижения частоты восстановления, что отражено в ассортименте фильер для гранулирования и износостойких накладок для деталей, подверженных абразивному износу/эрозии, от компании Kennametal. См. обсуждение упрочнения поверхности ниже и обзор решений из твердосплавных фильер для полиолефинов от поставщика в следующем ресурсе: Пресс-формы и износостойкие материалы для гранулирования Kennametal (дата обращения: 2026).
Когда следует выбирать твердосплавные пильные полотна: при длительных кампаниях с использованием однородных составов, при строгом контроле соосности и при необходимости максимально больших интервалов между переточками или заменой полотен.
Для команд, занимающихся закупками и сравнивающих различные варианты, данное внутреннее руководство по «лезвия грануляторов с твердосплавными наконечниками» описывает области применения и компромиссы при переработке пластмасс: Обзор продукции: лезвия для гранулирования пластика..
ПМ высокованадиевые инструментальные стали
Высокованадиевые инструментальные стали, полученные методом порошковой металлургии (ПМ) — аналоги CPM 10V/15V и быстрорежущих сталей семейства, таких как M4, — содержат мелкодисперсные твердые карбиды ванадия, обеспечивая превосходную износостойкость и значительный запас прочности по сравнению с полностью карбидными сталями. В условиях подводной эксплуатации в условиях стекловолокна эта прочность помогает предотвратить сколы кромок при кратковременном контакте или незначительном смещении, при этом превосходя по долговечности обычные стали M2/D2.
В типовых технических характеристиках продукции Uddeholm представлен баланс износостойкости и ударной вязкости:
- Шлам Vanadis 8 SuperClean демонстрирует очень высокую износостойкость при холодной обработке и обладает улучшенной прочностью по сравнению со шламом D2. См. Технический паспорт Uddeholm Vanadis 8 (дата обращения: 2026).
- Сталь Vanadis 23 и 60 расширяют семейство износостойких порошковых сталей, при этом Vanadis 60, согласно сравнительным таблицам Uddeholm, демонстрирует самые высокие показатели износостойкости в своем классе: Ванадис 60 СуперКлин (дата обращения: 2026).
Когда следует выбирать порошковые стали: вам необходимы длительный срок службы, надежная заточка и защита от сколов. Многие производители подводных стальных конструкций считают порошковые высокопрочные стали оптимальным компромиссом по соотношению цены и качества.
M2 и D2 в качестве базовых показателей
Стали M2 и D2 остаются распространенными базовыми вариантами, но при использовании в условиях 10–40% GF ожидается меньший срок службы. Карбиды хрома в стали D2 улучшают износостойкость по сравнению с простыми инструментальными сталями, однако порошковые высококлиновые стали обычно превосходят ее при сильном абразивном воздействии. Высокоскоростная сталь M2 обеспечивает хорошую твердость при высоких температурах, но уступает порошковым высококлиновым сталям и карбидам по абразивной стойкости в полиолефинах, армированных стекловолокном. Если бюджет требует использования M2/D2, следует рассмотреть защитные покрытия и более частую заточку.
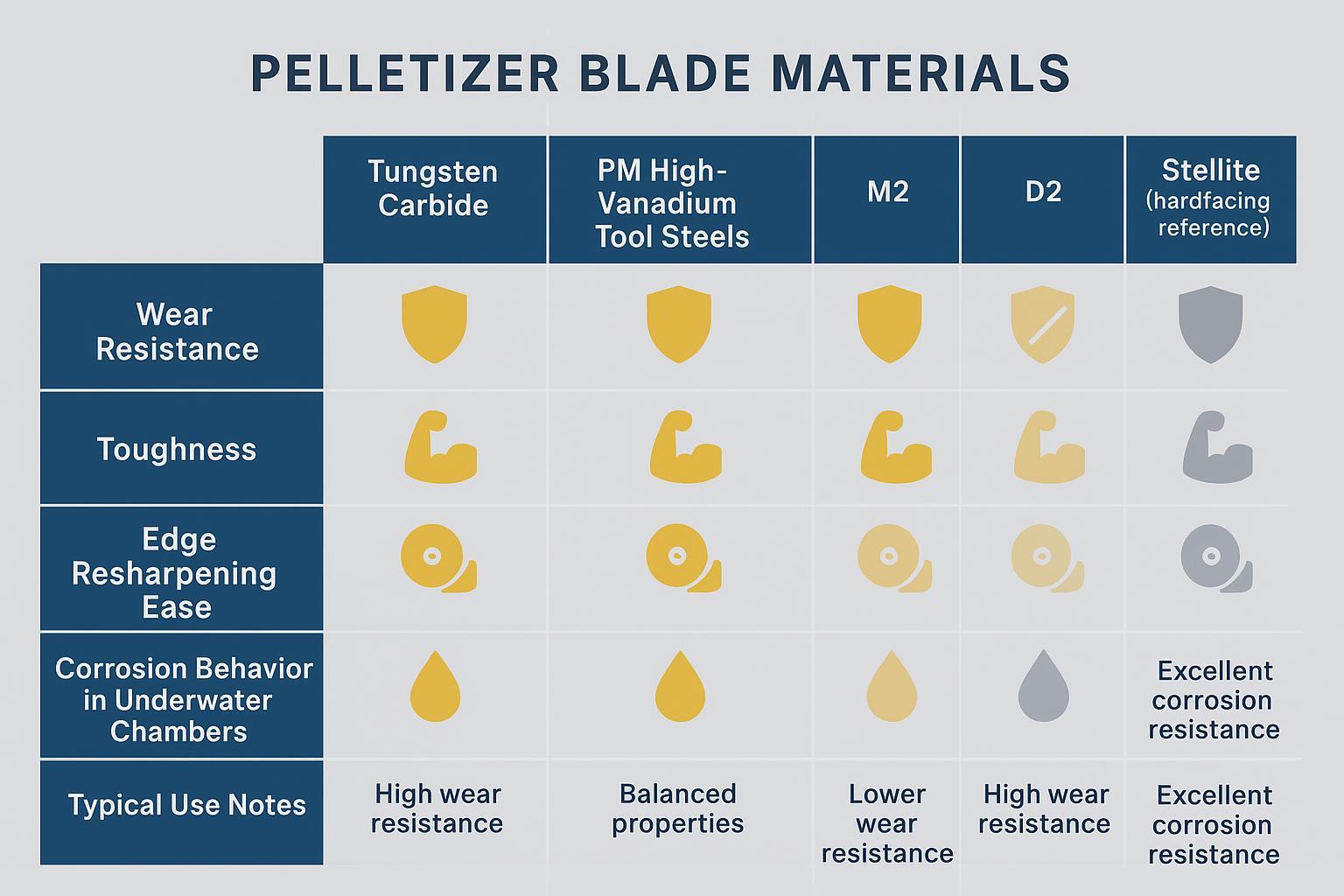
Быстрое сравнение скорости выбора материалов:
| Материал | Относительная износостойкость | Относительная прочность | Легкость повторной заточки | Поведение во влажной среде/при коррозии | Примечание по типичному использованию |
|---|---|---|---|---|---|
| Карбид вольфрама | Самый высокий | Ниже | Умеренный (специальные колеса) | Хорошо работает с подходящим связующим веществом; инертная поверхность. | Длительные, стабильные кампании GF, в которых достигается тесная согласованность позиций. |
| ПМ высокопористые инструментальные стали | Очень высокий | Средне-высокий | Высокая степень помола (стандартный помол) | Хорошо; преимущества защитного ПВД | Сбалансированный выбор для GF в случаях, когда существует риск сколов. |
| Д2 | Середина | Средне-низкий | Высокий | Умеренная степень опасности; без защиты может образовывать ямки. | Базовый бюджет; в сочетании с покрытием и более четким ритмом |
| М2 | Средне-низкий | Середина | Высокий | Умеренная твердость; высокая твердость в горячем состоянии способствует улучшению качества. | Более короткие производственные циклы; переход от базовых инструментальных сталей к более высококачественным материалам. |
| Стеллит (наплавляемое покрытие) | Н/Д (наложение) | Н/Д | Восстановлена поверхность. | Хорошая коррозионная/эрозионная стойкость | Накладки на поверхность штампа/износостойкие накладки для замедления образования канавок |
Модернизация поверхностной инженерии

Технология обработки поверхностей позволяет точно регулировать трение, коррозионное поведение и стабильность кромок в условиях влажной абразивной среды. Доминируют два типа покрытий: тонкопленочные PVD/CVD-покрытия на лопатках и упрочняющие наплавки на штампах и износостойких поверхностях.
PVD/CVD покрытия для контроля износа
В подводных камерах наилучшие результаты показывают покрытия, обеспечивающие защиту как от истирания, так и от коррозии. Практические пакеты покрытий часто начинаются с коррозионностойкой основы (например, CrN) для обеспечения адгезии и химической стабильности, с верхним слоем с низким коэффициентом трения и износостойкостью (например, варианты DLC или TiAlN в зависимости от шлифовки и температуры). Лидеры отрасли отмечают роль PVD в суровых условиях, подверженных коррозии и эрозии; например, компания Oerlikon в своих отчетах для инвесторов и ежегодных отчетах предлагает решения по покрытиям для сложных условий эксплуатации во влажных средах: Презентация для инвесторов компании Oerlikon о передовых технологиях PVD-покрытия (2024) (дата обращения: 2026).
Компания Ionbond представляет серию Tribobond, предназначенную для работы в коррозионно-активных и износостойких средах, и описывает стратегии нанесения слоев, включая предварительную обработку, которые обеспечивают долговечность во влажных условиях: Семейства ионно-связанных покрытий для агрессивных сред (дата обращения: 2026). Хотя эти источники не относятся конкретно к конкретным типам лезвий, они соответствуют опыту работы в камерах для влажного гранулирования.
Используйте тонкие пленки (≈2–4 мкм) на режущих кромках для сохранения геометрии и обеспечения контролируемой заточки. Всегда уточняйте характеристики шлифовального круга, охлаждающей жидкости и подачи у вашего оборудования для нанесения покрытия, чтобы избежать расслоения во время шлифовки.
Накладные защитные покрытия (например, Stellite)
Упрочняющее покрытие защищает поверхности, которые не должны быстро изнашиваться, — в первую очередь, поверхность матрицы и любые изнашивающиеся кольца или вставки вокруг зоны резки. Для замедления образования канавок от абразивного износа стекловолокном и микрочастиц используются покрытия на основе кобальтового стеллита и карбида вольфрама. В документации Conforma Clad компании Kennametal описаны покрытия на основе стеллита 720 и карбида вольфрама для контроля абразивного износа/эрозии в суровых промышленных условиях: Kennametal Conforma Clad — обзор облицовочных материалов на основе суспензии. (дата обращения: 2026).
Совместимость с покрытием и заточкой
- Наносите покрытия тонким и равномерным слоем вблизи края; избегайте чрезмерно толстых пленок, полученных методом химического осаждения из газовой фазы (CVD), на заточенных кромках, если только это не подтверждено для повторной заточки.
- Согласуйте параметры заточки (тип круга, зернистость, охлаждающая жидкость, давление) с поставщиком покрытия. Для некоторых DLC-покрытий предпочтительны определенные химические составы кругов и проходы при низком давлении.
- График повторного нанесения покрытия должен соответствовать вашей частоте заточки; отслеживайте геометрию кромки, чтобы обновление пленки происходило до того, как функциональная толщина упадет ниже целевого значения.
Сопоставьте лезвие и матричную пластину.
Правильный подбор пары предотвращает порочный круг: канавки → хвосты → дополнительное давление → ускоренный износ.
Сочетание твердости и металлургия
Избегайте чрезмерно твердых сочетаний материалов, которые могут привести к повреждению обоих компонентов. Небольшое смещение твердости и совместимость материалов помогают контролировать износ системы. На практике это означает сочетание износостойкой подложки лезвия (твердосплав или порошковая металлургия с высоким V-образным профилем) с поверхностью матрицы, чистота и плоскостность которой тщательно поддерживаются, с использованием упрочняющей наплавки там, где это необходимо. При наличии, следуйте рекомендациям вашего производителя по твердости и сочетанию материалов, а не используйте общие значения.
Качество и плоскостность поверхности штампа
Состояние поверхности матрицы является одним из главных факторов, предсказывающих образование мелких частиц и хвостов. Канавки действуют как направляющие, которые тянут лезвие, повышая нагрузку и создавая необработанные нитевидные кристаллы. Поддерживайте поверхность матрицы ровной и гладкой; проведите шлифовку/полировку до того, как канавки начнут распространяться. В рекомендациях Davis-Standard по устранению неполадок плохое состояние поверхности матрицы связывается с дефектами гранул и рекомендуется восстановление поверхности в качестве корректирующего действия. См.: Методика устранения неполадок Davis-Standard, связанных с качеством гранул (2021).
Вопросы выбора между подводным и береговым подводным пространством.
Подводная (погружение матрицы в воду) резка расплава происходит, пока он еще мягкий, что снижает механическую нагрузку при резке по сравнению с гранулированием нитями — это особенно полезно при работе со стеклонаполненными компаундами, которые в полностью затвердевшем состоянии могли бы повредить кромки лезвий. Обзор проблем подводного гранулирования, представленный в журнале Plastics Technology, подтверждает, что управление водным балансом и температурный баланс имеют центральное значение для качества и долговечности таких систем: Технология пластмасс — смягчение последствий и устранение неполадок при гранулировании под водой (2020).
Для получения более подробной информации о специфических особенностях лопастей для подводной эксплуатации см. этот внутренний обзор: Руководство по выбору лопастей для подводных грануляторов.
Настройка для проходов с заполнением стеклом

Примечание по технике безопасности и проверке: При замене лезвий, регулировке ступицы или восстановлении поверхности матрицы следуйте процедурам блокировки/маркировки и обслуживания, установленным производителем гранулятора. Настройки производителя следует рассматривать как определяющие. Для лезвий с покрытием перед заточкой убедитесь в использовании утвержденного поставщиком покрытия шлифовального круга, охлаждающей жидкости и стратегии прохода, чтобы снизить риск расслоения.
Настройка контакта, зазора, скорости и теплового баланса — вот где многие предприятия выигрывают или проигрывают в борьбе за тонкость резания. Небольшое изменение одной переменной может повлиять на качество резки и скорость износа, поэтому документируйте настройки и меняйте только один параметр за раз. Как узнать, с какого рычага начать? Начните там, где риск наиболее высок: контактное давление и выравнивание.
Контроль контактов и зазоров
- Настройте подачу лезвия таким образом, чтобы обеспечить чистое разрезание с минимальным и равномерным контактом. Избыточное давление ускоряет образование канавок на поверхности матрицы, особенно при работе со стекловолокном.
- Убедитесь в ровном и плотном контакте по всей дуге. Неравномерный контакт приводит к образованию локальных следов износа и сколов.
- Если ваша система это поддерживает, используйте самоцентрирующиеся режущие ступицы и систему контроля положения для поддержания стабильного контакта при термическом расширении и незначительных биениях. В каталоге MAAG представлены ступицы MAP (ручные), EAC (электронные) и другие конструкции, которые помогают поддерживать равномерное положение лезвия относительно матрицы в процессе производства: Электронно-регулируемый гранулятор MAAG EAC (2026) и Гранулизатор MAAG MAP с ручной регулировкой (2024).
Скорость, нагрузка и тепло
- Скоординируйте скорость резания с температурой расплава и давлением матрицы. Слишком быстрая резка на холодном расплаве увеличивает механическую нагрузку, что приводит к закруглению кромок или образованию микросколов.
- Если при постоянном давлении вы наблюдаете «размазывание» или образование «хвостов», попробуйте незначительно отрегулировать частоту вращения режущего инструмента или температуру расплава, чтобы улучшить качество резки, не перегружая кромку.
Системы охлаждения и водоподготовки
- Поддерживайте температуру и расход воды в пределах типичного диапазона, используемого производителем оборудования для полипропилена/полиэтилена (часто нет необходимости превышать ~70 °C). Стабильность важнее, чем погоня за одним конкретным показателем. Быстрое охлаждение может привести к образованию пустот или хрупких пленок, которые рассыпаются на мелкие частицы; слишком высокая температура способствует образованию цепей или слипанию.
- Интенсивно фильтруйте петлю. Захваченные частицы абразива (включая осколки стекла) рециркулируют к поверхности матрицы и лезвиям, углубляя канавки.
- Следите за химическим составом воды (pH, жесткость), чтобы ограничить коррозию, которая подмывает покрытия или способствует образованию отложений на поверхности кристалла.
Техническое обслуживание, предотвращающее наложение штрафов.
Иллюстративный пример (не гарантирует работоспособность).
На линии подводного гранулирования полипропилена со стекловолокном ~30% средней и высокой производительности наблюдается устойчивый рост количества мелких частиц и периодические «хвосты», несмотря на то, что оператор постоянно увеличивает подачу лезвия для обеспечения чистого среза. Осмотр показывает концентрированные следы по всей дуге режущего инструмента и раннее образование борозд на поверхности матрицы.
Что было изменено (по одному рычагу за раз):
- Механические характеристики: проверена самоцентрировка ступицы и скорректирован неравномерный контакт, благодаря чему лезвие более равномерно перемещается по поверхности матрицы.
- Технологический процесс: снижена контактная нагрузка до минимального стабильного значения, затем точно отрегулирована частота вращения режущего инструмента для устранения вибрации без размазывания материала.
- Водяной контур: улучшенная дисциплина фильтрации (более частая замена фильтрующих элементов и более точный контроль ΔP) для уменьшения количества рециркулируемых частиц песка.
- Изнашиваемые детали: вместо стандартной инструментальной стали была использована более прочная, износостойкая подложка (часто это порошковая высокованадиевая сталь), а также тонкий, устойчивый к коррозии PVD-пакет, проверенный на возможность повторной заточки.
Как оценивался успех:
- По данным ситовых проверок, тенденция к уменьшению количества мелких частиц стабилизировалась, а хвостовые части стали встречаться реже.
- Требуемое продвижение лезвия за смену перестало «ползуче увеличиваться», что указывает на замедление закругления кромки.
- Рост канавок на поверхности матрицы замедлился, что увеличило интервал до повторного восстановления.
Примечание: Ваши результаты будут зависеть от состава, производительности, конструкции режущего механизма, металлургии/чистоты поверхности матрицы и химического состава воды. Используйте приведенную выше таблицу KPI для проверки изменений и документирования вашего собственного диапазона настроек.
Профилактические мероприятия превращают непредсказуемое образование сколов и канавок в плановые работы по подравниванию. Суть в следующем: не ждите, пока количество штрафов резко возрастет — используйте визуальные и позиционные индикаторы, чтобы запускать действия раньше.
Проверка и оттачивание ритма
Определите частоту заточки, отслеживая количество часов, производительность и количество мелких фракций в минуту. Высокопрочные стали, используемые в порошковой металлургии, часто увеличивают интервалы заточки по сравнению со сталями M2/D2 в условиях эксплуатации в стекловолоконных станках; твердосплавные заготовки могут работать дольше всего при отличном выравнивании. Используйте максимально легкую заточку, чтобы восстановить геометрию кромки и сохранить целостность слоев покрытия после нанесения, и планируйте повторное нанесение покрытия с интервалом, кратным вашему интервалу заточки. Для безопасной, пошаговой смены заточки и обслуживания обратитесь к этому внутреннему стандарту выполнения операций: Как безопасно и эффективно заменить лезвия на лицевой стороне матрицы гранулятора.
Проверка соосности и самоцентрирующиеся ступицы
Убедитесь в равномерном контакте по всей дуге на каждой запланированной остановке; любые концентрированные следы указывают на смещение. Проверьте работу самоцентрирующейся ступицы, если она имеется; изношенные шарниры или пружины сводят на нет намерение поддерживать постоянное давление и вызывают локальное образование канавок. В документации производителей подводных систем особое внимание уделяется этим механизмам, поскольку они стабилизируют положение лопастей под воздействием термических и гидравлических нагрузок: MAAG — категория подводных систем гранулирования (дата обращения: 2026).
Диагностика износа и устранение неисправностей.
Общие закономерности подскажут, что нужно скорректировать дальше.
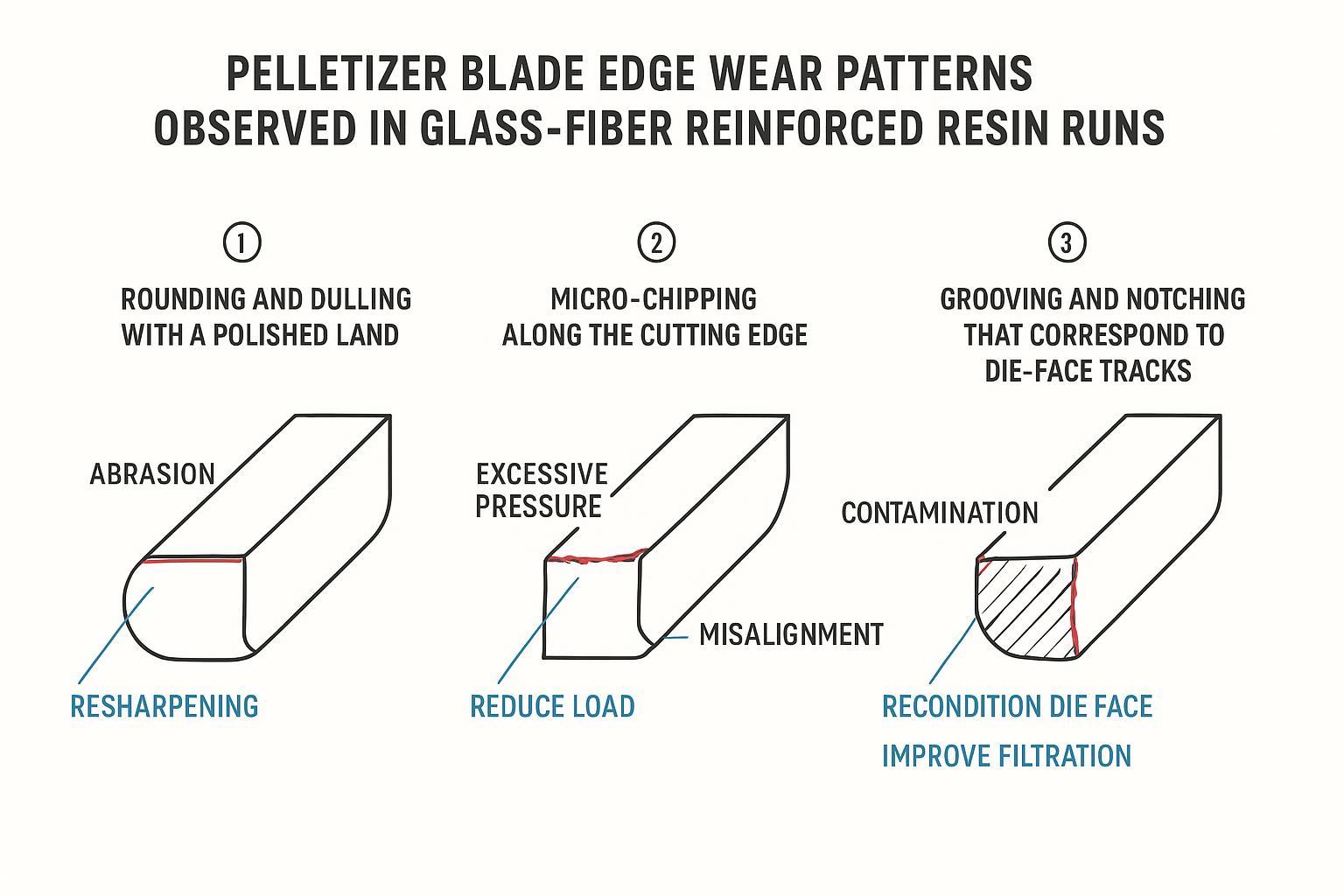
Закругление/полировка поверхности обычно требует небольшого увеличения скорости вращения или повторной заточки, а иногда и небольшой регулировки оборотов или температуры плавления. Микросколы указывают на чрезмерное контактное давление или смещение; уменьшите нагрузку, проверьте выравнивание или выберите более прочную подложку или другой тонкопленочный слой. Образование канавок/выемок — это в первую очередь вопрос обработки поверхности кристалла и фильтрации: восстановите поверхность, улучшите фильтрацию, убедитесь в равномерном контакте и пересмотрите свой план нанесения упрочняющего покрытия.
Заключение

Абразивные стекловолокна повреждают кромки и поверхности штампов, но при правильном выборе подложки, технологии обработки поверхности и дисциплинированной настройке/техническом обслуживании можно проводить более длительные и стабильные производственные циклы с меньшими затратами на тонну. На практике для многих подводных линий по производству полипропилена/полиэтилена оптимальным сочетанием являются пластины из порошковой металлургии из высокованадиевой стали или карбида, тонкие коррозионностойкие PVD-пакеты там, где это необходимо, безупречное состояние поверхности штампа и системы выравнивания, обеспечивающие стабильный контакт.
Контрольный список — решения, продлевающие срок службы лезвий и позволяющие измельчать мелкие частицы.
- Материал: выберите твердосплав для максимального износа и точной центровки или порошковую высокованадиевую сталь для прочности и длительного срока службы в условиях воздействия атмосферных явлений.
- Покрытия: рассмотрите многослойные покрытия на основе CrN с низкофрикционными верхними слоями; делайте пленки тонкими и уточняйте параметры повторного измельчения у оператора установки для нанесения покрытий.
- Сочетание лезвия и матрицы: избегайте экстремальных комбинаций твердых материалов; поддерживайте плоскость/чистоту поверхности матрицы; наносите упрочняющее покрытие в местах начала образования канавок.
- Настройка: установить минимально возможный постоянный контакт; сбалансировать частоту вращения режущего инструмента с температурой расплава; стабилизировать температуру/поток воды и фильтрацию.
- Техническое обслуживание: определить частоту заточки по производительности и количеству мелких заточек в минуту; проверить работу самоцентрирующейся втулки; своевременно диагностировать износ и принимать соответствующие меры.
Томми Танг — старший инженер по продажам в компании Nanjing METAL с 12-летним опытом работы в области поддержки операций гранулирования под водой (на поверхности матрицы/в водонапорном кольце) и подбора износостойких деталей для абразивных стеклонаполненных компаундов. Квалификация: CSE, CME, Six Sigma Green Belt, PMP.
Примечание к методике: Рекомендации в данном руководстве отдают приоритет руководствам производителя оборудования, металлургическим спецификациям и наблюдаемым видам износа (закругление, сколы, образование борозд). Всегда проверяйте окончательную совместимость лезвия и матрицы, пакет покрытия и параметры шлифовки у производителя грануляторов и поставщика покрытий.
Дополнительная литература и источники
- Устранение неполадок OEM-производителем, связанных с дефектами гранул и состоянием поверхности матрицы: Davis-Standard — устранение распространенных проблем с качеством гранул (2021).
- Настройка и проблемы подводных систем: Технология производства пластмасс — решение проблем, связанных с гранулированием под водой (2020).
- Методы обработки твердосплавных штампов/износостойких поверхностей: Kennametal — обзор пресс-форм для гранулирования.
- Высокопористые стали, полученные методом порошковой металлургии, и данные об износе: Техническая спецификация Uddeholm — Vanadis 8 и Ванадис 60 СуперКлин.
- PVD-покрытия, используемые в суровых условиях эксплуатации во влажных средах: Oerlikon — презентация для инвесторов о передовых технологиях нанесения покрытий (2024) и Ionbond — семейство покрытий для агрессивных сред..
4 ответа
Я думаю, на этом сайте есть замечательная информация для всех :D.
Спасибо!
Отличный пост. Каждый день я узнаю что-то новое и интересное на совершенно разных блогах. Всегда интересно читать контент других авторов и перенимать что-то полезное из их опыта. Я бы хотел использовать некоторые из этих материалов в своем блоге, если вы не против. Конечно, я дам ссылку на ваш блог. Спасибо за то, что поделились.
Спасибо. Конечно, можете.