
Introdução
As fibras de vidro transformam uma granulação comum de poliolefina em uma pasta abrasiva. Cada filamento picado comporta-se como uma lima microscópica, acelerando o arredondamento das arestas das lâminas e criando sulcos tênues na face da matriz. O resultado? Aumento de finos e rejeitos, vibração crescente e trocas ou reafiações de lâminas mais frequentes. Na granulação de PP/PE com fibra de vidro 10-40% em matriz/anel de água (subaquática), esse desgaste se manifesta mais rapidamente e gera maiores custos em termos de tempo de inatividade perdido e recondicionamento da matriz do que em granulações sem fibra.
A abrasão é apenas metade da história. A composição química da água, a estabilidade da temperatura e o alinhamento também influenciam a rapidez com que as bordas perdem o fio ou lascam. Se essas variáveis mudarem, você paga duas vezes: uma na qualidade dos grânulos e outra no custo total por tonelada.
Este guia concentra-se em opções práticas e comprovadas em campo para sistemas subaquáticos: materiais e revestimentos de lâminas que resistem à abrasão da fibra de vidro, como combinar a lâmina com a placa da matriz e as etapas de configuração e manutenção que reduzem a formação de partículas finas e protegem a face da matriz. Ao longo do texto, fundamentamos as recomendações em fontes de fabricantes de equipamentos originais (OEMs) e metalúrgicas e utilizamos a palavra-chave principal de forma natural: lâminas de granulador reforçadas com fibra de vidro.
Se sua missão é aumentar a vida útil e reduzir o custo por tonelada, otimizar as lâminas do granulador com fibra de vidro é a alavanca que você controla mais diretamente.
Principais conclusões
O PP/PE com carga de fibra de vidro aumenta o desgaste abrasivo, portanto, comece com substratos que o suportem. Os aços-ferramenta de carboneto e metalurgia do pó com alto teor de vanádio oferecem a maior vida útil; escolha o carboneto para máxima durabilidade quando o alinhamento for excelente, ou os aços metalurgia do pó quando precisar de tenacidade e facilidade de reafiação. Em câmaras subaquáticas, camadas finas de PVD resistentes à corrosão (por exemplo, uma base de CrN com uma camada superior de baixo atrito) ajudam a controlar o atrito e o desgaste — basta confirmar os parâmetros de retificação com o fornecedor para que as arestas possam ser reafiaadas sem delaminação. Por fim, mantenha o sistema equilibrado: combine materiais de lâmina e matriz compatíveis, preserve a planicidade/acabamento da face da matriz, mantenha o contato mais leve e consistente possível, estabilize a temperatura/fluxo e a filtragem da água e mantenha inspeções e afiações regulares com cubos autoalinháveis, quando disponíveis.
O que medir (para que as recomendações sejam testáveis)
Monitore um pequeno conjunto de KPIs a cada execução e vincule os ajustes a sinais observáveis, em vez de à "sensação". Um registro simples que inclua os itens abaixo geralmente é suficiente para identificar se você está lidando com desgaste da lâmina, condição da face da matriz, alinhamento ou contaminação do circuito de água.
| Indicador-chave de desempenho (KPI) a ser monitorado | Por que isso é importante em PP/PE com carga de vidro? | Sinal de disparo prático (não numérico) |
|---|---|---|
| Vida útil da lâmina entre reafiações/trocas | Fator determinante do tempo de atividade e do custo por tonelada | O raio da borda aumenta; a pressão de contato precisa ser aumentada com frequência; as caudas se elevam com as configurações inalteradas. |
| Nível de partículas finas (ppm ou % por peneiramento) | Principal reclamação sobre a qualidade dos pellets no serviço GF | A geração de poeira aumenta durante o transporte; o coletor de partículas finas carrega mais rapidamente; mais "neve" nas embalagens. |
| Taxa de caudas/bigodes | Indica corte incompleto ou sulcos na face da matriz. | Caudas visíveis nos grânulos; reclamações estéticas de clientes; entupimento das telas a jusante |
| Intervalo de recondicionamento da face do chip | Os sulcos são o acelerador do desgaste que força uma pressão maior. | Sulcos se aprofundam; marcas de testemunho se concentram; grânulos apresentam entalhes ou variação de tamanho. |
| tendência de vibração/ruído da máquina de corte | Indicador de desequilíbrio, contato irregular ou desgaste do cubo | A vibração aumenta em rotações constantes; ruído audível durante o corte. |
| ΔP e clareza da filtração em circuito de água | A recirculação de partículas abrasivas promove o sulcamento e o arredondamento das bordas. | Os filtros entopem mais rápido; a água fica turva; depósitos se acumulam na superfície do filtro. |
Dica operacional: Quando um indicador-chave de desempenho (KPI) apresentar desvios, altere apenas uma variável por vez (avanço, RPM, temperatura de fusão, temperatura/vazão da água, filtração) e documente o antes e o depois para que você possa definir a faixa de configurações para essa formulação.
Materiais de lâmina que duram

A escolha do substrato correto é o fator mais importante para a longevidade em serviços abrasivos com fibra de vidro. Pense na escolha do material como a definição do seu "limite máximo" de vida útil entre as afiações, enquanto os revestimentos e a configuração determinam o quão próximo você chega desse limite.
opções de carboneto de tungstênio
Para máxima resistência ao desgaste abrasivo, o carboneto de tungstênio (incluindo lâminas com ponta de carboneto) é a melhor opção. Suas fases de carboneto duro resistem ao contato de corte e deslizamento contra o material fundido rico em fibras, especialmente em operações longas e contínuas onde o alinhamento é bem controlado. A desvantagem é a menor tenacidade à fratura: sob pressão excessiva, desalinhamento ou impacto durante a inicialização, as bordas de carboneto podem sofrer microlascas. O carboneto também não é tão tolerante se o contato entre a lâmina e a matriz for agressivo.
O carboneto não serve apenas para lâminas — muitas faces de matrizes e insertos de desgaste na granulação de poliolefinas dependem de carbonetos projetados para retardar a formação de sulcos e reduzir a frequência de recondicionamento, como demonstrado no portfólio de matrizes de granulação e revestimentos de peças de desgaste da Kennametal para resistência à abrasão/erosão. Veja a discussão sobre revestimento duro abaixo e a visão geral das soluções de matrizes de carboneto do fornecedor no setor de poliolefinas no seguinte recurso: Matrizes de pelotização e materiais de desgaste da Kennametal (acessado em 2026).
Quando escolher lâminas de metal duro: longas campanhas com formulações consistentes, controle rigoroso de alinhamento e prioridade para intervalos mais longos entre reafiações ou trocas de lâminas.
Para equipes de compras que comparam opções, este guia interno sobre "lâminas de granulador com ponta de carboneto" descreve aplicações e vantagens e desvantagens para o processamento de plásticos: Visão geral do produto: lâmina para granulador de plástico.
Aços ferramenta PM com alto teor de vanádio
Os aços-ferramenta de alto vanádio produzidos por metalurgia do pó (PM) — análogos aos aços CPM 10V/15V e às famílias de aços rápidos como o M4 — dispersam carbonetos de vanádio duros em uma matriz fina, proporcionando excelente resistência ao desgaste abrasivo com uma margem de tenacidade significativa em comparação com os aços de carboneto puro. Em aplicações subaquáticas com fibra de vidro, essa tenacidade ajuda a resistir ao lascamento da aresta durante contatos transitórios ou pequenos desalinhamentos, mantendo uma vida útil superior à dos aços convencionais M2/D2.
As fichas técnicas representativas da Uddeholm documentam o equilíbrio entre resistência ao desgaste e tenacidade:
- O Vanadis 8 SuperClean apresenta altíssima resistência ao desgaste abrasivo em aplicações de trabalho a frio, com tenacidade superior em comparação ao D2. Veja o Ficha técnica do Uddeholm Vanadis 8 (acessado em 2026).
- Os aços Vanadis 23 e 60 ampliam a família de aços rápidos metalúrgicos de alta resistência ao desgaste, sendo que o Vanadis 60 atinge os níveis de desgaste mais elevados da sua classe, de acordo com as tabelas comparativas da Uddeholm: Vanadis 60 SuperClean (acessado em 2026).
Quando escolher aços PM: você precisa de longa vida útil, reafiação confiável e proteção contra lascas. Muitas linhas de facas subaquáticas com revestimento de fibra de vidro consideram os aços PM de alto V a melhor relação custo-benefício.
M2 e D2 como linhas de base
Os aços M2 e D2 continuam sendo opções comuns, mas espera-se uma vida útil menor em aplicações de aço galvanizado 10-40%. Os carbonetos de cromo presentes no D2 melhoram a resistência ao desgaste em comparação com aços-ferramenta simples, porém, os aços metalúrgicos de alto teor de vanádio (PM) geralmente o superam sob abrasão severa. O aço rápido M2, por ser um aço rápido, oferece boa dureza a quente, mas fica atrás dos aços PM de alto teor de vanádio e dos carbonetos em termos de resistência à abrasão em poliolefinas com carga de vidro. Se o orçamento exigir o uso de M2/D2, considere revestimentos protetores e uma frequência de afiação mais alta.
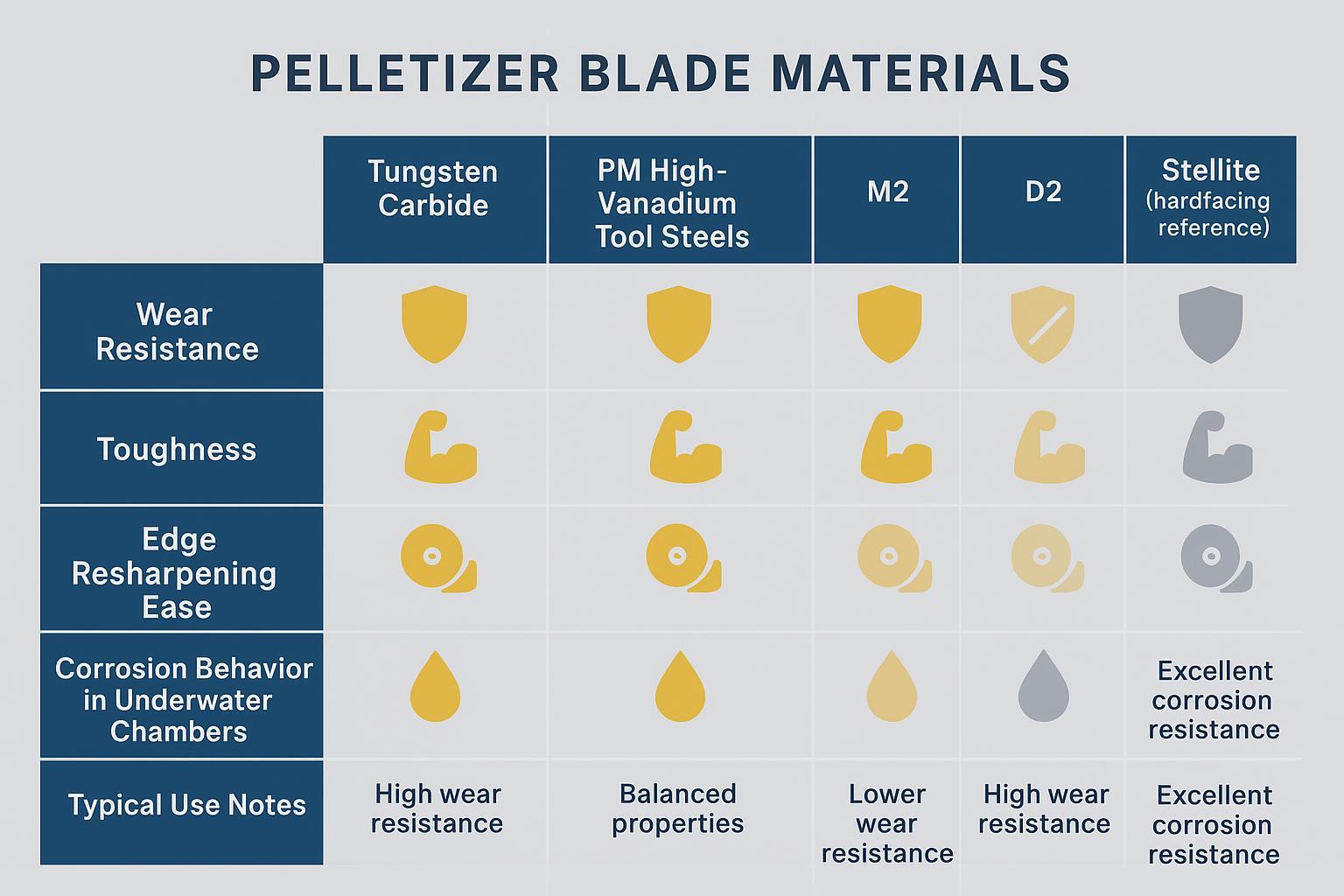
Uma comparação rápida da velocidade de seleção de materiais:
| Material | Resistência relativa ao desgaste | Resistência relativa | Facilidade de reafiação | Comportamento em meio úmido/corrosivo | Nota de uso típico |
|---|---|---|---|---|---|
| Carboneto de tungstênio | Mais alto | Mais baixo | Moderado (rodas especiais) | Bom com aglutinante adequado; superfície inerte | Campanhas de financiamento coletivo longas e consistentes, onde o alinhamento é rigoroso. |
| Aços ferramenta PM de alto V | Muito alto | Médio-alto | Alta (moagem padrão) | Bom; beneficia da proteção PVD | Escolha equilibrada para grama sintética onde existe risco de lascamento. |
| D2 | Médio | Médio-baixo | Alto | Moderado; pode causar buracos sem proteção. | Orçamento básico; combinar com revestimento e cadência mais estreita. |
| M2 | Médio-baixo | Médio | Alto | Moderado; a dureza do calor ajuda | Produção em menor escala; uma evolução em relação aos aços-ferramenta básicos. |
| Estelite (revestimento duro) | N/A (sobreposição) | N / D | Recondicionado como superfície | Boa resistência à corrosão/erosão | Revestimentos de desgaste/face de matriz para retardar o sulcamento |
Melhorias na engenharia de superfície

A engenharia de superfícies otimiza o atrito, o comportamento à corrosão e a estabilidade das arestas em serviços úmidos e abrasivos. Duas famílias predominam: revestimentos finos por PVD/CVD em lâminas e revestimentos duros em matrizes e superfícies de desgaste.
Revestimentos PVD/CVD para controle de desgaste
Em câmaras subaquáticas, os revestimentos que lidam tanto com abrasão quanto com corrosão apresentam o melhor desempenho. Na prática, as estruturas geralmente começam com uma base resistente à corrosão (por exemplo, CrN) para adesão e estabilidade química, com uma camada superior de baixo atrito e resistente ao desgaste (por exemplo, variantes de DLC ou TiAlN, dependendo da retificação e da temperatura). Líderes do setor destacam o papel da PVD em ambientes agressivos e propensos à corrosão/erosão; por exemplo, a Oerlikon apresenta soluções de revestimento para aplicações exigentes em ambientes úmidos em seus comunicados a investidores e relatórios anuais. Apresentação da Oerlikon para investidores sobre aplicações avançadas de PVD (2024) (acessado em 2026).
A Ionbond destaca a série Tribobond para serviços corrosivos/de desgaste e descreve estratégias de camadas, incluindo pré-tratamentos, que promovem a durabilidade em ambientes úmidos: Famílias de revestimentos Ionbond para ambientes corrosivos (acessado em 2026). Embora não sejam específicas para cada lâmina, essas fontes estão de acordo com a experiência prática em câmaras de pelotização úmida.
Use películas finas (≈2–4 μm) nas arestas de corte para preservar a geometria e permitir um reafiamento controlado. Sempre confirme as especificações do rebolo, do fluido de corte e dos avanços com o seu fornecedor para evitar a delaminação durante a retificação.
Revestimentos rígidos (ex: Stellite)
O revestimento duro protege as superfícies que não devem sofrer desgaste rápido — principalmente a face da matriz e quaisquer anéis ou insertos de desgaste ao redor da zona de corte. Revestimentos de Stellite à base de cobalto e carboneto de tungstênio são comuns para retardar a formação de sulcos causados pela abrasão de fibra de vidro e partículas microincorporadas. A documentação do Conforma Clad da Kennametal descreve revestimentos de Stellite 720 e à base de WC para controle de abrasão/erosão em ambientes industriais severos: Kennametal Conforma Clad — visão geral do revestimento à base de pasta abrasiva (acessado em 2026).
Compatibilidade com revestimento e afiação
- Mantenha os revestimentos finos e uniformes perto da borda; evite filmes CVD excessivamente espessos em bordas afiadas, a menos que sejam validados para reafiação.
- Coordene os parâmetros de afiação (tipo de rebolo, granulação, fluido de corte, pressão) com o fornecedor do revestimento. Alguns revestimentos DLC exigem composições químicas específicas para o rebolo e passagens em baixa pressão.
- O cronograma de reaplicação do revestimento deve estar alinhado com a frequência de afiação; monitore a geometria da lâmina para que a película seja renovada antes que a espessura funcional caia abaixo do valor desejado.
Lâmina e matriz de combinação
O emparelhamento adequado evita o ciclo vicioso de sulcos → pontas → maior pressão → desgaste mais rápido.
Combinação de dureza e metalurgia
Evite combinações extremamente duras que possam danificar ambos os componentes. Uma ligeira diferença de dureza e metalurgias compatíveis ajudam o sistema a sofrer desgaste de forma controlada. Na prática, isso significa combinar um substrato de lâmina resistente ao desgaste (carboneto ou metalurgia do pó de alto V) com uma face de matriz cujo acabamento e planicidade sejam mantidos meticulosamente, utilizando revestimento duro quando apropriado. Quando disponíveis, siga as orientações do fabricante do equipamento original (OEM) sobre dureza e combinação de materiais, em vez de adotar valores genéricos.
Acabamento e planicidade da face do molde
A condição da face da matriz é um dos principais indicadores de finos e rebarbas. Sulcos atuam como trilhas que puxam a borda da lâmina, aumentando a carga e criando filamentos não cortados. Mantenha a face da matriz plana e lisa; recondicione (retifique/polir) antes que os sulcos se propaguem. As orientações de solução de problemas da Davis-Standard relacionam a má condição da face da matriz a defeitos nos grânulos e recomendam a restauração da superfície como ação corretiva. Veja: Davis‑Solução de problemas padrão para questões de qualidade de pellets (2021).
Considerações sobre uso subaquático versus uso em cabos
O corte subaquático (com a matriz imersa em água) corta o material fundido enquanto ele ainda está maleável, reduzindo a carga mecânica de corte em comparação com a granulação por filamento — uma vantagem em compostos com carga de vidro que, de outra forma, danificariam as lâminas quando totalmente sólidos. A análise da Plastics Technology sobre os problemas da granulação subaquática reforça a importância do controle da água e do equilíbrio da temperatura para a qualidade e a longevidade desses sistemas. Tecnologia de Plásticos — mitigação e resolução de problemas na granulação subaquática (2020).
Para obter mais informações sobre considerações específicas para lâminas subaquáticas, consulte esta visão geral interna: Guia de seleção de lâminas para peletizadoras subaquáticas.
Preparação para corridas com copos de vidro

Nota de segurança e validação: Siga os procedimentos de bloqueio/etiquetagem e manutenção do fabricante do seu granulador para qualquer troca de lâmina, ajuste do cubo ou recondicionamento da matriz. Considere as configurações do fabricante como a referência principal. Para lâminas revestidas, confirme o rebolo, o fluido de corte e a estratégia de passes aprovados pelo fornecedor do revestimento antes de reafiar, para reduzir o risco de delaminação.
O ajuste preciso do contato, da folga, da velocidade e do equilíbrio térmico é o que define o sucesso ou o fracasso de muitas usinas na redução de finos. Uma pequena alteração em uma única variável pode afetar a qualidade do corte e as taxas de desgaste — portanto, documente as configurações e altere apenas um fator por vez. Como saber qual alavanca acionar primeiro? Comece pelo que apresenta maior risco: pressão de contato e alinhamento.
Controle de contato e liberação
- Ajuste o avanço da lâmina para obter um corte limpo com o contato mais leve e consistente possível. Pressão excessiva acelera o sulco da matriz, especialmente com fibras de vidro.
- Verifique se o contato é plano e uniforme em toda a extensão do arco. O contato irregular produz marcas de desgaste localizadas e lascas.
- Se o seu sistema suportar, utilize cubos de corte autoalinháveis e monitoramento de posição para manter um contato consistente mesmo com expansões térmicas e pequenos desalinhamentos. O catálogo da MAAG abrange cubos MAP (manuais), EAC (eletrônicos) e outros designs que ajudam a manter o posicionamento uniforme da lâmina em relação à matriz na produção. Peletizador MAAG EAC com ajuste eletrônico (2026) e Peletizador MAAG MAP com ajuste manual (2024).
Velocidade, carga e calor
- A velocidade de corte deve ser coordenada com a temperatura de fusão e a pressão da matriz. Cortar muito rápido com o material fundido frio aumenta a carga mecânica, levando as bordas a arredondarem-se ou a lascarem em excesso.
- Se você observar "borrões" ou resíduos de material sob pressão constante, considere ajustar moderadamente a rotação da lâmina ou a temperatura de fusão para melhorar a firmeza do corte sem sobrecarregar a borda.
Refrigeração e gestão de água
- Mantenha a temperatura e o fluxo de água dentro da faixa típica de PP/PE do seu fabricante (geralmente não é necessário exceder ~70 °C). A estabilidade é mais importante do que buscar um único valor específico. O resfriamento rápido pode criar vazios ou películas quebradiças que se desfazem em partículas finas; temperaturas muito altas favorecem a formação de cadeias ou a aderência de materiais.
- Filtre o circuito agressivamente. A areia arrastada (incluindo fragmentos de vidro) recircula para a face da matriz e para as lâminas, aprofundando os sulcos.
- Monitore a composição química da água (pH, dureza) para limitar a corrosão que danifica os revestimentos ou promove a formação de depósitos na superfície do molde.
Manutenção que evita multas
Exemplo ilustrativo (não constitui garantia de desempenho)
Uma linha de granulação subaquática de média a alta capacidade, processando PP com fibra de vidro ~30%, começa a apresentar um aumento constante de finos e "rebarbas" intermitentes, mesmo com o operador aumentando o avanço da lâmina para manter um corte limpo. A inspeção mostra marcas concentradas ao longo do arco de corte e formação incipiente de sulcos na face da matriz.
O que foi alterado (uma alavanca de cada vez):
- Mecânica: verificou-se o autoalinhamento do cubo e corrigiu-se o contato irregular para que a lâmina varra a face da matriz de maneira mais uniforme.
- Processo: redução da carga de contato para a configuração mais leve e consistente, seguida de ajuste fino da rotação da lâmina de corte para eliminar vibrações sem borrar o material.
- Circuito de água: disciplina de filtração aprimorada (trocas de elementos mais frequentes e monitoramento mais preciso do ΔP) para reduzir a recirculação de areia.
- Peças de desgaste: a substituição de um aço ferramenta básico por um substrato mais resistente e com maior durabilidade (geralmente um aço metalúrgico de alto teor de vanádio para essa aplicação) e a utilização de uma camada fina de PVD resistente à corrosão, validada para retificação.
Como o sucesso foi avaliado:
- A tendência de partículas finas estabilizou (por meio de verificações nas peneiras) e as caudas tornaram-se visualmente raras.
- O avanço da lâmina necessário por turno parou de aumentar gradualmente, indicando um arredondamento mais lento da borda.
- O crescimento dos sulcos na face do chip diminuiu, prolongando o intervalo antes do recondicionamento.
Observação: Seus resultados dependerão da formulação, da produtividade, do projeto do cubo de corte, da metalurgia/acabamento da face da matriz e da química da água. Use a tabela de KPIs acima para validar as alterações e documentar sua própria janela de configurações.
Rotinas preventivas transformam lascas e ranhuras imprevisíveis em retoques programados. A questão é a seguinte: não espere que a quantidade de partículas finas (ppm) aumente drasticamente — use indicadores visuais e de posição para acionar ações preventivas.
Inspeção e ajuste de ritmo
Defina a frequência de afiação monitorando as horas, a produtividade e a quantidade de partículas finas (ppm). Aços PM de alto V geralmente apresentam intervalos de afiação mais longos do que M2/D2 em serviço GF; o metal duro pode durar mais tempo se o alinhamento for excelente. Use a afiação mais leve possível para restaurar a geometria do fio e manter as camadas de revestimento intactas após a aplicação, e planeje a reaplicação do revestimento em um múltiplo do seu intervalo de afiação. Para trocas e manutenção seguras e passo a passo, consulte este procedimento operacional padrão interno: Como substituir as lâminas da matriz do granulador de forma segura e eficiente..
Verificações de alinhamento e cubos autoalinháveis
Confirme o contato uniforme ao longo do arco em cada parada planejada; quaisquer marcas concentradas indicam desalinhamento. Verifique o funcionamento do cubo autoalinhante, quando equipado; pivôs ou molas desgastados comprometem a pressão constante e causam sulcos localizados. A literatura do fabricante sobre sistemas subaquáticos enfatiza esses mecanismos porque eles estabilizam a posição da pá sob cargas térmicas e hidráulicas. Categoria de sistemas de pelotização subaquática MAAG (acessado em 2026).
Diagnosticar padrões de desgaste e realizar correções.
Padrões comuns indicam o que ajustar em seguida.
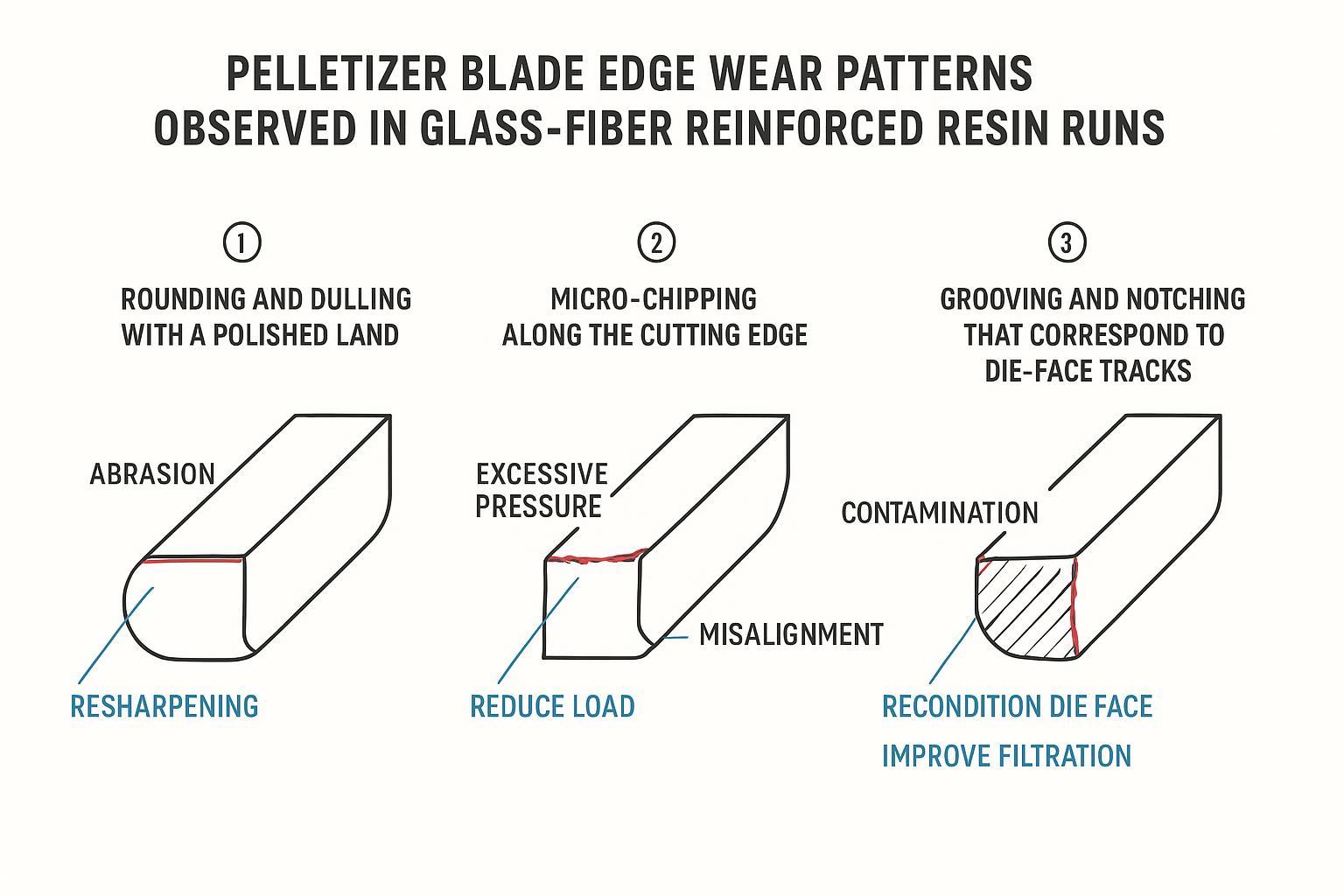
O arredondamento/polimento da superfície geralmente exige um ligeiro aumento prévio ou uma reafiação, e às vezes um pequeno ajuste de RPM ou temperatura de fusão. Microlascamento indica pressão de contato excessiva ou desalinhamento; reduza a carga, verifique o alinhamento ou selecione um substrato mais resistente ou uma pilha de filme fino diferente. Sulcos/entalhes são, em primeiro lugar, uma questão de superfície e filtração — recondicione a superfície, melhore a filtração, confirme o contato uniforme e revise seu plano de revestimento/acabamento duro.
Conclusão

As fibras de vidro abrasivas danificam as bordas e as faces da matriz, mas com o substrato correto, engenharia de superfície adequada e configuração/manutenção rigorosa, é possível realizar campanhas mais longas e estáveis a um custo menor por tonelada. Na prática, a combinação ideal para muitas linhas subaquáticas de PP/PE consiste em lâminas de aço com alto teor de vanádio ou carboneto depositadas por metalurgia do pó, camadas finas de PVD resistentes à corrosão quando apropriado, condição impecável da face da matriz e sistemas de alinhamento que mantêm o contato estável.
Lista de verificação — opções que prolongam a vida útil da lâmina e reduzem partículas finas.
- Material: escolha carboneto para máxima vida útil com alinhamento preciso, ou aço PM com alto teor de vanádio para tenacidade e longa vida útil em serviço GF.
- Revestimentos: considere camadas à base de CrN com superfícies de baixo atrito; mantenha os filmes finos e confirme os parâmetros de recondicionamento com o operador do revestimento.
- Combinação lâmina-matriz: evite combinações extremamente duras; mantenha a planicidade/acabamento da face da matriz; aplique revestimento duro onde os sulcos tendem a começar.
- Configuração: ajuste o contato mais leve e consistente; equilibre a rotação da lâmina de corte com a temperatura de fusão; estabilize a temperatura/fluxo de água e a filtragem.
- Manutenção: definir a frequência de afiação com base na produtividade e na quantidade de partículas finas por minuto; verificar o funcionamento do cubo de autoalinhamento; diagnosticar precocemente os padrões de desgaste e agir de acordo.
Tommy Tang é Engenheiro Sênior de Vendas na Nanjing METAL, com 12 anos de experiência em suporte a operações de pelotização subaquática (matriz/anel de água) e seleção de peças de desgaste para compostos abrasivos com carga de vidro. Certificações: CSE, CME, Six Sigma Green Belt, PMP.
Nota sobre o método: As recomendações neste guia priorizam manuais do fabricante original (OEM), fichas técnicas metalúrgicas e modos de desgaste observáveis (arredondamento, lascamento, sulcos). Sempre valide o par lâmina-matriz final, a sequência de revestimentos e os parâmetros de moagem com o fabricante original da sua granuladora e o fornecedor do revestimento.
Leituras adicionais e fontes
- Solução de problemas do fabricante original (OEM) em defeitos de pellets e condição da face da matriz: Davis‑Standard — resolução de problemas comuns de qualidade de pellets (2021).
- Ajuste e problemas do sistema subaquático: Tecnologia de plásticos — mitigando problemas de granulação subaquática (2020).
- Abordagens de matriz de carboneto/superfície de desgaste: Kennametal — Visão geral das matrizes de pelotização.
- Aços PM de alto V e dados de desgaste: Uddeholm — Ficha técnica do Vanadis 8 e Vanadis 60 SuperClean.
- Pilhas de PVD em condições severas e úmidas: Oerlikon — apresentação para investidores sobre aplicações avançadas de revestimento (2024) e Ionbond — famílias de revestimentos para ambientes corrosivos.
4 respostas
Acho que este site tem informações excelentes para todos : D.
Obrigado!
Nice post. I be taught something more difficult on totally different blogs everyday. It is going to always be stimulating to read content material from other writers and practice just a little something from their store. I’d want to use some with the content material on my weblog whether you don’t mind. Natually I’ll give you a hyperlink in your net blog. Thanks for sharing.
Thank you. Of course you can.