
Hướng dẫn này dành cho những người vận hành máy ép hạt PE/PP kiểu vòng nước (cắt nóng mặt khuôn) cần hạt sạch, năng suất ổn định và thời gian hoạt động cao. Nếu bạn thấy hạt thừa, hạt mịn, hạt dính/hạt đôi, cắt không ổn định hoặc tiếp xúc gây tiếng ồn, hãy sử dụng năm cách khắc phục dưới đây để nhanh chóng xử lý mà không cần phỏng đoán.
Sơ đồ triệu chứng nhanh: phần đuôi (làm mát không đủ, dao cùn/lệch, mặt khuôn có rãnh), phần mịn (tác động quá mức/tuần hoàn, dao cùn, cắt không ổn định), dính liền/kép (nước quá nóng, chất nóng chảy quá nóng, lưu lượng thấp) và tiếp xúc ồn/không ổn định (căn chỉnh/cân bằng kém, áp suất/chồng chéo không chính xác).
An toàn là trên hết: áp dụng quy trình khóa/gắn thẻ an toàn; kết nối máy cắt với hộp nước trước khi khởi động; sử dụng tấm chắn/bảo vệ; đeo thiết bị bảo hộ cá nhân (mặt nạ/mắt, găng tay chịu nhiệt); cẩn thận với các bề mặt nóng và các bộ phận quay. Các nhà sản xuất thiết bị gốc (OEM) cảnh báo rõ ràng không được khởi động máy tạo hạt trước khi kết nối với hộp nước — xem hướng dẫn của MAAG trong tài liệu hướng dẫn Rein.
Những điểm chính cần ghi nhớ
- Hãy chẩn đoán theo thứ tự này: điều chỉnh nhanh các thông số → kiểm tra cơ khí → bảo trì định kỳ.
- Coi nhiệt độ và lưu lượng nước trong quá trình gia công là tương đương với cài đặt dao cắt.
- Thay đổi từng biến một; ổn định trạng thái, sau đó ghi lại kết quả.
Giải pháp 1: Khắc phục sự cố thiết lập dao-khuôn cho phần đuôi viên nén
Việc cắt gọn gàng tại mặt khuôn là đòn bẩy nhanh nhất để loại bỏ phần đuôi phôi. Hãy tập trung vào sự tiếp xúc có thể kiểm chứng, độ chồng lấp hợp lý, áp lực ổn định và sự quay cân bằng.
Xác minh sự tiếp xúc và sự chồng chéo
Nguyên tắc: Dao sắc nên tiếp xúc nhẹ nhàng và đều với bề mặt phẳng của khuôn, tạo ra một dải tiếp xúc hẹp và đều. Sau khi cắt ngắn, kiểm tra các vết cắt để đảm bảo tính đồng đều. Nếu dải cắt dày hơn ở một bên, hãy chỉnh lại độ thẳng hàng hoặc kiểm tra xem có vết sứt nào không.
Ví dụ minh họa (điều chỉnh cho từng máy/loại nhựa): bắt đầu với khái niệm độ chồng lấp vừa phải—thường được mô tả như một phần nhỏ của chiều rộng dao (ví dụ: 10–20%)—sau đó điều chỉnh dựa trên phản hồi về lỗi, kiểu mài mòn và âm thanh. Vì thông số kỹ thuật của nhà sản xuất thiết bị gốc (OEM) khác nhau và tùy thuộc vào từng model, hãy coi bất kỳ tỷ lệ phần trăm nào như một giả thuyết ban đầu, chứ không phải là một quy tắc.
Tài liệu tham khảo quy trình của nhà sản xuất thiết bị gốc (OEM): Đối với các bước tiếp xúc, chồng chéo và ghép nối giữa dao và khuôn dập cụ thể cho từng kiểu máy, hãy đối chiếu với sách hướng dẫn sử dụng máy của bạn. Để tham khảo, xem... Hướng dẫn về mẹo Rein năm 2022 của MAAG Đối với máy tạo viên dưới nước kiểu Gala, hãy xác nhận chính xác các giá trị chồng lấp/áp suất theo từng kiểu máy và kích thước khuôn cụ thể của bạn.
Các dấu hiệu chấp nhận xuất hiện như: một dải tiếp xúc nhẹ, đồng đều xung quanh 360°, âm thanh tiếp xúc êm ái, ổn định mà không có tiếng cọ xát định kỳ, và giảm ngay lập tức phần đuôi sau khi thiết lập tiếp xúc đồng đều. Nếu thiếu những dấu hiệu này, hãy kiểm tra lại độ phẳng và tình trạng cạnh. Theo bài báo về các vấn đề tạo hạt dưới nước trên tạp chí Plastics Technology (2020), việc duy trì lưỡi dao sắc bén và làm phẳng lại bề mặt khuôn có rãnh có thể loại bỏ phần đuôi; xem phần thảo luận trong bài viết Giảm thiểu và khắc phục sự cố tạo hạt dưới nước (2020) trên tạp chí Plastics Technology: https://www.ptonline.com/blog/post/mitigating-and-troubleshooting-underwater-pelletizing-issues.
Cài đặt áp suất và tốc độ cửa sổ
Nguyên tắc: Áp lực quá thấp (hoặc tốc độ dao quá chậm) sẽ không cắt viên đạn một cách gọn gàng; áp lực quá cao sẽ làm tăng tốc độ mài mòn và có thể tạo rãnh trên khuôn. Hãy thiết lập áp lực và tốc độ an toàn ở mức thấp đến trung bình, sau đó tăng tốc độ từng bước nhỏ trong khi theo dõi hiện tượng văng đạn, tiếng ồn và tải trọng động cơ. Nếu tiếng ồn tăng đột biến hoặc dải đạn rộng ra, hãy giảm tốc độ.
Dấu hiệu xác nhận: tải động cơ ổn định với độ rung tối thiểu, không có sự tăng nhiệt độ ổ trục đột ngột và các vết lõm giảm dần mà không làm tăng các vết nhỏ.
Căn chỉnh và cân bằng
Trước khi tiếp xúc, kiểm tra độ lệch tâm mặt khuôn và độ đồng tâm của trục bằng đồng hồ đo độ lệch. Khắc phục mọi sự rung lắc; độ lệch tâm vài phần trăm milimét có thể biểu hiện dưới dạng các vệt rung và tiếng ồn định kỳ. Cân bằng cụm dao; nếu xuất hiện rung động ở các dải tốc độ quay cụ thể, hãy kiểm tra lại các ốc vít và quả cân bằng.
Nếu vết thừa vẫn còn ở một khu vực sau khi căn chỉnh, hãy nghi ngờ độ phẳng của khuôn hoặc cạnh dao bị sứt mẻ. Lên kế hoạch dừng máy trong thời gian ngắn để kiểm tra bề mặt khuôn và lưỡi dao. Hướng dẫn khắc phục sự cố của Plastics Technology lưu ý rằng có thể cần phải mài lại bề mặt khi hình thành các rãnh: https://www.ptonline.com/blog/post/mitigating-and-troubleshooting-underwater-pelletizing-issues.
Khắc phục sự cố 2: Điều chỉnh nhiệt độ

Nhiệt độ tại thời điểm cắt quyết định tốc độ đông cứng của lớp vỏ viên nén. Kết hợp kiểm soát quá trình nóng chảy với quản lý nước trong quá trình sản xuất để ngăn ngừa hiện tượng dính kết và tạo đuôi.
Phạm vi nhiệt độ nóng chảy
Nguyên tắc: tránh tình trạng quá nhiệt làm chậm quá trình đông cứng bề mặt. Sử dụng bảng dữ liệu kỹ thuật của nhựa để biết dải nhiệt độ nóng chảy được khuyến nghị, sau đó điều chỉnh về phía nhiệt độ thấp hơn nếu xuất hiện hiện tượng tạo chuỗi hoặc nhòe trên bề mặt khuôn. Sự dao động lớn về nhiệt độ nóng chảy có thể bắt chước hiệu ứng nước nóng và tạo ra các vệt không đều.
Hướng dẫn minh họa: giữ cho chất nóng chảy nằm trong giới hạn TDS mục tiêu của nhà cung cấp đối với MI và mác sản phẩm cụ thể; ổn định các vòng điều khiển máy đùn/TCU trước khi kích hoạt dao cắt.
Nhiệt độ và độ ổn định của nước trong quá trình
Trọng tâm SEO thứ cấp: nhiệt độ và lưu lượng nước trong quá trình sản xuất.
Nguyên lý: Nước quá nóng—hoặc không ổn định—không thể làm đông cứng lớp vỏ viên nén đủ nhanh. Bộ phận điều chỉnh nhiệt độ và lưu lượng nước phù hợp sẽ đảm bảo quá trình làm nguội diễn ra đều đặn tại điểm cắt.
Ví dụ minh họa (cần xác nhận với nhà sản xuất thiết bị gốc/nhựa): nhiều dây chuyền sản xuất PE/PP sử dụng nước làm mát trong phạm vi nhiệt độ vừa phải, ví dụ 30–55°C, với độ ổn định cao (±1–2°C). Nếu hiện tượng tạo chuỗi hạt tăng lên, hãy tăng nhiệt độ nước làm mát trong phạm vi đó và kiểm tra lưu lượng. Duy trì sự tuần hoàn mạnh mẽ trên bề mặt khuôn; lưu lượng không đủ sẽ dẫn đến nước nóng tuần hoàn trở lại và va chạm giữa các hạt nhựa. Trung tâm kiến thức của Plastics Technology thảo luận về vai trò của nhiệt độ so với lưu lượng trong quá trình làm mát: https://www.ptonline.com/kc/process-cooling/operating/temperature-v-flow.
Để có thông tin cơ bản về thiết kế và quy trình vòng lặp từ nhà sản xuất thiết bị gốc (OEM), vui lòng xem Tài liệu giới thiệu về Hệ thống Nước Xử lý của Nordson BKG, trong đó nêu rõ phạm vi kiểm soát nhiệt độ cho các vòng làm nguội PE/PP và nhấn mạnh việc nạp/khử khí vào mạch và thiết lập dòng chảy ổn định trước khi đưa máy cắt vào hoạt động.
Tác động của trình tự khởi động
Nạp đầy và xả hết không khí khỏi vòng tuần hoàn, kiểm tra các điểm đặt, sau đó kết nối dao cắt. Chỉ bắt đầu cắt sau khi nhiệt độ nóng chảy và nước nằm trong phạm vi cho phép. Điều này giúp ngăn ngừa hiện tượng đuôi sớm do sốc nhiệt nóng/lạnh hoặc bọt khí ở mặt khuôn. Các mẹo của MAAG Rein cũng nhấn mạnh quy trình kết nối và làm sạch an toàn: https://maag.com/wp-content/uploads/Rein-tips_eng_2022.pdf.
Giải pháp 3: Vật liệu và lớp phủ dao
Việc lựa chọn vật liệu và bề mặt ảnh hưởng đến độ bám dính, độ mài mòn và độ ổn định của cạnh—đặc biệt là với các hỗn hợp tái chế hoặc có chất độn.
Chọn loại phù hợp với loại polymer và chất độn.
Để cắt sạch nhựa PE/PP không chứa chất độn, thép dụng cụ như D2 hoặc HSS thường đủ dùng khi được xử lý nhiệt đúng cách. Đối với chất độn mài mòn (CaCO3, bột talc, thủy tinh), hãy cân nhắc sử dụng các loại thép luyện kim bột hoặc dao có đầu cacbua để làm chậm quá trình mài mòn cạnh. Giữ độ cứng đủ cao để chịu được mài mòn, nhưng không quá giòn đến mức bị vỡ vụn tại điểm tiếp xúc với khuôn.
Giảm hiện tượng dính và mài mòn.
Các lớp phủ cứng, ma sát thấp (ví dụ: TiN/TiCN) làm giảm độ bám dính và kéo dài tuổi thọ lưỡi cắt; các lớp phủ chống ăn mòn có thể hữu ích khi thành phần hóa học của nước có tính ăn mòn cao. Theo dõi tuổi thọ lưỡi cắt theo từng lô sản xuất và loại nhựa để tinh chỉnh lựa chọn của bạn. Để biết thêm thông tin về lựa chọn, hãy xem các tùy chọn vật liệu lưỡi cắt và lớp phủ: https://maxtormetal.com/industrial-knife-materials-guide/.
Thông tin về khả năng tương thích OEM và dữ liệu QC
Lưu ý: MAXTOR METAL là sản phẩm của chúng tôi. Chúng tôi cung cấp dao D2/HSS/PM và dao cacbua với lớp phủ TiN/Cr, độ cứng HRC 52–65, và khả năng truy xuất nguồn gốc từ chứng nhận vật liệu đến khâu kiểm tra cuối cùng. Xem quy trình kiểm tra và truy xuất nguồn gốc tại đây: https://maxtormetal.com/metal-shear-blades-complete-troubleshooting-handbook-guide/.
Các tác giả tuyên bố tách biệt giữa hướng dẫn kỹ thuật và nội dung thương mại. Các khuyến nghị ở đây hoàn toàn độc lập về mặt biên tập; mọi tham chiếu sản phẩm chỉ mang tính minh họa. Các giá trị thông số và điểm đặt cần được xác thực dựa trên tài liệu của nhà sản xuất thiết bị gốc (OEM) và quá trình vận hành thử nghiệm tại chỗ trước khi triển khai.
Giải pháp 4: Vòng tuần hoàn và dòng chảy nước

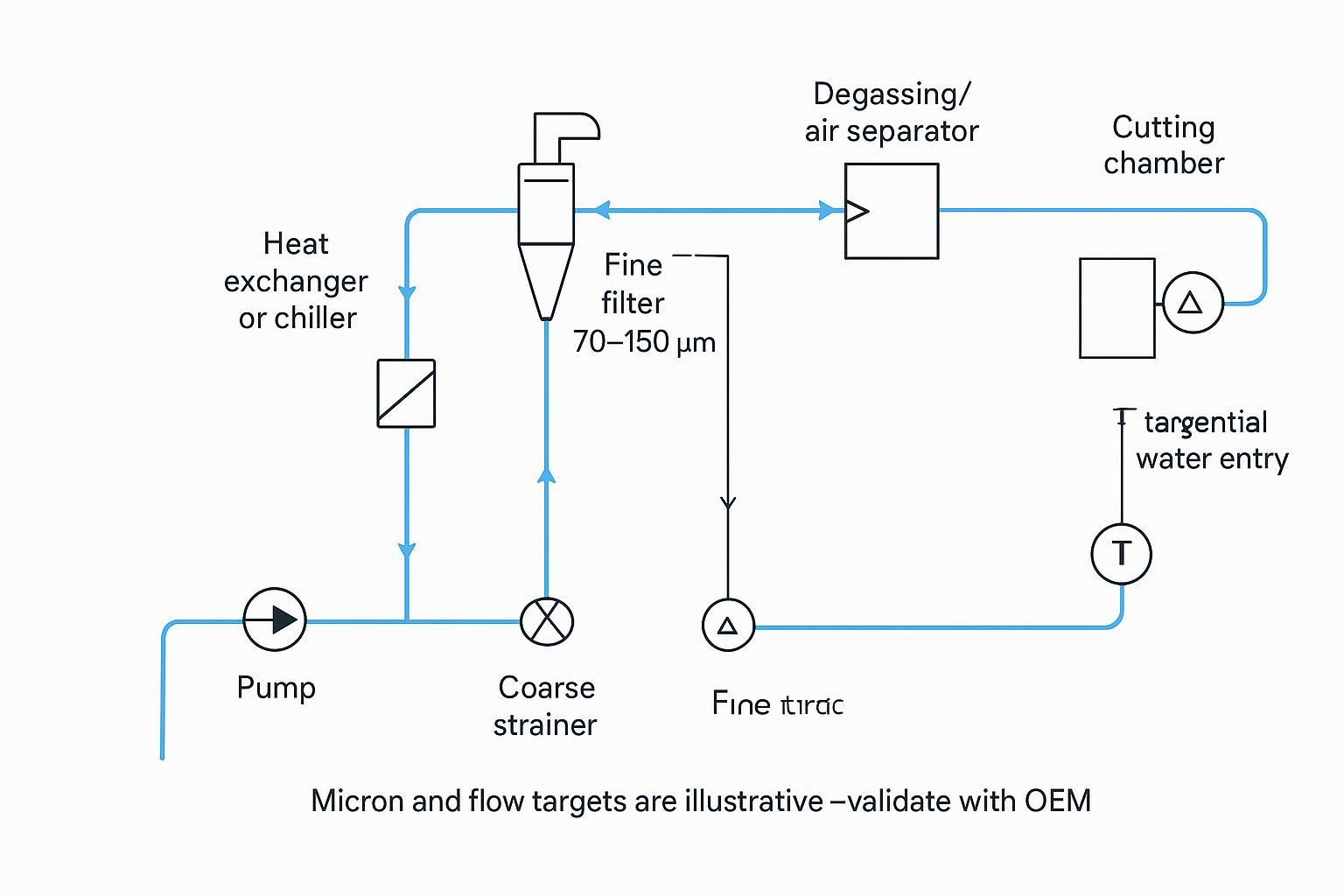
Hình dạng dòng chảy, lọc và quản lý không khí cũng quan trọng như nhiệt độ. Dòng chảy đồng đều và mạnh mẽ trên bề mặt khuôn giúp ngăn ngừa các điểm nóng và va chạm giữa các hạt nhựa.
Tốc độ dòng chảy và hướng
Nguyên lý: việc đưa hạt nhựa vào buồng cắt theo hướng tiếp tuyến thúc đẩy dòng chảy xoắn ốc, nhanh chóng cuốn trôi chúng đi. Kiểm tra lưu lượng thực tế bằng đồng hồ đo lưu lượng trên đường ống; điều chỉnh tốc độ bơm hoặc đường vòng để duy trì lưu lượng và nhiệt độ mục tiêu. Sự lẫn khí làm giảm hiệu quả làm nguội – cần làm sạch và sử dụng bộ tách khí nếu cần. Tạp chí Plastics Technology nhấn mạnh rằng lưu lượng đầy đủ với nhiệt độ được kiểm soát là rất quan trọng để tránh hiện tượng tạo chuỗi và tạo đuôi hạt: https://www.ptonline.com/articles/the-path-to-pellet-perfection.
Lọc và khử khí
Ngăn chặn các hạt mịn lọt vào khu vực cắt. Sử dụng hệ thống lọc nhiều tầng (ví dụ: lưới lọc thô cộng với lưới lọc mịn hơn). Ví dụ minh họa: kích thước 70–150 µm là điểm khởi đầu cho các loại polyolefin thông thường, sau đó siết chặt hơn nếu các hạt mịn tuần hoàn trở lại. Lắp đặt đồng hồ đo áp suất chênh lệch để kích hoạt việc thay thế trước khi dòng chảy bị gián đoạn.
Kiểm soát cặn và độ cứng
Lớp cặn trong nước cứng làm cách nhiệt bộ trao đổi nhiệt và làm tăng nhiệt độ nước hiệu dụng. Cần xử lý nước để kiểm soát độ cứng, duy trì độ sạch của bộ trao đổi nhiệt và ghi lại chênh lệch nhiệt độ đầu vào/đầu ra để phát hiện sớm sự thay đổi.
Sửa lỗi 5: Tình trạng mặt khuôn
Chất lượng đường cắt phụ thuộc vào chất lượng bề mặt cắt. Các rãnh, độ bo tròn và tạp chất đều thể hiện dưới dạng các phần thừa.
Kiểm tra, làm sạch và đánh bóng.
Kiểm tra trực quan bề mặt khuôn mỗi ca làm việc. Nếu thấy mảnh vụn bám dính hoặc dải tiếp xúc thô ráp, hãy lên kế hoạch dừng ca ngắn để làm sạch và đánh bóng. Khi xuất hiện các rãnh, có thể cần phải mài lại bề mặt để khôi phục mặt phẳng giúp cắt sạch. Bài viết khắc phục sự cố của Plastics Technology lưu ý rằng việc mài lại bề mặt khuôn có thể loại bỏ các phần đuôi thừa dai dẳng: https://www.ptonline.com/blog/post/mitigating-and-troubleshooting-underwater-pelletizing-issues.
Sức khỏe của hố và chiến lược hố mở
Các lỗ bị tắc nghẽn hoàn toàn hoặc một phần tạo ra sự mất cân bằng dòng chảy cục bộ, biểu hiện dưới dạng các đuôi hoặc dòng chảy kép đặc trưng theo từng khu vực. Trong quá trình chuyển đổi hoặc dừng theo kế hoạch, hãy kiểm tra tình trạng của các lỗ; chỉ mở số lượng lỗ vừa đủ để đường ống có thể làm mát và vận chuyển mà không xảy ra va chạm.
Bộ gia nhiệt khuôn và tính đồng nhất nhiệt độ
Nhiệt độ không đồng đều ở các vùng khuôn tạo ra sự khác biệt về độ nhớt giữa các khu vực. Kiểm tra tình trạng của cặp nhiệt điện và hiệu suất của bộ điều khiển vùng; hướng đến sự đồng nhất chặt chẽ phù hợp với khả năng của nhà sản xuất thiết bị gốc (OEM), và đối chiếu sự sai lệch nhiệt độ giữa các khu vực với chất lượng hạt nhựa để xác định các vấn đề tiềm ẩn.
Phần kết luận
Ưu tiên điều chỉnh nhanh các thông số (nhiệt độ và lưu lượng nước xử lý, áp suất/tốc độ dao) trước khi kiểm tra cơ khí (căn chỉnh, cân bằng) và sau đó là các thao tác bảo trì (thay dao, mài lại khuôn, bảo dưỡng hệ thống lọc). Theo dõi kết quả với các thay đổi một biến số, ghi nhật ký kiểm soát chất lượng và lập kế hoạch khoảng thời gian cho việc kiểm tra lưỡi dao, bề mặt khuôn và bảo dưỡng hệ thống nước. Sau một vài lần chạy, bạn sẽ xây dựng được phạm vi ổn định cho các loại sản phẩm của mình và giảm thiểu sản phẩm lỗi mà không cần thử và sai.
Tóm tắt trường hợp (trường hợp minh họa được ẩn danh — không phải nghiên cứu đã công bố): Một nhà máy tái chế ở Bắc Mỹ sử dụng máy tạo hạt vòng nước kiểu Gala cho nhựa PP tái chế với CaCO3 30% đã báo cáo lượng chất thải rắn (bùn) là 5,2% theo trọng lượng (lượng chất thải rắn đo được trên 1000 hạt ≈50). Nhóm nghiên cứu đã giảm nhiệt độ nước trong quá trình từ 48°C xuống 38°C, tăng lưu lượng vòng tuần hoàn lên khoảng 20%, tăng tốc độ dao lên 10% và điều chỉnh độ chồng lấp từ khoảng 8% lên khoảng 15% (chỉ mang tính minh họa). Kết quả: lượng chất thải rắn giảm xuống còn 0,6% (≈8 trên 1000 hạt) trong vòng hai ca sản xuất và thời gian hoạt động hàng tuần được cải thiện khoảng 6 giờ. Các thông số chỉ là ví dụ; cần xác thực với nhà sản xuất thiết bị gốc (OEM) và bảng dữ liệu kỹ thuật nhựa (TDS).
Nguồn được chọn
- Công nghệ nhựa — Giảm thiểu và khắc phục sự cố trong quá trình tạo hạt nhựa dưới nước (2020): https://www.ptonline.com/blog/post/mitigating-and-troubleshooting-underwater-pelletizing-issues
- Công nghệ nhựa — Nhiệt độ so với độ chảy (2025): https://www.ptonline.com/kc/process-cooling/operating/temperature-v-flow
- Công nghệ nhựa — Con đường đến sự hoàn hảo của hạt nhựa (2023): https://www.ptonline.com/articles/the-path-to-pellet-perfection
- MAAG (Gala) — Mẹo về vệ sinh/an toàn cho việc chăm sóc ngựa (2022): https://maag.com/wp-content/uploads/Rein-tips_eng_2022.pdf