
Phần đuôi và vụn mịn là hai kẻ thù song hành của chất lượng hạt nhựa trên dây chuyền ép phun PE/PP bằng phương pháp cắt nóng mặt khuôn (water-ring). Phần đuôi bắt đầu hình thành ở mặt khuôn khi vết cắt không sạch – thường là do cạnh khuôn bị mòn, mặt khuôn có rãnh, căn chỉnh kém hoặc điều kiện nước không đạt tiêu chuẩn. Những phần đuôi này sau đó vỡ ra trong máy sấy, biến thành vụn mịn và bụi làm giảm năng suất, gây quá tải cho bộ lọc và máy sấy, và buộc phải vệ sinh ngoài kế hoạch. Bạn sẽ thấy tác động của việc giảm thời gian hoạt động, tổng chi phí sở hữu cao hơn và hình thức không nhất quán mà khách hàng nhận thấy.
Hướng dẫn này giải thích cách dao máy ép viên phủ PVD có thể kéo dài độ bền của lưỡi dao và giảm hiện tượng dính phôi, giúp bạn cắt viên phôi sạch hơn. Với thiết lập và bảo trì đúng cách, nhiều nhà máy đạt được mức giảm tỷ lệ chất thải + bột mịn trong khoảng từ -20% đến -40% sau khi kiểm định, với tiềm năng tăng thêm từ khoảng thời gian bảo dưỡng dài hơn. Bạn sẽ tìm hiểu về các cơ chế hỏng hóc, lựa chọn lớp phủ, quy trình vận hành tiêu chuẩn (SOP), tính toán lợi tức đầu tư (ROI) và kế hoạch kiểm định mà bạn có thể thực hiện trên dây chuyền của mình.
Những điểm chính cần ghi nhớ
- Chọn một chỉ số KPI cụ thể: tỷ lệ chất thải rắn và chất thải mịn tại cửa ra máy sấy, được đo bằng phương pháp sàng lọc/phân tích ướt, sau đó xác thực bằng các thử nghiệm A/B có kiểm soát.
- Dao cắt hạt phủ PVD giữ được độ sắc bén và ma sát thấp hơn trong thời gian dài hơn, hỗ trợ việc cắt sạch hơn và giảm lượng vụn/mảnh nhỏ khi kết hợp với sự chồng lấp/áp lực và kiểm soát nước chính xác.
- Hãy xem xét các dải cải thiện thận trọng (−20% đến −40%) như một giả thuyết có thể kiểm chứng; xác nhận bằng dữ liệu trước khi hiệu chỉnh.
- Chuẩn hóa quy trình thiết lập dao/khuôn, độ ổn định của hệ thống tuần hoàn nước và tài liệu về mài lại/phủ lại lớp phủ để đảm bảo hiệu quả và kéo dài tuổi thọ sản phẩm.
Các lỗi cần khắc phục

Cắt đuôi và bôi lem
Hiện tượng tạo vệt thừa xảy ra khi polyme không được cắt gọn gàng tại mặt khuôn. Các nguyên nhân phổ biến bao gồm cạnh cùn (bán kính cạnh tăng dần), rãnh hoặc mảnh vụn trên bề mặt cắt của khuôn, nhiệt độ nóng chảy quá cao hoặc nước xử lý quá nóng ngăn cản sự hình thành lớp màng nhanh chóng, hoặc tiếp xúc không đều do lệch trục hoặc độ lệch tâm của trục. Dấu hiệu trực quan là một vệt mỏng trên hạt và bề mặt bị nhòe tại mặt cắt. Các biện pháp khắc phục thực tế tập trung vào việc khôi phục cạnh sắc bén, cắt đều, làm lại bề mặt khuôn nếu có rãnh và cân bằng nhiệt độ để vết cắt đứt hoàn toàn thay vì chỉ làm nhòe. Các ghi chú khắc phục sự cố trong ngành nhấn mạnh rằng nước nóng và nhiệt độ nóng chảy cao làm trầm trọng thêm hiện tượng nhòe tại vết cắt, trong khi mặt khuôn nhẵn, phẳng và dao sắc bén giúp vết cắt đứt hoàn toàn. Để hiểu rõ hơn về cơ chế, hãy xem phần thảo luận trong bài viết khắc phục sự cố về các vấn đề tạo hạt dưới nước của Plastics Technology. Giảm thiểu và khắc phục sự cố trong quá trình tạo hạt dưới nước (Công nghệ nhựa, 2021+).
Phát sinh bụi mịn và bụi mịn
Bụi mịn thường bắt nguồn từ chính những phần thừa đó: khi các viên nén đi vào máy sấy, các phần nhô ra sẽ gãy ra và trở thành bụi. Bụi mịn tuần hoàn sau đó có thể gây cản trở quá trình cắt và vận chuyển nếu hệ thống lọc yếu. Nếu lượng bụi mịn tăng lên sau khi thay dao hoặc bảo dưỡng khuôn, trước tiên hãy kiểm tra độ sạch của vết cắt và hệ thống lọc nước tuần hoàn. Hệ thống tuần hoàn kín với lưu lượng nước đầy đủ và khả năng lọc được duy trì sẽ giảm thiểu hiện tượng bụi mịn tái lẫn vào. Các nhà sản xuất thiết bị gốc (OEM) và các nguồn thông tin thương mại nhấn mạnh rằng việc lọc và duy trì điều kiện nước ổn định là cần thiết để tránh gián đoạn quy trình làm tăng lượng bụi mịn; xem Tổng quan của Davis-Standard về các vấn đề chất lượng viên nén thường gặp để có thêm ngữ cảnh.
Sứt mẻ cạnh và các vết nứt nhỏ
Hiện tượng sứt mẻ nhỏ ở cạnh dao tạo ra các đuôi phôi và các hạt không đều. Hiện tượng này có thể do độ cứng không phù hợp giữa lưỡi dao và khuôn, nhiễm bẩn dạng hạt hoặc lớp phủ giòn có độ bám dính/cân bằng ứng suất kém. Dấu hiệu nhận biết là cạnh dao bị sần sùi khi phóng đại từ 50–200 lần và tiếng ồn/rung động tuần hoàn trong quá trình cắt. Các biện pháp khắc phục bao gồm lựa chọn lớp phủ/lớp trung gian cứng hơn, kiểm tra độ bám dính của lớp phủ và giữ cho bề mặt khuôn không bị lỗi. Duy trì sự đồng tâm khi gia công và kiểm tra tình trạng ổ trục để ngăn ngừa các va chạm gây sứt mẻ cạnh dao. Định vị lưỡi dao tự động có thể giúp ổn định tiếp xúc; xem Khái niệm định vị lưỡi EAC của MAAG.
Vì sao dao máy ép viên phủ PVD có tuổi thọ gấp đôi?

Lớp phủ PVD không thể tự động khắc phục các lỗi thiết lập kém, nhưng chúng làm chậm quá trình tạo ra các vết thừa và các hạt nhỏ. Hãy tưởng tượng cạnh dao giống như một cây bút chì: một khi nó bị mòn hoặc sứt mẻ, mực sẽ nhòe thay vì cắt sắc bén. Lớp phủ PVD tạo ra một lớp bảo vệ cứng, có độ ma sát thấp giúp "đầu bút chì" luôn sắc bén và trơn tru.
Độ cứng và khả năng chống mài mòn
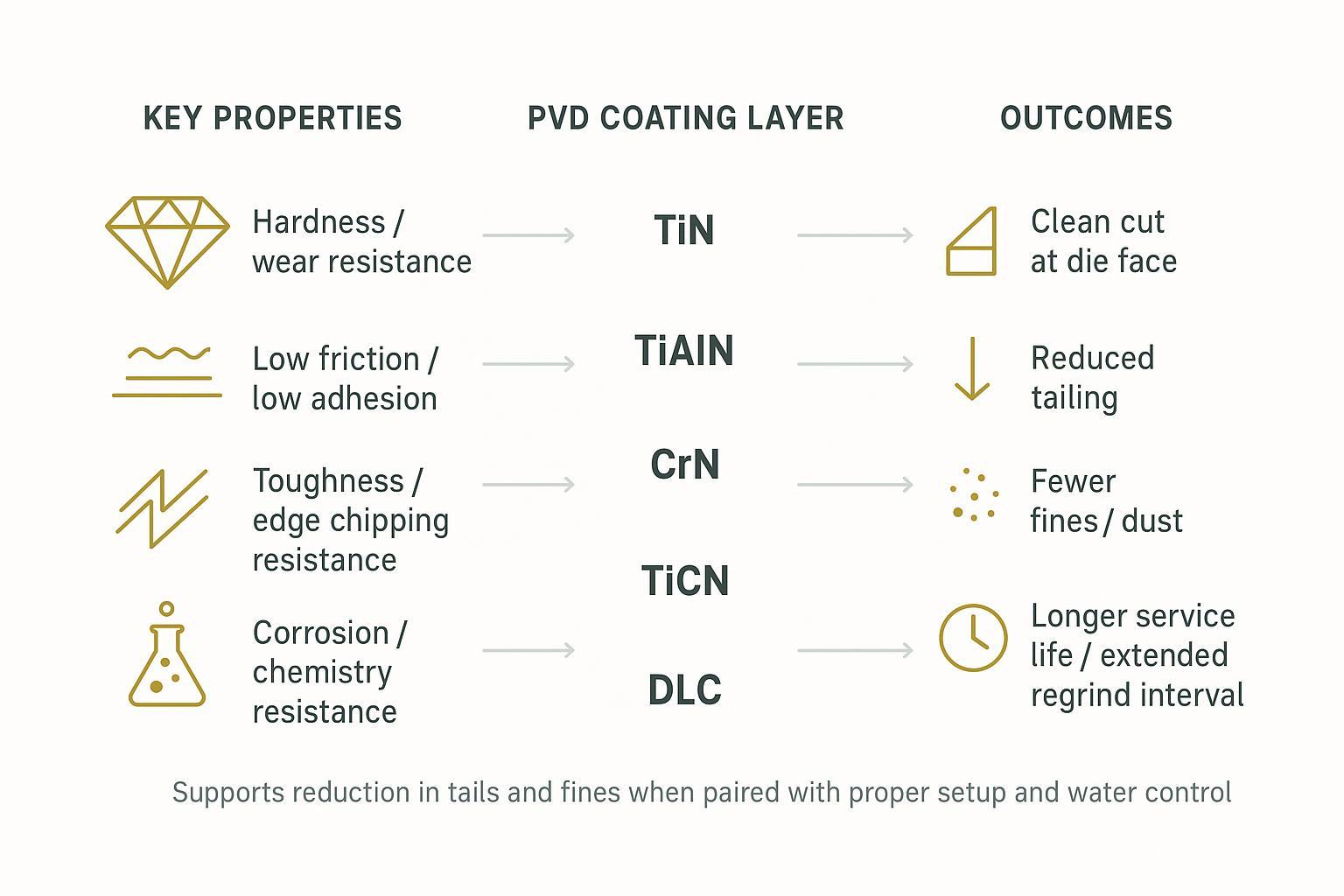
Độ cứng cao hơn và cấu trúc vi mô ổn định giúp chống mài mòn, làm chậm quá trình tăng bán kính cạnh gây ra hiện tượng bám dính trên bề mặt khuôn. Các nitrit như TiN và TiAlN đã được chứng minh là lớp chống mài mòn có độ cứng cao ở nhiệt độ cao. Bằng cách duy trì độ sắc bén của cạnh lâu hơn, chúng kéo dài khoảng thời gian giữa các lần thay khuôn và giảm khoảng thời gian mà hiện tượng tạo đuôi có khả năng xảy ra.
Ma sát thấp, chống dính
Ma sát thấp và ái lực polymer thấp giúp giảm hiện tượng dính và tích tụ vật liệu ở mép cắt. Các lớp phủ CrN, TiCN và DLC thường được sử dụng trong các ứng dụng tiếp xúc với polymer vì chúng giúp vật liệu nóng chảy trượt qua mép cắt thay vì bám dính vào đó. Ít tích tụ hơn đồng nghĩa với việc cắt sạch hơn và ít phần thừa hơn, tránh tình trạng vỡ vụn thành các mảnh nhỏ sau này.
Độ bền, ứng suất và độ bám dính
Lớp phủ cứng nhưng giòn có thể bị nứt vi mô hoặc bong tróc, tạo ra các điểm khởi phát mới cho các mảnh vụn và chất thải. Các lớp trung gian thích hợp và các lớp xếp chồng cân bằng ứng suất giúp cải thiện độ bám dính và độ bền, nhờ đó cạnh được phủ có khả năng chống bong tróc khi tiếp xúc gián đoạn và tác động của mảnh vụn. Điều đó dẫn đến hình dạng viên nén ổn định hơn và tuổi thọ sử dụng lâu hơn trong quá trình tái chế.
Chọn lớp phủ phù hợp
TiN, TiAlN: cơ sở và độ ổn định nhiệt
TiN là một lớp nền vững chắc cho nhiều dụng cụ: độ cứng cao với khả năng chống mài mòn đáng tin cậy. TiAlN cải thiện độ cứng ở nhiệt độ cao và khả năng chống oxy hóa, hữu ích trong trường hợp nhiệt độ bề mặt khuôn cao hơn hoặc cần độ ổn định nhiệt lâu hơn. Đối với PE/PP không chứa chất độn, các lớp này có thể mang lại khả năng giữ cạnh tốt; tuy nhiên, nếu hiện tượng dính mép là vấn đề thường xuyên, hãy cân nhắc kết hợp với một lớp có ma sát thấp hơn hoặc một loại nitrit khác.
CrN, TiCN: độ bền cao và độ bám dính thấp
CrN và TiCN cân bằng độ cứng với ma sát thấp hơn và ái lực với polymer thấp hơn. Trên thực tế, chúng giúp giảm hiện tượng lem và tích tụ vật liệu tại vết cắt, đồng thời chống lại hiện tượng sứt mẻ nhỏ ở cạnh – điều này đặc biệt có giá trị với PP có chất độn, nơi chất độn mài mòn và độ dính cùng tồn tại. Việc lựa chọn nên cân nhắc loại nhựa, hàm lượng chất độn và các kiểu hỏng hóc thường gặp (mảnh vụn, mảnh nhỏ hay sứt mẻ).
Lớp phủ DLC: kiểm soát ma sát và ăn mòn
Lớp phủ DLC mang lại bề mặt tiếp xúc mượt mà nhất và độ cứng rất cao, thường được sử dụng dưới dạng nhiều lớp xếp chồng lên nhau với các lớp kết dính ở giữa. Nó rất hấp dẫn khi khả năng chống dính là yếu tố tối quan trọng hoặc khi thành phần hóa học của nước gây ra lo ngại về ăn mòn. Hãy xác nhận giới hạn nhiệt độ và độ dày lớp phủ để giữ được độ sắc bén của cạnh mà không tạo ra phần viền dễ gãy.
Lưu ý: MAXTOR METAL là sản phẩm của chúng tôi. Ví dụ trung lập, các nhóm quy trình thường lựa chọn lớp phủ phù hợp với tài liệu về vật liệu tái chế và kiểm tra nghiệm thu. Một nhà cung cấp như... KIM LOẠI MAXTOR Chúng tôi có thể cung cấp dao máy tạo viên phủ PVD và hỗ trợ ghi nhật ký quá trình nghiền lại/phủ lại (số sê-ri, độ cứng, độ nhám, ghi chú về độ bám dính) để hồ sơ QA và xác nhận của bạn luôn sẵn sàng cho việc kiểm toán. Để biết thêm các khái niệm bảo trì rộng hơn, hãy xem hướng dẫn nội bộ về... Mẹo bảo dưỡng lưỡi dao công nghiệp.
Quy trình vận hành tiêu chuẩn (SOP) cho việc thiết lập và bảo trì
Sự chồng chéo và áp lực giữa dao và khuôn
- Thực hiện quy trình khóa/gắn thẻ an toàn và đảm bảo có hệ thống bảo vệ. Kiểm tra ổ trục rôto và độ lệch trục bằng đồng hồ đo độ lệch tại moayơ dao; điều chỉnh nếu TIR vượt quá giới hạn của thiết bị. Hiện tượng hạt rơi không đều và tiếng ồn.
- Thiết lập tiếp xúc đều bằng cách sử dụng phương pháp tiếp xúc/không in dấu của nhà sản xuất thiết bị gốc (OEM). Bắt đầu với lực tiếp xúc nhẹ nhất, sau đó tăng dần cẩn thận trong khi theo dõi tải trọng động cơ và hình dạng viên nén. Hệ thống định vị lưỡi dao tự động, nếu có, sẽ hỗ trợ duy trì sự chồng lấp nhất quán.
- Kiểm tra hình dạng viên nén để đảm bảo chúng là những hình trụ đồng nhất, không bị nhòe. Nếu quan sát thấy các vết hằn hình tròn, hãy kiểm tra lại sự thẳng hàng và độ đồng đều tiếp xúc trước khi điều chỉnh cài đặt nước.
Nhiệt độ và chất lượng nước
- Mục tiêu là tạo lớp màng nhựa nhanh chóng tại vị trí cắt mà không làm giòn nhựa. Nước quá nóng sẽ ức chế quá trình tạo màng và làm tăng hiện tượng lem nhựa; nước quá lạnh sẽ làm phức tạp quá trình sấy khô. Điều chỉnh trong phạm vi nhiệt độ lý tưởng của nhựa và giữ ổn định trong suốt ca làm việc.
- Duy trì lưu lượng tuần hoàn khép kín thích hợp và khả năng lọc hiệu quả. Sự gia tăng áp suất chênh lệch giữa hai đầu bộ lọc hoặc hiện tượng tuần hoàn cặn bẩn có thể nhìn thấy là những dấu hiệu cảnh báo – hãy giải quyết chúng trước khi chúng dẫn đến lượng cặn bẩn cao hơn và tải trọng máy sấy tăng lên. Để ôn lại các kiến thức cơ bản về nước xử lý và hiểu rõ hơn về hệ thống, hãy xem lại... Tổng quan về hệ thống tạo hạt của MAAG.
- Nếu xuất hiện vết bẩn hoặc ăn mòn không rõ nguyên nhân, hãy kiểm tra thành phần hóa học và độ dẫn điện của nước. Điều chỉnh phương pháp xử lý để bảo vệ cả bề mặt khuôn và dao cắt.
Chu kỳ mài lại và phủ lại
- Kiểm tra các cạnh ở độ phóng đại 50–200×. Kích hoạt quá trình mài lại khi xuất hiện hiện tượng tăng bán kính cạnh hoặc sứt mẻ nhỏ; tránh để xảy ra hiện tượng nhòe. Sau khi làm phẳng bề mặt khuôn, xác nhận độ phẳng và bề mặt cắt nhẵn bằng máy đo độ phẳng. Tổng quan về quy trình làm phẳng bề mặt có sẵn trong tài liệu tham khảo. Các phương pháp tối ưu để làm mới bề mặt khuôn đúc cho quá trình tạo hạt dưới nước.
- Hạn chế việc loại bỏ vật liệu và giữ nguyên hình dạng hình học. Sau một số lần mài lại nhất định, lên kế hoạch phủ lại lớp sơn để khôi phục các đặc tính bề mặt và độ bám dính; xác nhận độ sắc nét của cạnh và độ đồng đều độ dày sau khi phủ.
- Hãy ghi nhật ký quá trình nghiền lại/phủ lại: số sê-ri, vật liệu/chất nền, lớp phủ, số lượng vật liệu nghiền lại, ghi chú về độ cứng và độ nhám, ghi chú về thử nghiệm độ bám dính, người vận hành/ngày tháng và kiểm tra nghiệm thu. Để biết logic kiểm tra có thể áp dụng cho QA máy ép viên, xem Các bước khắc phục sự cố đối với dao cắt công nghiệp.
ROI và kiểm soát rủi ro

Một trường hợp ngắn gọn được ẩn danh (đo lường đã được xác thực): Tại một dây chuyền tái chế PE ở miền Trung châu Âu với công suất 3 tấn/giờ, nhóm nghiên cứu đã thay thế dao HSS tiêu chuẩn bằng dao TiCN phủ PVD và giữ nguyên cài đặt độ chồng lấp và lượng nước cho chiến dịch A/B. Việc lấy mẫu sử dụng phương pháp lấy mẫu hỗn hợp cuối ca và phương pháp rửa ướt ASTM D7486 (cộng với sàng khô D1921) trong suốt 3 tuần cơ sở và 3 tuần thử nghiệm. Lượng chất thải + chất mịn giảm từ ~2,51 TP4T xuống ~1,81 TP4T theo khối lượng (≈−281 TP4T), với lưới lọc khô sạch hơn và ít phải thay bộ lọc hơn; các nhà vận hành nhấn mạnh rằng cần phải duy trì độ chồng lấp và kiểm soát lượng nước ổn định để đạt được hiệu quả mong muốn.
Tính toán thời gian chuyển đổi và thời gian hoạt động
Định lượng thời gian ngừng hoạt động được tránh nhờ khoảng thời gian bảo dưỡng dài hơn. Ví dụ về khung phân tích: Thời gian ngừng hoạt động được tránh (giờ/năm) × biên lợi nhuận ($/giờ) = giá trị thời gian hoạt động. Cộng thêm chi phí nhân công bảo trì tiết kiệm được. Giữ các giả định ở mức thận trọng và ghi lại số giờ hoạt động của máy trước và sau khi thay đổi.
Phế liệu, bột mịn và năng suất chất lượng
Chỉ số KPI chính của bạn là tỷ lệ chất thải rắn + chất thải mịn tại cửa ra của máy sấy theo khối lượng. Hãy xây dựng đường cơ sở trong 2-4 tuần, sau đó tiến hành thử nghiệm A/B với dao/lớp phủ mới. Nếu bạn đo được mức giảm từ -20% đến -40%, hãy chuyển đổi nó thành năng suất và chi phí: Năng suất (tấn/giờ) × giờ hoạt động × giá/tấn × lợi ích về năng suất trừ đi chi phí xử lý phế liệu và tái chế. Ít chất thải mịn hơn cũng có thể kéo dài tuổi thọ bộ lọc và giảm tắc nghẽn máy sấy; hãy tính cả những khoản tiết kiệm về phụ tùng và nhân công này. Để hiểu rõ hơn về cơ chế dẫn đến kết quả, hãy xem Con đường dẫn đến sự hoàn hảo của hạt nhựa (Công nghệ nhựa).
Hồ sơ và kiểm tra
Làm sao để biết sự cải thiện là có thật và có thể lặp lại? Việc xác thực đòi hỏi sự kỷ luật: cài đặt dao cắt (đại diện tiếp xúc), nhiệt độ nước, nhiệt độ nóng chảy/MFI, năng suất và dấu thời gian lấy mẫu. Sử dụng các phương pháp phù hợp với ASTM—sàng khô để phân bố kích thước hạt và rửa ướt để loại bỏ các hạt mịn dưới 500 µm—để kết quả có thể so sánh được. Một điểm khởi đầu dễ tiếp cận là Trang tổng quan về phân tích ướt của ASTM D7486Áp dụng một phép kiểm định thống kê đơn giản (kiểm định t hoặc Mann–Whitney) để xác nhận ý nghĩa thống kê trước khi mở rộng quy mô toàn nhà máy. Giữ nguyên các tiêu chí chấp nhận và nhật ký tái chế kèm theo mỗi chiến dịch.
Đối với việc sàng khô các hạt nhựa và viên nhựa (>500 µm), hãy tham khảo tiêu chuẩn ASTM năm 2018. D1921 Phương pháp thử nghiệm xác định kích thước hạt (phân tích sàng) của vật liệu nhựa, trong đó quy định việc lựa chọn chồng sàng, khuấy trộn và báo cáo để so sánh giữa các lô hàng.
Phù hợp với dòng sản phẩm của bạn
Gala/MAAG và các hệ sinh thái khác
Hệ thống vòng nước/dưới nước của các nhà sản xuất thiết bị gốc (OEM) đều tuân theo các nguyên tắc cơ bản giống nhau. Việc theo dõi cánh quạt, tiếp xúc đều và điều kiện nước ổn định là những nguyên tắc được áp dụng cho dù nền tảng của bạn là thiết kế của Gala/MAAG hay một hệ sinh thái khác. Nếu có sẵn, hệ thống định vị cánh quạt tự động giúp duy trì tính lặp lại; hãy tham khảo hướng dẫn sử dụng của nhà sản xuất thiết bị gốc (OEM) để biết các điểm đặt chính xác và thông số mô-men xoắn.
Dung sai và độ hoàn thiện bề mặt
Mặt tiếp xúc giữa khuôn và dao cắt phải phẳng, song song và không có khuyết tật. Sau khi mài lại bề mặt khuôn, loại bỏ lượng vật liệu tối thiểu bằng phương pháp mài có kiểm soát chất làm mát và kiểm tra lại bằng thiết bị kiểm tra 100%. Giữ cho bề mặt tiếp xúc cắt luôn nhẵn mịn để tránh tạo vết lem; duy trì hình dạng hình học qua mỗi lần mài lại và phủ lớp mới.
Kế hoạch chuẩn bị và dự phòng
Trước khi thay đổi lớp phủ hoặc nhà cung cấp, hãy tiến hành kiểm định có kiểm soát trên một công thức ổn định. Xây dựng kế hoạch dự phòng bao gồm dao, cửa sổ bảo dưỡng mặt khuôn, vòng bi và các bộ phận trục, bộ lọc/lưới lọc và các dụng cụ kiểm tra (đồng hồ đo độ lệch, kính hiển vi, máy đo biên dạng). Điều chỉnh thời gian giao hàng của nhà cung cấp vật liệu mài lại/lớp phủ mới sao cho phù hợp với chu kỳ chuyển đổi của bạn để tránh mua hàng khẩn cấp. Để ôn lại kiến thức cơ bản về lưỡi dao máy tạo hạt trong chế biến nhựa, hãy xem Đây là cẩm nang thực hành về lưỡi dao công nghiệp trong ngành nhựa..
Phần kết luận
Việc cắt sạch bề mặt khuôn là cách nhanh nhất để giảm thiểu lượng phế phẩm và bụi. Dao cắt viên nén phủ PVD giúp giữ cho lưỡi dao sắc bén và trơn tru lâu hơn, nhưng hiệu quả tốt nhất khi kết hợp với thiết lập bài bản và điều kiện nước ổn định. Sử dụng kế hoạch kiểm định để thử nghiệm một dải giả thuyết an toàn (ví dụ: phế phẩm + bụi mịn từ -20% đến -40%) trên dây chuyền của riêng bạn, sau đó đảm bảo kết quả đạt được bằng cách lập tài liệu về việc tái chế/phủ lại và kế hoạch dự trữ phụ tùng.
Các bước tiếp theo: chọn lớp phủ phù hợp với loại nhựa và các kiểu hỏng hóc của bạn, điều chỉnh tiếp xúc giữa dao và khuôn cũng như điều kiện nước một cách có hệ thống, và lập nhật ký mài lại/kiểm tra để đảm bảo các cải tiến được duy trì qua các ca làm việc.
Một bình luận